Флюсова підкладка для одностороннього зварювання
Формула / Реферат
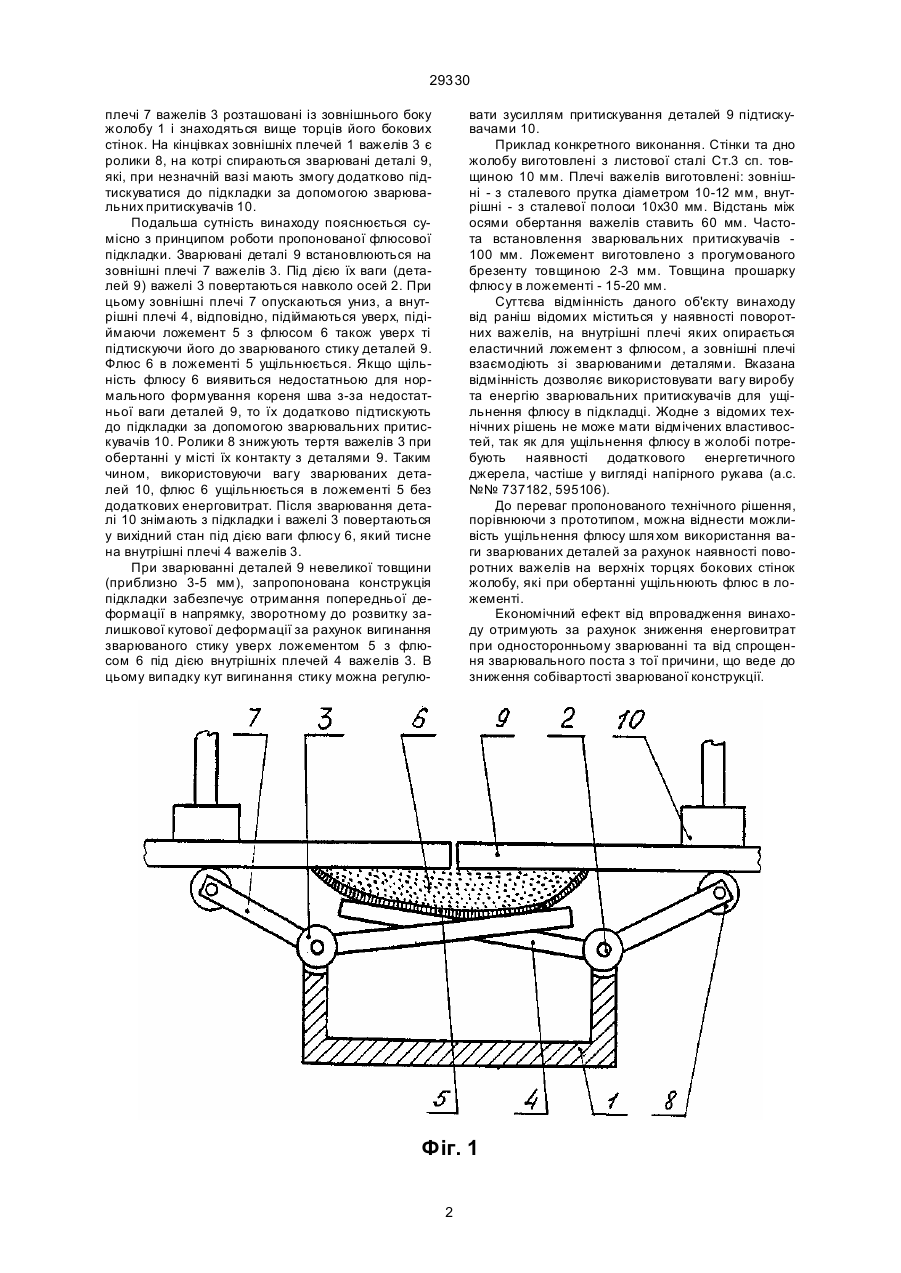
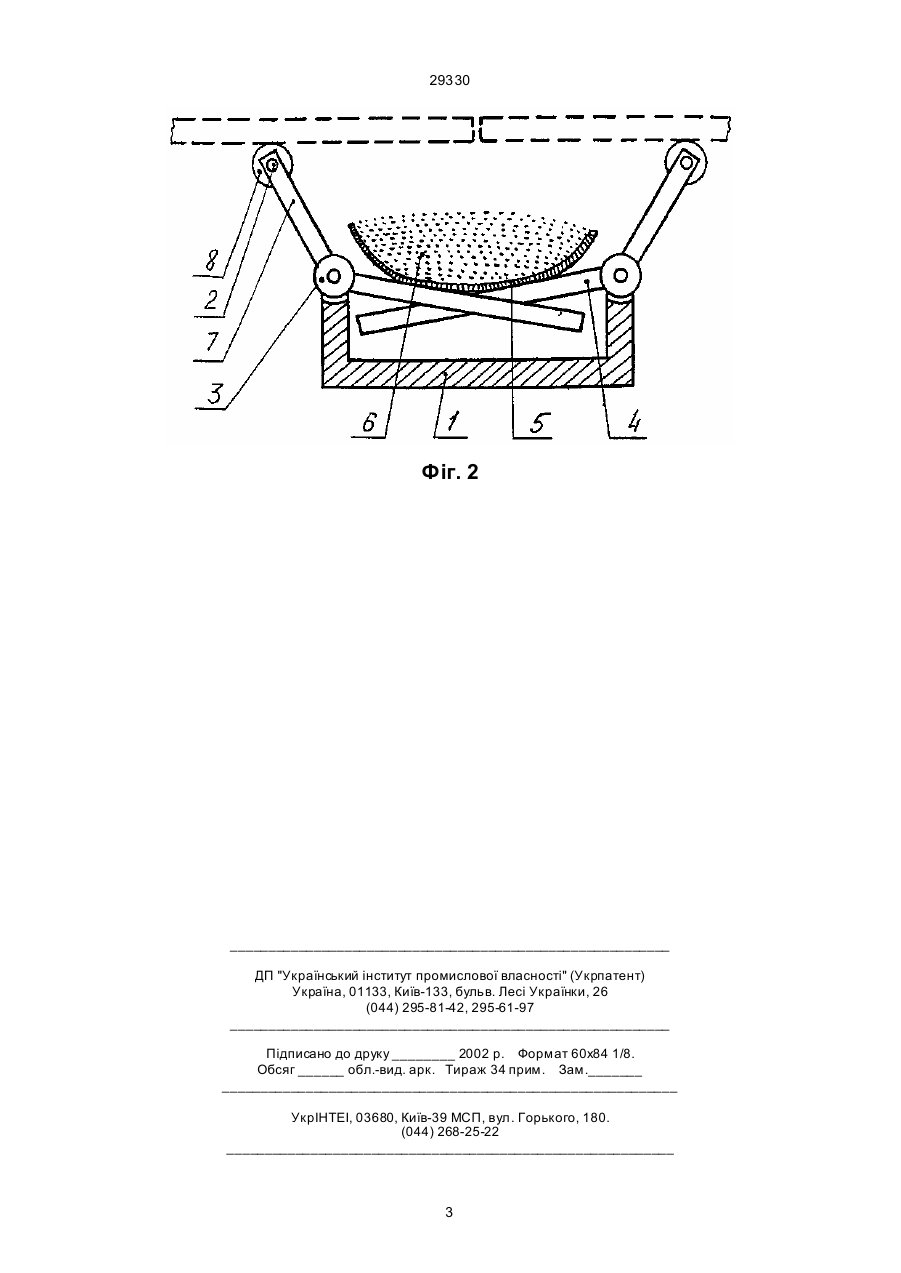
Флюсова підкладка для одностороннього зварювання, яка містить жолоб для флюсу, розміщеного в еластичному ложементі, яка відрізняється тим, що включає механізм ущільнення флюсу, виконаний у вигляді двуплечих важелів, встановлених на осях на бокових стінках жолобу, при цьому внутрішні плечі важелів розташовані усередині жолобу під ложементом, а зовнішні плечі важелів - із зовнішнього боку жолобу вище торців його бокових стінок та на кінцівках мають ролики.
Текст
Флюсова підкладка для одностороннього зварювання, яка містить жолоб для флюсу, розміще 29330 плечі 7 важелів 3 розташовані із зовнішнього боку жолобу 1 і знаходяться вище торців його бокових стінок. На кінцівках зовнішніх плечей 1 важелів 3 є ролики 8, на котрі спираються зварювані деталі 9, які, при незначній вазі мають змогу додатково підтискуватися до підкладки за допомогою зварювальних притискувачів 10. Подальша сутність винаходу пояснюється сумісно з принципом роботи пропонованої флюсової підкладки. Зварювані деталі 9 встановлюються на зовнішні плечі 7 важелів 3. Під дією їх ваги (деталей 9) важелі 3 повертаються навколо осей 2. При цьому зовнішні плечі 7 опускаються униз, а внутрішні плечі 4, відповідно, підіймаються уверх, підіймаючи ложемент 5 з флюсом 6 також уверх ті підтискуючи його до зварюваного стику деталей 9. Флюс 6 в ложементі 5 ущільнюється. Якщо щільність флюсу 6 виявиться недостатньою для нормального формування кореня шва з-за недостатньої ваги деталей 9, то їх додатково підтискують до підкладки за допомогою зварювальних притискувачів 10. Ролики 8 знижують тертя важелів 3 при обертанні у місті їх контакту з деталями 9. Таким чином, використовуючи вагу зварюваних деталей 10, флюс 6 ущільнюється в ложементі 5 без додаткових енерговитрат. Після зварювання деталі 10 знімають з підкладки і важелі 3 повертаються у вихідний стан під дією ваги флюсу 6, який тисне на внутрішні плечі 4 важелів 3. При зварюванні деталей 9 невеликої товщини (приблизно 3-5 мм), запропонована конструкція підкладки забезпечує отримання попередньої деформації в напрямку, зворотному до розвитку залишкової кутової деформації за рахунок вигинання зварюваного стику уверх ложементом 5 з флюсом 6 під дією внутрішніх плечей 4 важелів 3. В цьому випадку кут вигинання стику можна регулю вати зусиллям притискування деталей 9 підтискувачами 10. Приклад конкретного виконання. Стінки та дно жолобу виготовлені з листової сталі Ст.3 сп. товщиною 10 мм. Плечі важелів виготовлені: зовнішні - з сталевого прутка діаметром 10-12 мм, внутрішні - з сталевої полоси 10x30 мм. Відстань між осями обертання важелів ставить 60 мм. Частота встановлення зварювальних притискувачів 100 мм. Ложемент виготовлено з прогумованого брезенту товщиною 2-3 мм. Товщина прошарку флюсу в ложементі - 15-20 мм. Суттєва відмінність даного об'єкту винаходу від раніш відомих міститься у наявності поворотних важелів, на внутрішні плечі яких опирається еластичний ложемент з флюсом, а зовнішні плечі взаємодіють зі зварюваними деталями. Вказана відмінність дозволяє використовувати вагу виробу та енергію зварювальних притискувачів для ущільнення флюсу в підкладці. Жодне з відомих технічних рішень не може мати відмічених властивостей, так як для ущільнення флюсу в жолобі потребують наявності додаткового енергетичного джерела, частіше у вигляді напірного рукава (а.с. №№ 737182, 595106). До переваг пропонованого технічного рішення, порівнюючи з прототипом, можна віднести можливість ущільнення флюсу шля хом використання ваги зварюваних деталей за рахунок наявності поворотних важелів на верхніх торцях бокових стінок жолобу, які при обертанні ущільнюють флюс в ложементі. Економічний ефект від впровадження винаходу отримують за рахунок зниження енерговитрат при односторонньому зварюванні та від спрощення зварювального поста з тої причини, що веде до зниження собівартості зварюваної конструкції. Фіг. 1 2 29330 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюFlux backing for series welding
Автори англійськоюKaliuzhnyi Valerii Vilinovych
Назва патенту російськоюФлюсовая подкладка для односторонней сварки
Автори російськоюКалюжный Валерий Вилинович
МПК / Мітки
МПК: B23K 37/06
Мітки: підкладка, одностороннього, флюсова, зварювання
Код посилання
<a href="https://ua.patents.su/3-29330-flyusova-pidkladka-dlya-odnostoronnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Флюсова підкладка для одностороннього зварювання</a>
Спосіб одностороннього зварювання труб
Номер патенту: 13829
Опубліковано: 25.04.1997
Автори: Бойко Володимир Семенович, Щетиніна Віра Іванівна, Голі-Оглу Володимир Семенович
МПК: B23K 9/18
Мітки: труб, зварювання, одностороннього, спосіб
Формула / Реферат:
Способ односторонней сварки труб с токоподводом к изделию в двух точках и регулированием тока, протекающего в направлении сварки, отличающийся тем, что внутри трубы в непосредственном контакте соосно стыку устанавливают ферромагнитную трубу с вырезанным под углом 90° сегментом, диаметр которого выбирают в зависимости от диаметра свариваемой трубы согласно выражению:D = (0,24-0,35)Dт,где Dт - диаметр свариваемой трубы.
Пристрій для одностороннього автоматичного зварювання під флюсом
Номер патенту: 18421
Опубліковано: 25.12.1997
Автор: Левчук Віктор Кирилович
МПК: B23K 9/18, B23K 37/06
Мітки: зварювання, одностороннього, флюсом, автоматичного, пристрій
Формула / Реферат:
Устройство для односторонней автоматической сварки под флюсом, содержащее ползун с головкой и хвостовой частью, выполненный в виде бруса с прямоугольной канавкой на его опорной поверхности, сменную гибкую прокладку, выполненную в виде ленты из термостойкого материала, например, стеклоткани, уложенной в прямоугольную канавку ползуна заподлицо с его опорной поверхностью, а также механизм фиксации и подачи ленты, выполненной в виде двух...
Формуючий пристрій для одностороннього зварювання з примусовим формуванням кільцевих швів
Номер патенту: 19239
Опубліковано: 25.12.1997
Автори: Смірнова Наталія Олександрівна, Хрубілов Володимир Олексійович, Левчук Віктор Кирилович, Доронін Юрій Вікторович
МПК: B23K 37/06
Мітки: примусовим, швів, кільцевих, формуванням, формуючий, зварювання, одностороннього, пристрій
Формула / Реферат:
1. Формирующее устройство для односторонней сварки с принудительным формированием кольцевых швов, содержащее разжимное кольцо, состоящее из нескольких элементов секторной формы с формирующей канавкой, связанных между собой пружинами, установленное с возможностью перемещения на полом штоке, отличающееся тем, что оно снабжено сменной эластичной формирующей подкладкой с шириной и толщиной, равными соответственно ширине и глубине канавки в...
Рейкова підкладка

Номер патенту: 21030
Опубліковано: 07.10.1997
Автор: Жукровський Петро Михайлович
МПК: E01B 9/40
Формула / Реферат:
Рейкова підкладка, яка має пластину з отворами для монтування скріплювачів і реборди для фіксування підошви рейки, а на нижній її поверхні виконані зуби, які утворюють між собою скоби, між якими пластина виготовлена рівною, що відрізняється тим, що зуби розташовані окремими рядами паралельно ребордам рейкової основи.
Мідна підкладка
Номер патенту: 23757
Опубліковано: 16.06.1998
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Формула / Реферат:
Медная подкладка, выполненная в виде бруса прямоугольного сечения с продольным каналом для прохода охлаждающей среды, отличающаяся тем, что брус выполнен в виде стального пустотелого короба закрытого сверху пакетом медных мембран, образующих формирующую поверхность подкладки.
Попередній патент: Спосіб фізико-хімічної діагностики тубулоінтерстиційного компоненту
Наступний патент: Перетворювач температури
Випадковий патент: Боковина з пристосуваннями для закріплення поверхневих накладок