Лінія для фарбування листового рельєфного матеріалу
Номер патенту: 13392
Опубліковано: 15.03.2006
Автори: Круць Микола Федорович, Заяць Богдан Йосипович, Горпинко Олександр Федорович

Формула / Реферат
Лінія для фарбування листового рельєфного матеріалу, яка зв'язана транспортним шляхом та зібрана у послідовності із окремих функціонуючих устаткувань, а саме: устаткування підготовки поверхні матеріалу, устаткування попереднього сушіння, фарбувальне устаткування, устаткування сушіння після фарбування і механізму відвантаження матеріалу, і джерела теплоти, при цьому транспортний шлях виконаний із роликових і ланцюгових транспортерів у вигляді одного неперервного конвеєра, функціонуюче обладнання влаштоване безпосередньо на естакаді, транспортери змонтовані у спрямовуючій послідовності - роликовий транспортер проти ланцюгового транспортера і ланцюговий транспортер проти роликового транспортера, відповідно, устаткування підготовки поверхні змонтоване у вигляді ділянки очистки поверхні, оснащеної механізмом очистки з аспіраційною системою, устаткування попереднього сушіння, фарбувальне устаткування змонтоване у вигляді двох відкритих ділянок, устаткування сушіння після фарбування змонтоване у вигляді двох камер сушіння, механізм відвантаження змонтований у вигляді укладача, оснащена камерою охолодження, змонтованою перед укладачем, камера попереднього нагріву і камери сушіння, кожна зокрема, оснащені автономним джерелом теплоти та системою рециркуляції нагрітого повітря, яка відрізняється тим, що устаткування попереднього сушіння змонтоване секційно у вигляді камери попереднього нагріву і камери сушіння, розділених додатковою ділянкою двостороннього нанесення ґрунтовки, обладнаної форсунками і щітками, фарбувальне устаткування змонтоване у вигляді двох відкритих ділянок, перша із яких оснащена пристроями нанесення і втирання фарби та напірною і збірною ємностями, а друга оснащена фарбоналивною машиною, крім того камера охолодження додатково оснащена послідовним рядом вентиляторів та спеціальними соплами зустрічного охолодження фарбованих виробів і як джерело теплоти в камері попереднього нагріву і в камерах сушіння, кожній зокрема, використовують інфрачервоні нагрівачі з автоматичним регулюванням температури.
Текст
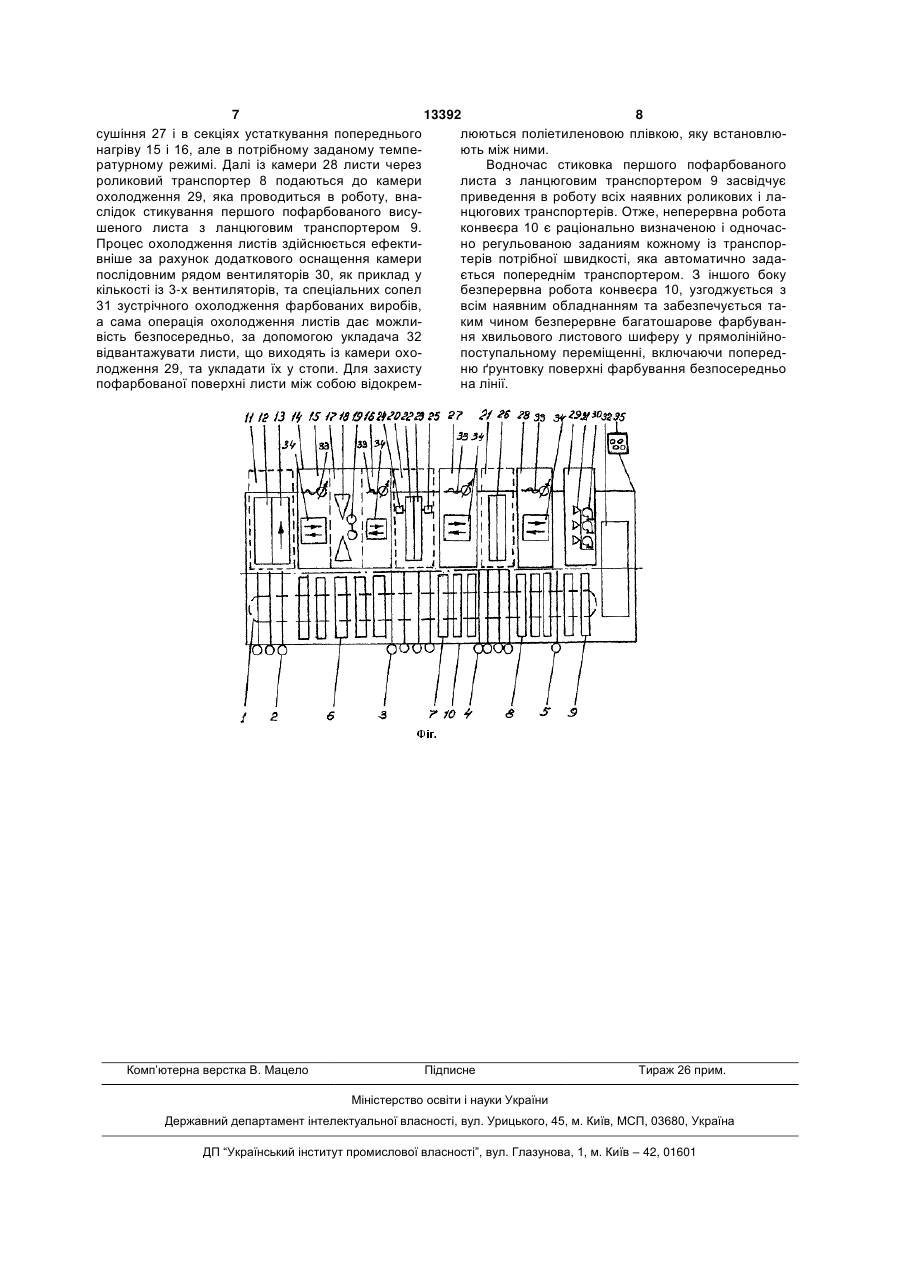
Лінія для фарбування листового рельєфного матеріалу, яка зв'язана транспортним шляхом та зібрана у послідовності із окремих функціонуючих устаткувань, а саме: устаткування підготовки поверхні матеріалу, устаткування попереднього сушіння, фарбувальне устаткування, устаткування сушіння після фарбування і механізму відвантаження матеріалу, і джерела теплоти, при цьому транспортний шлях виконаний із роликових і ланцюгових транспортерів у вигляді одного неперервного конвеєра, функціонуюче обладнання влаштоване безпосередньо на естакаді, транспортери змонтовані у спрямовуючій послідовності - роликовий транспортер проти ланцюгового транспортера і ланцюговий транспортер проти роликового транспортера, відповідно, устаткування підготовки поверхні змонтоване у вигляді ділянки очистки поверхні, оснащеної механізмом очистки з аспіраційною системою, устаткування попереднього су U 2 (19) 1 3 13392 4 шиферу, через необхідність переміщення матерідля фарбування листового рельєфного матеріалу, алу у даній лінії у вертикальному положенні, що яка зв'язана транспортним шляхом та зібрана із зумовлює додаткові затрати пов'язані із складнісокремого функціонуючого устаткування, у послідотю виготовлення механізмів і вузлів переміщення. вності устаткування підготовки поверхні матеріалу, Крім того лінія через громіздкість устаткування, устаткування попереднього сушіння, фарбувальне наприклад агрегату підготовки поверхні, займає устаткування, устаткування сушіння після фарбузначну виробничу площу, одночасно конструктиввання і механізму відвантаження матеріалу, і дженим недоліком цієї лінії є сушильне устаткування з рела теплоти, в якій транспортний шлях, що викоджерелом теплоти, що подається від іншого (стонаний із роликових і ланцюгових транспортерів у роннього) устаткування у вигляді гарячого повітря. вигляді одного неперервного конвеєра, і функціоНайбільш близькою за техніко-технологічною нуюче обладнання влаштовані безпосередньо на суттю до корисної моделі, що заявляється, є лінія естакаді, транспортери змонтовані у спрямовуюфарбування листового рельєфного матеріалу, яка чий послідовності роликовий транспортер проти зв'язана транспортним шляхом та зібрана із окреланцюгового транспортера і ланцюговий транспомого функціонуючого устаткування, у послідовносртер проти роликового транспортера, відповідно, ті устаткування підготовки поверхні матеріалу, устаткування підготовки поверхні змонтоване у устаткування попереднього сушіння, фарбувальне вигляді ділянки очистки поверхні, оснащеної мехаустаткування, устаткування сушіння після фарбунізмом очистки з аспіраційною системою, устаткування і механізму відвантаження матеріалу, і джевання попереднього сушіння, фарбувальне устатрела теплоти, в якій транспортний шлях, що викокування змонтоване у вигляді двох відкритих наний із роликових і ланцюгових транспортерів у ділянок, устаткування сушіння після фарбування вигляді одного неперервного конвеєра, і функціозмонтоване у вигляді двох камер сушіння, механуюче обладнання влаштовані безпосередньо на нізм відвантаження змонтований у вигляді укладаестакаді, транспортери змонтовані у спрямовуюча, і яка (лінія) додатково оснащена камерою охочий послідовності роликовий транспортер проти лодження, змонтованою перед укладачем, камера ланцюгового транспортера і ланцюговий транспопопереднього нагріву і камери сушіння якої, кожна ртер проти роликового транспортера, відповідно, зокрема, оснащені автономним джерелом теплоти устаткування підготовки поверхні змонтоване у та системою рециркуляції нагрітого повітря, згідно вигляді ділянки очистки поверхні, оснащеної мехазапропонованої корисної моделі, устаткування нізмом очистки з аспіраційною системою, устаткупопереднього сушіння змонтоване секційно у вивання попереднього сушіння змонтоване у вигляді гляді камери попереднього нагріву і камери сушінкамери нагріву, фарбувальне устаткування змоння, розділених додатковою ділянкою двосторонтоване у вигляді двох відкритих ділянок, устаткунього нанесення ґрунтовки, обладнаної вання сушіння після фарбування змонтоване у форсунками і щітками, фарбувальне устаткування вигляді двох камер сушіння і механізм відвантазмонтоване у вигляді двох відкритих ділянок, перження змонтований у вигляді укладача, крім того ша із яких оснащена пристроями нанесення і втилінія додатково оснащена камерою охолодження, рання фарби та напірною і збірною ємностями, а змонтованою перед укладачем і камери нагріву і друга оснащена фарбоналивною машиною, крім сушіння, кожна зокрема, оснащені автономним того камера охолодження додатково оснащена джерелом теплоти у вигляді ТЕНів та системою послідовним рядом вентиляторів та спеціальними рециркуляції нагрітого повітря [Лінія для фарбусоплами зустрічного охолодження фарбованих вання листового рельєфного матеріалу, декларавиробів і як джерело теплоти в камерах нагріву і ційний патент №53407А, В05С13/02, UA, Бюл. №1, сушіння, кожній зокрема, використовують інфра2003p.]. червоні нагрівачі з автоматичним регулюванням Проте, ця лінія потребує попередньої ґрунтовтемператури. ки рельєфного матеріалу, призначеного для фарЗа рахунок секційного виконання устаткування бування, а фарбувальне устаткування, камера попереднього сушіння у вигляді камери попередпопереднього сушіння та використання у камерах нього нагріву і камери сушіння, між якими переднагріву і сушіння як джерела теплоти ТЕНів не бачена додаткова ділянка двостороннього нанезабезпечує достатньої якості покрить, крім того сення ґрунтовки, обладнана форсунками і тривалість охолоджувальних процесів в охолощітками, забезпечується якісна підготовка поверджувальній камері збільшує собівартість продукції. хонь фарбування безпосередньо на лінії, що виВ основу корисної моделі - Лінія для фарбуключає необхідність попередньої ґрунтовки рельвання листового рельєфного матеріалу - поставєфного матеріалу, призначеного для фарбування, лена задача створення нової вдосконаленої лінії а вдосконалення фарбувального устаткування, для багатошарового фарбування листового рельзапропонованого у вигляді двох відкритих ділянок, єфного матеріалу шляхом конструктивних вдоскоперша із яких оснащена пристроями нанесення налень, необхідного оснащення та відповідного втирання фарби з напірною і збірною ємностями, розташування вузлів лінії, підбору джерела теплояк і в прототипі, а друга, згідно корисної моделі, ти та системи охолодження фарбованих виробів оснащена фарбоналивною лінією, якісно підвищує забезпечити розширення технологічних можливостехнологічний процес фарбування, тривалість якотей лінії фарбування з одночасним забезпеченням го, крім того, зменшується за рахунок використанпопередньої ґрунтовки поверхонь фарбування та ня в камері попереднього нагріву і в камерах супідвищенням якості і зниженням собівартості фаршіння, кожній зокрема, як джерела теплоти бованих покрить. інфрачервоних нагрівачів з автоматичним регулюПоставлена задача вирішується тим, що в лінії ванням температури і додатковим обладнанням 5 13392 6 камери охолодження рядом послідовно встановроботи запропонованої лінії, листи рельєфного лених вентиляторів та спеціальними соплами зуматеріалу, а саме хвилясті листи, за допомогою, стрічного охолодження фарбованих виробів. наприклад, транспортера-завантаження подаютьТаке конструктивне вирішення одночасно дося у стопах на лінію фарбування, зокрема до відкзволяє розширити технологічні можливості лінії, ритої ділянки 11, яка за допомогою пульта регулюякі є контрольовані візуально передбаченням відквання 35 приводиться в роботу. ритих ділянок на необхідних дільницях лінії. Отже, Тоді, почергово один за одним, листи подавнаслідок такого комплексного підходу та запроються на роликовий транспортер 2, котрий перепонованих причинно-наслідкових зв'язків, визнаміщаючи листи в горизонтальному положенні почених за послідовністю проведення операцій, видає їх під механізм очистки 12 для очистки листів конана задача корисної моделі - створено нову від всяких порохових забруднень і висолів вапна, вдосконалену лінію для багатошарового фарбупри цьому пил очистки відсмоктується аспіраційвання листового рельєфного матеріалу, яка доною системою 13. Далі при стиковці першого очизволяє забезпечити розширення технологічних щеного листа із ланцюговим транспортером 6 авможливостей лінії фарбування з одночасним затоматично приводиться в роботу устаткування безпеченням попередньої Ґрунтовки поверхонь попереднього сушіння 14 і його перша секція - кафарбування безпосередньо на лінії та підвищенмера попереднього нагріву 15, в якій за допомогою ням якості і зниженням собівартості фарбованих джерела тепла - інфрачервоного нагрівача з автопокрить. матичним нагріванням температури 33 та систеСуть корисної моделі пояснюється кресленмою рециркуляції нагрітого повітря 34 в камері 15 ням. задається потрібний температурний режим із враНа Фіг. схематично зображена лінія для фархуванням того, щоб за час переміщення листів бування листового рельєфного матеріалу. Лінія ланцюговим транспортером 6 по камері попереддля фарбування виконана у вигляді одного конвенього нагріву 15, ділянці двостороннього нанесенєра 1 із роликових транспортерів 2, 3, 4 і 5, відпоня ґрунтовки 17 і камері сушіння 16 на виході з відно, і ланцюгових транспортерів 6, 7, 8 і 9, відпоостанньої, вони були нагріті до заданої температувідно, котрі влаштовані безпосередньо на естакаді ри, наприклад до температури 40°С. Після виходу 10 і на якій змонтовані за технологічним процесом: із камери попереднього нагріву 15 лист подається - устаткування підготовки поверхні у вигляді на ділянку двостороннього нанесення ґрунтовки відкритої ділянки 11, оснащеної механізмом очист17, де за допомогою обладнаних форсунок 18 і ки 12 з аспіраційною системою 13; щіток 19 здійснюється процес ґрунтовки та підго- устаткування попереднього сушіння 14, змотовка поверхні до фарбування. Далі ґрунтований нтованого секційно, у вигляді камери попередньовиріб подається в камеру сушіння 16, після виходу го нагріву 15 і камери сушіння 16, розділених доіз якої перший підготовлений та нагрітий лист стидатковою ділянкою двостороннього нанесення куванням з роликовим транспортером 3 автоматиґрунтовки 17, обладнаного форсунками 18 і щіткачно приводить в роботу відкриту ділянку 20 (перше ми 19; фарбувальне устаткування). При проходженні ли- фарбувальне устаткування у вигляді двох вістів через пристрій нанесення фарби 22 фарба дкритих ділянок 20 і 21, відповідно, перша із яких шляхом розпилення наноситься на поверхню лис20, оснащена пристроями нанесення і втирання та і потім зразу ж за допомогою пристрою втиранфарби 22 і 23, відповідно, та напірною і збірною ня фарби 23 розтирається по поверхні листа з ємностями 24 і 25, також відповідно, а друга 21 забезпеченням якісного шарового нанесення покоснащена фарбоналивною машиною 26; риття на поверхню листа. При цьому безперервна - устаткування сушіння після фарбування у виподача фарби до пристрою нанесення фарби 22 гляді двох камер сушіння 27 і 28 відповідно; забезпечується напірною ємністю 24, а надлишко- камера охолодження 29, додатково оснащева фарба, яка знімається з поверхні листа подана послідовним рядом вентиляторів 30, як приклад ється до збірної ємності 25, наприклад, виконаної в кількості із 3-х вентиляторів, та спеціальними у вигляді ванни. Далі при стиковці першого пофарсоплами 31 зустрічного охолодження фарбованих бованого листа із ланцюговим транспортером 7, виробів; автоматично приводиться в роботу камера сушін- механізм відвантаження у вигляді укладача ня 26, де аналогічно як у секціях устаткування по32. переднього нагріву 15 і 16, але при іншому задаПри цьому камера попереднього нагріву 15 і ному температурному режимі, здійснюють сушіння камери сушіння 16, 27 і 28, кожна зокрема, оснапофарбованих листів, і таким же чином після вищені автономним джерелом теплоти у вигляді інходу із камери сушіння 26 першого висушеного фрачервоних нагрівачів з автоматичним регулюпофарбованого листа, але при стиковці його вже з ванням температури 33 та системою рециркуляції роликовим транспортером 4, автоматично привонагрітого повітря 34. диться в роботу відкрита ділянка 21, яка оснащена Крім того, для регулювання автоматичним фарбоналивною машиною 26, де операція по напроцесом фарбування листового рельєфного манесенню другого фарбувального шару здійснюєтьтеріалу лінія оснащена автоматичним пультом ся цією фарбоналивною машиною. Після нанесенрегулювання 35, який взаємодіє із наявним устатня другого шару на листи фарбоналивною куванням, а роликові і ланцюгові транспортери машиною 26 та стикування першого фарбованого оснащені автоматичними приводами (на Фіг. не листа з ланцюговим транспортером 8 приводиться показано). в роботу камера сушіння 28. Операція сушіння в Попередньо, для забезпечення безперервної камері 28 проходить таким же чином, як і в камері 7 13392 8 сушіння 27 і в секціях устаткування попереднього люються поліетиленовою плівкою, яку встановлюнагріву 15 і 16, але в потрібному заданому темпеють між ними. ратурному режимі. Далі із камери 28 листи через Водночас стиковка першого пофарбованого роликовий транспортер 8 подаються до камери листа з ланцюговим транспортером 9 засвідчує охолодження 29, яка проводиться в роботу, внаприведення в роботу всіх наявних роликових і ласлідок стикування першого пофарбованого висунцюгових транспортерів. Отже, неперервна робота шеного листа з ланцюговим транспортером 9. конвеєра 10 є раціонально визначеною і одночасПроцес охолодження листів здійснюється ефектино регульованою заданиям кожному із транспорвніше за рахунок додаткового оснащення камери терів потрібної швидкості, яка автоматично задапослідовним рядом вентиляторів 30, як приклад у ється попереднім транспортером. З іншого боку кількості із 3-х вентиляторів, та спеціальних сопел безперервна робота конвеєра 10, узгоджується з 31 зустрічного охолодження фарбованих виробів, всім наявним обладнанням та забезпечується таа сама операція охолодження листів дає можликим чином безперервне багатошарове фарбуванвість безпосередньо, за допомогою укладача 32 ня хвильового листового шиферу у прямолінійновідвантажувати листи, що виходять із камери охопоступальному переміщенні, включаючи попередлодження 29, та укладати їх у стопи. Для захисту ню ґрунтовку поверхні фарбування безпосередньо пофарбованої поверхні листи між собою відокремна лінії. Комп’ютерна верстка В. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for painting the sheet relief material
Автори англійськоюKruts Mykola Fedorovych, Zaiats Bohdan Yosypovych, Horpynko Oleksandr Fedorovych
Назва патенту російськоюЛиния для окраски листового рельефного материала
Автори російськоюКруц Николай Федорович, Заяц Богдан Иосифович, Горпинко Александр Федорович
МПК / Мітки
МПК: B05C 13/02
Мітки: фарбування, рельєфного, матеріалу, листового, лінія
Код посилання
<a href="https://ua.patents.su/4-13392-liniya-dlya-farbuvannya-listovogo-relehfnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Лінія для фарбування листового рельєфного матеріалу</a>
Лінія для фарбування листового рельєфного матеріалу
Номер патенту: 12258
Опубліковано: 16.01.2006
Автори: Заяць Богдан Йосипович, Горпинко Олександр Федорович, Круць Микола Федорович
МПК: B05C 13/02
Мітки: фарбування, рельєфного, матеріалу, лінія, листового
Формула / Реферат:
Лінія для фарбування листового рельєфного матеріалу, яка зв’язана транспортним шляхом, зібрана із окремого функціонального устаткування та містить послідовно змонтоване устаткування підготовки поверхні матеріалу, устаткування попереднього сушіння, фарбувальне устаткування, устаткування сушіння після фарбування і механізм відвантаження матеріалу і джерело теплоти, яка відрізняється тим, що транспортний шлях виконаний із роликових і ланцюгових...
Лінія для фарбування листового рельєфного матеріалу
Номер патенту: 53407
Опубліковано: 15.01.2003
Автори: Круць Микола Федорович, Гричко Ярослав Юркович, Горпинко Олександр Федорович, Заяць Богдан Йосипович, Вакула Ярослав Олексійович
МПК: B05C 13/02
Мітки: листового, фарбування, матеріалу, рельєфного, лінія
Формула / Реферат:
Лінія для фарбування листового рельєфного матеріалу, яка зв’язана транспортним шляхом та зібрана із окремого функціонуючого устаткування, у послідовності устаткування підготовки поверхні матеріалу, устаткування попереднього сушіння, фарбувальне устаткування, устаткування сушіння після фарбування і механізму відвантаження матеріалу, і джерело теплоти, яка відрізняється тим, що транспортний шлях, який виконаний із роликових і ланцюгових...
Спосіб та пристрій для стерилізації листового пакувального матеріалу
Номер патенту: 64767
Опубліковано: 15.03.2004
Автор: Моруцці Гвідо
МПК: A61L 2/10, A61L 2/20, B65B 55/04, A61L 2/18
Мітки: стерилізації, пристрій, спосіб, матеріалу, пакувального, листового
Формула / Реферат:
1. Спосіб стерилізації листового пакувального матеріалу, що включає операції нанесення пероксиду водню на листовий пакувальний матеріал і опромінювання листового пакувального матеріалу випромінюванням, що має принаймні одну ультрафіолетову складову з довжиною хвилі від 200 нм до 320 нм, який відрізняється тим, що включає проміжну операцію видалення пероксиду водню з поверхні листового пакувального матеріалу, після чого залишається залишкова...
Пристрій для фарбування пасом волосся і контейнер для засобу для фарбування волосся
Номер патенту: 68438
Опубліковано: 16.08.2004
Автори: Шнайдер Ханс, Хьоффкес Хорст, Холленберг Детлеф, Золіх Петер
МПК: A46B 11/00, A45D 19/00
Мітки: пристрій, волосся, контейнер, засобу, пасом, фарбування
Формула / Реферат:
1. Пристрій для фарбування пасом волосся, виконаний у вигляді ковпачка (1) для насадження на контейнер, що приймає чи вміщує засіб для фарбування волосся, який містить щонайменше одну напрямну (6) для продукту зі щонайменше одним вихідним отвором (13), а також щонайменше один, розташований поруч з нею, напрямний зуб (10), виконаний в основному смугоподібним із шириною, що перевищує в робочому напрямку діаметр напрямної (6) для продукту, який...
Пристрій для відокремлення листового матеріалу зі стопи
Номер патенту: 64217
Опубліковано: 16.02.2004
Автори: Поповіченко Сергій Анатолійович, Янкін Леонід Миколайович
МПК: B65H 3/00
Мітки: стопи, листового, матеріалу, пристрій, відокремлення
Формула / Реферат:
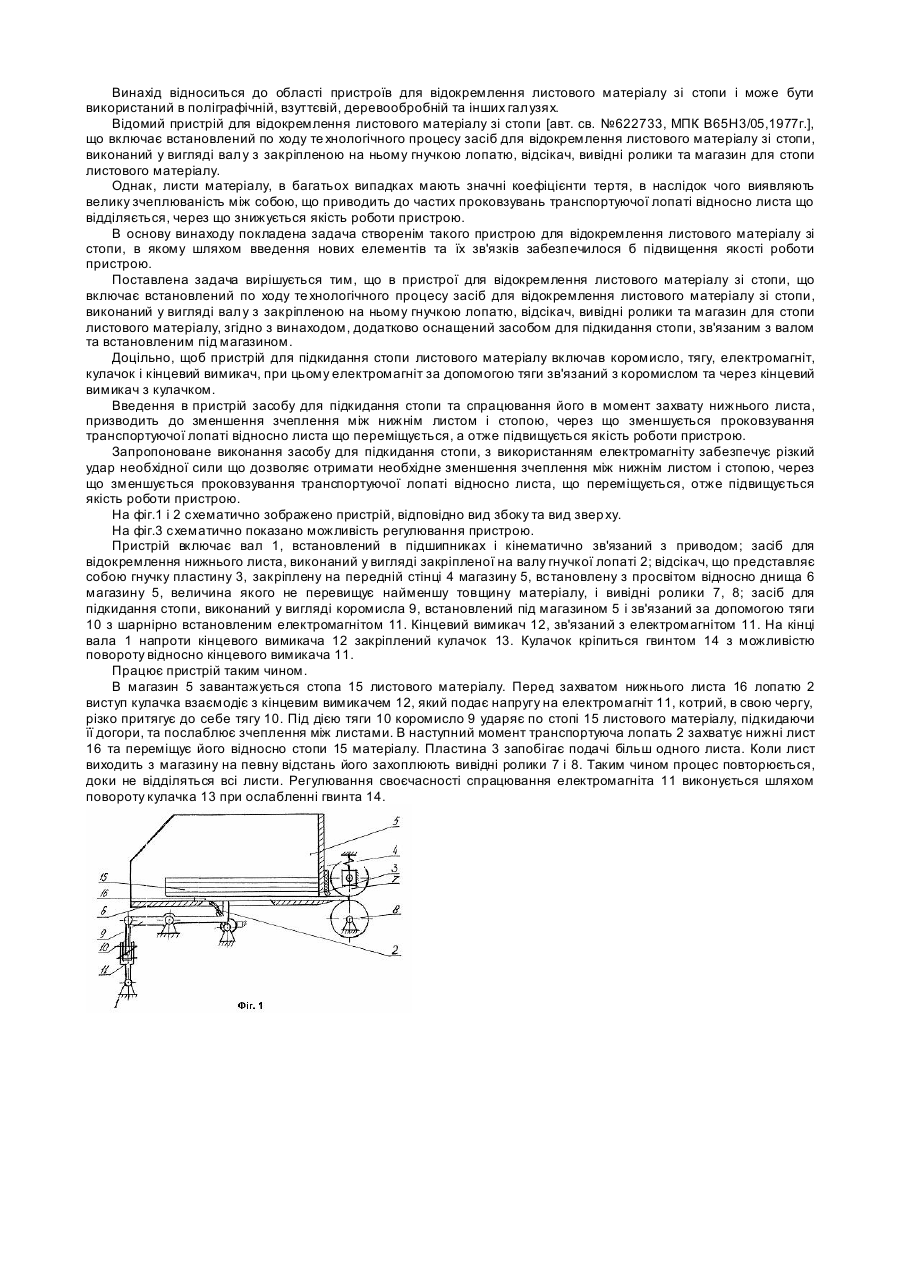
1. Пристрій для відокремлення листового матеріалу зі стопи, що включає встановлений по ходу технологічного процесу засіб для відокремлення листового матеріалу зі стопи, виконаний у вигляді вала з закріпленою на ньому гнучкою лопаттю, відсікач, вивідні ролики та магазин для стопи листового матеріалу, який відрізняється тим, що додатково оснащений засобом для підкидання стопи, зв'язаним з валом та встановленим під магазином для стопи листового...
Попередній патент: Закупорювальний пристрій для пляшки з висувним патрубком
Наступний патент: Пристрій для різання автомобільних покришок, що використовується у гідравлічному пресі
Випадковий патент: Датчик струма