Пристрій для виготовлення виробів обкочуванням
Номер патенту: 14190
Опубліковано: 15.05.2006
Автори: Оборнєва Наталія Сергіївна, Оборнєв Сергій Миколайович, Пиц Ярослав Євгенович
Формула / Реферат
Пристрій для виготовлення виробів обкочуванням, що містить корпус і розміщений у ньому кільцевий інструмент, який відрізняється тим, що кільцевий інструмент жорстко закріплений на корпусі, встановленому з можливістю обертання в підшипниковому вузлі і виконаному з порожниною, усередині якої встановлений додатковий кільцевий інструмент з можливістю ексцентричного зсуву щодо технологічної осі на величину, рівну добуткові відстані між точками перетину технологічної осі з осями обертання кільцевого інструмента і додаткового кільцевого інструмента на тангенс кута установлення пристрою, і оснащеного формувачем, виконаним у поперечному перерізі у вигляді прямокутної трапеції з циліндричною калібрувальною поверхнею і сферичною вершиною, клинова ділянка якої виконана з кутом при вершині, що дорівнює подвоєній величині вищевказаного кута.
Текст
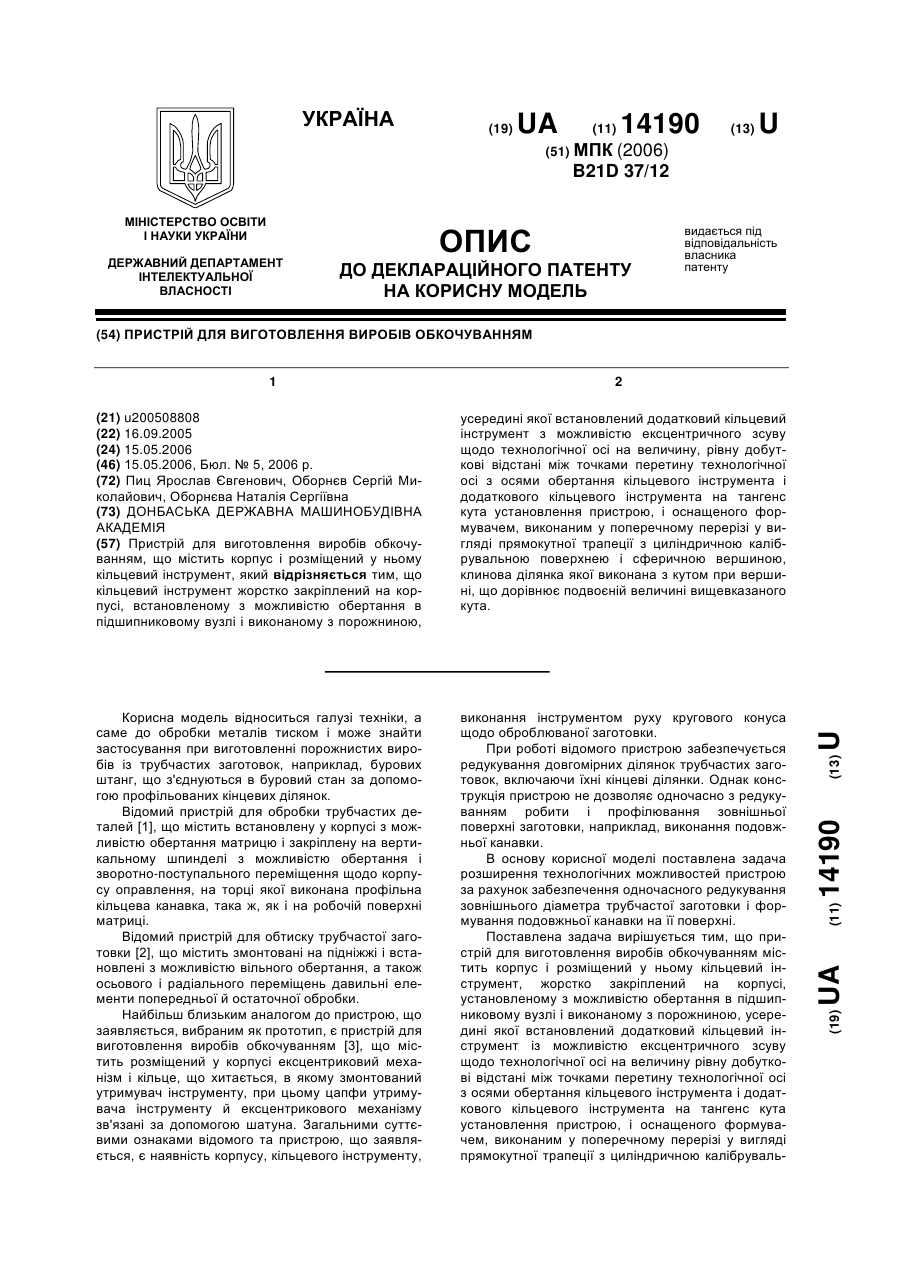
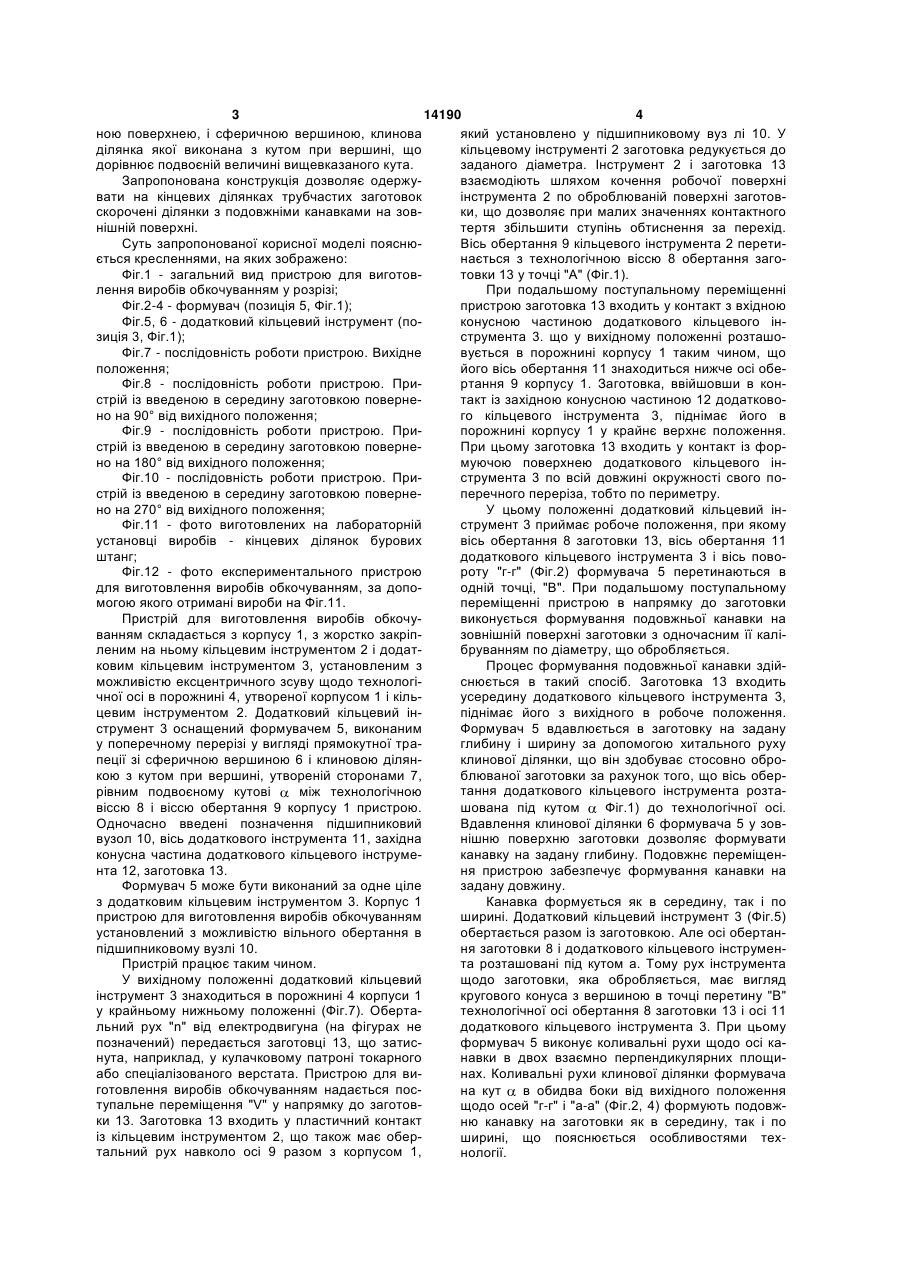
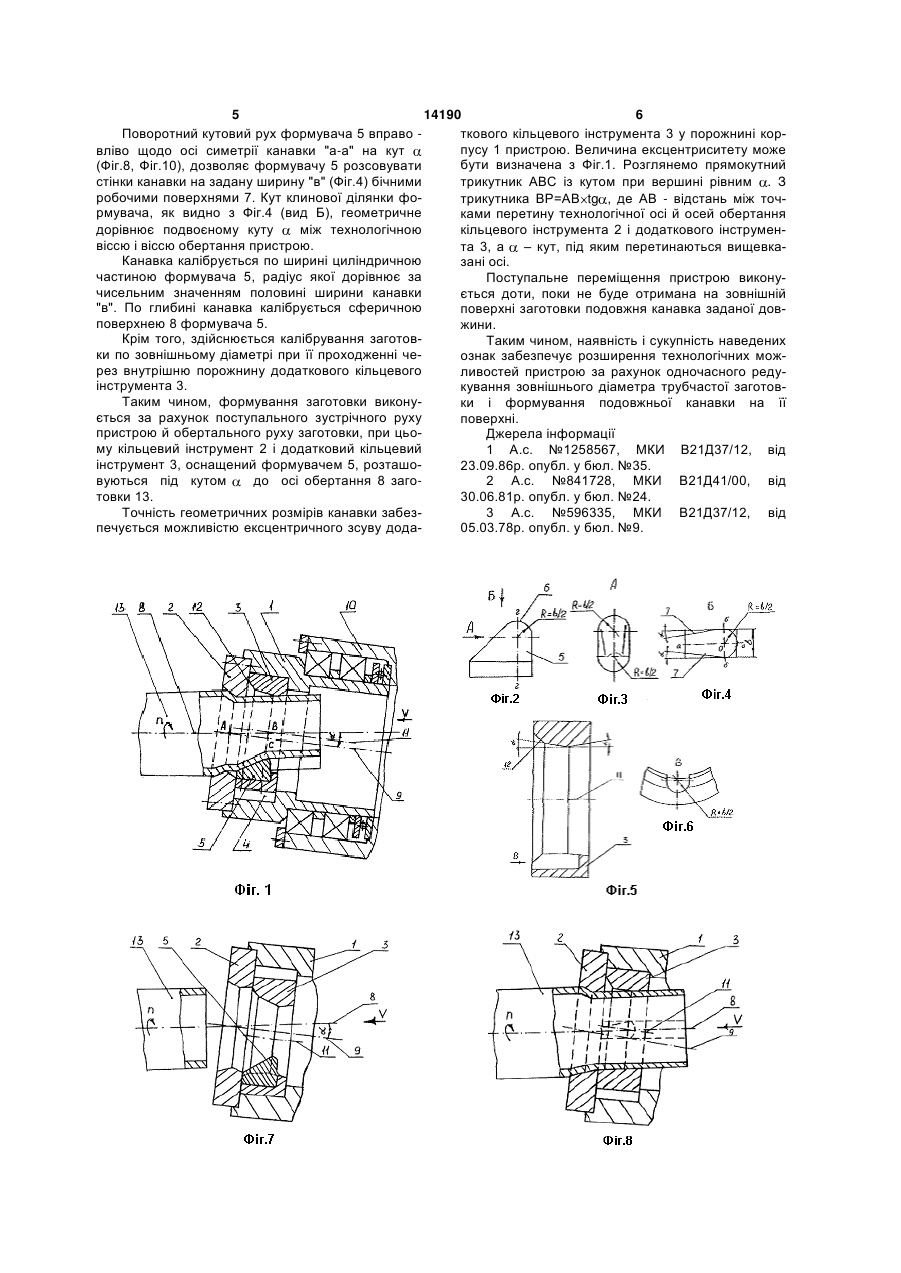
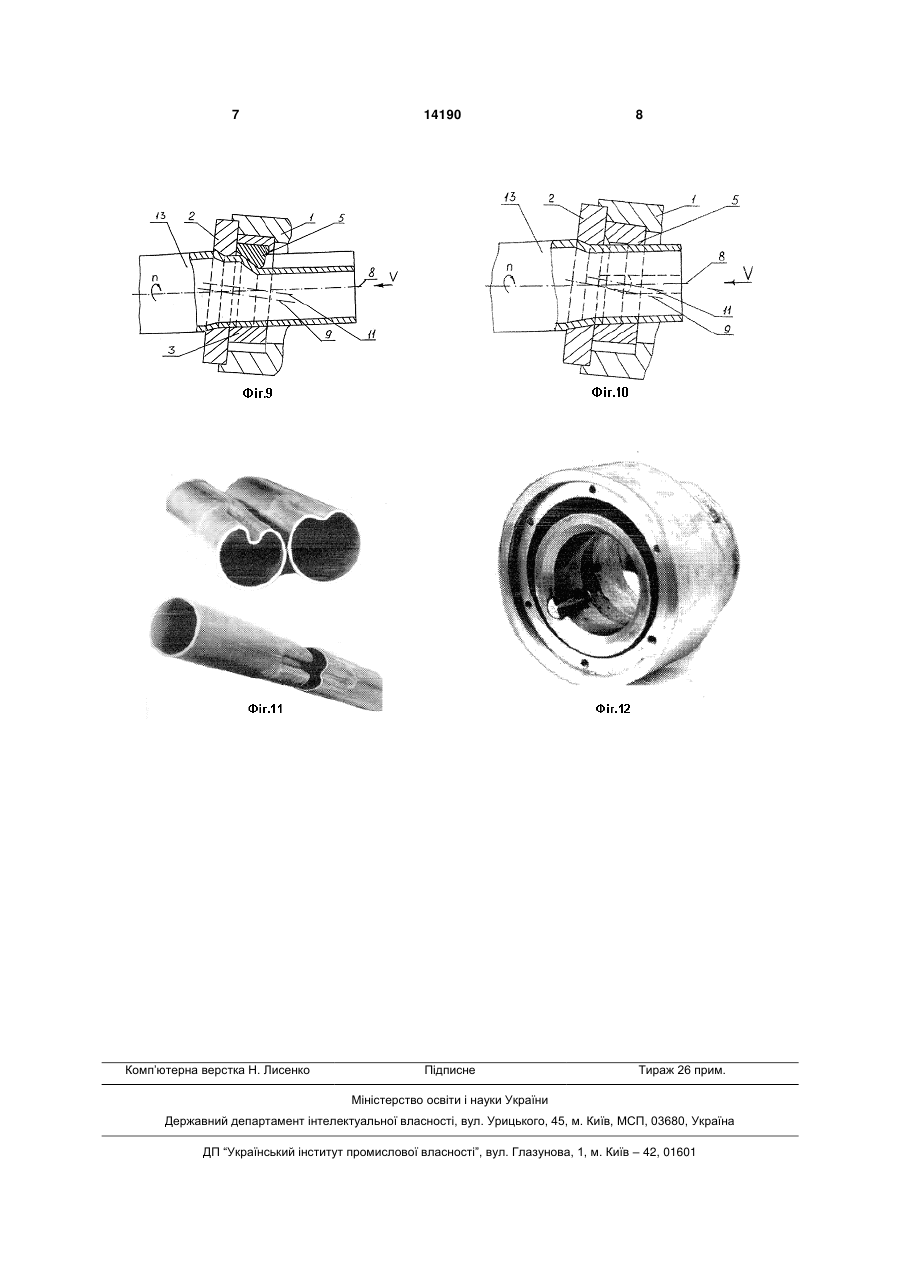
Пристрій для виготовлення виробів обкочуванням, що містить корпус і розміщений у ньому кільцевий інструмент, який відрізняється тим, що кільцевий інструмент жорстко закріплений на корпусі, встановленому з можливістю обертання в підшипниковому вузлі і виконаному з порожниною, 3 14190 4 ною поверхнею, і сферичною вершиною, клинова який установлено у підшипниковому вуз лі 10. У ділянка якої виконана з кутом при вершині, що кільцевому інструменті 2 заготовка редукується до дорівнює подвоєній величині вищевказаного кута. заданого діаметра. Інструмент 2 і заготовка 13 Запропонована конструкція дозволяє одержувзаємодіють шляхом кочення робочої поверхні вати на кінцевих ділянках трубчастих заготовок інструмента 2 по оброблюваній поверхні заготовскорочені ділянки з подовжніми канавками на зовки, що дозволяє при малих значеннях контактного нішній поверхні. тертя збільшити ступінь обтиснення за перехід. Суть запропонованої корисної моделі пояснюВісь обертання 9 кільцевого інструмента 2 перетиється кресленнями, на яких зображено: нається з технологічною віссю 8 обертання загоФіг.1 - загальний вид пристрою для виготовтовки 13 у точці "A" (Фіг.1). лення виробів обкочуванням у розрізі; При подальшому поступальному переміщенні Фіг.2-4 - формувач (позиція 5, Фіг.1); пристрою заготовка 13 входить у контакт з вхідною Фіг.5, 6 - додатковий кільцевий інструмент (поконусною частиною додаткового кільцевого інзиція 3, Фіг.1); струмента 3. що у вихідному положенні розташоФіг.7 - послідовність роботи пристрою. Вихідне вується в порожнині корпусу 1 таким чином, що положення; його вісь обертання 11 знаходиться нижче осі обеФіг.8 - послідовність роботи пристрою. Приртання 9 корпусу 1. Заготовка, ввійшовши в констрій із введеною в середину заготовкою повернетакт із західною конусною частиною 12 додатковоно на 90° від вихідного положення; го кільцевого інструмента 3, піднімає його в Фіг.9 - послідовність роботи пристрою. Припорожнині корпусу 1 у крайнє верхнє положення. стрій із введеною в середину заготовкою повернеПри цьому заготовка 13 входить у контакт із форно на 180° від вихідного положення; муючою поверхнею додаткового кільцевого інФіг.10 - послідовність роботи пристрою. Приструмента 3 по всій довжині окружності свого пострій із введеною в середину заготовкою повернеперечного переріза, тобто по периметру. но на 270° від вихідного положення; У цьому положенні додатковий кільцевий інФіг.11 - фото виготовлених на лабораторній струмент 3 приймає робоче положення, при якому установці виробів - кінцевих ділянок бурових вісь обертання 8 заготовки 13, вісь обертання 11 штанг; додаткового кільцевого інструмента 3 і вісь повоФіг.12 - фото експериментального пристрою роту "г-г" (Фіг.2) формувача 5 перетинаються в для виготовлення виробів обкочуванням, за допоодній точці, "B". При подальшому поступальному могою якого отримані вироби на Фіг.11. переміщенні пристрою в напрямку до заготовки Пристрій для виготовлення виробів обкочувиконується формування подовжньої канавки на ванням складається з корпусу 1, з жорстко закріпзовнішній поверхні заготовки з одночасним її каліленим на ньому кільцевим інструментом 2 і додатбруванням по діаметру, що обробляється. ковим кільцевим інструментом 3, установленим з Процес формування подовжньої канавки здійможливістю ексцентричного зсуву щодо технологіснюється в такий спосіб. Заготовка 13 входить чної осі в порожнині 4, утвореної корпусом 1 і кільусередину додаткового кільцевого інструмента 3, цевим інструментом 2. Додатковий кільцевий інпіднімає його з вихідного в робоче положення. струмент 3 оснащений формувачем 5, виконаним Формувач 5 вдавлюється в заготовку на задану у поперечному перерізі у вигляді прямокутної траглибину і ширину за допомогою хитального руху пеції зі сферичною вершиною 6 і клиновою ділянклинової ділянки, що він здобуває стосовно оброкою з кутом при вершині, утвореній сторонами 7, блюваної заготовки за рахунок того, що вісь обертання додаткового кільцевого інструмента розтарівним подвоєному кутові між технологічною шована під кутом Фіг.1) до технологічної осі. віссю 8 і віссю обертання 9 корпусу 1 пристрою. Одночасно введені позначення підшипниковий Вдавлення клинової ділянки 6 формувача 5 у зоввузол 10, вісь додаткового інструмента 11, західна нішню поверхню заготовки дозволяє формувати конусна частина додаткового кільцевого інструмеканавку на задану глибину. Подовжнє переміщеннта 12, заготовка 13. ня пристрою забезпечує формування канавки на Формувач 5 може бути виконаний за одне ціле задану довжину. з додатковим кільцевим інструментом 3. Корпус 1 Канавка формується як в середину, так і по пристрою для виготовлення виробів обкочуванням ширині. Додатковий кільцевий інструмент 3 (Фіг.5) установлений з можливістю вільного обертання в обертається разом із заготовкою. Але осі обертанпідшипниковому вузлі 10. ня заготовки 8 і додаткового кільцевого інструменПристрій працює таким чином. та розташовані під кутом а. Тому рух інструмента У вихідному положенні додатковий кільцевий щодо заготовки, яка обробляється, має вигляд інструмент 3 знаходиться в порожнині 4 корпуси 1 кругового конуса з вершиною в точці перетину "B" у крайньому нижньому положенні (Фіг.7). Обертатехнологічної осі обертання 8 заготовки 13 і осі 11 льний рух "n" від електродвигуна (на фігурах не додаткового кільцевого інструмента 3. При цьому позначений) передається заготовці 13, що затисформувач 5 виконує коливальні рухи щодо осі канута, наприклад, у кулачковому патроні токарного навки в двох взаємно перпендикулярних площиабо спеціалізованого верстата. Пристрою для винах. Коливальні рухи клинової ділянки формувача готовлення виробів обкочуванням надається посна кут в обидва боки від вихідного положення тупальне переміщення "V" у напрямку до заготовщодо осей "г-г" і "а-а" (Фіг.2, 4) формують подовжки 13. Заготовка 13 входить у пластичний контакт ню канавку на заготовки як в середину, так і по із кільцевим інструментом 2, що також має оберширині, що пояснюється особливостями техтальний рух навколо осі 9 разом з корпусом 1, нології. 5 14190 6 Поворотний кутовий рух формувача 5 вправо ткового кільцевого інструмента 3 у порожнині корпусу 1 пристрою. Величина ексцентриситету може вліво щодо осі симетрії канавки "a-a" на кут бути визначена з Фіг.1. Розглянемо прямокутний (Фіг.8, Фіг.10), дозволяє формувачу 5 розсовувати стінки канавки на задану ширину "в" (Фіг.4) бічними трикутник АВС із кутом при вершині рівним . З робочими поверхнями 7. Кут клинової ділянки фотрикутника ВР=АВ tg , де АВ - відстань між точрмувача, як видно з Фіг.4 (вид Б), геометричне ками перетину технологічної осі й осей обертання дорівнює подвоєному куту між технологічною кільцевого інструмента 2 і додаткового інструменвіссю і віссю обертання пристрою. та 3, а – кут, під яким перетинаються вищевкаКанавка калібрується по ширині циліндричною зані осі. частиною формувача 5, радіус якої дорівнює за Поступальне переміщення пристрою виконучисельним значенням половині ширини канавки ється доти, поки не буде отримана на зовнішній "в". По глибині канавка калібрується сферичною поверхні заготовки подовжня канавка заданої довповерхнею 8 формувача 5. жини. Крім того, здійснюється калібрування заготовТаким чином, наявність і сукупність наведених ки по зовнішньому діаметрі при її проходженні чеознак забезпечує розширення технологічних можрез внутрішню порожнину додаткового кільцевого ливостей пристрою за рахунок одночасного редуінструмента 3. кування зовнішнього діаметра трубчастої заготовТаким чином, формування заготовки виконуки і формування подовжньої канавки на її ється за рахунок поступального зустрічного руху поверхні. пристрою й обертального руху заготовки, при цьоДжерела інформації му кільцевий інструмент 2 і додатковий кільцевий 1 А.с. №1258567, МКИ В21Д37/12, від інструмент 3, оснащений формувачем 5, розташо23.09.86р. опубл. у бюл. №35. вуються під кутом до осі обертання 8 заго2 А.с. №841728, МКИ В21Д41/00, від товки 13. 30.06.81р. опубл. у бюл. №24. Точність геометричних розмірів канавки забез3 А.с. №596335, МКИ В21Д37/12, від печується можливістю ексцентричного зсуву дода05.03.78р. опубл. у бюл. №9. 7 Комп’ютерна верстка Н. Лисенко 14190 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacture of articles by rolling
Автори англійськоюPyts Yaroslav Yevhenovych, Oborniev Serhii Mykolaiovych, Obornieva Natalia Serhiivna
Назва патенту російськоюУстройство для изготовления изделий обкатыванием
Автори російськоюПыц Ярослав Евгеньевич, Оборнев Сергей Николаевич, Оборнева Наталья Сергеевна
МПК / Мітки
МПК: B21D 37/00
Мітки: виготовлення, обкочуванням, пристрій, виробів
Код посилання
<a href="https://ua.patents.su/4-14190-pristrijj-dlya-vigotovlennya-virobiv-obkochuvannyam.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення виробів обкочуванням</a>
Верстат для виготовлення заготовок з прокату обкочуванням
Номер патенту: 6985
Опубліковано: 15.06.2005
Автори: Маковецький Олександр Вікторович, Маковецький Володимир Вікторович, Чередніченко Віктор Іванович
МПК: B21D 51/00
Мітки: обкочуванням, виготовлення, прокату, заготовок, верстат
Формула / Реферат:
Верстат для виготовлення заготовок з прокату обкочуванням, що містить фундамент-станину, інструментальні блоки, а також пристрій локального індукційного нагріву, механізм переміщення та затиску заготовок, який відрізняється тим, що на станині розташовані допоміжні інструментальні блоки, один з яких має можливість поздовжнього і поперечного деформуючого руху, другий – поздовжнього з одночасним наскрізним переміщенням відносно один одного, а...
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням
Номер патенту: 43135
Опубліковано: 15.11.2001
Автори: Перезва Сергій Миколайович, Маковецький Олександр Вікторович
МПК: B21D 21/00
Мітки: ступінчастих, обкочуванням, виготовлення, заготовок, типу, валів, верстат
Формула / Реферат:
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням, який містить фундамент, два інструментальних вузли, а також пристрій локального нагріву, який відрізняється тим, що розширює технологічні можливості механообробного обладнання з одночасною обробкою двох поверхонь за рахунок оснащення верстата механізмом переміщення заготовок, механізмами затиску заготовки, розміщеними між інструментальними вузлами, які мають можливість...
Пристрій для виготовлення витих виробів із дроту
Номер патенту: 56677
Опубліковано: 15.05.2003
Автори: Чепа Валентин Васильович, Козін Володимир Вячеславович, Омесь Микола Михайлович, Шеремет Володимир Олександрович, Курочкін Олександр Федорович, Костюченко Михайло Іванович, Осокін Борис Федорович, Хиноцький Анатолій Климентійович
МПК: B21F 11/00, B21F 3/00
Мітки: дроту, пристрій, виробів, виготовлення, витих
Формула / Реферат:
Пристрій для виготовлення витих виробів із дроту, який містить нерухому основу, привідний обертовий барабан, притискні ролики, напрямляч подачі дроту, який відрізняється тим, що барабан установлений під основою з вертикальною віссю обертання, а формоутворювач виконаний з напрямляча та притискного ролика, причому напрямляч виконаний на обертовому барабані у вигляді кільцевої канавки трапецеїдальної форми, у яку входить дріт, що притискається...
Пристрій для виготовлення виробів із будівельних матеріалів
Номер патенту: 7876
Опубліковано: 15.07.2005
Автори: Власенко Анатолій Миколайович, Слободян Наталія Михайлівна, Пентюк Борис Миколайович, Назаренко Іван Іванович
МПК: B28B 21/02, B22C 15/00
Мітки: виробів, пристрій, матеріалів, виготовлення, будівельних
Формула / Реферат:
Пристрій для виготовлення виробів із будівельних матеріалів, що містить матрицю, верхній і нижній пуансони, еластичний елемент, встановлену на вібростолі монтажну плиту з напрямними стійками, який відрізняється тим, що еластичний елемент, в якому розміщені рухомі інерційні маси, встановлено на верхньому пуансоні.
Пристрій для виготовлення витих виробів із дроту
Номер патенту: 56678
Опубліковано: 15.05.2003
Автори: Чепа Валентин Васильович, Хиноцький Анатолій Климентійович, Костюченко Михайло Іванович, Курочкін Олександр Федорович, Козін Володимир Вячеславович, Осокін Борис Федорович, Шеремет Володимир Олександрович, Омесь Микола Михайлович
МПК: B21F 1/00
Мітки: виробів, виготовлення, дроту, пристрій, витих
Формула / Реферат:
Пристрій для виготовлення витих виробів з дроту, що складається з основи, обертової оправки, притискного ролика й засобу для спрямування дроту, який відрізняється тим, що оправка містить ножі, радіальнo встановлені нижче зони формоутворення, а основа, на якій знаходиться оправка з приводом, оснащена роликом порізу, що вільно обертається на осі, і подається у зону обертання різальної крайки ножів до стикання з нею циліндричною поверхнею...
Попередній патент: Штам дріжджів phaffia rhodozyma ibm y-5021 – продуцент каротиноїдів
Наступний патент: Спосіб одержання штучно виготовленої питної води “ніколінська”
Випадковий патент: Спосіб стимуляції приживлюваності ембріонів у самок сільськогосподарських тварин