Спосіб лиття газонасичених сплавів під перемінним газовим тиском
Номер патенту: 13733
Опубліковано: 25.04.1997
Автори: Борисов Георгій Павлович, Котлярський Франко Мар'янович, Білик Валентин Іванович

Формула / Реферат
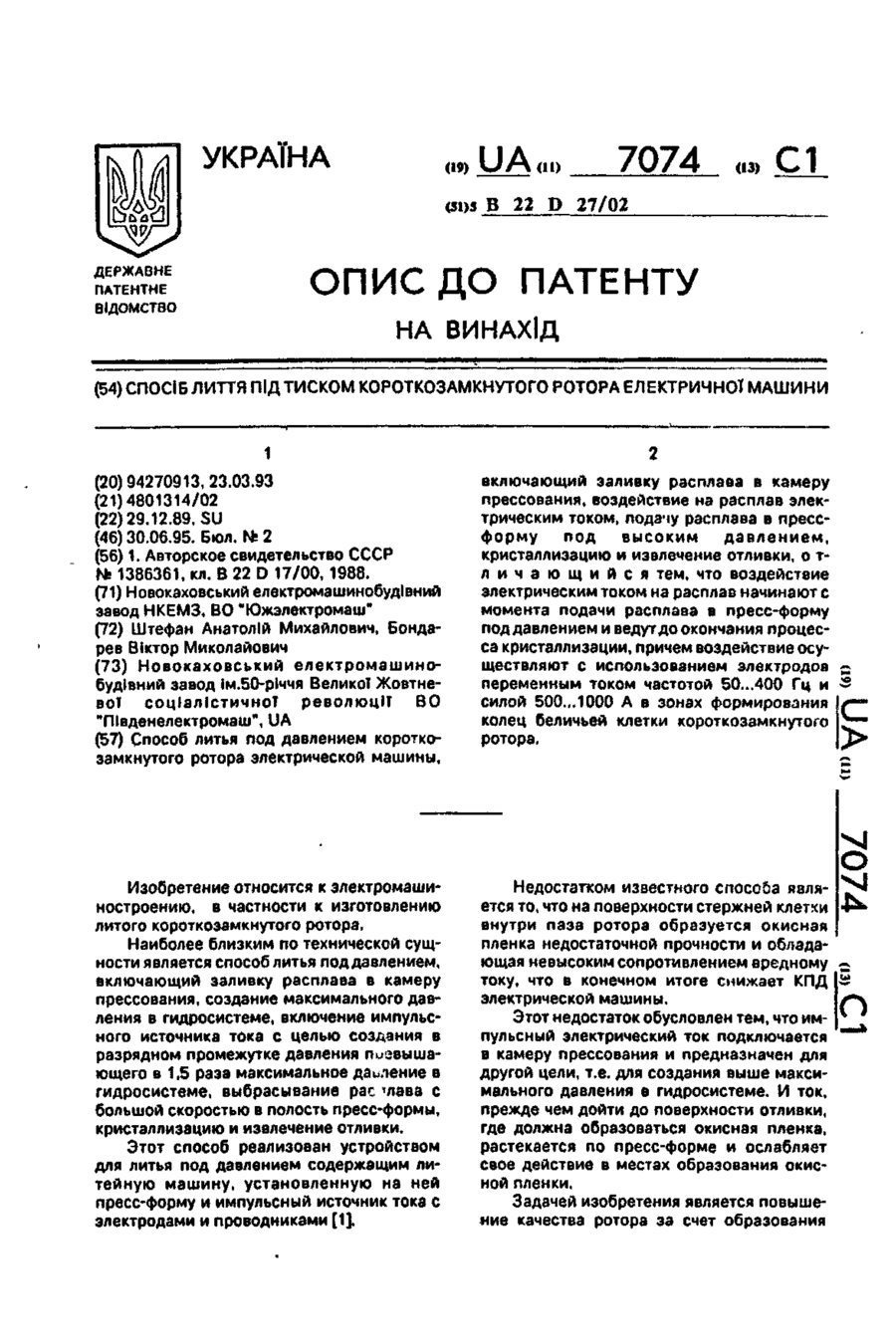
(57) Способ литья газонасыщенных сплавов под переменным газовым давлением, включающий газонасыщение расплава, заливку формы и кристаллизацию отливки в автоклаве под всесторонним газовым давлением, отличающийся тем, что после образования в отливке сплошного кристаллического каркаса давление в автоклаве понижают в 2-10 раз.
Текст
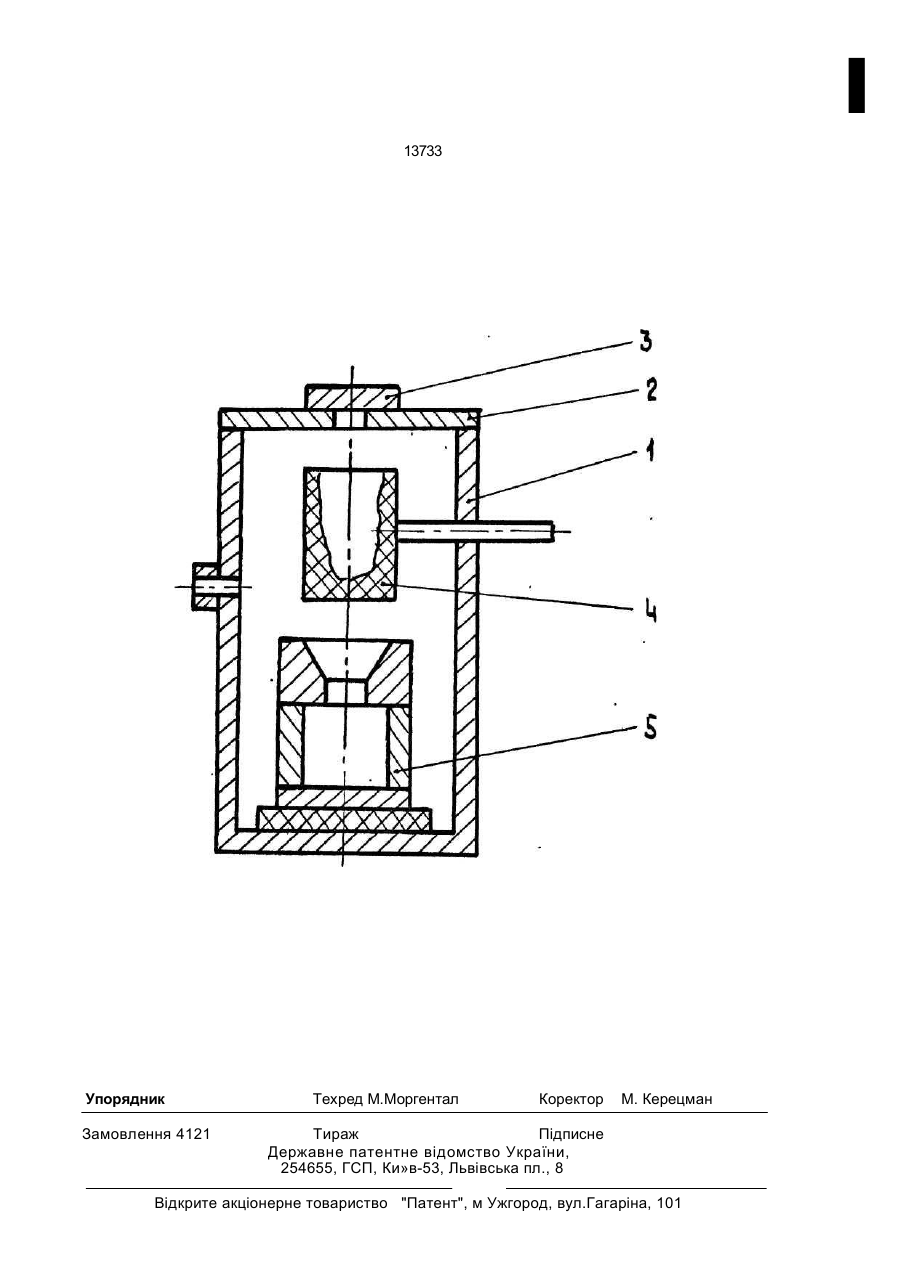
Способ литья газонасыщенных сплавов под переменным газовым давлением, включающий газонасыщение расплава, заливку формы и кристаллизацию отливки в автоклаве под всесторонним газовым давлением, о т л и ч а ю щ и й с я тем, что после образования в отливке сплошного кристаллического каркаса давление в автоклаве понижают в 2-10 раз. Изобретение относится к литейному производству, в частности, к получению отливок из газонасыщенных сплавов. Прототипом изобретения является способ под избыточным газовым давлением, включающий подготовку металла (например, газонасыщение) и заливку формы при избыточном давлении газа величиной 1-10 атм с последующим дополнительным повышением давления на 4-10 атм. Способ осущ ествл яет ся сл ед ующ им образ ом . Выплавленный в атмосферных условиях сплав вместе с раздаточным ковшом помещают в автоклав, в котором создают избыточное давление инертного газа или сжатого воздуха величиной 1-10 атм в зависимости от типа сплава После небольшой выдержки под указанным давлением производят заливку форм (под тем же давлением), а затем резко повышают давление на 4-10 атм и поддерживают его на данном уровне до конца затвердевания отливки. Недостатком способа является то, что наличие значительного избыточного давления в процессе кристаллизации отливки препятствует выделению газ из расплава и образованию пористости, в результате чего в непропитываемых узлах отливки концентрированные раковины и трещины, а на поверхности отливки - утяжины, нарушающие размерную точность. В основу изобретения положена задача создать такой способ литья газонасыщенных сплавов, который обеспечил бы получение ра змерн о точн ых отл ивок с рассредоточенной мелкой газовой пористостью в центральной зоне путем изменения давления в автоклаве в процессе кристаллизации отливки. Поставленная задача решена тем, что в способе литья газонасыщенных сплавов под переменным газовым давлением, включающем газонасыщение расплава, заливку формы и кристаллизацию отливки в автоклаве под всесторонним газовым давлением, согласно изобретению, после образования в отливке сплошного кристаллического каркаса (твердо-жидкого состояния) давление в автоклаве понижают в 2-10 раз. В заявляемом способе до перехода отливки в твердо-жидкое состояние всестороннее газовое давление препятствует со со со О 13733 газовыделению из расплава, сохраняя его исходную газонасыщенность и способствуя формированию плотной наружной корки отливки, а последующее понижение давлений инициирует газовыделение и образование 5 газовых пузырьков для компенсации усадки. Так как кристаллический каркас препятствует всплыванию и объединению выделившегося газа, обособленные мелкие пузырьки остаются в точках их зарождения, образуя 10 рассредоточенную газовую пористость в центральной зоне отливки. Таким образом, применение предлагаемого способа литья газонасыщенных сплавов под переменным газовым давлением 15 позволяет получать в условиях недостаточного питания (без использования прибылей) размерно точные, без утяжин отливки с мелкой внутренней пористостью и тем самым повысить на 10-15% выход годного и сни- 20 зить на 20-30% объем механической обработки. На чертеже представлена схема устройства, на котором был реализован данный способ. Устройство состоит из камеры 1 с 25 крышкой 2, снабженной люком 3 для заливки расплава в поворотный ковш 4. В камеру устанавливают форму 5. Пример осуществления способа. Подготовка расплава (силумин с содер- 30 жанием кремния 6 и 11 %) состояла в выдержке его для газонасыщения в индукционной печи при температуре 1000-1050°С в атмосфере водяного пара з течение 1 часа. Дозу расплава, необходимую для заполнения формы 5, через люк 3 заливали в ковш 4. После герметизации люка в камере создавали избыточное давление 0,5 МПа, а затем поворотом ковша 4 заливали расплав в форму. Температуру расплава в форме контролировали термопарой (на схеме не указана). В момент достижения температуры образования сплошного кристаллического каркаса (600-605°С для 6% и 575-580°С для 11% установлено предварительно вне автоклава) давление в автоклаве снижали до атмосферного. После окончания кристаллизации автоклав раскрывали и извлекали отливку из формы. Анализ внешнего вида и осевого сечения показал, что утяжины на поверхности отсутствовали, а в центральной зоне имела место мелкая рассредоточенная пористость. В то же время при поддержании избыточного давления 0,5 МПа на протяжении всего процесса кристаллизации отливки на ее поверхности образовались глубокие утяжины, а при затвердевании отливки от начала до конца под атмосферным давлением в ее верхней части наблюдалось скопление крупных газовых раковин, образовавшихся в результате всплывания и объединения газа, выделившегося до перехода отливки в твердо-жидкое состояние. I 13733 Упорядник Замовлення 4121 Техред М.Моргентал Коректор М. Керецман Тираж Підписне Державне патентне відомство України, 254655, ГСП, Ки»в-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of casting gas-saturated alloys under variable gas pressure
Автори англійськоюKotliarskyi Franko Marianovych, Bilyk Valentyn Ivanovych, Borysov Heorhii Pavlovych
Назва патенту російськоюСпособ литья газонасыщенных сплавов под переменным газовым давлением
Автори російськоюКотлярский Франко Марьянович, Билык Валентин Иванович, Борисов Георгий Павлович
МПК / Мітки
МПК: B22D 27/00
Мітки: перемінним, тиском, лиття, сплавів, газонасичених, спосіб, газовим
Код посилання
<a href="https://ua.patents.su/4-13733-sposib-littya-gazonasichenikh-splaviv-pid-pereminnim-gazovim-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття газонасичених сплавів під перемінним газовим тиском</a>
Пристрій для лиття під низьким тиском
Номер патенту: 12358
Опубліковано: 02.12.1996
Автори: Бєлік Валентин Іванович, Борисов Георгій Павлович, Котлярський Франко Мар'янович
МПК: B22D 18/04
Мітки: тиском, пристрій, низьким, лиття
Формула / Реферат:
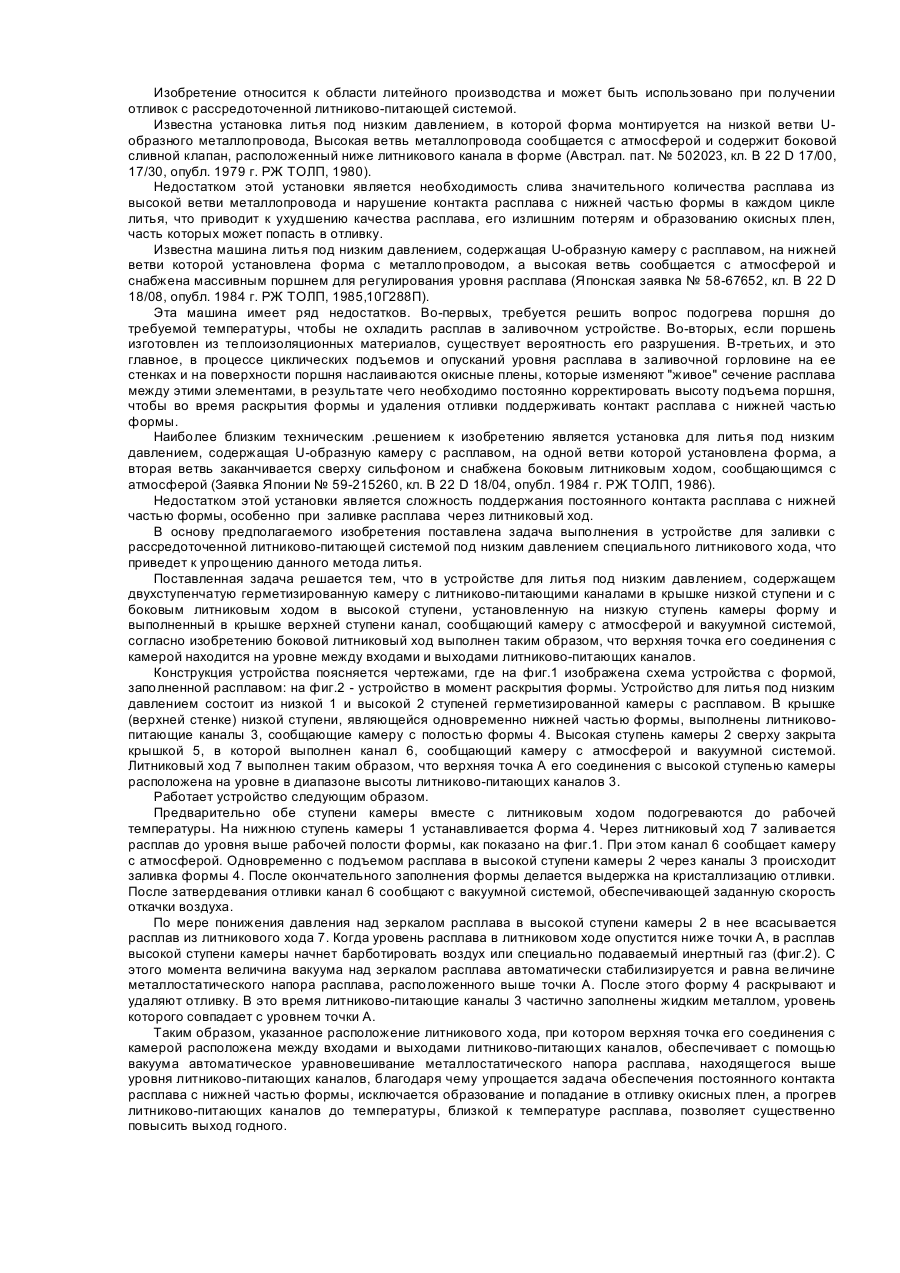
Устройство для литья под низким давлением, содержащее двухступенчатую герметизированную камеру с литниково-питающими каналами в крышке низкой ступени и с боковым литниковым ходом в высокой ступени, установленную на низкую ступень форму и выполненный в крышке высокой ступени канал, сообщающий камеру с атмосферой и вакуумной системой, отличающееся тем, что боковой литниковый ход выполнен таким образом, что верхняя точка его соединения с...
Спосіб лиття під тиском короткозамкнутого ротора електричної машини
Номер патенту: 7074
Опубліковано: 30.06.1995
Автори: Штефан Анатолій Михайлович, Бондарев Віктор Миколайович
МПК: B22D 27/02
Мітки: спосіб, електричної, машини, ротора, тиском, короткозамкнутого, лиття
Текст:
...клетки 8. Внутри паза возникает ударная волна в кристаллизующемся расплаве, что приводит к перемешиванию расплава, 55 ломке растущих дендритов и переносу их конвективным потоком от границы затвердевания в объем жидкого ядра. Это явление способствует возникновению новых центров кристаллизации, снижению химической неоднородности и улучшению структуры металла. Этот известный эффект в конечном итоге улучшает электропроводность беличьей клетки и...
Система управління машиною лиття під тиском
Номер патенту: 8751
Опубліковано: 30.09.1996
Автори: Церковницький Микола Сергійович, Богушевський Володимир Святославович, Сорокін Микола Олександрович, Присяжнюк Ігор Вікторович
МПК: B22D 17/32
Мітки: управління, система, машиною, лиття, тиском
Формула / Реферат:
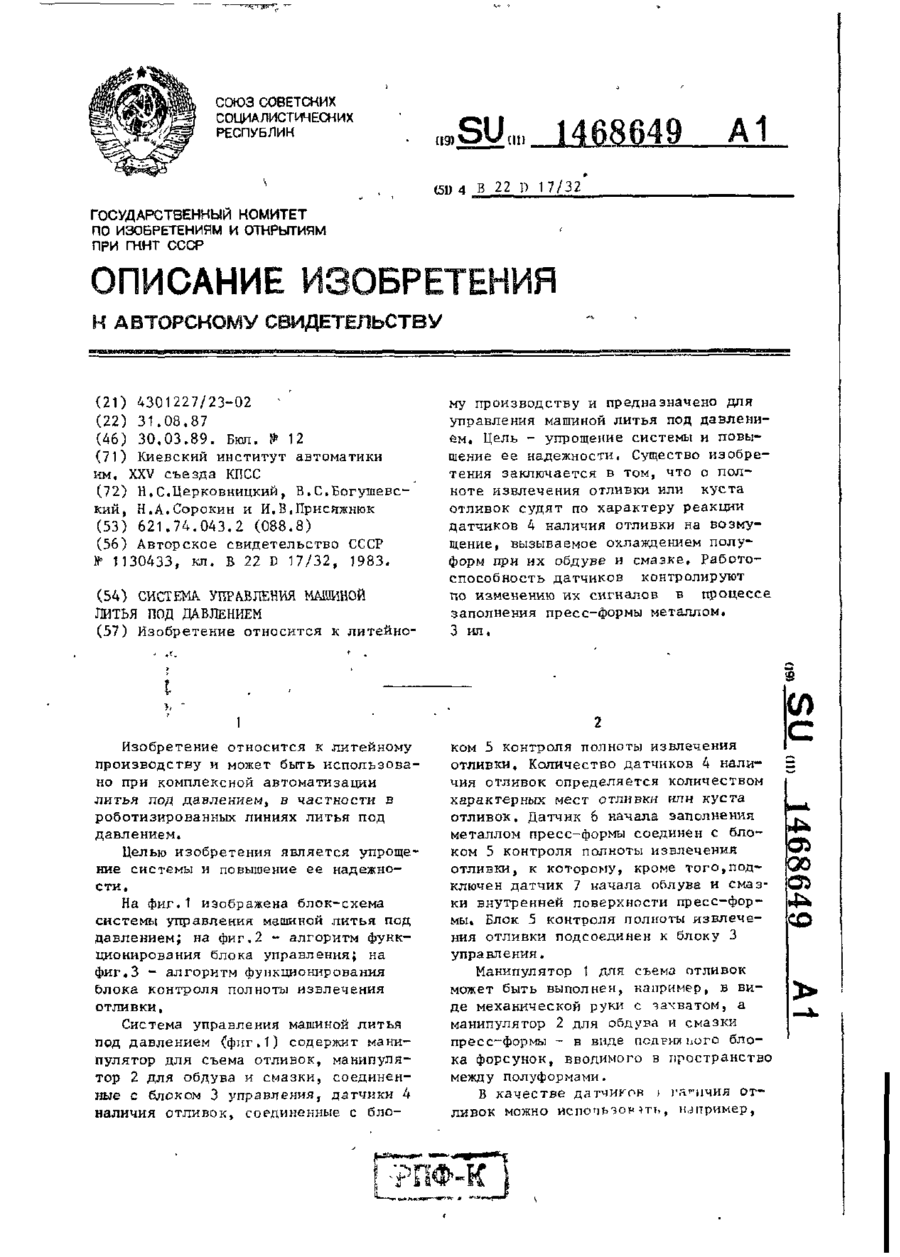
Система управления машиной литья под давлением, содержащая соединенные с блоком управления манипулятор для съема отливок, манипулятор для обдува и смазки пресс-формы и блок контроля полноты извлечения отливки, связанный с датчиками наличия отливки, отличающаясятем, что, с целью упрощения системы и повышения ее надежности, система дополнительно снабжена датчиками начала заполнения металлом пресс-формы и начала обдува и смазки внутренней...
Спосіб визначення моменту розкриття прес-форми машини лиття під тиском
Номер патенту: 7418
Опубліковано: 29.09.1995
Автори: Богушевський Володимир Святославович, Лигоцький Ігор Леонідович, Церковницький Микола Сергійович, Сорокін Микола Олександрович
МПК: B22D 17/32
Мітки: спосіб, моменту, прес-форми, машини, розкриття, лиття, тиском, визначення
Формула / Реферат:
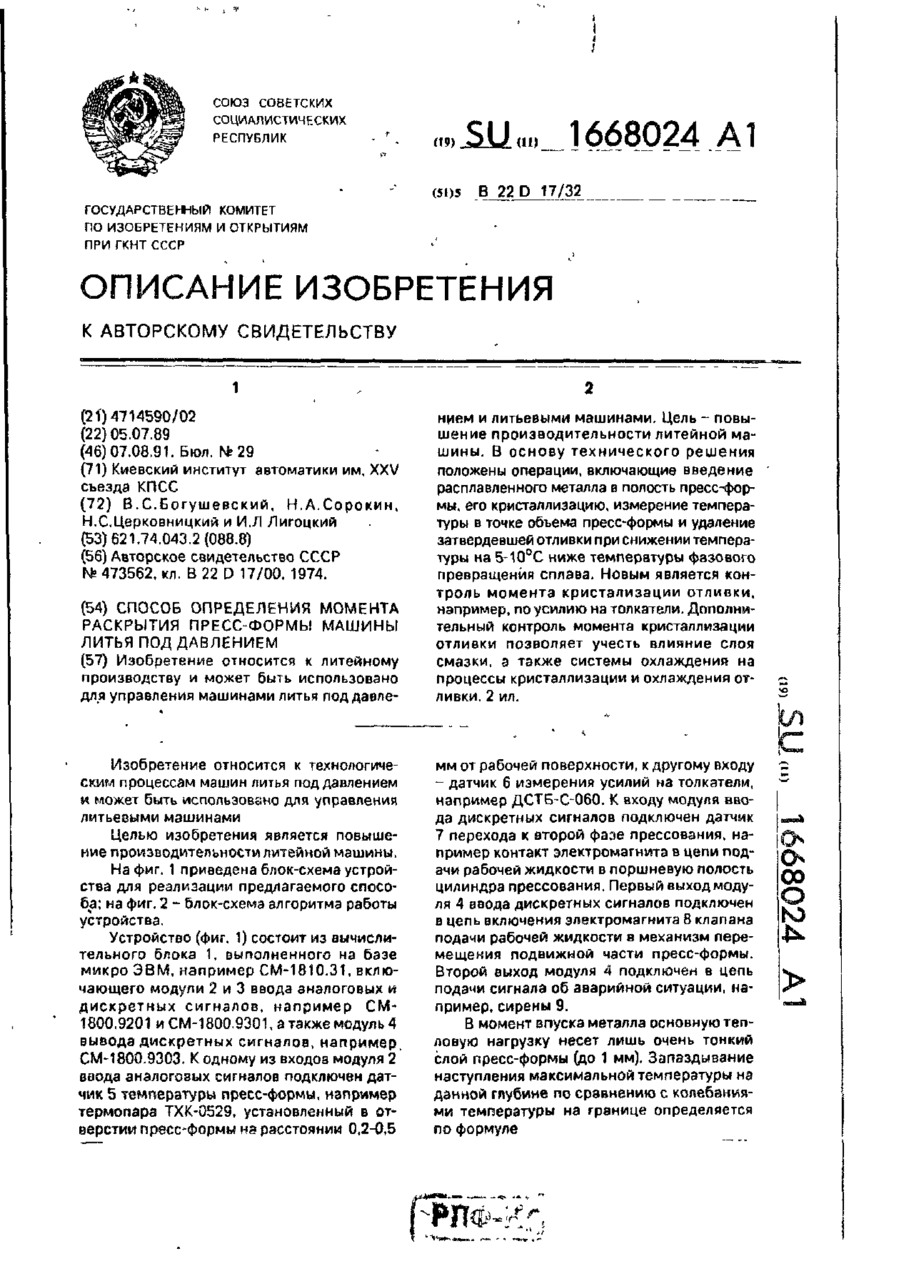
Способ определения момента раскрытия пресс-формы машины литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температурах ниже температуры солидуса, включающий введение расплавленного металла известной температуры в полость пресс-формы, кристаллизацию его, измерение температуры в точке пресс-формы и удаление затвердевшей отливки при снижении температуры на 5-10°С ниже температуры фазового...
Спосіб управління швидкістю прес-поршня машини лиття під тиском
Номер патенту: 7419
Опубліковано: 29.09.1995
Автори: Богушевський Володимир Святославович, Лигоцький Ігор Леонідович, Церковницький Микола Сергійович, Сорокін Микола Олександрович
МПК: B22D 17/32
Мітки: тиском, прес-поршня, спосіб, швидкістю, управління, машини, лиття
Формула / Реферат:
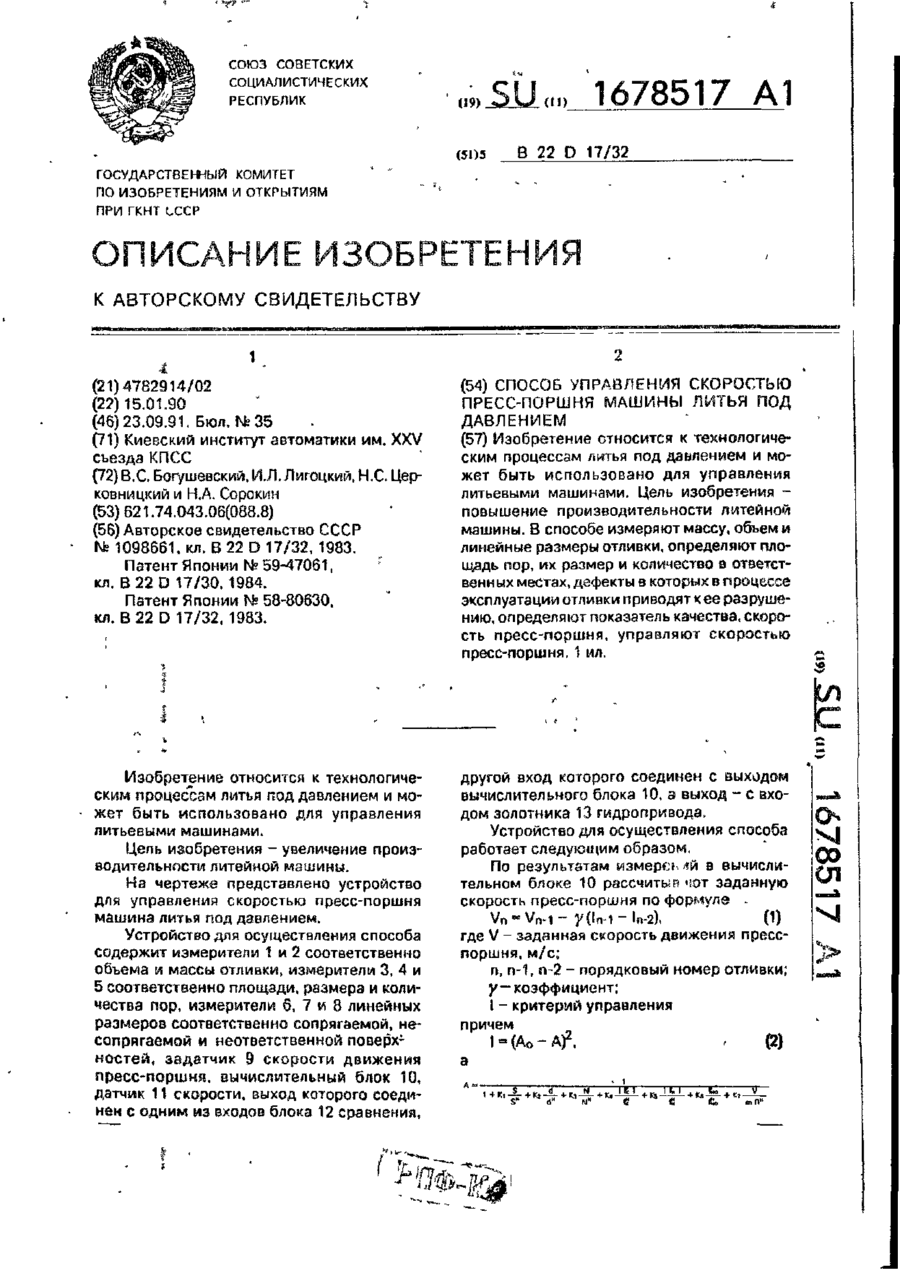
Способ управления скоростью пресс-поршня машины литья под давлением, включающий измерение скорости пресс-поршня, сравнение ее текущего значения с заданными, управление положением следящего золотника, отличающийся тем, что, с целью увеличения производительности литейной машины, дополнительно измеряют массу, объем и линейные размеры отливки, определяют площадь пор, их размер и количество в ответственных местах, дефекты в которых в процессе...
Попередній патент: В’яжуче для бетонів
Наступний патент: Пристрій для діагностики стану периферичної гемодинаміки
Випадковий патент: Спосіб одержання гранульованих кормів