Спосіб виготовлення теплообмінної труби з поперечними розрізними ребрами
Номер патенту: 13291
Опубліковано: 28.02.1997
Автори: Рогачов Валерій Андрійович, Письмений Євген Миколайович, Ободянський Анатолій Васильович
Формула / Реферат
(57) 1. Способ изготовления теплообменной трубы с поперечными разрезными ребрами, состоящий в выдавливании ребер на поверхности трубы, имеющей выступы, оставляющие единое целое с трубой, отличающийся тем, что в качестве исходной используют трубу с продольными или ориентированными на пологой винтовой линии выступами на поверхности.
2. Способ по п.1, отличающийся тем, что выдавливание ребер осуществляют из выступов трубы.
3. Способ по п.1, отличающийся тем, что выдавливание ребер осуществляют из выступов и стенки трубы.
Текст
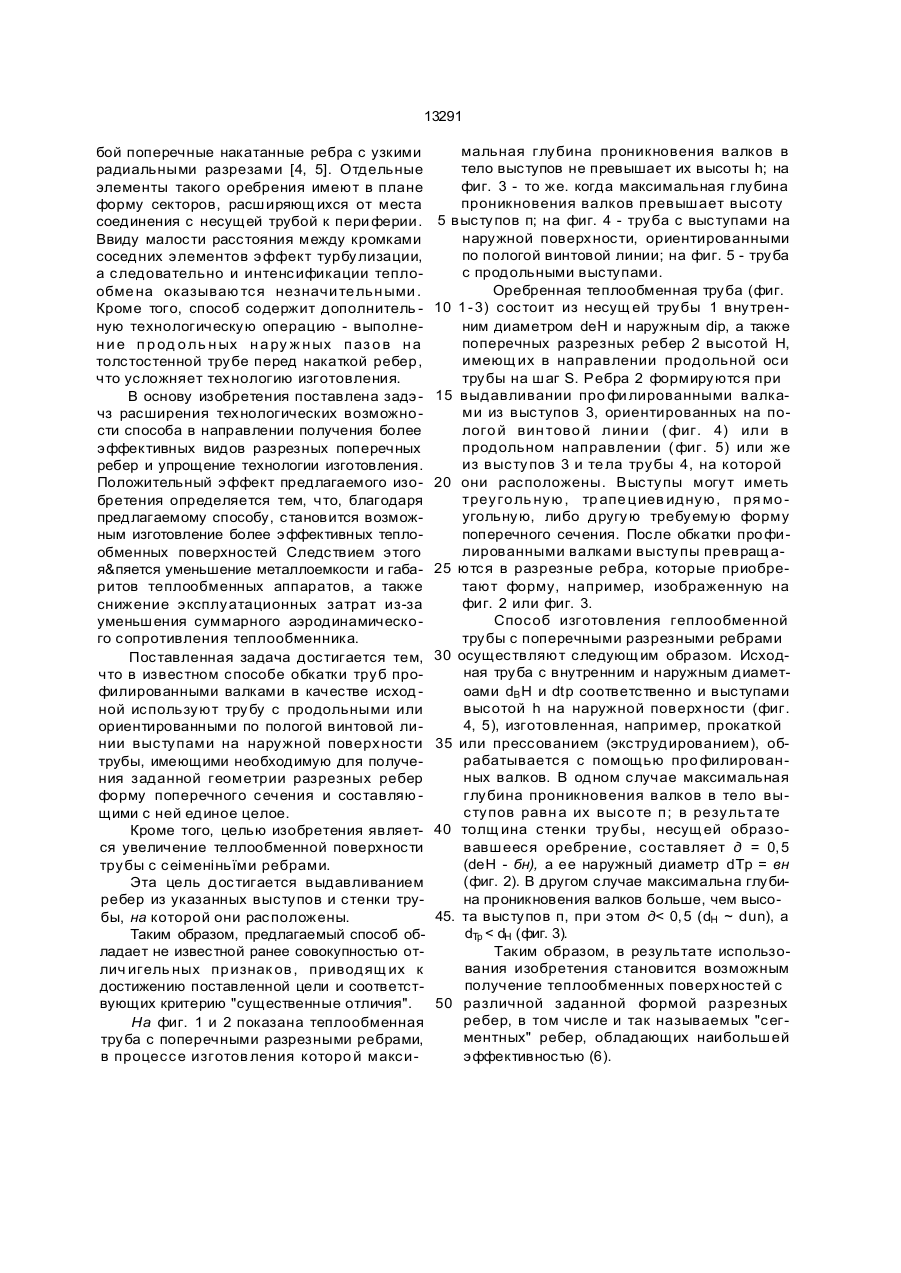
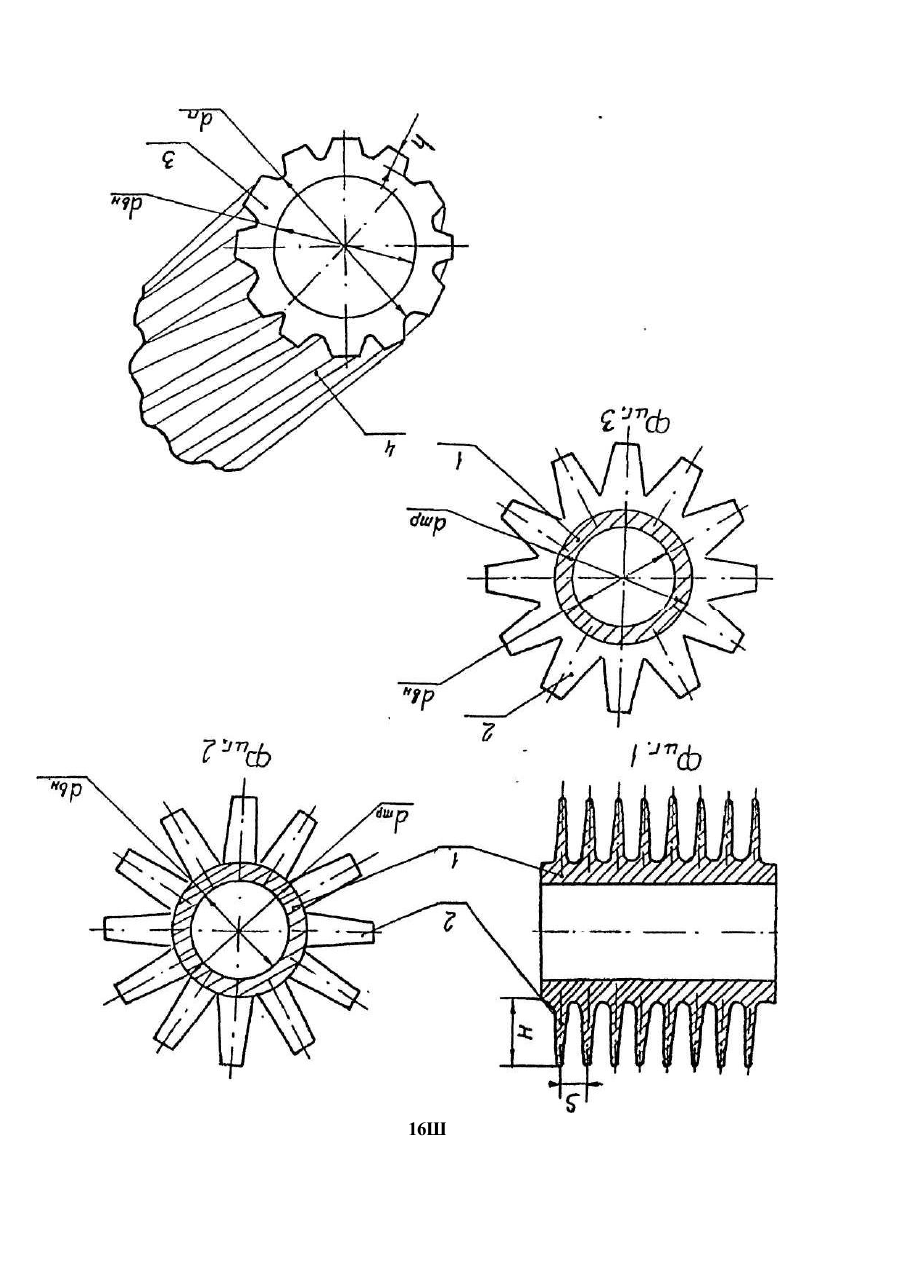
1. Способ изготовления теплообменной трубы с поперечными разрезными ребрами, состоящий в выдавливании ребер на поверхности трубы, имеющей выступы, оставляющие единое целое с трубой, о т л и ч а ю щ и й с я тем, что в качестве исходной используют трубу с продольными или ориентированными на пологой винтовой линии выступами на поверхности. 2. Способ по п. 1, о т л и ч а ю щ и й с я тем, что выдавливание ребер осуществляют из выступов трубы. 3, Способ по п. 1, о т л и ч а ю щ и й с я тем, что выдавливание ребер.осуществляют из выступов и стенки трубы. Изобретение относится к способам изготовления оребренных труб, применяемых в компактных теплообменных аппаратах для энергетической, атомной, нефтехимической и других отраслей промышленности. Известен способ изготовления теплообменных спирально-навивных труб с разрезными поперечными ребрами, заключающийся в приварке стальной ленты с насечками по внешнему краю в стальной трубе [1, 2]. К недостаткам указанного способа относятся сравнительно сложная технология изготовления, невозможность обеспечения идеального термического контакта между ребром и стенкой трубы, неприменимость к изготовлению труб из цветных металлов. В качестве прототипа выбран способ изготовления теплообменной оребренной трубы, заключающийся в выдавливании ребер с толстостенной трубы, на которой предварительно выполняются продольные наружные пазы с целью получения поперечных ребер с разрезами [3]. Недостатком способа, принятого в качестве прототипа, является то, что он предназначен для получения только одного, не нашедшего широкого применения тира разрезного оребрения, представляющего со с > О 13291 бой поперечные накатанные ребра с узкими радиальными разрезами [4, 5]. Отдельные элементы такого оребрения имеют в плане форму секторов, расширяющ ихся от места соединения с несущей трубой к пери ферии. Ввиду малости расстояния между кромками соседних элементов эффект турбулизации, а следовательно и интенсификации теплообме на оказываю тся незначи те льн ыми . Кроме того, способ содержит дополнитель ную технологическую операцию - выполнен и е п р од о ль н ых н а ру ж н ых п аз о в н а толстостенной трубе перед накаткой ребер, что усложняет технологию изготовления. В основу изобретения поставлена задэ чз расширения технологических возможности способа в направлении получения более эффективных видов разрезных поперечных ребер и упрощение технологии изготовления. Положительный эффект предлагаемого изобретения определяется тем, что, благодаря предлагаемому способу, становится возможным изготовление более эффективных теплообменных поверхностей Следствием этого я&пяется уменьшение металлоемкости и габаритов теплообменных аппаратов, а также снижение эксплуатационных затрат из-за уменьшения суммарного аэродинамического сопротивления теплообменника. Поставленная задача достигается тем, что в известном способе обкатки труб профилированными валками в качестве исход ной используют трубу с продольными или ориентированными по пологой винтовой линии выступами на наружной поверхности трубы, имеющими необходимую для получения заданной геометрии разрезных ребер форму поперечного сечения и составляю щими с ней единое целое. Кроме того, целью изобретения является увеличение теллообменной поверхности трубы с сеіменіньїми ребрами. Эта цель достигается выдавливанием ребер из указанных выступов и стенки трубы, на которой они расположены. Таким образом, предлагаемый способ обладает не известной ранее совокупностью отлич игель ных пр изнак ов , приводящ их к достижению поставленной цели и соответствующих критерию "существенные отличия". На фиг. 1 и 2 показана теплообменная труба с поперечными разрезными ребрами, в процессе изготов ления которо й макси мальная глубина проникновения валков в тело выступов не превышает их высоты h; на фиг. 3 - то же. когда максимальная глубина проникновения валков превышает высоту 5 выступов п; на фиг. 4 - труба с выступами на наружной поверхности, ориентированными по пологой винтовой линии; на фиг. 5 - труба с продольными выступами. Оребренная теплообменная труба (фиг. 10 1 - 3) состоит из несущ ей трубы 1 внутренним диаметром deH и наружным dip, а также поперечных разрезных ребер 2 высотой Н, имеющ их в направлении продольной оси трубы на шаг S. Ребра 2 формируются при 15 выдавливании про фи лированными валками из выступов 3, ориентированных на полого й вин тово й лини и ( фиг. 4) или в продольном направлении ( фиг. 5) или же из выступов 3 и те ла трубы 4, на которой 20 они расположены. Выступы могут иметь треуго ль ную, тр апе циев идную, п ря мо угольную, либо другую требуемую форму поперечного сечения. После обкатки про филированными валками выступы превращ а25 ются в разрезные ребра, которые приобретают форму, например, изображенную на фиг. 2 или фиг. 3. Спос об изготовления геплообменной трубы с поперечными разрезными ребрами 30 осуществляют следующ им образом. Исходная труба с внутренним и наружным диаметоами dB H и dtp соответственно и выступами высотой h на наружной поверхности (фиг. 4, 5), изготовленная, например, прокаткой 35 или прессованием (экструдированием), обрабатывается с помощью про филированных валков. В одном случае максимальная глубина проникновения валков в тело выступов равн а их высо те п; в результа те 40 толщ ина стенки трубы, несущ ей образовавшееся оребрение, составляет д = 0,5 (deH - бн), а ее наружный диаметр dTp = вн (фиг. 2). В другом случае максимальна глубина проникновения валков больше, чем высо45. та выступов п, при этом д< 0,5 (dH ~ dun), a dTp < dH (фиг. 3). Таким образом, в результате использования изобретения становится возможным получение теплообменных поверхностей с 50 различной заданной формой разрезных ребер, в том числе и так называемых "сегментных" ребер, обладающих наибольшей эффективностью (6). 16Ш 13291 Фма.5 Упорядник Замовлення 4103 Техред М.Моргентал Коректор Н. Король Тираж Підписне Державне патентне відомство України, 254655, ГСП, Ки7в-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making heat exchange pipe with cross split ribs
Автори англійськоюPysmennyi Yevhen Mykolaiovych, Rohachov Valerii Andriiovych, Obodianskyi Anatolii Vasyliovych
Назва патенту російськоюСпособ изготовления теплообменной трубы с поперечными разрезными ребрами
Автори російськоюПисьменный Евгений Николаевич, Рогачов Валерий Андреевич, Ободянский Анатолий Васильевич
МПК / Мітки
МПК: F28F 1/24
Мітки: виготовлення, трубі, поперечними, спосіб, ребрами, розрізними, теплообмінної
Код посилання
<a href="https://ua.patents.su/4-13291-sposib-vigotovlennya-teploobminno-trubi-z-poperechnimi-rozriznimi-rebrami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення теплообмінної труби з поперечними розрізними ребрами</a>
Вставка теплообмінної труби радіатору водяного охолодження
Номер патенту: 5942
Опубліковано: 29.12.1994
Автори: Габор Томчаньі, Дьордь Палфалві, Іштван Папп, Міхай Хорват, Габор Чаба
МПК: F28D 7/10
Мітки: водяного, трубі, охолодження, теплообмінної, радіатору, вставка
Формула / Реферат:
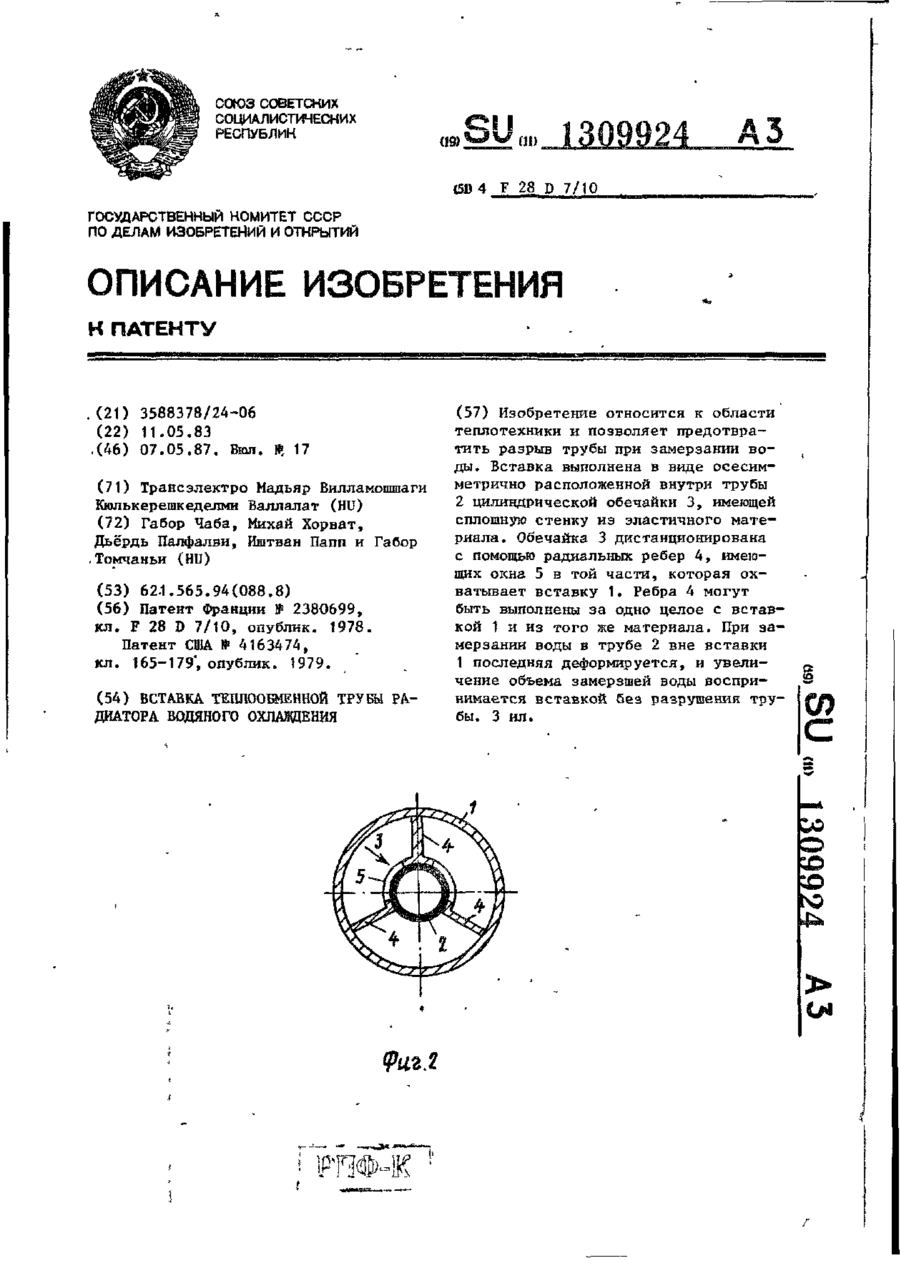
Вставка теплообменной трубы радиатора водяного охлаждения, выполненная в виде осесимметрично расположенной внутри трубы цилиндрической обечайки, дистанционированной с помощью радиальных ребер, отличающаяся тем, что, с целью предотвращения разрыва трубы при замерзании воды, обечайка имеет сплошную стенку из эластичного материала.
Спосіб м.ю. докторова виготовлення гнутих профілів з поздовжніми і перетинаючими ії поперечними гофрами
Номер патенту: 2525
Опубліковано: 26.12.1994
Автори: Докторов Марк Юхимович, Пшенична Наталя Веніаміновна
МПК: B21D 5/06
Мітки: м.ю, поперечними, поздовжніми, гофрами, спосіб, профілів, перетинаючими, виготовлення, гнутих, докторова
Формула / Реферат:
1. Способ изготовления гнутых профилей с продольными и пересекающими их поперечными гофрами, включающий последовательное формообразование промежуточного гнутого профиля с продольными гофрами и горизонтальной стенки между ними, а затем выполнение между упомянутыми продольными гофрами поперечных гофр за счет местной вытяжки металла, отличающийся тем, что при формовке промежуточного профиля горизонтальную стенку размещают на уровне между...
Спосіб виготовлення стеклопластикової фільтрувальної труби
Номер патенту: 9061
Опубліковано: 30.09.1996
Автори: Хоронько Юрій Андрійович, Сенченко Володимир Вікторович, Кінєвський Валерій Наумович, Волков Валерій Миколайович, Панченко Костянтин Григорович
МПК: F16L 9/00
Мітки: спосіб, трубі, виготовлення, стеклопластикової, фільтрувальної
Формула / Реферат:
Способ изготовления стеклопластиковой фильтровальной трубы, включающий возвратно-поступательное движение вдоль оправки пропитанного связующим непрерывного стекложгута, его намотку на вращающуюся оправку и отвержде-ние связующего, отличающийся тем, что, с целью повышения надежности при эксплуатации, после пропитки связующим в процессе намотки стекло-жгут скручивают, а образуемый избыток связующего снимают со всей поверхности стекложгута,...
Спосіб виготовлення гнутих профілів прокату з поперечними гофрами на стінці
Номер патенту: 4870
Опубліковано: 28.12.1994
Автори: Докторов Марк Юхимович, Пшенична Наталя Веніаміновна
МПК: B21D 5/06
Мітки: гнутих, виготовлення, стінці, прокату, спосіб, гофрами, профілів, поперечними
Формула / Реферат:
1. Способ изготовления гнутых профилей проката с поперечными гофрами на стенке, включающий формообразование промежуточного гнутого профиля с плоской стенкой и продольное се растяжение за счет придания ей волнистой формы в продольном сечении при сохранении длины перед формообразованием поперечных гофров, отличающийся тем, что при продольном растяжении плоской стенки промежуточного гнутого профиля выполняют по меньшей мере два ряда...
Пристрій для насаджування поперечних ребер на гладкі труби
Номер патенту: 7213
Опубліковано: 30.06.1995
Автори: Хайнріх Шуленберг, Отто Вісе
МПК: B21D 39/00, B23P 19/02, B23P 15/26
Мітки: насаджування, трубі, пристрій, ребер, поперечних, гладкі
Формула / Реферат:
1. Устройство для насаживания поперечных ребер на гладкие трубы, содержащее штамп для изготовления поперечных ребер с приводом и станок для установки подлежащих оснащению поперечными ребрами гладких труб и перемещения ребер, включающий систему поводковых цепей в виде по меньшей мере двух расположенных в параллельных плоскостях на расстоянии одна от другой замкнутых поводковых цепей с закрепленными на них захватами для ребер, установленных...
Попередній патент: Патрон бурового верстата
Наступний патент: Пристрій для дообрізування головок корнеплодів
Випадковий патент: Спосіб локального контролю зубців статорів електричних машин змінного струму та пристрій для його реалізації