Труба для охолодження матеріалу, який прокатується, у водоохолоджуваних лініях
Номер патенту: 13465
Опубліковано: 28.02.1997
Автори: Нільс Мойзель, Ханс-Юрген Грунвальд, Вільфрід Лампе
Формула / Реферат
1. Труба для охлаждения прокатываемого материала в водоохлаждаемых линиях, содержащая корпус, соединенный с системой подачи хладагента, причем направление движения хладагента и прокатываемого материала совпадают, имеющий воронкообразное расширение в концевой его части и отклоняющее приспособление, размещенное перед воронкообразным расширением, отличающаяся тем, что отклоняющее приспособление выполнено в виде не менее одного открытого воздухоподводящего патрубка, размещенного в стенке трубы и соединяющего полость трубы с окружающей средой, воронкообразное расширение выполнено в верхней половине трубы с постоянным сечением большим, чем проходное сечение трубы, а в нижней половине - с увеличивающимся сечением по ходу прокатываемого материала, при этом оси патрубка размещены на общей образующей трубы.
2. Труба по п.1, отличающаяся тем, что оси патрубков пересечены с осью трубы.
3. Труба по п.1, отличающаяся тем, что площадь поперечного сечения каждого
воздухоподводящего патрубка составляет 5-30% площади поперечного сечения охлаждающей трубы.
4. Труба по п.1, отличающаяся тем, что прямая, соединяющая середины проекций входного и выходного сечений воронкообразного расширения, пересечена с продольной осью охлаждающей трубы под острым углом.
Труба по п.1, отличающаяся тем, что угол, образованный продольной осью трубы, и прямой, соединяющей середины проекций входного и выходного сечений воронкообразного расширения, равен половине угла, образованного продольной осью трубы и образующей воронкообразного расширения.
Текст
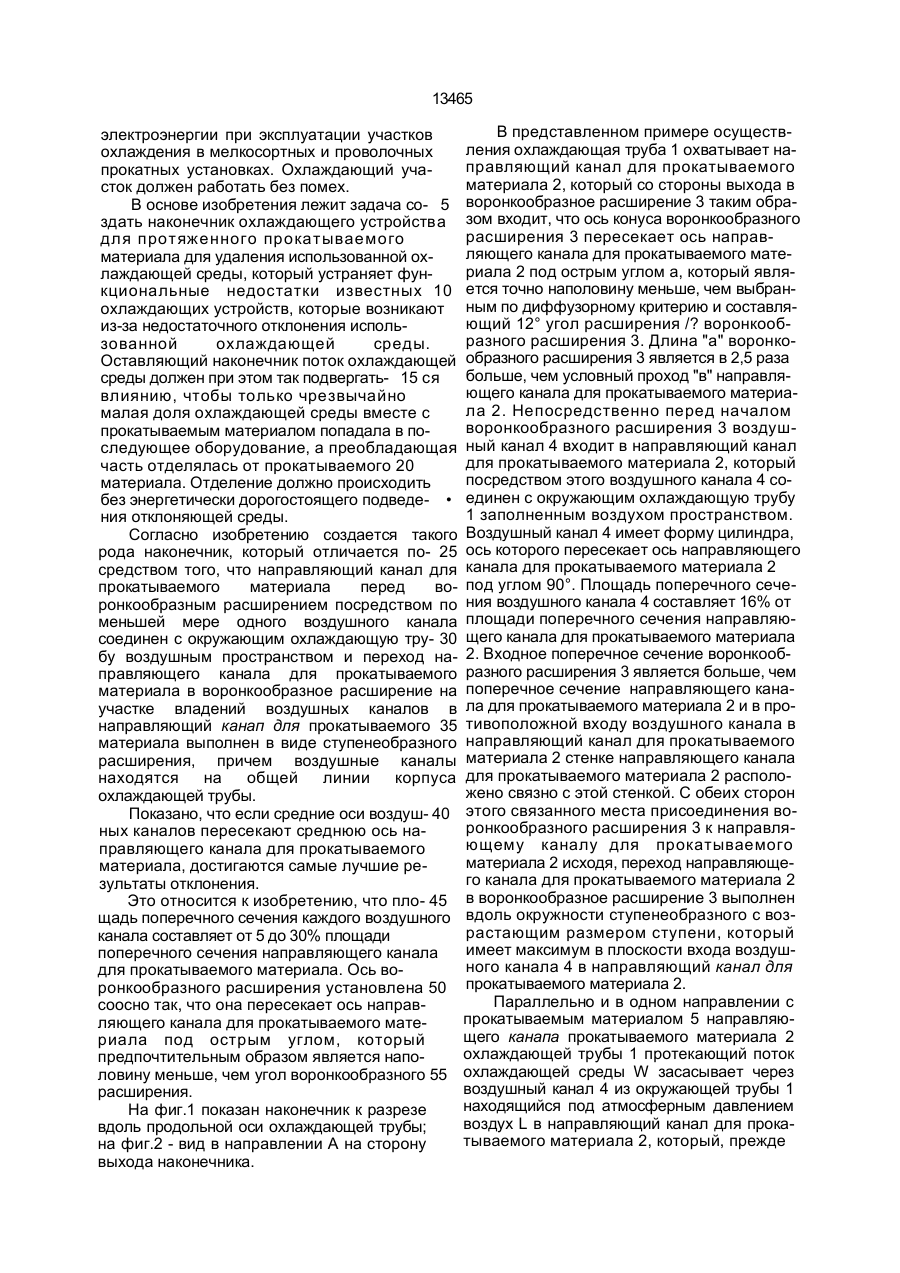
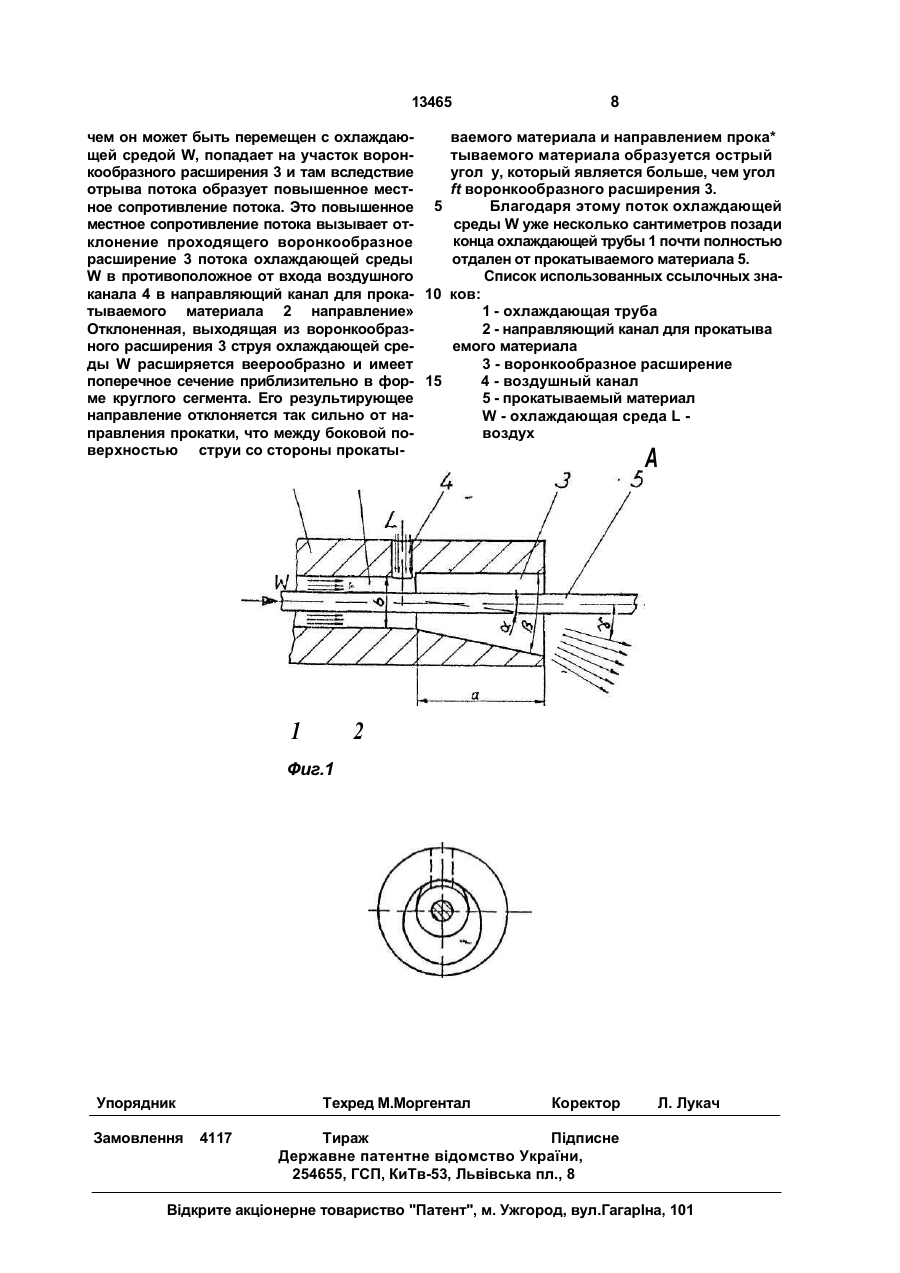
І. Труба для охлаждения прокатываемо го материала в водоохлаждаемых линиях, содержащая корпус, соединенный с систе мой подачи хладагента, причем направле ние движения хладагента и прокатываемого материала совпадают, имеющий воронкооб разное расширение в концевой его части и отклоняющее приспособление, размещен ное перед воронкообразным расширением, о т л и ч а ю щ а я с я тем, чго отклоняющее приспособление выполнено в виде не менее одного открытого поздухолодводящего пат рубка, размещенного в стенке трубы и сое диняющего полость трубы с окружающей средой, воронкообразное расширение выполнено в верхней половине трубы с постоянным сечением большим, чем проходное сечение трубы, а в нижней половине - с увеличивающимся сечением по ходу прокатываемого материала, при этом оси патрубка размещены на общей образующей трубы. 2. Труба по п. 1, о т л и ч а ю щ а я с я тем, что оси патрубков пересечены с осью трубы. 3. Труба по п. 1,отличающаяся тем, что площадь поперечного сечения каждого воздухоподводящего патрубка составляет 5-30% площади поперечного сечения ох лаждающей трубы. 4. Труба по п. 1, о т л и ч а ю щ а я с я тем, что прямая, соединяющая середины проек ций входного и выходного сечений воронко образного расширения, пересечена с продольной осью охлаждающей трубы под острым углом. 5. Труба поп.1,отл и ч а ю щ а я с я тем, что угол, образованный продольной осью тру бы, и прямой, соединяющей середины проек ций входного и выходного сечений воронкообразного расширения, равен поло вине угла, образованного продольной осью трубы и образующей воронкообразного рас ширения. Изобретение касается наконечника охлаждающего устройства для протяженного прокатываемого материала для удзления использованной охлаждающей среды. Такого рода охлаждающие устройства используются в мелкосортных и проволочных прокатных стенах. В мелкосортных и проволочных прокатных стенах по окончании процесса прокатки и увеличиваясь также между отдельными проходами поверхность прокатываемого материала форсированно охлаждается, чтобы посредством целенаправленного температурного режима при использовании (21)4830724/SU (22) 16.08.90 (24)28.02.97 (31) РВ21В/332 4261 (32)07.09.89 со о ел О 13465 прокатного нагрева добиться оптимальных свойстп в прокатываемом материале для последующей деформации или для более поздней цели применения. Далее соответствующее охлаждение делает возможным снижение доли вторичной' окалины, а также бережное отношение к последующему оборудованию. В основном, однако, благодаря этому экономятся процессы термообработки при дальнейшей обработке. Охлаждение прокатываемого материала осуществляется в участках охлаждения, которые обычно составляются из множества охлаждающих труб или охлаждающих каналов. Чтобы охлаждение репродуцированно определенной цели применения можно было выполнить, является необходимым, подавить неопределенное охлаждение снаружи специальных охлаждающих труб или каналов посредством выходящей из них и попадающей в другие части установки охлаждающей жидкости, из-за чего, кроме того, ограничивался бы свободный проход прокатываемого материала, в частности, концов прутков. Для этой цели используются, например, охлаждающие трубы, в которых от обоих концов направлены к середине два частимных потока охлаждающей жидкости и там совместно стекают. Такие охлаждающие трубы известны из экономического патента ГДР 92 216. Недостатком при этом принципе является сильное тормозное действие текущего навстречу направлению прокатки потока охлаждающей жидкости на прокатываемый материал, которое, в частности, при малых размерах прокатываемого материала, оребренной поверхности прокатываемого материала и принятых в современных прокатных станах высоких конечных скоростей прокатки частично выше 100 м/с было бы причиной частых аварий. Предусмотренные со стороны выхода в охлаждающих трубах и каналах диффузоры для расширения струи охлаждающей жидкости не могут из-за требуемой длины конструкции и необходимости проводки прокатываемого материала оптимально рассчитываться для их задач. Особенные, подчиненные охлаждающим трубам или каналам, или интегрированные в последние со стороны выхода отклоняющие сопла имеют задачу» сопровождающую прокатываемый материал струю охлаждающей жидкости посредством навстречу или более или менее поперек направленных потоков жидкости, в действие вступают при этом как вода, так и воздух, задержать, распылить и отделить от прокатываемого материала. Такого рода решения содержатся, например, в авт.со.СССР № 205860. Эти отклоняющие сопла имеют частично довольно сложную конструкцию и нуждаются в относительно большом количе5 стве проведенных под высоким давлением отклоняющих сред. Такие сопла описаны в авт.св. СССР № 269183 и в экономическом патенте ГДР 253581. Меньшим количеством отклоняющих 10 сред отходятся отклоняющие сопла, которые должны сдерживать находящийся после прохождения отклоняющих каналов согласно экономическому патенту ГДР 253581 еще на прокатываемом материале остаточный 15 поток охлаждающей жидкости, причем они могут быть заменены также посредством работающих по инжекторному принципу сопел, которые, однако, также нуждаются в подведенной под давлением рабочей среде. 20 Недостатком упомянутых отклоняющих каналов, которые состоят из переменного ряда относительно узких, снабженных входными воронками и выходными диффузорами направляющих цилиндров и ступенеобразно 25 расширенных сливных камер для отделения и отвода потока охлаждающей жидкости, заключается в технологически дорогостоящей конструкции, относительно большой длине конструкции и в неполном сдерживании ох30 лаждающей жидкости, так что необходимы еще дополнительно упомянутые отклоняющие или вытяжные сопла. Описанное в аот.св. СССР 205860 решение, сообразно с чем поток охлаждающей 35 жидкости отклоняется от продольной оси посредством изогнутого наконечника охлаждающей трубы, который обладает расположенным в линии прокатки проходным отверстием для прокатываемого материала, 40 добивается только недостаточного отделения охлаждающей жидкости от прокатываемого материала. Попытка обойтись без дополнительного подвода среды, известна из описания 45 изобретения к выложенной акцептованной заявке ФРГ 2315482. В связи с чем часть охлаждающей жидкости после отклонения наклонно к выходящему из охлаждающей трубы потока охлаждающей жидкости откло50 няется, чтобы отделить последний от прокатываемого материала. Соотношение давления обоих потоков сильно ограничивают, однако, действие этого варианта. Также изпестное расположение нескольких на55 правляющих втулок для прокатываемого материала друг за другом с промежуточными пространствами недостаточно отделяет струю охлаждающей жидкости. Целью изобретения является снижение ' расхода на оборудование и потребление 13465 электроэнергии при эксплуатации участков охлаждения в мелкосортных и проволочных прокатных установках. Охлаждающий участок должен работать без помех. В основе изобретения лежит задача со- 5 здать наконечник охлаждающего устройства для протяженного прокатываемого материала для удаления использованной охлаждающей среды, который устраняет функциональные недостатки известных 10 охлаждающих устройств, которые возникают из-за недостаточного отклонения использованной охлаждающей среды. Оставляющий наконечник поток охлаждающей среды должен при этом так подвергать- 15 ся влиянию, чтобы только чрезвычайно малая доля охлаждающей среды вместе с прокатываемым материалом попадала в последующее оборудование, а преобладающая часть отделялась от прокатываемого 20 материала. Отделение должно происходить без энергетически дорогостоящего подведе- • ния отклоняющей среды. Согласно изобретению создается такого рода наконечник, который отличается по- 25 средством того, что направляющий канал для прокатываемого материала перед воронкообразным расширением посредством по меньшей мере одного воздушного канала соединен с окружающим охлаждающую тру- 30 бу воздушным пространством и переход направляющего канала для прокатываемого материала в воронкообразное расширение на участке владений воздушных каналов в направляющий канап для прокатываемого 35 материала выполнен в виде ступенеобразного расширения, причем воздушные каналы находятся на общей линии корпуса охлаждающей трубы. Показано, что если средние оси воздуш- 40 ных каналов пересекают среднюю ось направляющего канала для прокатываемого материала, достигаются самые лучшие результаты отклонения. Это относится к изобретению, что пло- 45 щадь поперечного сечения каждого воздушного канала составляет от 5 до 30% площади поперечного сечения направляющего канала для прокатываемого материала. Ось воронкообразного расширения установлена 50 соосно так, что она пересекает ось направляющего канала для прокатываемого материала под острым углом, который предпочтительным образом является наполовину меньше, чем угол воронкообразного 55 расширения. На фиг.1 показан наконечник к разрезе вдоль продольной оси охлаждающей трубы; на фиг.2 - вид в направлении А на сторону выхода наконечника. В представленном примере осуществления охлаждающая труба 1 охватывает направляющий канал для прокатываемого материала 2, который со стороны выхода в воронкообразное расширение 3 таким образом входит, что ось конуса воронкообразного расширения 3 пересекает ось направляющего канала для прокатываемого материала 2 под острым углом а, который является точно наполовину меньше, чем выбранным по диффузорному критерию и составляющий 12° угол расширения /? воронкообразного расширения 3. Длина "а" воронкообразного расширения 3 является в 2,5 раза больше, чем условный проход "в" направляющего канала для прокатываемого материала 2. Непосредственно перед началом воронкообразного расширения 3 воздушный канал 4 входит в направляющий канал для прокатываемого материала 2, который посредством этого воздушного канала 4 соединен с окружающим охлаждающую трубу 1 заполненным воздухом пространством. Воздушный канал 4 имеет форму цилиндра, ось которого пересекает ось направляющего канала для прокатываемого материала 2 под углом 90°. Площадь поперечного сечения воздушного канала 4 составляет 16% от площади поперечного сечения направляющего канала для прокатываемого материала 2. Входное поперечное сечение воронкообразного расширения 3 является больше, чем поперечное сечение направляющего канала для прокатываемого материала 2 и в противоположной входу воздушного канала в направляющий канал для прокатываемого материала 2 стенке направляющего канала для прокатываемого материала 2 расположено связно с этой стенкой. С обеих сторон этого связанного места присоединения воронкообразного расширения 3 к направляющему каналу для прокатываемого материала 2 исходя, переход направляющего канала для прокатываемого материала 2 в воронкообразное расширение 3 выполнен вдоль окружности ступенеобразного с возрастающим размером ступени, который имеет максимум в плоскости входа воздушного канала 4 в направляющий канал для прокатываемого материала 2. Параллельно и в одном направлении с прокатываемым материалом 5 направляющего канапа прокатываемого материала 2 охлаждающей трубы 1 протекающий поток охлаждающей среды W засасывает через воздушный канал 4 из окружающей трубы 1 находящийся под атмосферным давлением воздух L в направляющий канал для прокатываемого материала 2, который, прежде 13465 8 ваемого материала и направлением прока* чем он может быть перемещен с охлаждаютываемого материала образуется острый щей средой W, попадает на участок воронкообразного расширения 3 и там вследствие угол у, который является больше, чем угол отрыва потока образует повышенное местft воронкообразного расширения 3. Благодаря этому поток охлаждающей ное сопротивление потока. Это повышенное 5 среды W уже несколько сантиметров позади местное сопротивление потока вызывает отконца охлаждающей трубы 1 почти полностью клонение проходящего воронкообразное отдален от прокатываемого материала 5. расширение 3 потока охлаждающей среды Список использованных ссылочных знаW в противоположное от входа воздушного канала 4 в направляющий канал для прока- 10 ков: 1 - охлаждающая труба тываемого материала 2 направление» Отклоненная, выходящая из воронкообраз2 - направляющий канал для прокатыва ного расширения 3 струя охлаждающей среемого материала ды W расширяется веерообразно и имеет 3 - воронкообразное расширение поперечное сечение приблизительно в фор- 15 4 - воздушный канал ме круглого сегмента. Его результирующее 5 - прокатываемый материал направление отклоняется так сильно от наW - охлаждающая среда L правления прокатки, что между боковой повоздух верхностью струи со стороны прокаты А 1 2 Фиг.1 Техред М.Моргентал Упорядник Замовлення 4117 Коректор Л. Лукач Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюPipe for cooling of rolled material in water-cooling lines
Назва патенту російськоюТруба для охлаждения прокатываемого материала в водоохлаждающих линиях
МПК / Мітки
МПК: B21B 45/02, C21D 1/62
Мітки: лініях, труба, водоохолоджуваних, матеріалу, охолодження, прокатується
Код посилання
<a href="https://ua.patents.su/4-13465-truba-dlya-okholodzhennya-materialu-yakijj-prokatuehtsya-u-vodookholodzhuvanikh-liniyakh.html" target="_blank" rel="follow" title="База патентів України">Труба для охолодження матеріалу, який прокатується, у водоохолоджуваних лініях</a>
Теплообмінна труба
Номер патенту: 3422
Опубліковано: 27.12.1994
Автори: Ковач Дьюла, Палфалві Дьєрдь, Папп Іштван, Бодаш Янош, Бакай Арпад
МПК: F28F 1/12
Мітки: труба, теплообмінна
Формула / Реферат:
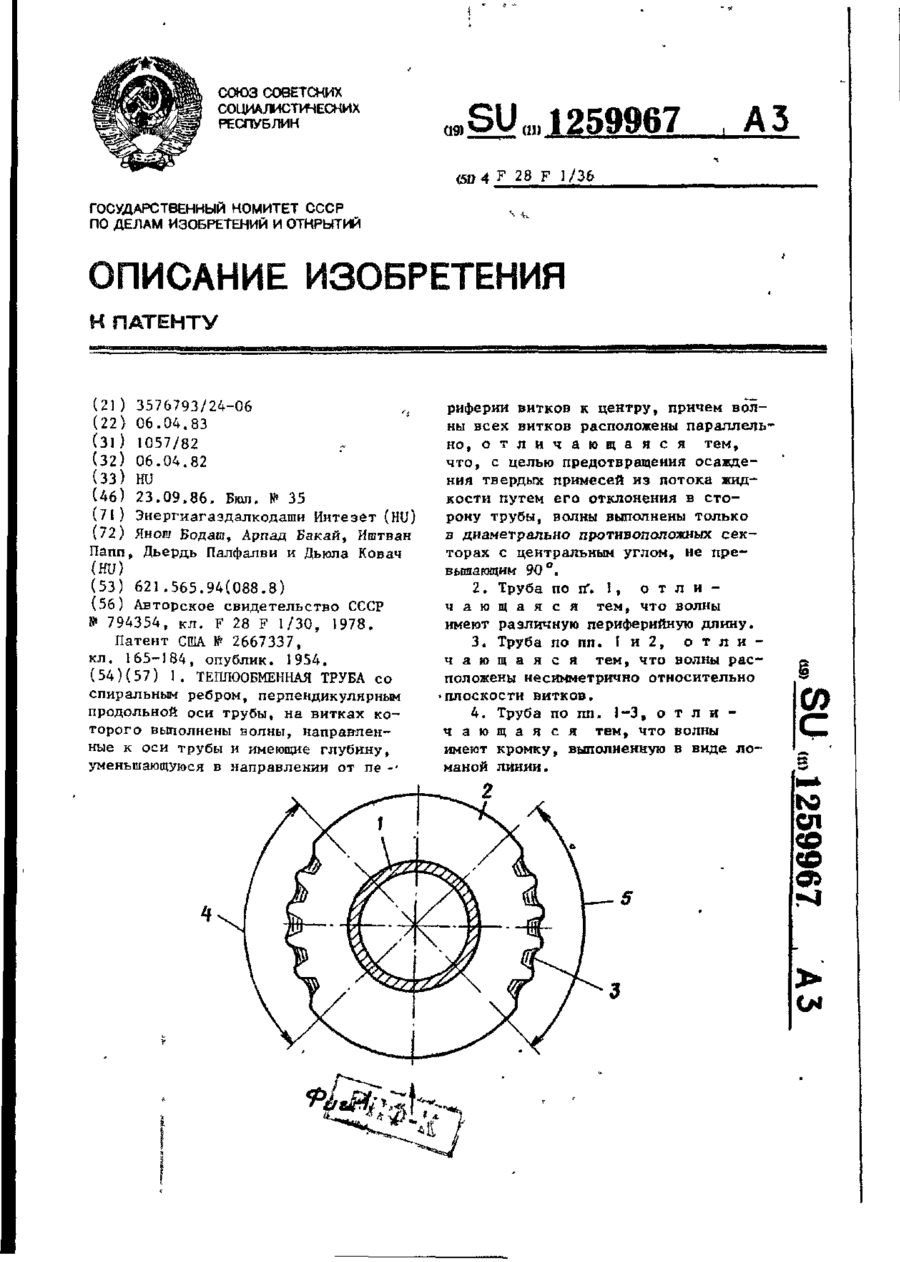
1. Теплообменная труба со спиральным ребром, перпендикулярным продольной оси трубы, на витках которого выполнены волны, направленные к оси трубы и имеющие глубину, уменьшающуюся в направлении от периферии витков к центру, причем волны всех витков расположены параллельно, отличающаяся тем, что, с целью предотвращения осаждения твердых примесей из потока жидкости путем его отклонения в сторону трубы, волны выполнены только в диаметрально...
Труба
Номер патенту: 95
Опубліковано: 30.04.1993
Автори: Винокуров Юрій Олександрович, Благута Оксана Анатольївна, Благута Анатолій Олександрович
МПК: F16L 9/00
Мітки: труба
Формула / Реферат:
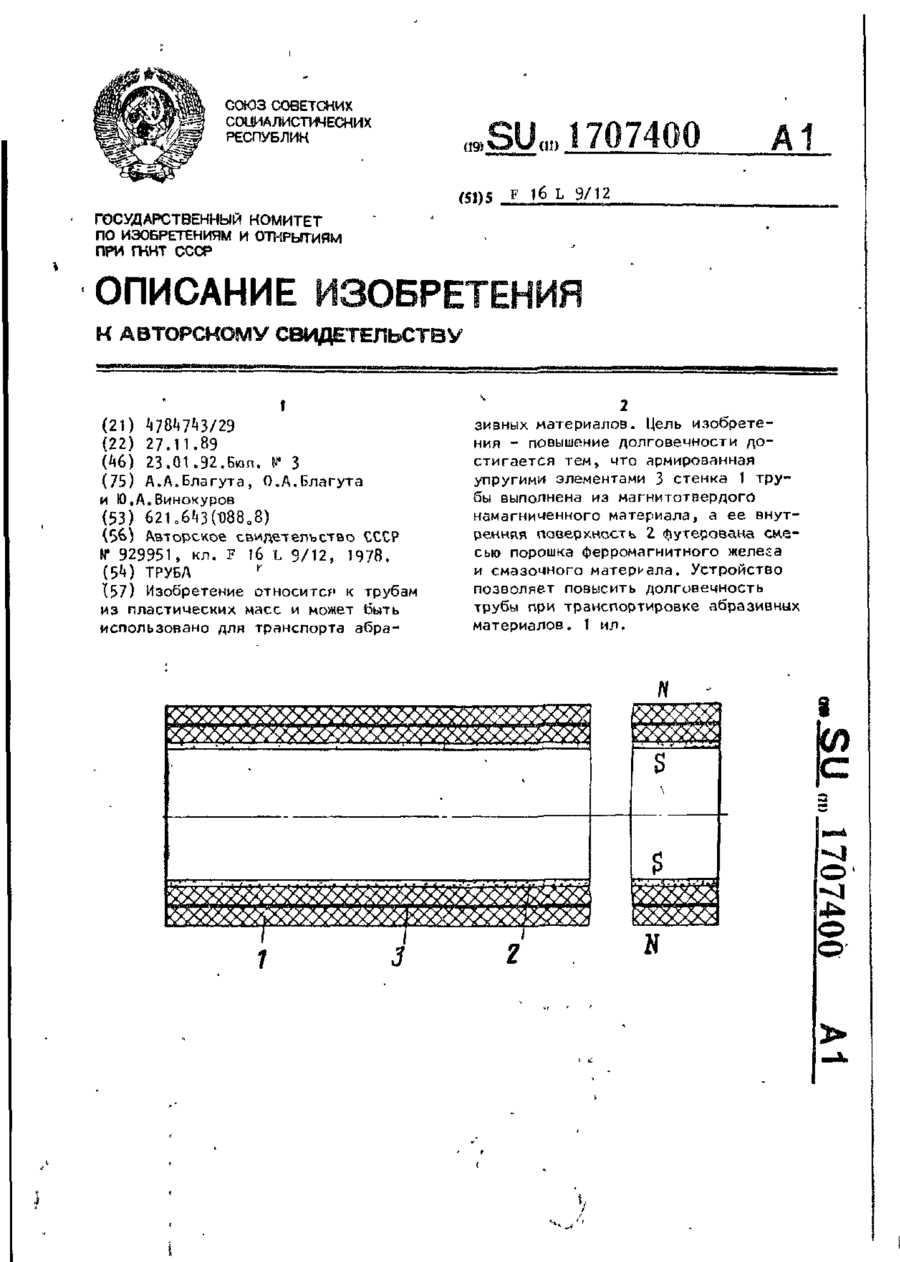
Формула изобретенияТруба, преимущественно из термопласта, содержащая армированную стенку, отличающаяся тем, что, с целью повышения долговечности, стенка выполнена из магнитотвердого намагниченного материала, а внутренняя поверхность трубы футерована смесью порошка ферромагнитного железа и смазочного материала.
Труба
Номер патенту: 7075
Опубліковано: 30.06.1995
Автор: Жан-Клод Фор
МПК: F16L 59/00
Мітки: труба
Формула / Реферат:
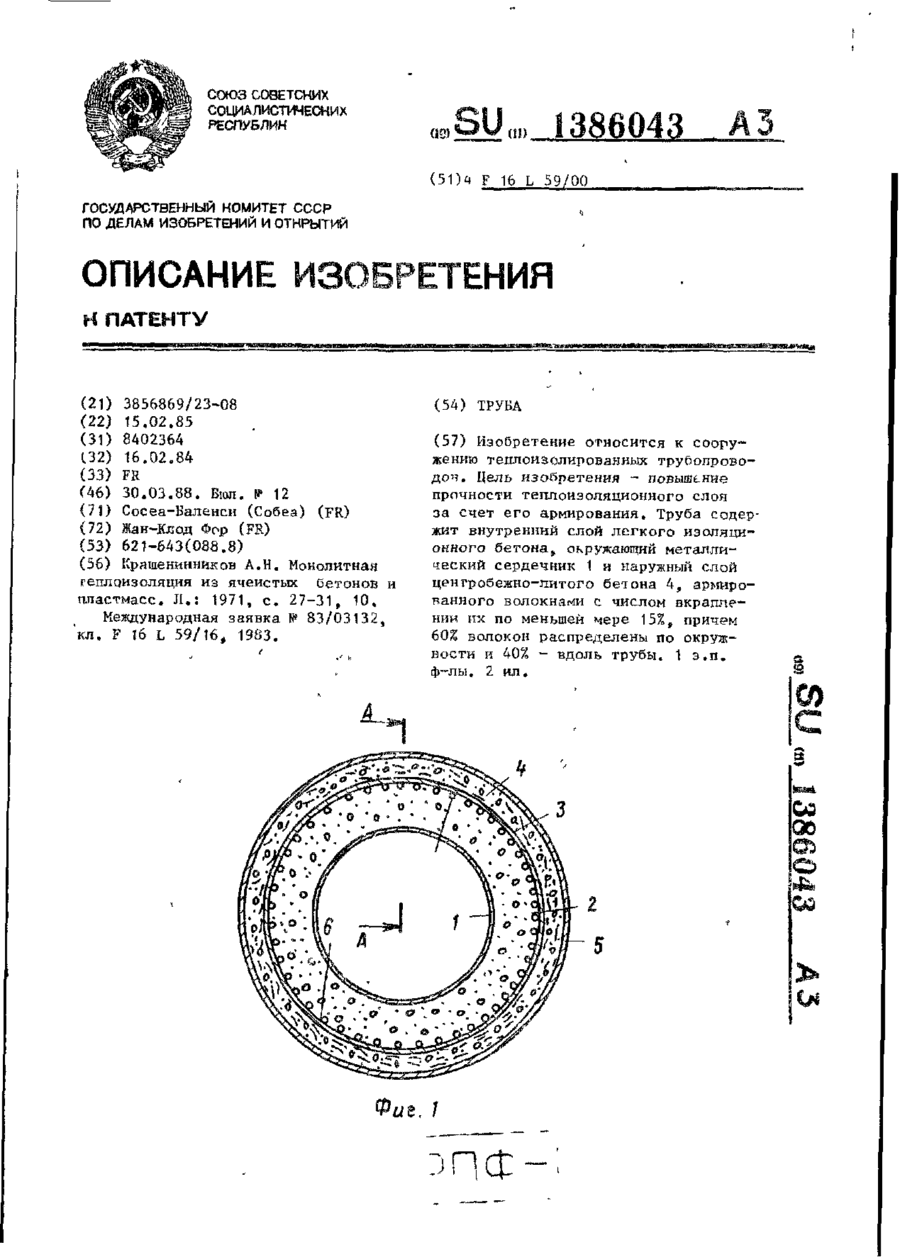
1. Труба, содержащая металлический сердечник, окруженный слоем легкого изоляционного бетона, окруженного слоем прочного и герметичного относительно внешней среды центробежно-литого термопластичного материала, отличающаяся тем, что, с целью повышения прочности теплоизоляционного слоя трубы, слой центробежно-литого материала выполнен из армированного стеклянными или металлическими волокнами бетона с числом вкраплений их по меньшей мере 15%,...
Пристрій для охолодження прокатного профіля
Номер патенту: 11087
Опубліковано: 25.12.1996
Автори: Норберт Бреннеке, Вальтер Воргт, Ульф Хельтге
МПК: B21B 45/02
Мітки: пристрій, профіля, прокатного, охолодження
Формула / Реферат:
(57) 1. Устройство для охлаждения прокатного профиля, преимущественно для термической правки профиля с асимметричной формой поперечного сечения профиля, со держащее входную воронку, опоры, воз душный отсекатель, отличающееся тем, что оно снабжено установленным на опорах корпусом, выполненным из двух, верхней и нижней, частей с образованием между ними направляющего канала со сливными отверстиями, установленными по периметру направляющего...
Вентиляційна труба для усмоктувального та нагнітального провітрювання
Номер патенту: 6560
Опубліковано: 29.12.1994
Автори: Бржевський Євген Йосипович, П'яткін Володимир Євгенович, Таранець Юрій Вікторович, Болбат Іван Юхимович, Топчиєнко Борис Іванович
МПК: E21F 1/00
Мітки: усмоктувального, труба, провітрювання, вентиляційна, нагнітального
Формула / Реферат:
(57) Вентиляционная труба для всасывающего и нагнетательного проветривания, включающая два листа из упругого материала прямоугольной формы, элементы соединения их по обеим продольным кромкам, элементы регулирования площади сечения трубы, отличающаяся тем, что элементы соединения обеих продольных кромок листов выполнены из воздухонепроницаемого эластичного материала и установлены с возможностью поворота листов упругого материала относительно...
Попередній патент: Спосіб нагріву пресуючого полотна у пресі і пристрій для його здійснення
Наступний патент: Пристрій для нанесення покриття на зовнішню та внутрішню поверхню труби
Випадковий патент: Електророзрядна короткохвильова лампа на парах йоду