Спосіб виготовлення гнутих профілів прокату з поперечними гофрами на стінці
Номер патенту: 4870
Опубліковано: 28.12.1994
Автори: Пшенична Наталя Веніаміновна, Докторов Марк Юхимович
Формула / Реферат
1. Способ изготовления гнутых профилей проката с поперечными гофрами на стенке, включающий формообразование промежуточного гнутого профиля с плоской стенкой и продольное се растяжение за счет придания ей волнистой формы в продольном сечении при сохранении длины перед формообразованием поперечных гофров, отличающийся тем, что при продольном растяжении плоской стенки промежуточного гнутого профиля выполняют по меньшей мере два ряда поперечных смещенных по длине друг относительно друга поочередно формуемых волн.
2. Способ по п. 1, отличающийся тем, что на стенке промежуточного профиля выполняют, по меньшей мере, три ряда поперечных волн, по крайней мере, в одном среднем из которых волны выполняют смещенными относительно упомянутых волн смежных рядов.
3. Способ по пп. 1 и 2, отличающийся тем, что длину развертки волнистого участка стенки промежуточного профиля выполняют равной длине развертки участка стенки на готовом профиле.
4. Способ по пп. 1 и 2, отличающийся тем, что поперечные волны на периферийных участках стенки промежуточного профиля выполняют симметрично смещенными по длине относительно поперечных волн на центральном участке, а смещение волн смежных рядов производят на величину, определяемую по формуле:
где D1 - величина смещения волн смежных рядов;
t - шаг между поперечными волнами в ряду на стенке промежуточного профиля;
n - количество рядов поперечных волн по одну из сторон от поперечных волн центрального участка.
5. Способ по пп. 1, 2, 4, отличающийся тем, что поперечные волны, по крайней мере, одного из рядов, отделяют от поперечных волн смежных рядов плоскими участками.
6. Способ по пп. 1, 2, 4 и 5, отличающийся тем, что на плоских участках стенки, отделяющих ряды поперечных волн, выполняют продольные технологические гофры.
7. Способ по пп. 1, 2, 4, 5, б, отличающийся тем, что, по крайней мере, в одном из рядов поперечные волны выполняют в противоположную сторону от плоскости стенки промежуточного профиля по отношению к волнам в других рядах.
8. Способ по пп. 1, 2, 4, 5, 6, 7, отличающийся тем, что, по крайней мере, в одном из рядов, поперечные волны выполняют по обе стороны от плоскости стенки.
9. Способ по п. 6, отличающийся тем, что продольные технологические гофры на плоских участках стенки выполняют с переменной по длине глубиной.
10. Способ по п. 9, отличающийся тем, что длину развертки технологических гофров в продольном сечении по их вершинам выполняют равной длине соответственно развертки участка стенки на готовом профиле.
Текст
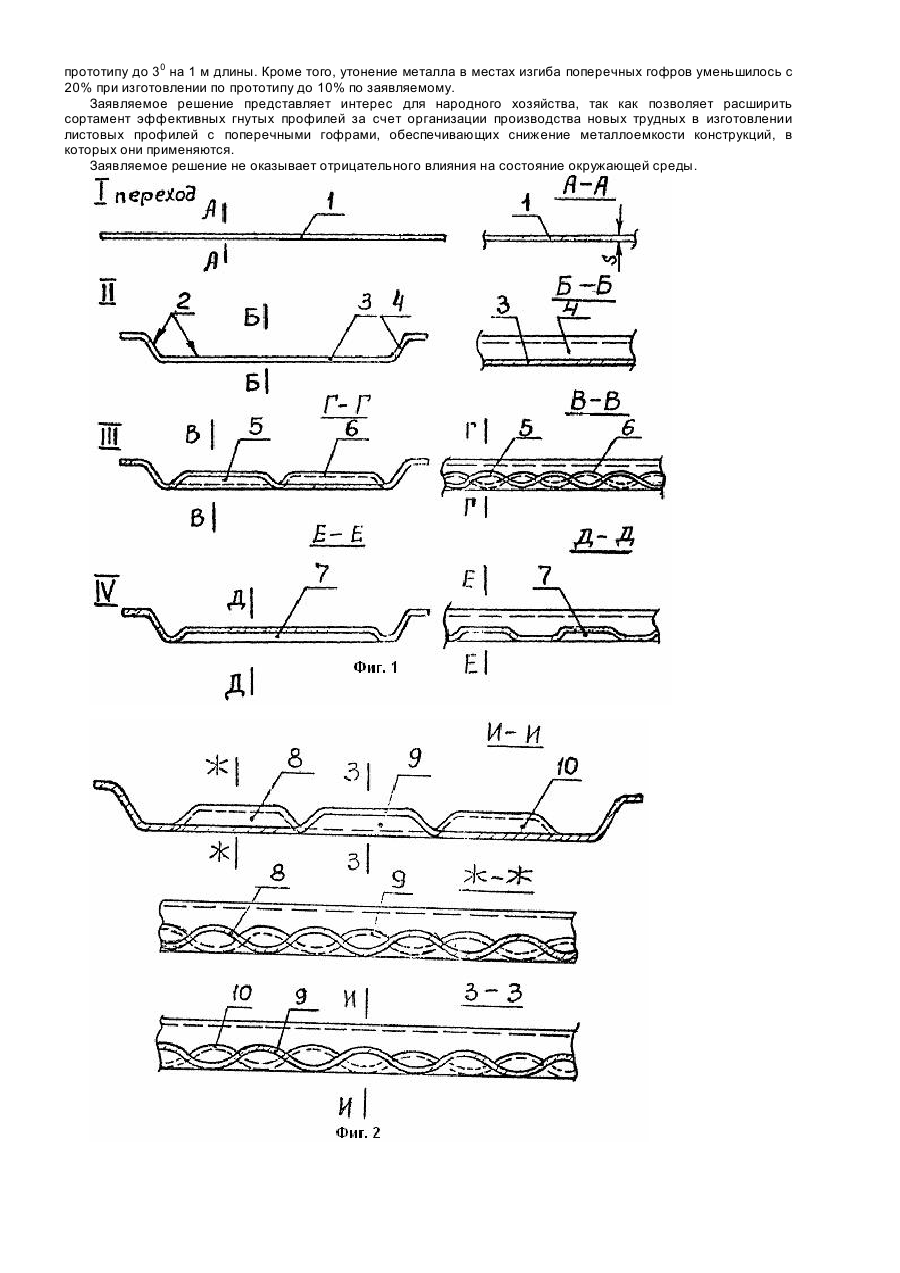
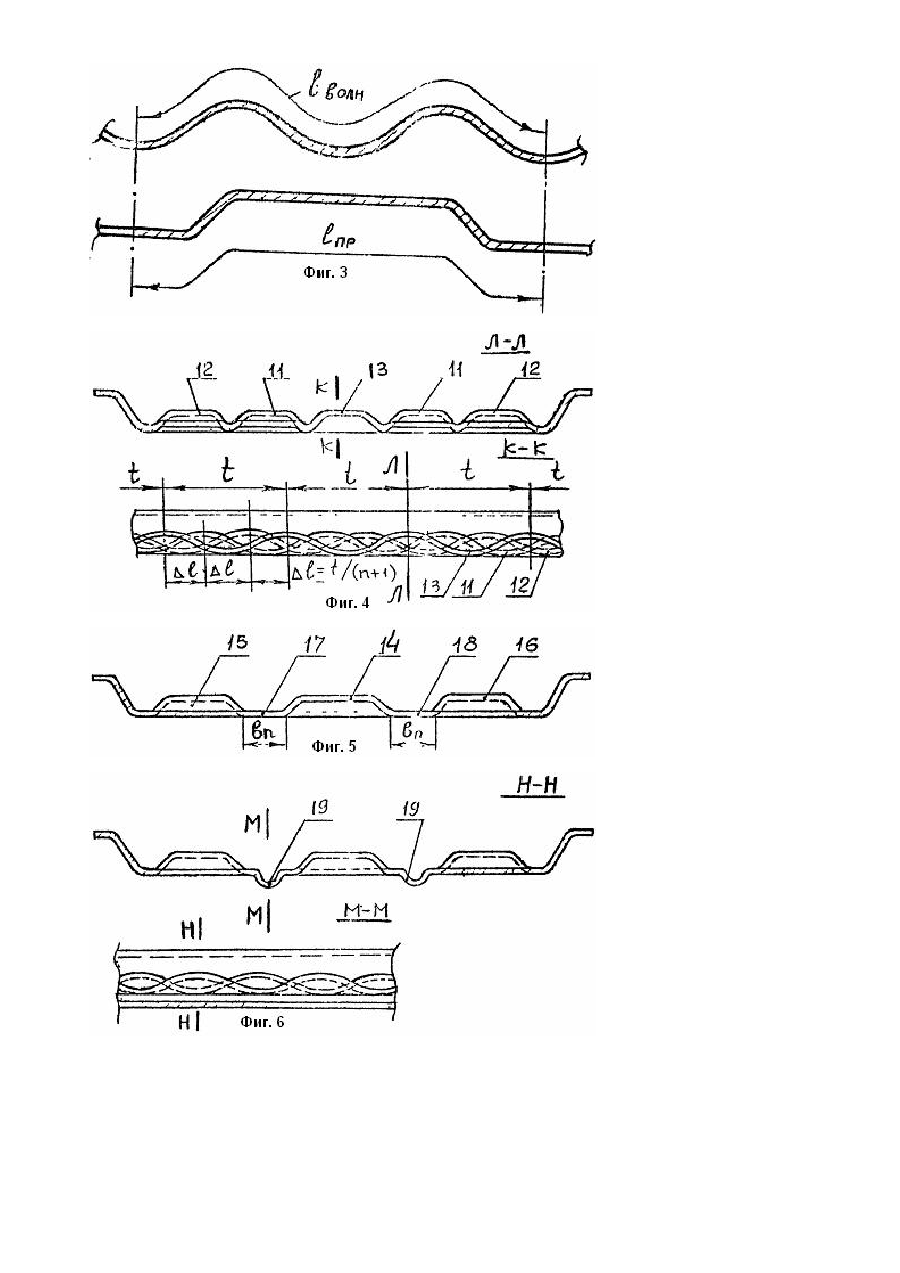
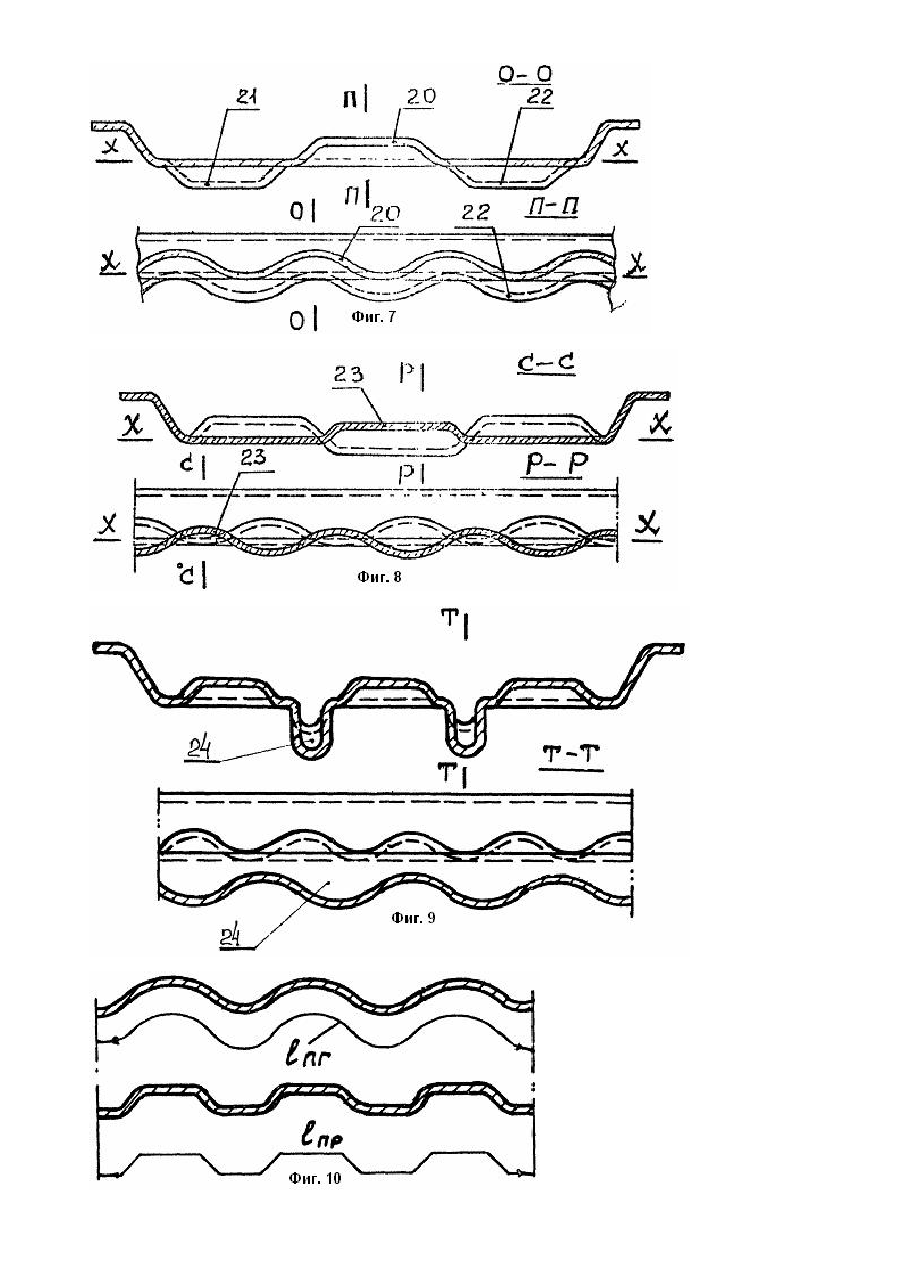
Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении гнутых профилей с поперечными гофрами в валках на станах. В практике производства гнутых профилей проката с поперечными гофрами применяют ряд способов, при использовании которых предусматривается улучшение качества профилей за счет уменьшения продольного искривления и волнистости плоских участков. Их применение в отдельных случаях обеспечивает получение профилей заданной формы и размеров. Однако при изготовлении гнутых профилей со сравнительно длинными І/S > 20 и глубокими h/S > 5 поперечными гофрами (где І и h - длина и глубина гофра соответственно, a S - толщина металла) наблюдается продольное искривление профилей и их винтообразное скручивание, волнистость плоских участков вдоль кромок, повышенное утонение в местах отформовки поперечных гофров. Известен способ изготовления гофрированных профилей путем многопереходной формовки вытяжной гофров центрального участка при зажатых боковых участках (см. авт. свид. № 871883, кл. В 21 D 5/08, опубл. в Б.И. № 38 от 15.10.81), по которому на первых переходах на плоских боковых участках, предназначенных для зажатия, формуют технологические гофры большей глубина и меньшей ширины, чем основные гофры центрального участка, а на последних переходах технологические гофры освобождают от зажатия и переформовывают в основные. Применение известного способа в отдельных случаях при изготовлении гнутых профилей со сравнительно неглубокими и короткими продольными гофрами позволяет получить заданные форму и размеры профилей без продольного изгиба и скручивания, однако при формообразовании на центральной участке профиля поперечных гофров сравнительно большой глубины и длины возникают продольный изгиб и скручивание профилей, повышенное утонение в местах изгиба и волнистость вдоль кромок. Известен способ изготовления профилей высокой жесткости с пересекающимися продольными и поперечными гофрами (см. авт. свид. № 867457, кл. В 21 D 5/08, опубл. в Б.И. № 36 от 30. 09. 81 г.), по которому производят отформовку продольных гофров вдоль кромок с последующей вытяжкой на центральном участке поперечных гофров, причем на участках сопряжения продольных и поперечных гофров, одновременно с формовкой продольных гофров отформовывают участки сопряжения гофров, выполняя их переменными по глубине в направлении поперечного гофра, после чего одновременно с формовкой поперечных гофров эти участки доформовывают до требуемой конфигурации. К недостаткам этого способа следует отнести сложного в его реализации на профилегибочном стане из-за необходимости в совмещении по длине по переходам участков сопряжения продольных и поперечных гофров с самыми поперечными гофрами. Известен также способ изготовления профилей с гофрами (см.авт. свид. № 893309, кл. В 21 D 5/08. опубл. в Б.И. № 48 от 30.12.81 г.), по которому заготовку растягивают в поперечном направлении, формуя краевые продольные гофры, и осуществляют местную вытяжку в валках основных гофров, причем сначала осуществляют формовку краевых гофров, а формовку основных гофров выполняют в два перехода, получая на первом переходе на участке будущего длинного гофра по крайней мере два коротких гофра при одновременном зажиме плоской технологической перемычки между ними и краевых гофров, а на втором переходе на технологической перемычке выполняют гофр такой же формы сечения, как и ранее отформованных, обеспечивая получение сплошного гофра заданной длины. К недостаткам этого способа следует отнести сложность в его реализации на профилегибочном стане из-за необходимости в совмещении по длине профиля по переходам участков с отформованными короткими гофрами и участков перемычки, на которых будет выполнен гофр заданной длины. Рассматриваемый способ позволяет получать гофры большой длины, преимущественно сравнительно малопроизводительным и трудоемким способом штамповки на прессах. В основу изобретения поставлена задача создания "Способа изготовления гнутых профилей проката с поперечными гофрами на стенке", в котором перед выполнением поперечных гофров за счет местной вытяжки металла производится предварительное удлинение стенки профиля путем выполнения на ней в определенной последовательности поперечных волн при одновременном предупреждении продольной утяжки металла заготовки в поперечные волны и за счет этого обеспечивается уменьшение продольного изгиба и скручивания профилей, а также энергозатрат при профилировании. Поставленная задачарешается следующим образом. При изготовлении гнутых профилей проката с поперечными гофрами на стенке, формообразуют промежуточный гнутый профиль с плоской стенкой, которую затем продольно растягивают за счет придания ей волнистой формы в продольном сечении при сохранении длины перед формообразованием поперечных гофров. В отличие от прототипа при продольном растяжении плоской стенки промежуточного гнутого профиля выполняют по меньшей мере два ряда поперечных смещенных по длине друг относительно друга поочередно формуемых волн. При этом, в ряде случаев при формообразовании профиля целесообразно: - на стенке промежуточного профиля выполнять по меньшей мере три ряда поперечных волн, по крайней мере в одном среднем из которых волны выполняются смещенными относительно упомянутых волн смежных рядов; - длину развертки волнистого участка стенки промежуточного профиля выполнять равной длине развертки участка стенки на готовом профиле; - поперечные волны на периферийных участках стенки промежуточного профиля выполнять симметрично смещенными по длине относительно волн поперечных на центральном участке, а смещение волн смежных рядов производить на величину, определяемую по формуле: t DI = , (1) n +1 где DI - величина смещения волн смежных рядов; t - шаг между поперечными волнами в ряду на стенке промежуточного профиля; n - количество рядов поперечных волн по одну из сторон от поперечных волн центрального участка; - поперечные волны, по крайней мере одного из рядов, отделять от поперечных волн смежных рядов плоскими участками; - на плоских участках стенки, определяющих ряды поперечных волн, выполнять технологические гофры; - по крайней мере в одном из рядов поперечные волны выполнять по обе стороны от плоскости стенки; - продольные технологические гофры на плоских участках стенки выполнять с переменной по длине глубиной; - длину развертки технологических гофров в продольном сечении по их вершинам выполнять равной длине соответственно развертки участка стенки на готовом профиле. При изготовлении по заявляемому способу гнутых профилей проката с поперечными гофрами на стенке первоначально формообразуют промежуточный гнутый профиль с плоской стенкой, а затем перед формообразованием на упомянутой стенке поперечных гофров, производят продольное ее растяжение за счет выполнения по меньшей мере двух рядов поперечных смещенных по длине друг относительно друга поочередно формуемых волн. Такая технологическая схема формообразования профиля позволяет получить его промежуточную форму в минимальном количестве технологических переходов и близкую к конфигурации готового профиля, а затем при сохранении основных геометрических параметров гнутого профиля произвести продольное растяжение его стенки путем придания ей волнистой формы в продольном сечении при сохранении длины и доформовать профиль за счет формообразования волнистой стенки и отформовки на ней поперечных гофров. В связи с выполнением на стенке переходного профиля, по меньшей мере двух рядов поперечных смещенных по длине друг относительно друга поочередно формуемых волн, производится последовательное периодическое приложение формующих сил и продольное поочередное растяжение отдельных участков упомянутой стенки, а не как по известному способу одновременное приложение формующих сил по всей ширине и одновременное продольное растяжение всей стенки значительно большим усилием. Такая схема позволяет уменьшить величину продольных сил и их моменты, максимальные значения формующих усилий в валках при формообразовании поперечных волн, а также дополнительно увеличить сопротивление переходного профиля продольному изгибу и скручиванию за счет дополнительного сопротивления не деформируемых участков стенки переходного профиля, смежных с участками, на которых формообразуют в данный момент волны в силу сплошности металла переходного профиля, а также зажатия в калибре валков упомянутых участков, смежных с формуемыми в данный момент участками, на которых формообразуют поперечные волны. Следует отметить, что формообразование поперечных волн по заявляемому способу может производиться в одном технологическом проходе поочередно из каждого ряда, а также последовательно в нескольких технологических переходах поочередно по рядам. Таким образом на стадии формообразования промежуточного профиля со смещенными по длине друг относительно друга рядами волн на стенке становится возможным произвести продольное поочередное растяжение стенки переходного профиля по участкам без его продольного искривления и скручивания при незначительном равномерном утонении заготовки на участке формообразования поперечных гофров и уменьшенными по сравнению с прототипом максимальными усилиями формовки и отформовать гофры большей глубины. При окончательной доформовке пофиля и формообразовании поперечных гофров производят формоизменение волнистого участка стенки промежуточного профиля в стенку заданной конфигурации с поперечными гофрами заданной длины и размеров практически при неизменной длине участков стенки и профиля в целом, благодаря чему становится возможным уменьшить локальное утонение в местах изгиба поперечных гофров. Принятая технологическая схема формообразования профиля, в которой предусмотрена предварительная поочередная вытяжка волн на стенке переходного профиля при дополнительном зажатии участков, смежных с формуемыми в данный момент участками, с последующей одновременной переформовкой стенки обеспечивает незначительное более равномерное утонение заготовки на участке формообразования поперечных гофров при заданной их форме и размерах. При этом в ряде случаев, преимущественно для листовых профилей симметричной формы на стенке промежуточного профиля целесообразно выполнять по меньшей мере три ряда поперечных волн, по крайней мере в одном среднем из которых волны выполняют смещенными по длине относительно упомянутых волн периферийных рядов. В связи с выполнением трех рядов поперечных волн становится возможным создавать симметричную формовку промежуточного профиля относительно центрального его участка, а следовательно к промежуточному профилю в процессе его формообразования прикладывать симметричные усилия, не вызывающие продольного искривления профиля в плоскости его стенки. При формообразовании на стенке промежуточного профиля большего количества рядов волн, чем три, для предупреждения продольного искривления промежуточного профиля, рекомендуется формообразовывать нечетное количество рядов волн с симметричным их расположением относительно воли на центральном участке. Для предупреждения продольного сжатия смежных со стенкой профиля участков и предупреждения искривления профиля, а также обеспечения равномерной вытяжки металла стенки профиля и уменьшения при этом максимальных усилий формовки в чистовых проходах, длину развертки волнистого участка стенки промежуточного профиля выполняют равной длине развертки участка стенки на готовом профиле. Для улучшения качества профилей и снижения энергозатрат поперечные волны на периферийных участках стенки промежуточного профиля рекомендуется выполнять симметрично смещенными подлине относительно поперечных волн на центральном участке, а смещение волн смежных рядов производить на величину, определяемую по формуле (1). Тогда при формообразовании промежуточного профиля уменьшаются максимальные значения формующих усилий и обеспечивается равномерная вытяжка стенки профиля по ее длине. Для стабильного и равномерного перемещения профиля в валках рабочей клети и в стане с заданной скоростью профилирования, улучшения условий вытяжки волн на стенке переходного профиля за счет сжатия смежных с волнами участков, поперечные волны, по крайней мере одного из рядов, отделяют от поперечных волн смежных рядов плоскими участками. Такие плоские участки стенки профиля имеется возможность при профилировании обжимать в калибре валков и создавать при этом необходимые условия для выполнения волн за счет местной вытяжки металла стенки при зажатых с ними упомянутых плоских участках. Кроме того, упомянутые плоские участки промежуточного профиля располагают на уровне плоскости профилирования и благодаря их взаимодействию с валками на уровне основных диаметров обеспечивается стабильное перемещение профиля по клетям с заданной скоростью. В ряде случаев, для более надежного зажатия в калибре валков плоских участков стенки промежуточного профиля и предупреждения утяжки металла в поперечные волны на упомянутых плоских участках стенки, отделяющих ряды поперечных волн, выполняют продольные гофры. Для предупреждения продольного искривления профилей и возникновения волнистости вдоль кромок по крайней мере в одном из рядов поперечные волны выполни· ют в противоположную сторону от плоскости стенки промежуточного профиля по отношению к волнам в других рядах. Благодаря противоположной направленности смещения участков стенки в волны происходит уменьшение и уравновешивание моментов продольных сил, возникающих при формообразовании поперечных волн, а в связи с этим становится возможным устранить продольный изгиб и скручивание профиля, уменьшить волнистость. Для улучшения качества профилей за счет предупреждения продольного их искривления по крайней мере в одном из рядов поперечные волны выполняются по обе стороны от плоскости стенки промежуточного профиля. При этом благодаря противоположной направленности смещения участков стенки по заявляемому способу в волны становится возможным уменьшить и уравновесить моменты продольных сил, возникающих при формообразовании поперечных волн, а следовательно уменьшить и продольный изгиб профиля, его продольное скручивание и волнистость вдоль кромок. Выполнение на плоских участках стенки промежуточного профиля, продольных технологических гофров с переменной по длине глубиной позволяет в дальнейшем при формообразовании поперечных гофров за счет вытяжки уменьшить продольное растяжение заготовки на упомянутых участках, а следовательно уменьшить величину продольных сил растяжения, прикладываемых к профилю, вызывающих продольный изгиб и скручивание профилей. Вследствие большей протяженности переходного профиля по вершинам упомянутых технологических гофров в сравнении с первоначальной длиной участка, на котором они выполнены, предложенная технологическая схема формообразования целесообразна преимущественно при сравнительно широких плоских участках между рядами поперечных волн. При этом становится возможным одновременно с удлинением заготовки на участке продольного гофра производить надежное зажатие смежных с рядами поперечных волн участков. Рекомендуется также длину развертки технологических гофров в продольном сечении по их вершинам выполнять равной длине соответственно развертки участка стенки на готовом профиле, обеспечивая тем самым максимально возможное приближение длины развертки участка с продольным технологическим гофром к длине развертки стенки на готовом профиле в соответствующем продольном сечении. Тогда существенно уменьшается утонение в местах изгиба поперечных гофров. Проведенный анализ заявляемого изобретения свидетельствует, что качество гнутых профилей повысится благодаря тому, что будут взаимно уравновешиваться и уменьшены моменты продольных сил, возникающие при формообразовании поперечных гофров в связи с предварительной продольной периодически повторяющейся равномерной по участкам вытяжкой заготовки перед формообразованием поперечных гофров и сохранением при этом формы и размеров переходного профиля без продольного его изгиба и скручивания. По имеющимся у заявителя данным в известных решениях отсутствуют признаки, сходные с признаками, отличающими от прототипа заявляемое техническое решение, что позволяет сделать вывод о его соответствии критерию "существенные отличия". Все технологические приемы, являющиеся отличительными, могут быть осуществлены в процессе формообразования профиля на профилегибочном агрегате 0,5-2х500-1500. Сущность изобретения поясняется описанием конкретных, но не ограничивающих настоящее изобретение вариантов его осуществления и чертежами на которых изображено: На фиг. 1 - схема формообразования гнутого профиля с поперечными гофрами на стенке по заявляемому способу. На фиг. 2 - вариант размещения поперечных волн на стенке профиля в три ряда. На фиг. 3 - продольное сечение промежуточного профиля на участке поперечных волн. На фиг. 4 - вариант выполнения на стенке промежуточного профиля поперечных волн смещенных друг относительно друга в смежных рядах. На фиг. 5 - схема размещения поперечных волн на стенке промежуточного профиля, отделенных плоскими участками в . смежных рядах. На фиг. 6 - вариант выполнения на плоских участках между рядами поперечных волн продольных технологических гофров. На фиг. 7 - вариант выполнения поперечных волн в противоположные стороны от плоскости стенки по отношению к волнам в других рядах. На фиг. 8 - вариант выполнения поперечных волн по обе стороны от плоскости стенки промежуточного профиля. На фиг. 9 - схема промежуточного профиля с поперечными валками и продольными технологическими гофрами переменной глубины. На фиг. 10 - продольный разрез переходного профиля вдоль технологического гофра по его центральному участку. По заявляемому способу после 1 технологического перехода заготовке 1 (фиг. 1) в последующих переходах придают форму промежуточного профиля 2 путем подгибки отдельных участков заготовки друг относительно друга. Во II технологическом переходе заготовку формоизменяют в промежуточный профиль 2 с горизонтальной стенкой 3 и подогнутыми относительно упомянутой стенки, например периферийными участками 4. В дальнейшем в III технологическом переходе в соответствии с заявляемым способом производят продольное растяжение плоской стенки промежуточного гнутого профиля 2 путем выполнения на ней по меньшей мере двух рядов поперечных смещенных по длине друг относительно друга поочередно формуемых волн 5 и 6. При этом в связи со смещением по длине рядов поперечных волн 5 и 6 формовка каждой волны производится при надежном зажатии в валках смежных участков, в том числе участка стенки, предназначенного для формообразования смежного ряда волн, за счет вытяжки металла, без утяжки металла на участке их формообразования. Характерно, что формообразование поперечных волн по заявляемому способу может производиться в одном технологическом проходе поочередно из каждого ряда, а также последовательно в нескольких технологических переходах поочередно по рядам. Вследствии поочередного формообразования поперечных волн меньшей длины чем длина поперечных гофров на готовом профиле становится возможным уменьшить усилия формовки и возникающие при формообразовании поперечных волн за счет местной вытяжки металла продольные усилия при одновременном увеличении сопротивления переходного профиля продольному изгибу и скручиванию от их действия, а следовательно улучшить качество профиля. В дальнейшем в IV технологическом переходе производят формоизменение участка стенки переходного профиля с рядами поперечных волн 5 и 6 в гофрированную путем выполнения поперечных гофров 7, практически при неизменной длине участков стенки профиля. В соответствии с заявленным способом целесообразно выполнять по меньшей мере три ряда поперечных волн 8, 9 и 10 (см. фиг. 2), причем; по крайней мере в одном среднем из которых волны 9 выполняют смещенными по длине относительно упомянутых волн периферийных рядов. Тогда при изготовлении преимущественно симметричных профилей обеспечивается симметричная формовка промежуточного профиля и последующее формообразование из него готового профиля без продольного искривления и скручивания. Рекомендуется длину І волн развертки волнистого участка стенки промежуточного профиля (фиг. З) выполнять равной длине І гофр развертки участка стенки в готовом профиле. Тогда при формообразовании в чистовом проходе поперечных гофров обеспечивается минимальная вытяжка металла заготовки, уменьшаются продольные усилия, вызывающие продольное искривление и скручивание профиля. Для симметричных профилей рекомендуется поперечные волны 11 и 12 на периферийных участках стенки промежуточного профиля выполнять симметрично смещенными по длине относительно поперечных волн 13 на центральном участке, а смещение волн смежных рядов производить на величину DI , определяемую по формуле (1). Тогда при формообразовании поперечных волн на стенке промежуточного профиля уменьшаются максимальные значения формующих усилий и обеспечивается равномерная вытяжка стенки профиля по ее длине без утяжки. Для сравнительно крупногабаритных профилей, имеющих широкую стенку с поперечными гофрами рекомендуется поперечные волны, по крайней мере одного из рядов 14 отделять от поперечных волн смежных рядов 15 и 16 плоскими участками 17 и 18. Благодаря наличию плоских участков имеется возможность при формообразовании поперечных волн обжимать в калибре валков упомянутые участки 17 и 18 и создавать при этом необходимые условия выполнения волн за счет вытяжки металла стенки при зажатых смежных с ними упомянутых плоских участках, а также стабилизировать скоростной режим профилирования за счет размещения плоских участков в калибре на уровне основных диаметров валков в плоскости профилирования. В ряде случаев, для надежного зажатия в калибре валков плоских участков стенки промежуточного профиля и предупреждения утяжки металла в поперечные волны на упомянутых плоских участках стенки выполняют продольные технологические гофры 19 (фиг. 6), придающие дополнительно повышенную жесткость стенке профиля и обеспечивающие надежное стабильное движение профиля в стане с заданной скоростью. Упомянутые технологические гофры 19 целесообразно выполнять до формообразования поперечных волн и с их помощью предупреждать утяжку металла в поперечные волны при их формообразовании за счет местной вытяжки. С целью предупреждения продольного искривления промежуточного профиля в вертикальной плоскости рекомендуется по крайней мере в одном из рядов поперечные волны 20 (фиг. 7) выполнять в противоположную сторону от плоскости "Х-Х" стенки промежуточного профиля по отношению к волнам 21 и 22 в других рядах. Тогда моменты формующих сил взаимно между собой уравновешиваются и тем самым предупреждается продольный изгиб и скручивание профиля. С этой же целью по крайней мере в одном из рядов, поперечные волны 23 (фиг. 8) выполняют в противоположном направлении по обе стороны от плоскости "Х-Х" стенки промежуточного профиля. С целью улучшения условия формообразования гофров на стенке профиля участок с продольным технологическим гофром удлиняют. Для этого продольные технологические гофры 24 (фиг. 9) рекомендуется выполнять с переменной по длине глубиной. При этом целесообразно длину І пг развертки технологических гофров в продольном сечении по их вершинам (фиг. 10) выполнять равной длине І пр соответственно развертки участка стенки на готовом профиле, т.е. І пг = І пр. Так, например, по заявляемому способу формообразование специального гофрированного профиля 1345х20х15х1,5 мм с поперечными гофрами производили на профилегибочном стане 0,5-2х500-1500. Шаг между поперечными гофрами 200 мм, глубина 20 мм, материал Ст3кп. По заявляемому способу профиль изготавливали в 4-х технологических переходах. Первоначально в двух переходах изготавливали переходной профиль с плоской стенкой, на которой в III технологическом переходе выполняли поперечные волны в три ряда. Глубина волн составляла 20 мм, шаг между волнами 150 мм, смещение волн периферийных рядов по длине относительно волн центрального ряда составляло 75 мм. При этом между рядами волн оставлялся плоский участок шириной 20 мм. Затем в IV технологическом переходе стенка переходного профиля формоизменялась в стенку гофрированную с трапециевидными поперечными гофрами заданных размеров. Согласно расчетным данным и опытной проверке на стане 05-2х500-1500 заявляемый способ изготовления гнутых профилей проката с поперечными гофрами на стенке в сравнении с прототипом обладает следующими преимуществами: - улучшает качество профилей за счет уменьшения их продольного изгиба и скручивания. Так при изготовлении гнутого профиля с поперечными гофрами по заявляемому способу величина продольного искривления не превышала 1 мм на 1 м длины, в то время как по прототипу до 6 мм на 1 м длины, волнистость кромок соответственно составляла по заявляемому способу до 0,5 мм на 1 м длины, а по прототипу до 2 мм на 1 м длины, скручивание профилей соответственно составляло по заявляемому способу до 10 на 1 м длины, а по прототипу до 30 на 1 м длины. Кроме того, утонение металла в местах изгиба поперечных гофров уменьшилось с 20% при изготовлении по прототипу до 10% по заявляемому. Заявляемое решение представляет интерес для народного хозяйства, так как позволяет расширить сортамент эффективных гнутых профилей за счет организации производства новых трудных в изготовлении листовых профилей с поперечными гофрами, обеспечивающих снижение металлоемкости конструкций, в которых они применяются. Заявляемое решение не оказывает отрицательного влияния на состояние окружающей среды.
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwritermethod for producing joist webs with cross corrugations on wall
Автори англійськоюDoktorov Mark Yukhymovych, Pshenychna Natalia Veniaminovna
Назва патенту російськоюСпособ изготовления гнутых профилей проката с поперечными гофрами на стенке
Автори російськоюДокторов Марк Ефимович, Пшеничная Наталья Вениаминовна
МПК / Мітки
МПК: B21D 5/06
Мітки: профілів, прокату, спосіб, стінці, поперечними, гофрами, виготовлення, гнутих
Код посилання
<a href="https://ua.patents.su/7-4870-sposib-vigotovlennya-gnutikh-profiliv-prokatu-z-poperechnimi-goframi-na-stinci.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гнутих профілів прокату з поперечними гофрами на стінці</a>
Спосіб м.ю. докторова виготовлення гнутих профілів з поздовжніми і перетинаючими ії поперечними гофрами
Номер патенту: 2525
Опубліковано: 26.12.1994
Автори: Докторов Марк Юхимович, Пшенична Наталя Веніаміновна
МПК: B21D 5/06
Мітки: перетинаючими, поздовжніми, поперечними, виготовлення, спосіб, гнутих, докторова, гофрами, м.ю, профілів
Формула / Реферат:
1. Способ изготовления гнутых профилей с продольными и пересекающими их поперечными гофрами, включающий последовательное формообразование промежуточного гнутого профиля с продольными гофрами и горизонтальной стенки между ними, а затем выполнение между упомянутыми продольными гофрами поперечных гофр за счет местной вытяжки металла, отличающийся тем, что при формовке промежуточного профиля горизонтальную стенку размещают на уровне между...
Спосіб виготовлення гнутих профілів розставленого перерізу
Номер патенту: 1706
Опубліковано: 25.10.1994
Автор: Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: виготовлення, профілів, перерізу, гнутих, спосіб, розставленого
Формула / Реферат:
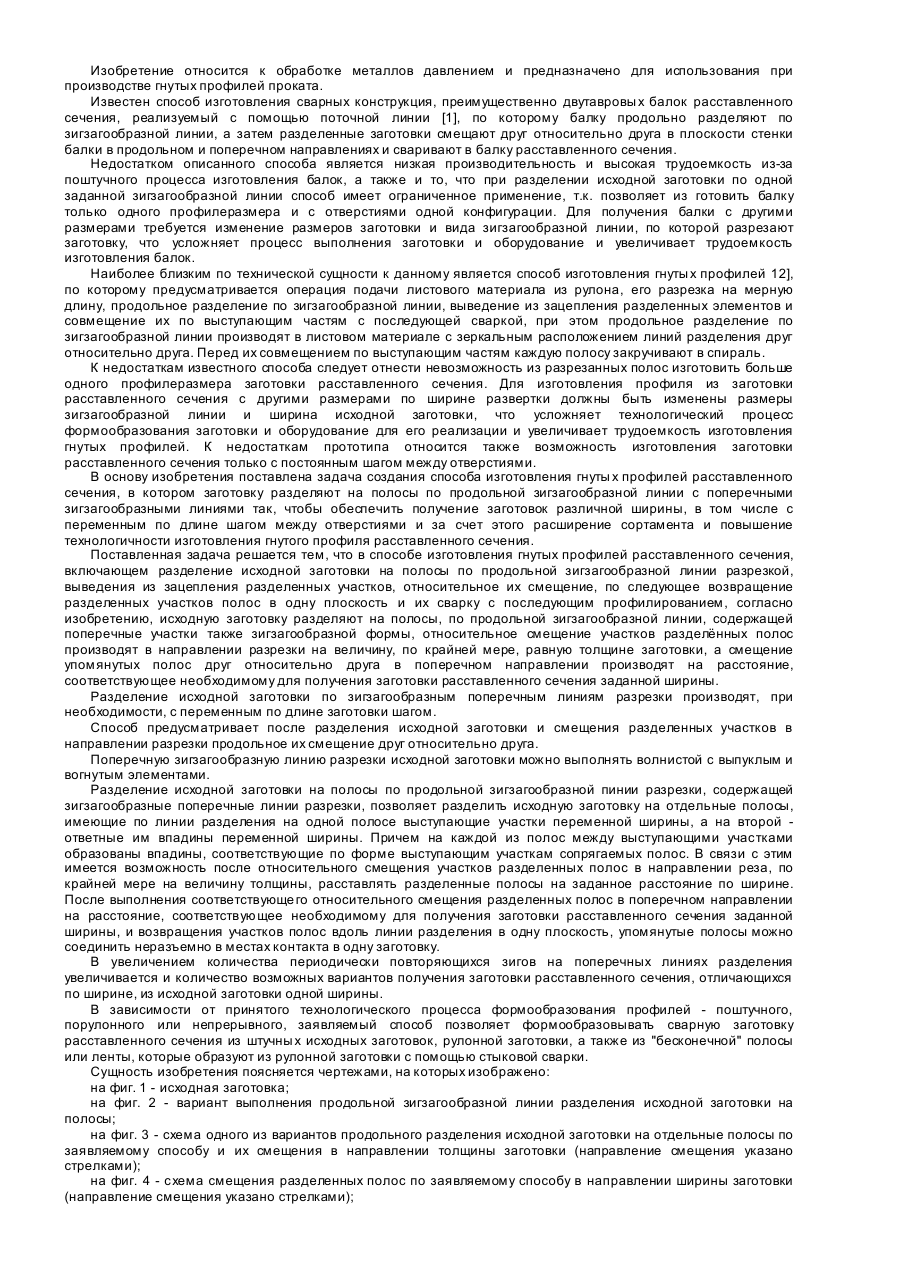
1. Способ изготовления гнутых профилей расставленного сечения, включающий разделение исходной заготовки на полосы по продольной зигзагообразной линии разрезкой, выведение из зацепления разделенных участков, относительное их смещение, последующее возвращение разделенных участков полос в одну плоскость и их сварку с последующим профилированием, отличающийся тем, что исходную заготовку разделяют на полосы по продольной зигзагообразной линии,...
Спосіб м.ю. докторова виготовлення гнутих профілів з полицями із змінною по розгортці перерізу товщиною
Номер патенту: 2826
Опубліковано: 26.12.1994
Автори: Пшенична Наталя Веніаміновна, Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: полицями, змінною, докторова, гнутих, спосіб, товщиною, перерізу, виготовлення, розгортці, м.ю, профілів
Формула / Реферат:
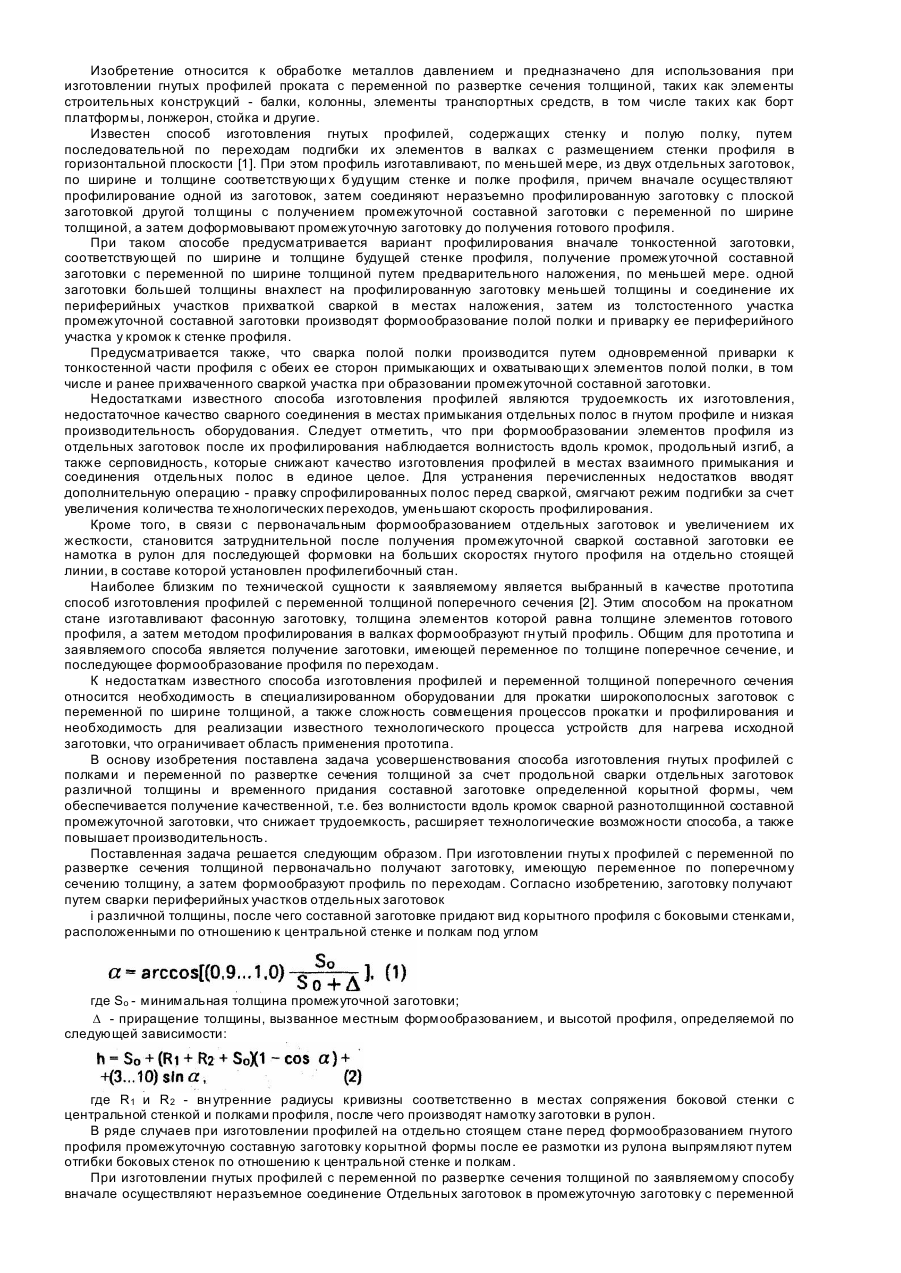
1. Способ изготовления гнутых профилей с полками и переменной по развертке сечения толщиной, заключающийся в получении заготовки, имеющей переменное по толщине поперечное сечение и последующем формообразовании профиля по переходам, отличающийся тем, что заготовку получают путем сварки периферийных участков отдельных заготовок различной толщины, после чего составной заготовке придают вид корытного профиля с боковыми стенками, расположенными...
Спосіб виготовлення гнутих профілей
Номер патенту: 2979
Опубліковано: 26.12.1994
Автори: Марченко Віктор Семенович, Здибель Микола Маркович, Калужський Володимир Борисович
МПК: B21D 5/06
Мітки: профілей, гнутих, спосіб, виготовлення
Формула / Реферат:
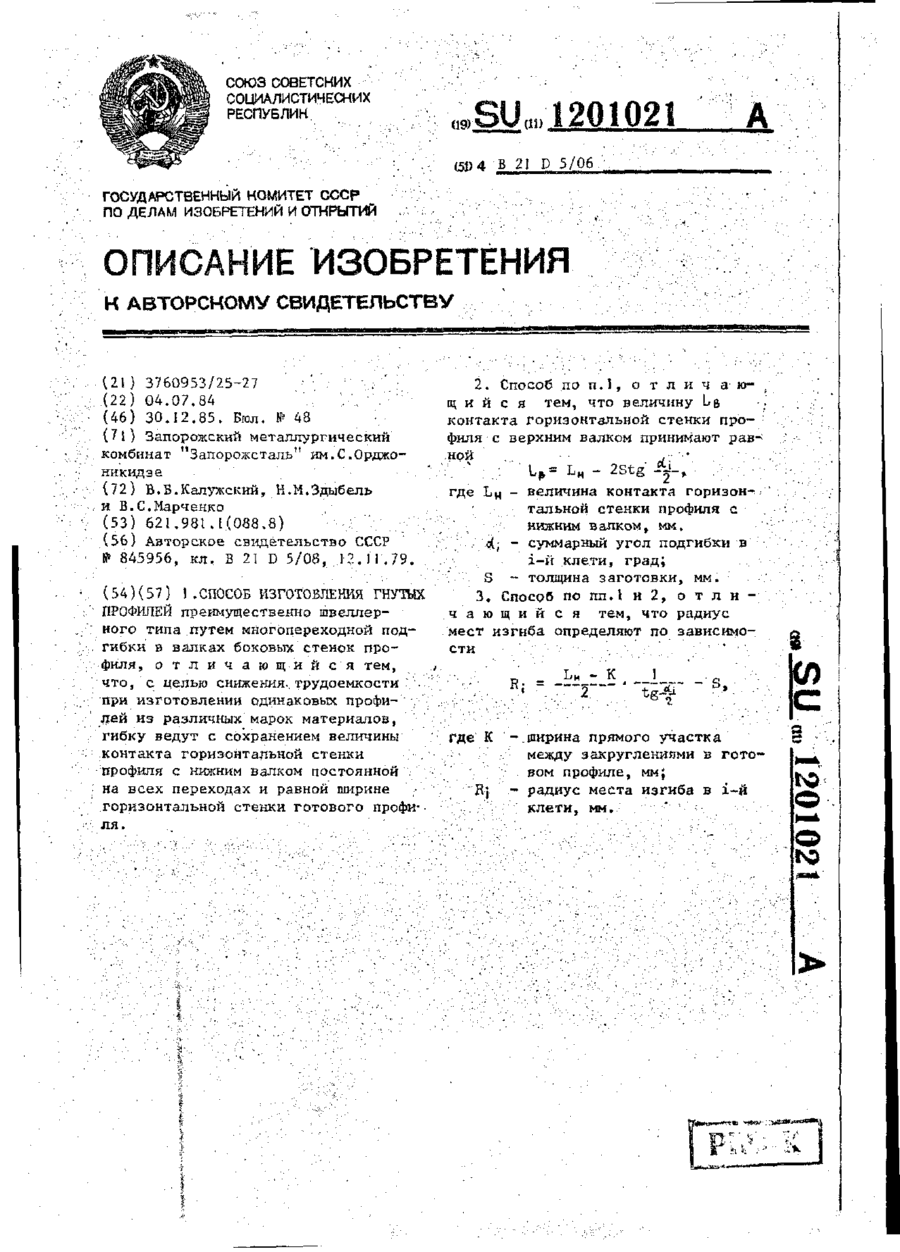
1. Способ изготовления гнутых профилей преимущественно швеллерного типа путем многопереходной подгибки в валках боковых стенок профиля, отличающийся тем, что, с целью снижения трудоемкости при изготовлении одинаковых профилей из различных марок материалов, гибку ведут с сохранением величины контакта горизонтальной стенки профиля с нижним валком постоянной на всех переходах и равной ширине горизонтальной стенки готового профиля. 2....
Спосіб прокатки кутових профілів
Номер патенту: 1421
Опубліковано: 25.03.1994
Автори: Филонов Юрій Всеволодович, Гончар Володимир Павлович, Крупник Ісаак Абрамович, Прохода Григорій Сергійович, Єремєєв Віктор Іванович, Кузнєцов Лев Федорович, Гавриленко Євген Дмитрович, Сапригін Хразален Михайлович
Мітки: спосіб, прокатки, кутових, профілів
Формула / Реферат:
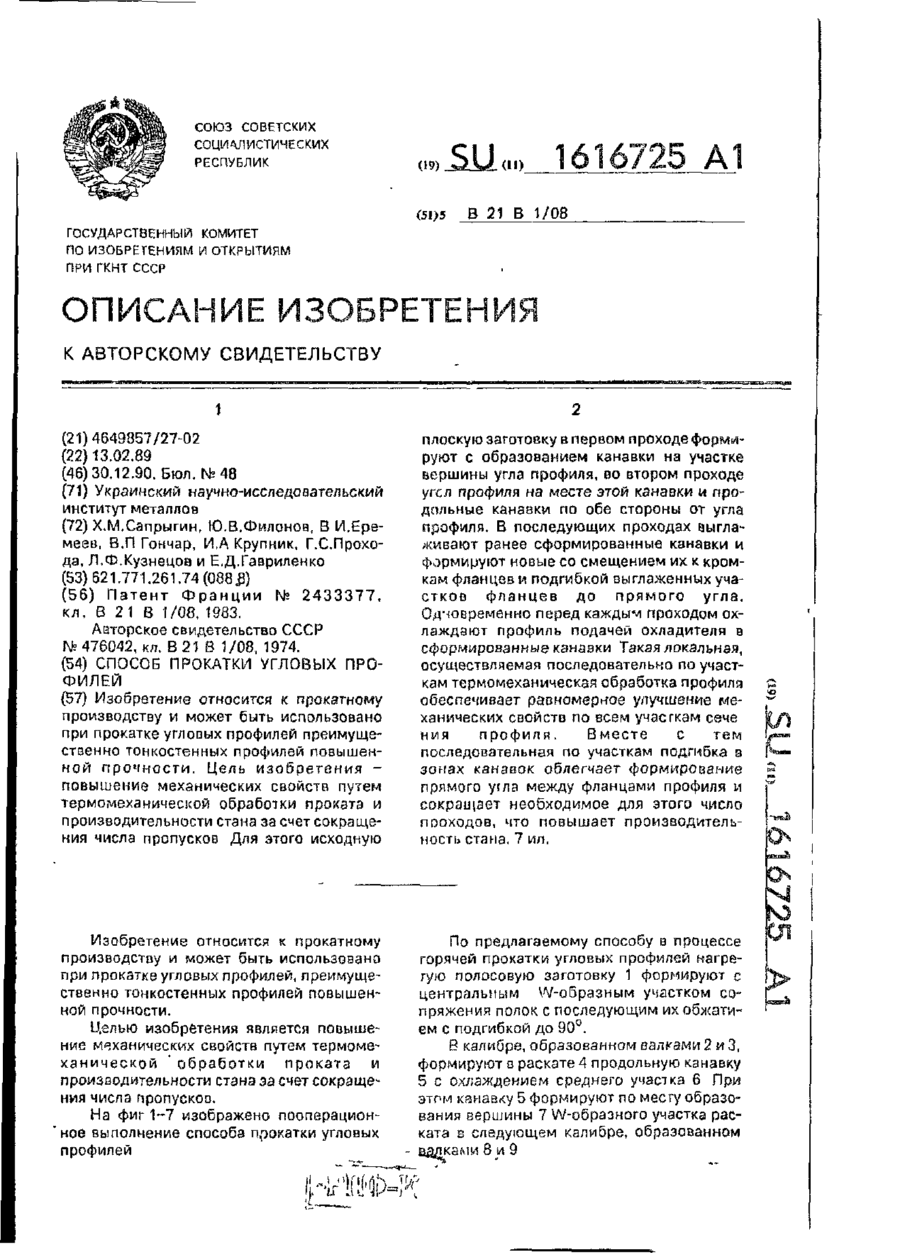
Способ прокатки угловых профилей из полосовой заготовки, включающий формирование заготовки W-образного сечения с развернутыми фланцами, образующими продольные канавки, и последующую подгибку фланцев до угла 90° между ними, отличающийся тем, что, с целью повышения механических свойств путем термомеханической обработки проката и производительности стана за счет сокращения числа пропусков, в первом проходе профилируют продольную канавку на...
Попередній патент: Формований виріб
Наступний патент: Побутовий фільтр для тонкого очищення води
Випадковий патент: Секційний пиловловлювач