Прес-форма для виготовлення пластмасових виробів з металевими закладними деталями
Номер патенту: 13754
Опубліковано: 25.04.1997
Автори: Смирнов Сергій Валентинович, Зельцер Олександр Яковлевич, Мойсеєнко Вячеслав Вадимович, Чепіль Еміль Савельйович
Формула / Реферат
(57) 1. Пресс-форма для изготовления пластмассовых изделий с металлическими закладными деталями путем вдавливания их в пластмассу, содержащая матрицу с пазами под закладные детали и силовые приводы для вдавливания закладных деталей в пластмассу, отличающаяся тем, что матрица выполнена с горизонтальной и вертикальной плоскостями разъема, пазы под закладные детали выполнены в нижних частях матрицы по горизонтальной плоскости разъема, а силовые приводы для вдавливания закладных деталей установлены с возможностью взаимодействия с верхними и нижними частями матрицы, при этом верхняя и нижняя части матрицы по плоскости разъема снабжены средствами для их замкового соединения, нижние части матрицы снабжены упором для закладной детали, а верхние части матрицы - плоскими нагревательными элементами, размещенными напротив пазов нижних частей матрицы.
2. Пресс-форма по п.1, отличающаяся тем, что в нижних частях матрицы выполнены каналы для охлаждающей среды.
Текст
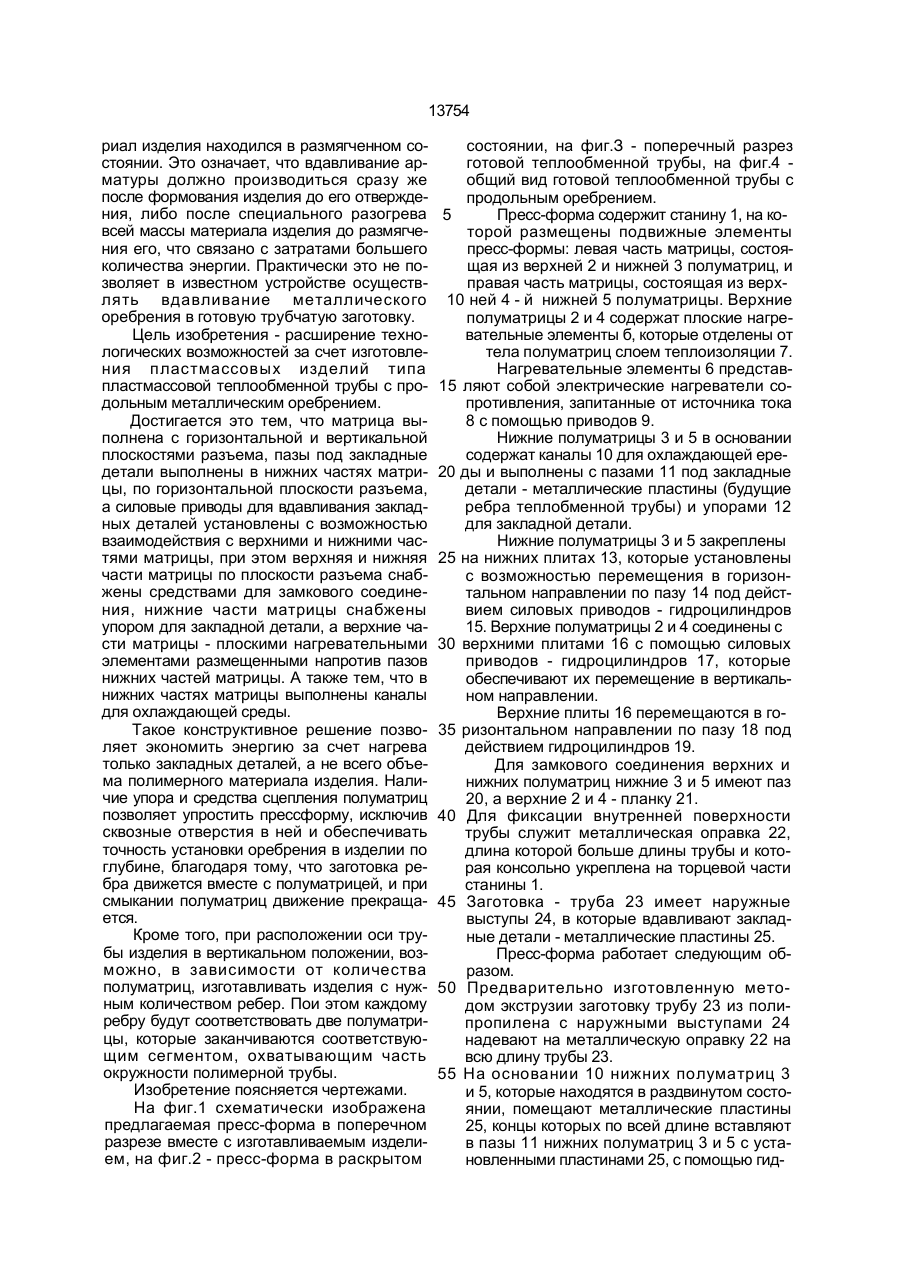
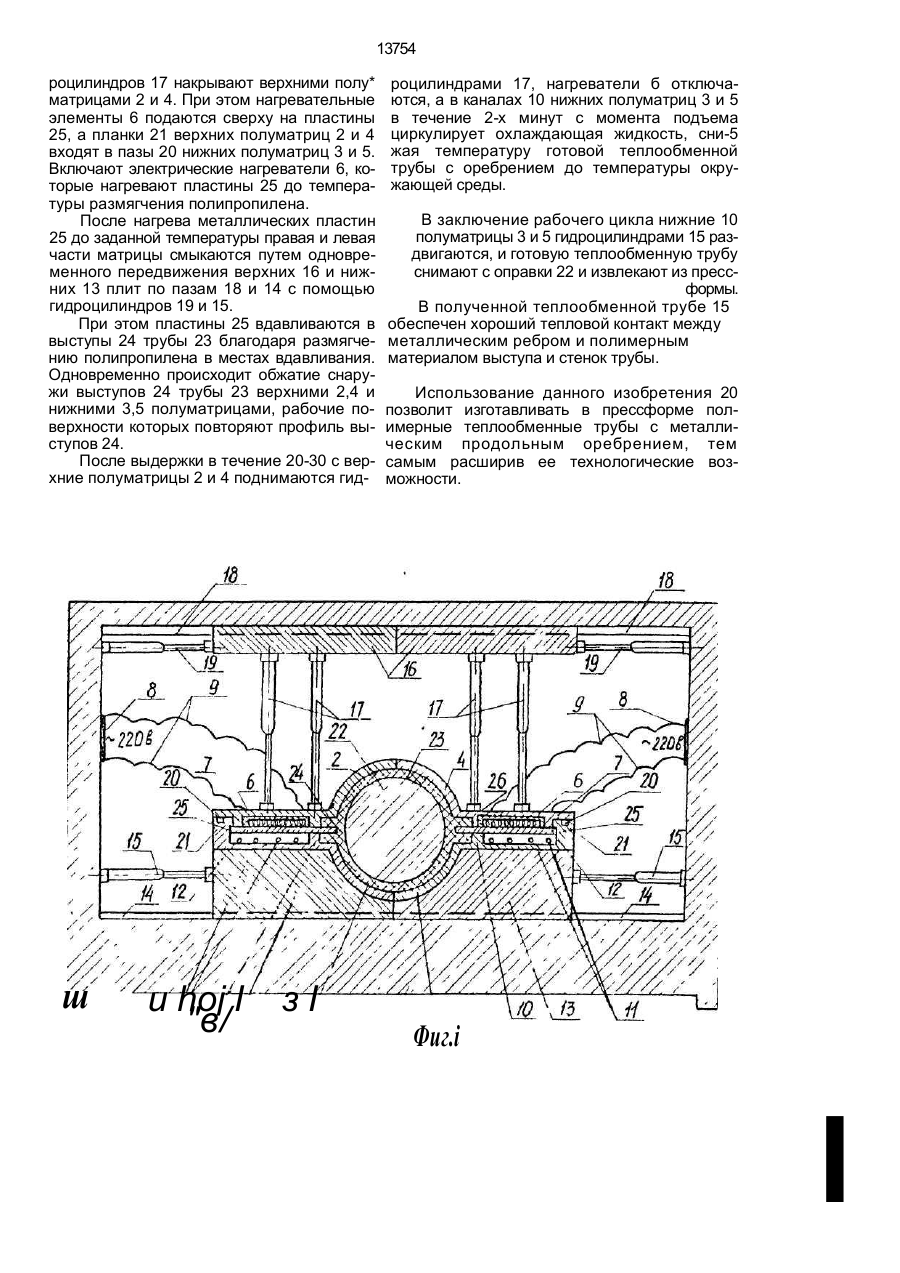
1. Пресс-форма для изготовления пласт массовых изделий с металлическими за кладными деталями путем вдавливания их в пластмассу, содержащая матрицу с пазами под закладные детали и силовые приводы для вдавливания закладных деталей в пла стмассу, о т л и ч а ю щ а я с я тем, что Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления пластмассовых теплообменных труб с продольным металлическим оребрением методом вдавливания. Получение труб с продольным металлическим оребрением методом впрыска полимерного материала представляется крайне сложным, так как при большой протяженности и незначительной толщине полимерной стенки изделия возможно охлаждение расплавленного полимерного материала и его отверждение при неполном заполнении полости формы. матрица выполнена с горизонтальной и вертикальной плоскостями разъема, пазы под закладные детали выполнены в нижних частях матрицы по горизонтальной плоскости разъема, а силовые приводы для вдавливания закладных деталей установлены с возможностью взаимодействия с верхними и нижними частями матрицы, при этом верхняя и нижняя части матрицы по плоскости разъема снабжены средствами для их замкового соединения, нижние части матрицы снабжены упором для закладной детали, а верхние части матрицы - плоскими нагревательными элементами, размещенными напротив пазов нижних частей матрицы. 2. Пресс-форма по п.1, о т л и ч а ю щ ая с я тем, что в нижних частях матрицы выполнены каналы для охлаждающей среды. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является прессформа для изготовления пластмассовых изделий с металлическими закладными деталями путем вдавливания их в пластмассу, содержащая матрицу с пазами под закладные детали и силовые приводы для вдавливания закладных деталей в пластмассу. С помощью пресс-формы, содержащей разъемные матрицы и силовые средства (гидроцилиндры), закладные детали вдавливается в размягченную пластмассу изделия. Для осуществления вдавливания металлической арматуры в известной прессформе необходимо, чтобы весь полимерный мате С > со ел о 13754 риал изделия находился в размягченном состоянии. Это означает, что вдавливание арматуры должно производиться сразу же после формования изделия до его отверждения, либо после специального разогрева всей массы материала изделия до размягчения его, что связано с затратами большего количества энергии. Практически это не позволяет в известном устройстве осуществлять вдавливание металлического оребрения в готовую трубчатую заготовку. Цель изобретения - расширение технологических возможностей за счет изготовления пластмассовых изделий типа пластмассовой теплообменной трубы с продольным металлическим оребрением. Достигается это тем, что матрица выполнена с горизонтальной и вертикальной плоскостями разъема, пазы под закладные детали выполнены в нижних частях матрицы, по горизонтальной плоскости разъема, а силовые приводы для вдавливания закладных деталей установлены с возможностью взаимодействия с верхними и нижними частями матрицы, при этом верхняя и нижняя части матрицы по плоскости разъема снабжены средствами для замкового соединения, нижние части матрицы снабжены упором для закладной детали, а верхние части матрицы - плоскими нагревательными элементами размещенными напротив пазов нижних частей матрицы. А также тем, что в нижних частях матрицы выполнены каналы для охлаждающей среды. Такое конструктивное решение позволяет экономить энергию за счет нагрева только закладных деталей, а не всего объема полимерного материала изделия. Наличие упора и средства сцепления полуматриц позволяет упростить прессформу, исключив сквозные отверстия в ней и обеспечивать точность установки оребрения в изделии по глубине, благодаря тому, что заготовка ребра движется вместе с полуматрицей, и при смыкании полуматриц движение прекращается. Кроме того, при расположении оси трубы изделия в вертикальном положении, возможно, в зависимости от количества полуматриц, изготавливать изделия с нужным количеством ребер. Пои этом каждому ребру будут соответствовать две полуматрицы, которые заканчиваются соответствующим сегментом, охватывающим часть окружности полимерной трубы. Изобретение поясняется чертежами. На фиг.1 схематически изображена предлагаемая пресс-форма в поперечном разрезе вместе с изготавливаемым изделием, на фиг.2 - пресс-форма в раскрытом состоянии, на фиг.З - поперечный разрез готовой теплообменной трубы, на фиг.4 общий вид готовой теплообменной трубы с продольным оребрением. 5 Пресс-форма содержит станину 1, на которой размещены подвижные элементы пресс-формы: левая часть матрицы, состоящая из верхней 2 и нижней 3 полуматриц, и правая часть матрицы, состоящая из верх10 ней 4 - й нижней 5 полуматрицы. Верхние полуматрицы 2 и 4 содержат плоские нагревательные элементы б, которые отделены от тела полуматриц слоем теплоизоляции 7. Нагревательные элементы 6 представ15 ляют собой электрические нагреватели сопротивления, запитанные от источника тока 8 с помощью приводов 9. Нижние полуматрицы 3 и 5 в основании содержат каналы 10 для охлаждающей ере20 ды и выполнены с пазами 11 под закладные детали - металлические пластины (будущие ребра теплобменной трубы) и упорами 12 для закладной детали. Нижние полуматрицы 3 и 5 закреплены 25 на нижних плитах 13, которые установлены с возможностью перемещения в горизонтальном направлении по пазу 14 под действием силовых приводов - гидроцилиндров 15. Верхние полуматрицы 2 и 4 соединены с 30 верхними плитами 16 с помощью силовых приводов - гидроцилиндров 17, которые обеспечивают их перемещение в вертикальном направлении. Верхние плиты 16 перемещаются в го35 ризонтальном направлении по пазу 18 под действием гидроцилиндров 19. Для замкового соединения верхних и нижних полуматриц нижние 3 и 5 имеют паз 20, а верхние 2 и 4 - планку 21. 40 Для фиксации внутренней поверхности трубы служит металлическая оправка 22, длина которой больше длины трубы и которая консольно укреплена на торцевой части станины 1. 45 Заготовка - труба 23 имеет наружные выступы 24, в которые вдавливают закладные детали - металлические пластины 25. Пресс-форма работает следующим образом. 50 Предварительно изготовленную методом экструзии заготовку трубу 23 из полипропилена с наружными выступами 24 надевают на металлическую оправку 22 на всю длину трубы 23. 55 На основании 10 нижних полуматриц 3 и 5, которые находятся в раздвинутом состоянии, помещают металлические пластины 25, концы которых по всей длине вставляют в пазы 11 нижних полуматриц 3 и 5 с установленными пластинами 25, с помощью гид 13754 роцилиндров 17 накрывают верхними полу* матрицами 2 и 4. При этом нагревательные элементы 6 подаются сверху на пластины 25, а планки 21 верхних полуматриц 2 и 4 входят в пазы 20 нижних полуматриц 3 и 5. Включают электрические нагреватели 6, которые нагревают пластины 25 до температуры размягчения полипропилена. После нагрева металлических пластин 25 до заданной температуры правая и левая части матрицы смыкаются путем одновременного передвижения верхних 16 и нижних 13 плит по пазам 18 и 14 с помощью гидроцилиндров 19 и 15. При этом пластины 25 вдавливаются в выступы 24 трубы 23 благодаря размягчению полипропилена в местах вдавливания. Одновременно происходит обжатие снаружи выступов 24 трубы 23 верхними 2,4 и нижними 3,5 полуматрицами, рабочие поверхности которых повторяют профиль выступов 24. После выдержки в течение 20-30 с верхние полуматрицы 2 и 4 поднимаются гид ш и hoj І "в/ зІ роцилиндрами 17, нагреватели б отключаются, а в каналах 10 нижних полуматриц 3 и 5 в течение 2-х минут с момента подъема циркулирует охлаждающая жидкость, сни-5 жая температуру готовой теплообменной трубы с оребрением до температуры окружающей среды. В заключение рабочего цикла нижние 10 полуматрицы 3 и 5 гидроцилиндрами 15 раздвигаются, и готовую теплообменную трубу снимают с оправки 22 и извлекают из прессформы. В полученной теплообменной трубе 15 обеспечен хороший тепловой контакт между металлическим ребром и полимерным материалом выступа и стенок трубы. Использование данного изобретения 20 позволит изготавливать в прессформе полимерные теплообменные трубы с металлическим продольным оребрением, тем самым расширив ее технологические возможности. Фиг.і І 13754 \JL \/з \ 25 Упорядник Замовлення 4122 Техред М.Моргентал Коректор Л.Лукач Тираж Підписне Державне патентне відомство УкраТни, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент1*, м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMould for manufacturing the plastic articles with metallic inset components
Автори англійськоюSmyrnov Serhii Valentynovych, Zeltser Oleksandr Yakovlevych, Moiseienko Viacheslav Vadymovych, Chepil Emil Saveliovych
Назва патенту російськоюПресс-форма для изготовления пластмассовых изделий с металлическими закладными деталями
Автори російськоюСмирнов Сергей Валентинович, Зельцер Александр Яковлевич, Моисеенко Вячеслав Вадимович, Чепиль Эмиль Савельевич
МПК / Мітки
МПК: B29C 43/18, B29C 65/56
Мітки: закладними, деталями, металевими, пластмасових, виготовлення, виробів, прес-форма
Код посилання
<a href="https://ua.patents.su/4-13754-pres-forma-dlya-vigotovlennya-plastmasovikh-virobiv-z-metalevimi-zakladnimi-detalyami.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для виготовлення пластмасових виробів з металевими закладними деталями</a>
Прес-форма для виготовлення масивних гумотехнічних виробів
Номер патенту: 4566
Опубліковано: 28.12.1994
Автори: Дзюра Євген Антонович, Науменко Олександр Петрович, Коваленко Олексій Андрійович
МПК: B29C 33/10, B29C 35/04
Мітки: прес-форма, виробів, гумотехнічних, масивних, виготовлення
Формула / Реферат:
1. Пресс-форма для изготовления массивных резинотехнических изделий, содержащая верхнюю и нижнюю полуформы с вы прессовочной системой, отличающаяся тем, что вкладыши выполнены в виде пластин из теплоизоляционного материала, закрепленных на плоскостях разъема полуформ с образованием выпрессовочной системы в виде кольцевой щели.2. Пресс-форма по п. 1,отличающаяся тем, что вкладыши выполнены из фторопласта - 4
Виносна прес-форма для виготовлення полімерних виробів
Номер патенту: 11649
Опубліковано: 25.12.1996
Автори: Лобжанидзе Виталий Антонович, Дергачев Евгений Александрович, Подольський Юзеф Ківович, Кавин Евгений Васильевич, Ратнер Ісаак Срулевич, Слуцкий Олександр Петрович, Муляр Лев Аронович, Чугункин Геннадий Васильевич
МПК: B29C 33/00
Мітки: виготовлення, виносна, прес-форма, виробів, полімерних
Формула / Реферат:
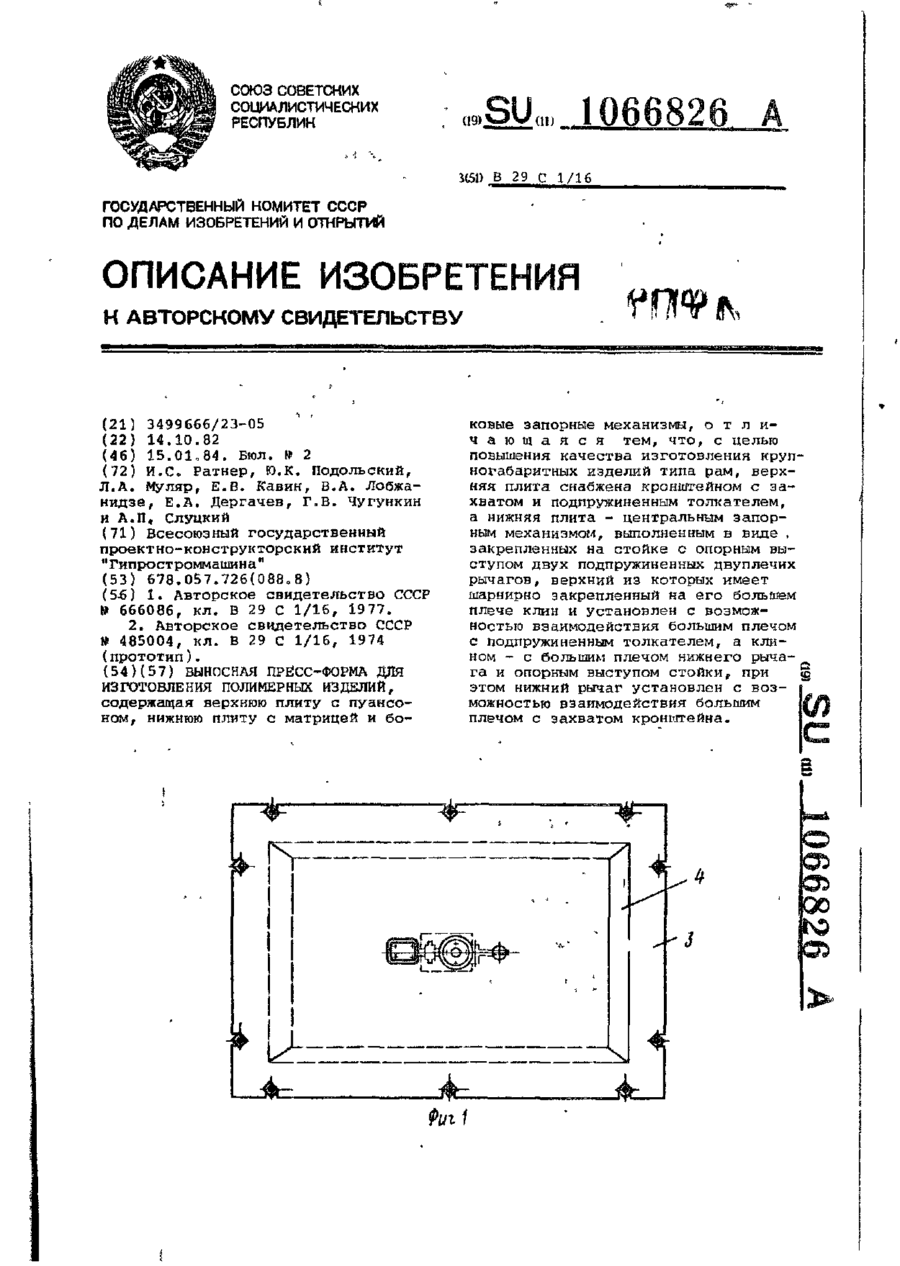
Выносная пресс-форма для изготовления полимерных изделий, содержащая верхнюю плиту с пуансоном, нижнюю плиту с матрицей и боковые запорные механизмы, отличающаяся тем, что, с целью повышения качества изготовления крупногабаритных изделий типа рам, верхняя плита снабжена кронштейном с захватом и подпружиненным толкателем, а нижняя плита - центральным запорным механизмом, выполненным в виде закрепленных на стойке с опорным выступом двух...
Ливарна прес-форма для виготовлення еластичних оболонок

Номер патенту: 1631
Опубліковано: 25.10.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович
МПК: B29C 35/04, B29C 35/02
Мітки: ливарна, прес-форма, виготовлення, оболонок, еластичних
Формула / Реферат:
Литьевая пресс-форма для изготовления эластичных оболочек, содержащая нижнюю полуформу с расположенной в зоне экваториальной плоскости оболочки загрузочной камерой, верхнюю полуформу с плунжером и разъемный дорн, состоящий из верхней-и нижней частей, смонтированных с возможностью относительного аксиального перемещения, отличающаяся тем, что, с целью повышения качества эластичной оболочки за счет обеспечения равноценности ее свойств...
Прес-форма для виготовлення суцільних шин
Номер патенту: 2193
Опубліковано: 26.12.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович
МПК: B29C 35/02, B29D 30/00
Мітки: прес-форма, суцільних, шин, виготовлення
Формула / Реферат:
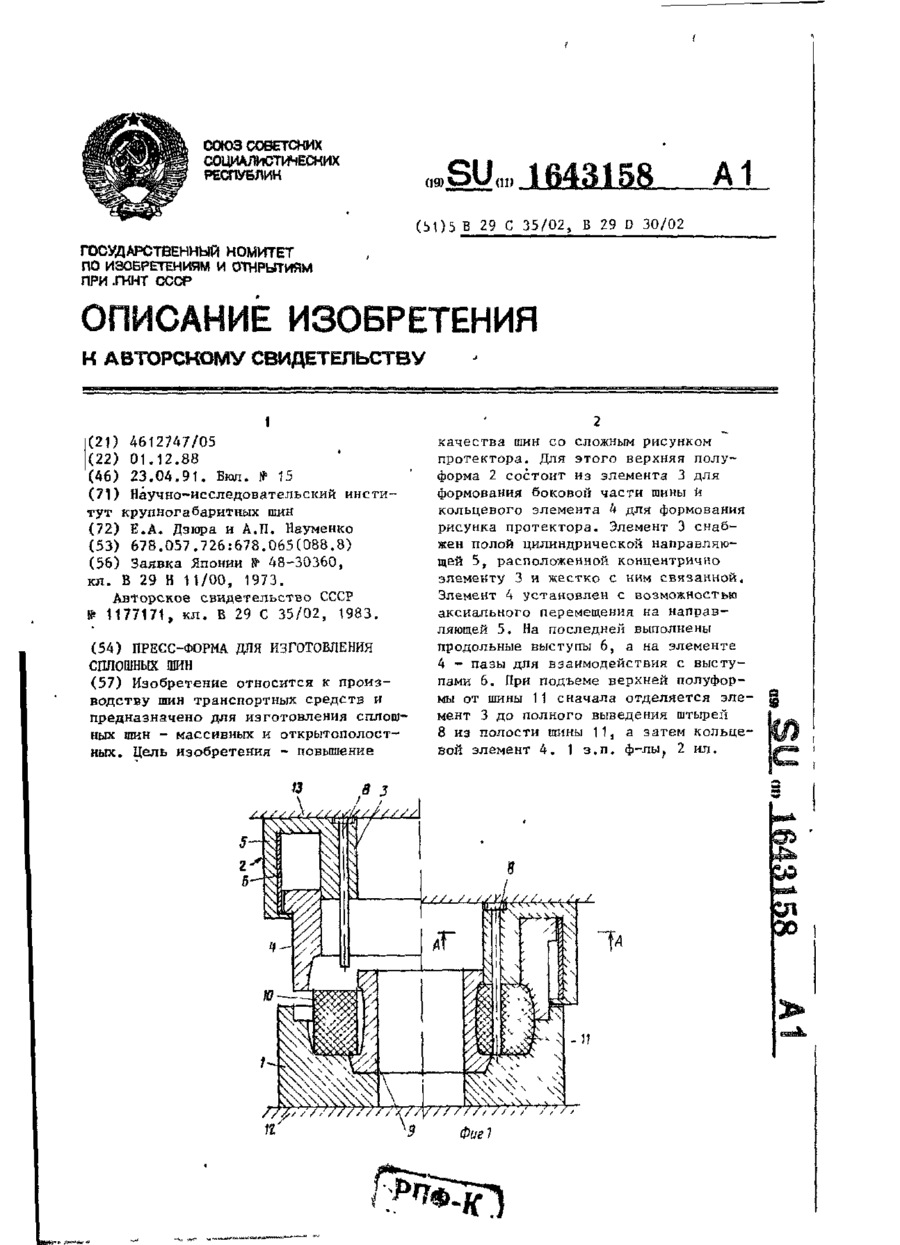
1. Пресс-форма для изготовления сплошных шин, содержащая неподвижную нижнюю и подвижную верхнюю полуформы, отличающаяся тем, что, с целью повышения качества шин со сложным рисунком, верхняя полуформа выполнена состоящей из элемента для формования боковой части шины, снабженного концентричной ему и жестко с ним связанной полой цилиндрической направляющей и установленного на цилиндрической направляющей с возможностью аксиального перемещения...
Спосіб виготовлення шин та прес-форма для його здійснення
Номер патенту: 5381
Опубліковано: 28.12.1994
Автори: Столяр Ігор Анатолійович, Дзюра Євген Антонович, Коваленко Олексій Андрійович, Науменко Олександр Петрович
МПК: B29C 35/02, B29L 30/00, B29D 30/00
Мітки: шин, прес-форма, здійснення, виготовлення, спосіб
Формула / Реферат:
1. Способ изготовления шин, при котором в пресс-форму концентрично устанавливают предварительно изготовленные кольцевые заготовки, выполненные из одинаковых или различных резиновых смесей, и при смыкании пресс-формы производят формование шин с последующей вулканизацией, отличающийся тем, что перед формованием шины осуществляют одновременную фиксацию кольцевых заготовок, причем образующую посадочную часть шины заготовку фиксируют по...
Попередній патент: Пристрій для формування деревностружкового килиму
Наступний патент: Спосіб лиття під низьким тиском і установка для його здійснення
Випадковий патент: Установка для відновної плавки і спосіб експлуатації установки для відновної плавки