Верстат для виготовлення заготовок з прокату обкочуванням
Номер патенту: 6985
Опубліковано: 15.06.2005
Автори: Маковецький Олександр Вікторович, Чередніченко Віктор Іванович, Маковецький Володимир Вікторович
Формула / Реферат
Верстат для виготовлення заготовок з прокату обкочуванням, що містить фундамент-станину, інструментальні блоки, а також пристрій локального індукційного нагріву, механізм переміщення та затиску заготовок, який відрізняється тим, що на станині розташовані допоміжні інструментальні блоки, один з яких має можливість поздовжнього і поперечного деформуючого руху, другий – поздовжнього з одночасним наскрізним переміщенням відносно один одного, а третій блок має можливість осьового деформуючого руху відносно станини та допоміжного сферорухомого переміщення відносно горизонтальної осі встановленого на ньому в осьовому напрямі інструмента.
Текст
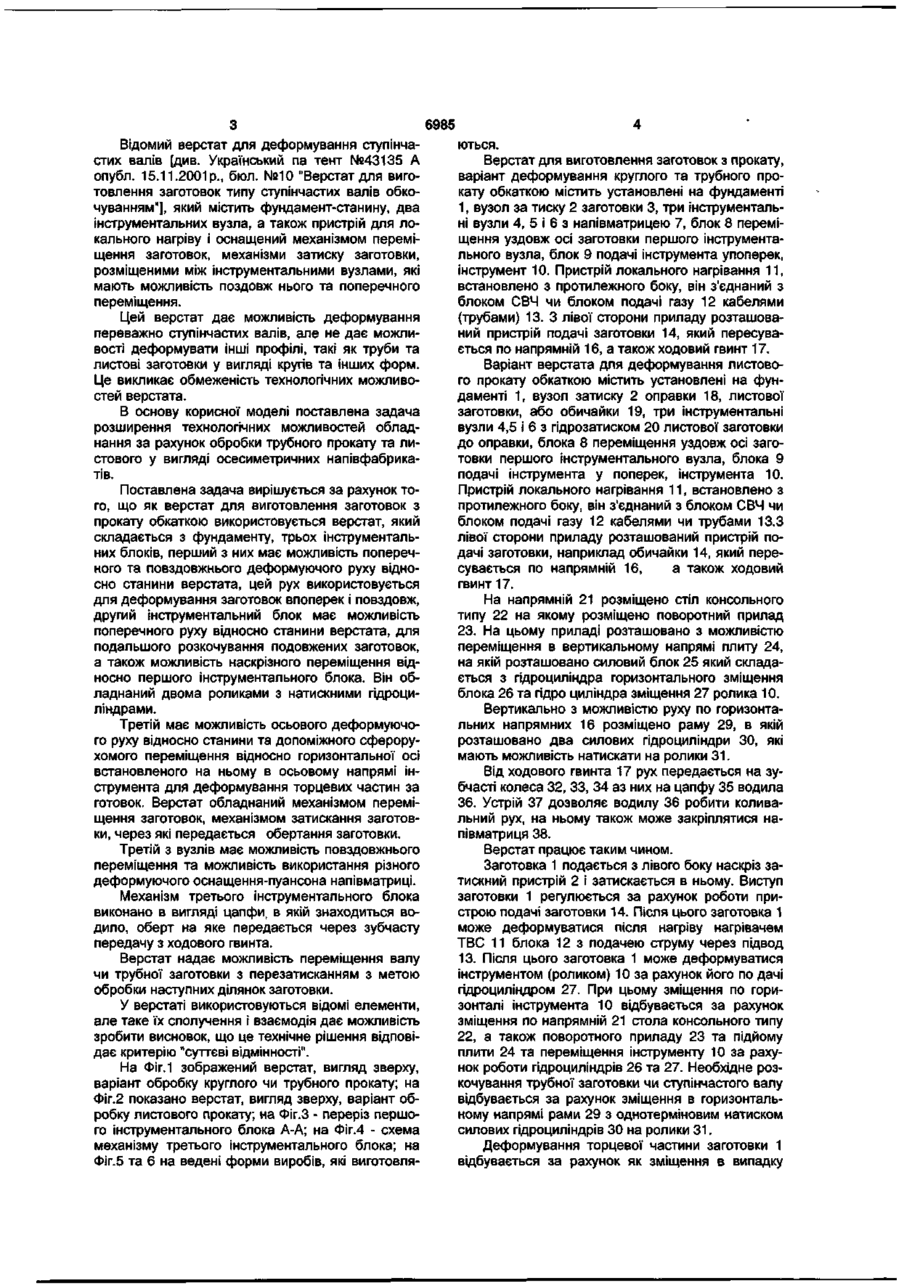
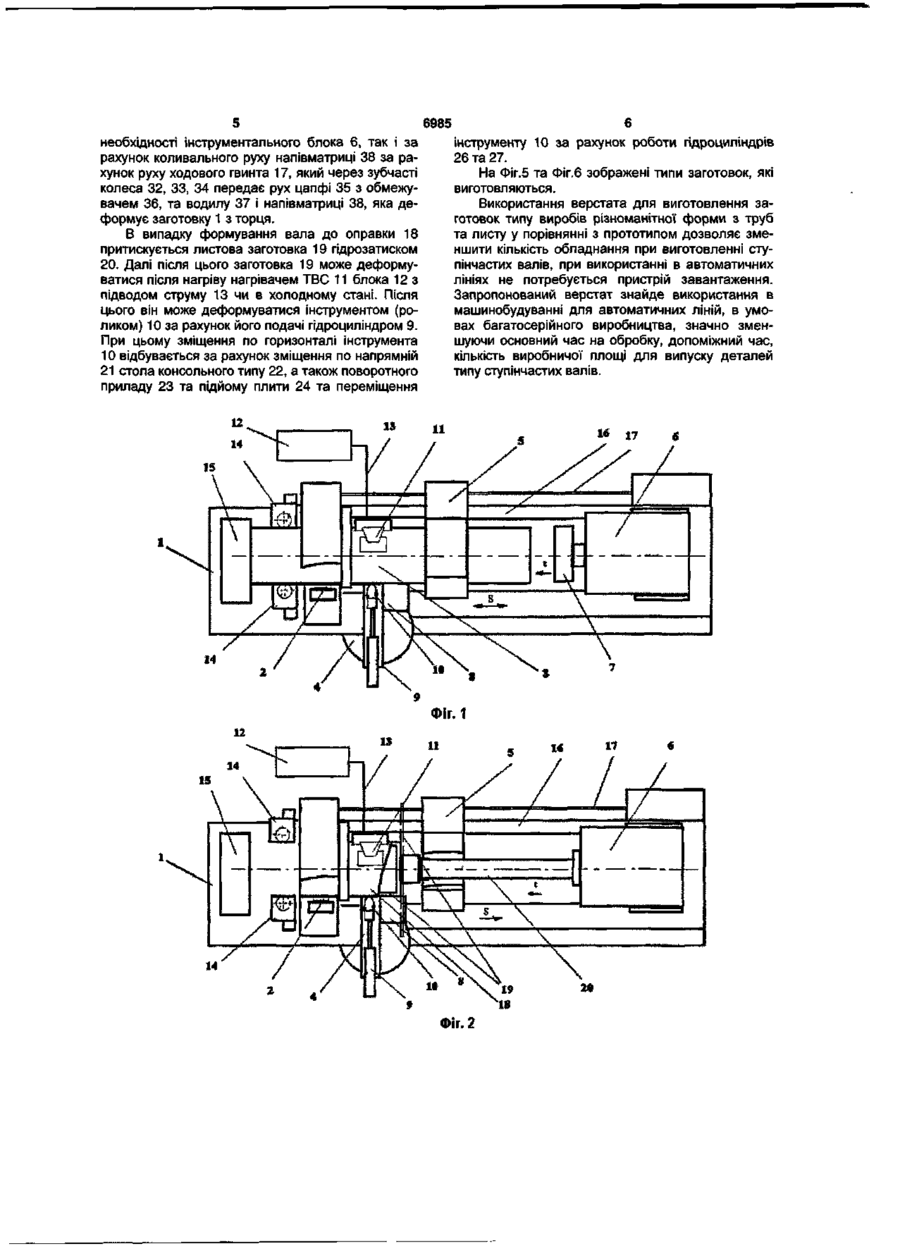
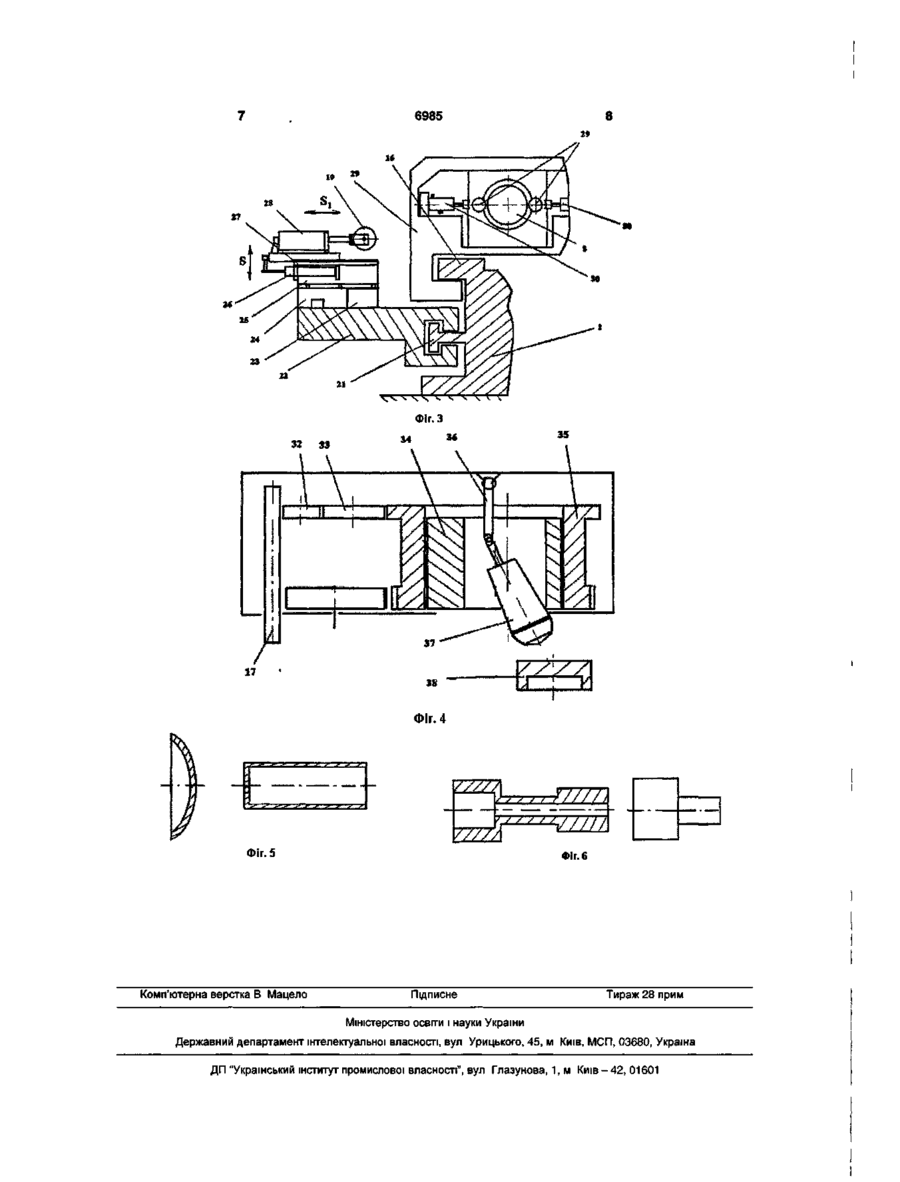
Верстат для виготовлення заготовок з прокату обкочуванням, що містить фундамент-станину, Корисна модель, відноситься до галузі обробки металів тиском і має бути використана для виготовлення суцільних та порожніх заготовок, ступінчастих валів із круглого прокату або труб Відомий стан для виготовлення ступінчастих валів або асиметричних заготівок методом поперечно-клинової прокатки [Я М Охрименко «Кузнечно-штамповочное производство» М, «Высшая школа», 1975, 209с] Стан складається з двох циліндричних робочих валів, які обертаються у протилежних напрямках, з розташованим уздовж твірної цих валів інструментом клиноподібного профілю, робочої КЛІТІ та пристрою для індукційного нагрівання Але технологічні можливості стану обмежені як по діаметру заготовки, так і по їх довжині Відомий пристрій для гофрування труби [Великобританія, 1977р, пріоритет ФРН Р1939404026, заявлено 02 08 69р , МКВ В21Д 15/04], де гофрування труби робиться роликом, на якому змонтовано інструмент Ролик має можливість повороту навколо осі труби Недоліком є обмежені технологічні можливості, які полягають ось в чому - можливе деформування лише западин на трубі, інструментальні блоки, а також пристрій локального індукційного нагріву, механізм переміщення та затиску заготовок, який відрізняється тим, що на станині розташовані ДОПОМІЖНІ інструментальні блоки, один з яких має можливість поздовжнього і поперечного деформуючого руху, другий - поздовжнього з одночасним наскрізним переміщенням відносно один одного, а третій блок має можливість осьового деформуючого руху відносно станини та допоміжного сферорухомого переміщення відносно горизонтальної осі встановленого на ньому в осьовому напрямі інструмента - неможливе формування уступів, - неможливо використовувати труби великого діаметра В/домий верстат для пластичного вивертання стінки труби з метою виготовлення заготівок корпусу ролика безукладної конструкції для стрічкового конвеєра [Проспект НИИПТмаш г Краматорск "Установка для производства корпусов роликов ленточних конвейеров"] Верстат складається з фундаменту, на якому дзеркально розміщені дві деформуючі головки з інструментами для сферорухомої обкатки, прилади для індукційного нагрівання Заготовка установлюється на призми Синхронне переміщення головок здійснюється за допомогою електромеханічного або електрогідравлічного приводу Головний та допоміжний рух у процесі обробки створюють обробляючими головками Недоліком наведеного верстата є те, що він не може деформувати ділянки, що лежать на віддаленні від торців більшому, ніж 1,5-1,7 діаметра заготовки Отже при використанні цього верстата не можна одержати довгі ступінчасті заготовки з великою КІЛЬКІСТЮ ступенів 3 цього виходить, що технологічні можливості наведеного верстата також обмежені ео ю 00 О) CD О) 6985 Відомий верстат для деформування ступінчастих валів [див. Український па тент №43135 А опубл. 15.11.2001р., бюл. №10 "Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням"], який містить фундамент-станину, два інструментальних вузла, а також пристрій для локального нагріву і оснащений механізмом переміщення заготовок, механізми затиску заготовки, розміщеними між інструментальними вузлами, які мають можливість поздовж нього та поперечного переміщення. Цей верстат дає можливість деформування переважно ступінчастих валів, але не дає можливості деформувати інші профілі, такі як труби та листові заготовки у вигляді кругів та інших форм. Це викликає обмеженість технологічних можливостей верстата. В основу корисної моделі поставлена задача розширення технологічних можливостей обладнання за рахунок обробки трубного прокату та листового у вигляді осесиметричних напівфабрикатів. Поставлена задача вирішується за рахунок того, що як верстат для виготовлення заготовок з прокату обкаткою використовується верстат, який складається з фундаменту, трьох інструментальних блоків, перший з них має можливість поперечного та повздовжнього деформуючого руху відносно станини верстата, цей рух використовується для деформування заготовок впоперек і повздовж, другий інструментальний блок має можливість поперечного руху відносно станини верстата, для подальшого розкочування подовжених заготовок, а також можливість наскрізного переміщення відносно першого інструментального блока. Він обладнаний двома роликами з натискними гідроциліндрами. Третій має можливість осьового деформуючого руху відносно станини та допоміжного сферорухомого переміщення відносно горизонтальної осі встановленого на ньому в осьовому напрямі інструмента для деформування торцевих частин за готовок. Верстат обладнаний механізмом переміщення заготовок, механізмом затискання заготовки, через які передається обертання заготовки. Третій з вузлів має можливість повздовжнього переміщення та можливість використання різного деформуючого оснащення-пуансона напівматриці. Механізм третього інструментального блока виконано в вигляді цапфи, в якій знаходиться водило, оберт на яке передається через зубчасту передачу з ходового гвинта. Верстат надає можливість переміщення валу чи трубної заготовки з перезатисканням з метою обробки наступних ділянок заготовки. У верстаті використовуються відомі елементи, але таке їх сполучення і взаємодія дає можливість зробити висновок, що це технічне рішення відповідає критерію "суттєві відмінності". На Фіг. 1 зображений верстат, вигляд зверху, варіант обробку круглого чи трубного прокату; на Фіг.2 показано верстат, вигляд зверху, варіант обробку листового прокату; на Фіг.З - переріз першого інструментального блока А-А; на Фіг.4 - схема механізму третього інструментального блока; на Фіг.5 та 6 на ведені форми виробів, які виготовля ються. Верстат для виготовлення заготовок з прокату, варіант деформування круглого та трубного прокату обкаткою містить установлені на фундаменті 1, вузол за тиску 2 заготовки 3, три інструментальні вузли 4, 5 і 6 з напівматрицею 7, блок 8 переміщення уздовж осі заготовки першого інструментального вузла, блок 9 подачі інструмента упоперек, інструмент 10. Пристрій локального нагрівання 11, встановлено з протилежного боку, він з'єднаний з блоком СВЧ чи блоком подачі газу 12 кабелями (трубами) 13. З лівої сторони приладу розташований пристрій подачі заготовки 14, який пересувається по напрямній 16, а також ходовий гвинт 17. Варіант верстата для деформування листового прокату обкаткою містить установлені на фундаменті 1, вузол затиску 2 оправки 18, листової заготовки, або обичайки 19, три інструментальні вузли 4,5 і 6 з гідрозатиском 20 листової заготовки до оправки, блока 8 переміщення уздовж осі заготовки першого інструментального вузла, блока 9 подачі інструмента у поперек, інструмента 10. Пристрій локального нагрівання 11, встановлено з протилежного боку, він з'єднаний з блоком СВЧ чи блоком подачі газу 12 кабелями чи трубами 13.3 лівої сторони приладу розташований пристрій подачі заготовки, наприклад обичайки 14, який пересувається по напрямній 16, а також ходовий гвинт 17. На напрямній 21 розміщено стіл консольного типу 22 на якому розміщено поворотний прилад 23. На цьому приладі розташовано з можливістю переміщення в вертикальному напрямі плиту 24, на якій розташовано силовий блок 25 який складається з гідроциліндра горизонтального зміщення блока 26 та гідро циліндра зміщення 27 ролика 10. Вертикально з можливістю руху по горизонтальних напрямних 16 розміщено раму 29, в якій розташовано два силових гідроциліндри ЗО, які мають можливість натискати на ролики 31. Від ходового гвинта 17 рух передається на зубчасті колеса 32, 33, 34 аз них на цапфу 35 водила 36. Устрій 37 дозволяє водилу 36 робити коливальний рух, на ньому також може закріплятися напівматриця 38. Верстат працює таким чином. Заготовка 1 подається з лівого боку наскріз затискний пристрій 2 і затискається в ньому. Виступ заготовки 1 регулюється за рахунок роботи пристрою подачі заготовки 14. Після цього заготовка 1 може деформуватися після нагріву нагрівачем ТВС 11 блока 12 з подачею струму через підвод 13. Після цього заготовка 1 може деформуватися інструментом (роликом) 10 за рахунок його по дачі гідроциліндром 27. При цьому зміщення по горизонталі інструмента 10 відбувається за рахунок зміщення по напрямній 21 стола консольного типу 22, а також поворотного приладу 23 та підйому плити 24 та переміщення інструменту 10 за рахунок роботи гідроциліндрів 26 та 27. Необхідне розкочування трубної заготовки чи ступінчастого валу відбувається за рахунок зміщення в горизонтальному напрямі рами 29 з однотерміновим натиском силових гідроциліндрів ЗО на ролики 31. Деформування торцевої частини заготовки 1 відбувається за рахунок як зміщення в випадку 6985 необхідності інструментального блока 6, так і за рахунок коливального руху напівматриці 38 за рахунок руху ходового гвинта 17, який через зубчасті колеса 32, 33, 34 передає рух цапфі 35 з обмежувачем 36, та водилу 37 і напівматриці 38, яка деформує заготовку 1 з торця. В випадку формування вала до оправки 18 притискується листова заготовка 19 гідрозатиском 20. Далі після цьогозаготовка 19 може деформуватися після нагріву нагрівачем ТВС 11 блока 12 з підводом струму 13 чи в холодному стані. Після цього він може деформуватися інструментом (роликом) 10 за рахунок його подачі гідроциліндром 9. При цьому зміщення по горизонталі інструмента 10 відбувається за рахунок зміщення по напрямній 21 стола консольного типу 22, а також поворотного приладу 23 та підйому плити 24 та переміщення інструменту 10 за рахунок роботи гідроциліндрів 26 та 27. На Фіг.5 та Фіг.6 зображені типи заготовок, які виготовляються. Використання верстата для виготовлення заготовок типу виробів різноманітної форми з труб та листу у порівнянні з прототипом дозволяє зменшити кількість обладнання при виготовленні ступінчастих валів, при використанні в автоматичних лініях не потребується пристрій завантаження. Запропонований верстат знайде використання в машинобудуванні для автоматичних ліній, в умовах багатосерійного виробництва, значно зменшуючи основний час на обробку, допоміжний час, кількість виробничої площі для випуску деталей типу ступінчастих валів. П 14 ФІГ. 1 13 К / II //Л/ U Фіг. 2 € 6985 Ї7 38 Фіг. 4 • Z ZZZZ7 Фіг. 5 Комп'ютерна верстка В Мацело Фіг. 6 Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for manufacture of rolled billets by rolling
Автори англійськоюMakovetskyi Oleksandr Viktorovych
Назва патенту російськоюСтанок для изготовления заготовок из проката обкаткой
Автори російськоюМаковецкий Александр Викторович
МПК / Мітки
МПК: B21D 51/00
Мітки: виготовлення, верстат, заготовок, прокату, обкочуванням
Код посилання
<a href="https://ua.patents.su/4-6985-verstat-dlya-vigotovlennya-zagotovok-z-prokatu-obkochuvannyam.html" target="_blank" rel="follow" title="База патентів України">Верстат для виготовлення заготовок з прокату обкочуванням</a>
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням
Номер патенту: 43135
Опубліковано: 15.11.2001
Автори: Маковецький Олександр Вікторович, Перезва Сергій Миколайович
МПК: B21D 21/00
Мітки: валів, заготовок, обкочуванням, виготовлення, ступінчастих, верстат, типу
Формула / Реферат:
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням, який містить фундамент, два інструментальних вузли, а також пристрій локального нагріву, який відрізняється тим, що розширює технологічні можливості механообробного обладнання з одночасною обробкою двох поверхонь за рахунок оснащення верстата механізмом переміщення заготовок, механізмами затиску заготовки, розміщеними між інструментальними вузлами, які мають можливість...
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 6426
Опубліковано: 16.05.2005
Автори: Гевко Іван Богданович, Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: прокату, виготовлення, заготовок, спосіб, гвинтових, листового
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок з наступним розтягуванням на крок до утворення витків, який відрізняється тим, що заготовку вирізають у вигляді розгортки - багатовиткової стрічкової спіралі, причому кінець малого діаметра розкручують до розмірів необхідної гвинтової заготовки, а кінець великого діаметра скручують до необхідного розміру з...
Спосіб виготовлення навитих заготовок і верстат для його здійснення
Номер патенту: 52284
Опубліковано: 16.12.2002
Автори: Гевко Іван Богданович, Пилипець Михайло Ількович, Гудь Віктор Зіновійович, Шевчук Ігор Михайлович
МПК: B21D 11/06
Мітки: виготовлення, здійснення, навитих, верстат, заготовок, спосіб
Формула / Реферат:
1. Спосіб виготовлення навитих заготовок, який полягає в навиванні стрічки на ребро із закріпленим кінцем на оправку шляхом дії радіальної сили, направленої перпендикулярно до осі оправки, сили осьового підтискання і руху обертання оправки, який відрізняється тим, що одержання профільних навитих заготовок здійснюють за допомогою зусилля формоутворення, що направлене під кутом
Верстат для виготовлення решіток ящиків з гофрованого картону
Номер патенту: 2183
Опубліковано: 15.12.2003
Автори: Терещук Іван Васильович, Коваль Володимир Костянтинович, Чернявський Володимир Іванович, Ікол Юрій Олексійович, Гайдук Тетяна Іванівна
МПК: B31B 1/00
Мітки: верстат, гофрованого, ящиків, решіток, виготовлення, картону
Формула / Реферат:
Верстат для виготовлення решіток ящиків з гофрованого картону, який містить змонтовані на станині привідний механізм подачі заготовок із регульованим відносно кареток захватом, верхній та нижній вали із просічними ножами, що обертаються назустріч один одному, вертикальні обмежувачі для базування переднього торця заготовки, напрямні та рухому стінку для обмеження заготовок по ширині та задньому торцю, пристрій для регулювання довжини прорізів,...
Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Номер патенту: 51099
Опубліковано: 15.11.2002
Автори: Гупка Богдан Васильович, Васильків Василь Васильович, Пилипець Михайло Ількович, Гевко Ігор Богданович, Лясота Оксана Михайлівна
МПК: B21D 11/06
Мітки: реалізації, спосіб, профільних, верстат, гвинтових, формоутворення, заготовок
Формула / Реферат:
1. Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск...
Попередній патент: Гідравлічний телескопічний амортизатор транспортного засобу
Наступний патент: Маргарин
Випадковий патент: Світлова панель