Спосіб алмазного виглажування пера лопаток
Номер патенту: 15687
Опубліковано: 30.06.1997
Автори: Казарський Володимир Георгійович, Мігунов Сергій Віталійович, Лук'янов Валентин Семенович, Гліксон Ігор Леонідович, Аніщенков Віталій Михайлович

Формула / Реферат
(57)Способ алмазного выглаживания пера лопаток газотурбинных двигателей, согласно которому обрабатываемой лопатке сообщают продольные перемещения, в конце каждого из которых ее дискретно смещают на шаг продольной строчки, отличающийся тем, что лопатку устанавливают с возможностью самоустановки вокруг двух взаимно перпендикулярных осей между оппозитно расположенными алмазными выглаживателями, один из которых крепят жестко, а вторым ее упруго поджимают к нему, причем одну из упомянутых осей поворота лопатки в процессе ее самоустановки совмещают с продольной осью лопатки, а перпендикулярную к ней ось располагают перпендикулярно к линии, соединяющей выглаживатели, на расстоянии от нее, превышающем длину лопатки.
Текст
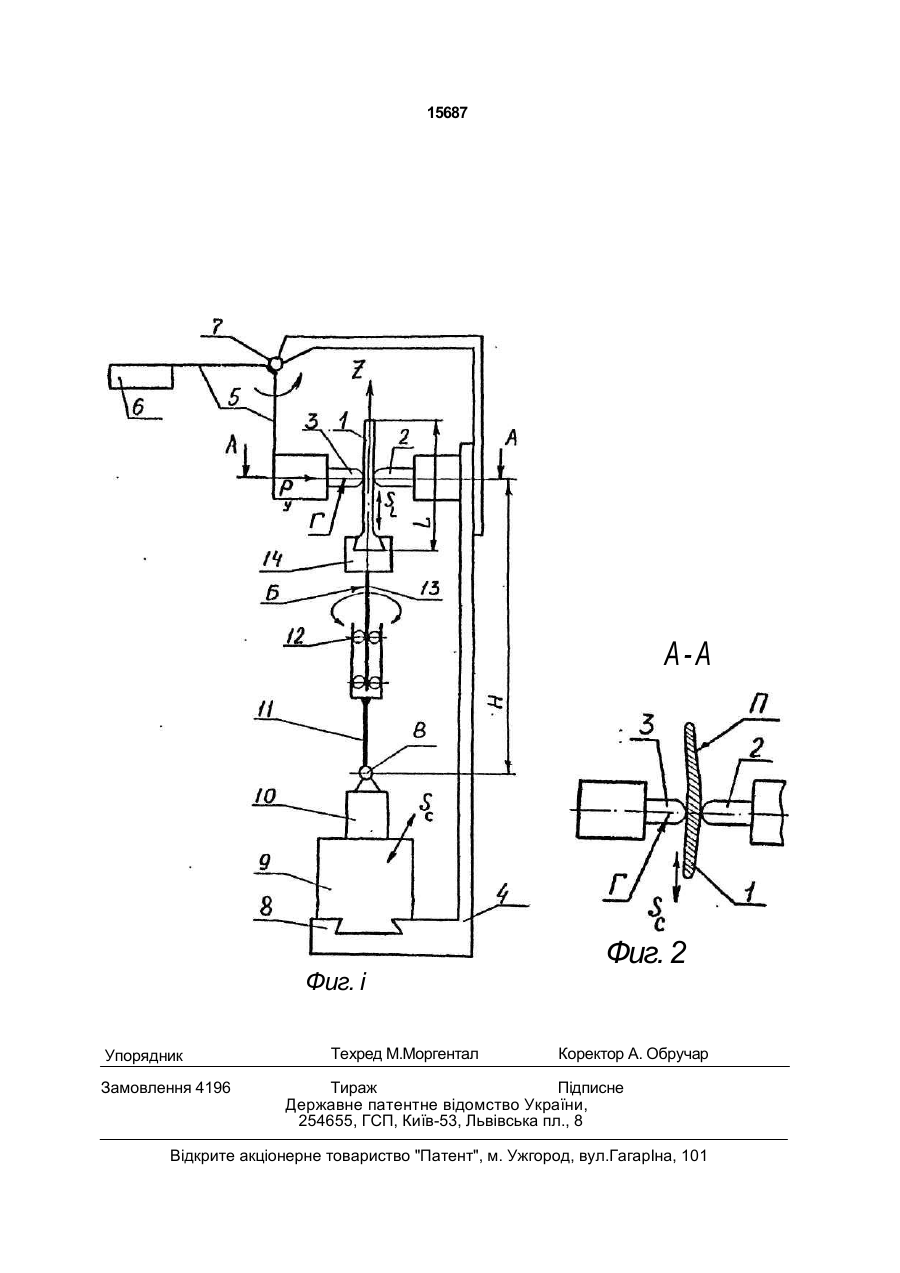
Способ алмазного выглаживания пера лопаток газотурбинных двигателей, соглас но которому обрабатываемой лопатке сообщают продольные перемещения, в конце каждого из которых ее дискретно смещают на шаг продольной строчки, о т л и ч а ю щ и й с я тем, что лопатку устанавливают с возможностью самоустанопки вокруг двух взаимно перпендикулярных осей между оппозитно расположенными алмазными выглаживателями, один из которых крепят жестко, а вторым ее упруго поджимают к нему, причем одну из упомянутых осей поворота лопатки в процессе ее самоусгановки совмещают с продольной осью лопатки, а перпендикулярную к ней ось располагают перпендикулярно к линии, соединяющей выглаживатели, на расстоянии от нее, превышающем длину лопатки. С Изобретение относится к машиностроению и может быть использовано при поверхностно-чистовой обработке пера компрессорных лопаток газотурбинных двигателей. Известен способ алмазного выглаживания, согласно которому алмазный выглаживатель и оппозитно ему расположенный второй индентор располагают с возможностью самоустановки относительно обрабатываемой детали [1]. Однако в этом способе оппозитно алмазному выглаживателю располагают упор, но и в этом случае этот способ не позволил бы обрабатывать противоположные поверхности профильных деталей типа пера лопаток газотурбинных двигателей. Наиболее близким техническим решением является способ алмазного выглаживания пера лопаток газотурбинных двигателей, согласно которому обрабатываемой лопатке сообщают продольные перемещения, а в конце каждого из них ее дискретно смещают на шаг продольной строчки [2]. Недостатком этого способа является то, что он также не обеспечивает качественной (равномерной и одинаковой) обработки противоположных поверхностей при высокой производительности. В основу изобретения поставлена задача повышения производительности и качества обработки путем обеспечения ее равномерности и одинаковости со стороны корыта и спинки корыта. Это достигается тем, что при осуществлении известного способа алмазного выглаживания пера лопаток, согласно которому обрабатываемой лопатке сообщают про ел о оэ О 15687 дольные перемещения, в конце каждого из которых ее дискретно смещают на шаг продольной строчки, лопатку устанавливают с возможностью самоустановки вокруг двух взаимно перпендикулярных осей между оп- 5 позитно расположенными алмазными выглаживателями, один из которых крепят жестко, а вторым ее упруго поджимают к перу, причем одну из упомянутых осей пово рота лопатки в процессе ее самоустановки 10 совмещают с продольной осью лопатки, а перпендикулярную к ней ось располагают перпендикулярно к линии, соединяющей выглаживатели, на расстоянии от нее, пре вышающем длину лопатки. 15 На фиг.1 способ поясняется в плоскости самоустановки лопатки между выглаживателями; на фиг.2 - поперечное сечение А-А зоны обработки. Обрабатываемую лопатку 1 устэнавли- 20 вают с возможностью самоустановки между оппозитно расположенными выглаживателями 2 и 3. OAvui ио которых (поз.2) крепят жестко (на станине А реализующего способ устройства), а вторым (поз.З) ее упруго под- 25 жимают к первому. Дчп огого второй выглаживател ь крепя т на корогл ысл е 5, п од действием груза 6 поворачивающегося вокруг оси 7, в результате чего пыгпаживатель 3 поджимает лопатку к еыглаживателю 2. При 30 этом лопатку устанавливают с возможностью поворота (в процессе ое езмоустановки) вокруг двух взаимно перпендикулярных осей Б и В. Ось Б попорота лопатки совмещают с ее продольной осью Z, а перпендикулярную к 35 ней ось В располагают перпендикулярно к линии Г, соединяющей оыглзживатели 2 и 3, на расстоянии И от нее превышающем длину L лопатки. Для реализации заявляемого способа в 40 устройство помимо указанных элементов (станина 4, выглаживатели 2 и 3, коромысло подачи 5, ось 7, груз 6) вводят закрепленные на станине направляющие 8, в которых с возможностью перемещения от специального привода (на чертеже не изображен) установлен стол 9 подачи на строку. На этом столе установлена пиноль 10 механизма продольного перемещения лопатки. Для этого на пиноли шарнирно установлена ось В люльки 11. В подшипниковых опорах 12 люльки с возможностью поворота вокруг оси В установлен шпиндель 13, на котором с помощью базового приспособления 14 крепят обрабатываемую лопатку 1. Конкретный пример выполнения способа. При работе реализующего способ устройства груз б поворачивал коромысло 5 вокруг оси 7, о результате чего индентор 3 поджимает лопатку 1 к индентору 2 с заданной силой Ру=50Н. При этом лопатка поворачивалась вокруг осей В и Б, самоустонавливаясь между 'лнетрумэнгами-выглаживателями. Пинолью 10 механизма продольной подачи лопатке сообщали продольные перемещения SL на всю ее обрабатываемую длину L=105 мм, причем в конце каждого ее перемещения столом 9 ее смещали на величину строки Sc=0,1 мм (одоль хорды пера П, фиг.2). Величину Н принимали равной 350 мм. В процессе этих перемещений лопатка, иепрерыоно самоустанавливаясь между алмазными инструментами-вы глаживателями, которые производили ее обработку с одинаковой силой поджима Ру со стороны корыта и спинки, что обеспечивает равномерность и одинакосость обработки при высокой производительности, достигаемой в данном случае за счет двухсторонней обработки пора. 15687 A-A Фиг. і Упорядник Замовлення 4196 Техред М.Моргентал Фиг. 2 Коректор А. Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of diamond smoothing of blade foil
Автори англійськоюMihunov Serhii Vitaliiovych, Hlikson Ihor Leonidovych, Anischenkov Vitalii Mykhailovych, Lukianov Valentyn Semenovych, Kazarskyi Volodymyr Heorhiiovych
Назва патенту російськоюСпособ алмазного выглаживания пера лопаток
Автори російськоюМигунов Сергей Витальевич, Гликсон Игорь Леонидович, Анищенков Виталий Михайлович, Лукьянов Валентин Семенович, Казарский Владимир Георгиевич
МПК / Мітки
МПК: B24B 39/00
Мітки: алмазного, пера, лопаток, спосіб, виглажування
Код посилання
<a href="https://ua.patents.su/4-15687-sposib-almaznogo-viglazhuvannya-pera-lopatok.html" target="_blank" rel="follow" title="База патентів України">Спосіб алмазного виглажування пера лопаток</a>
Спосіб дробоструминного зміцнення профіля пера лопаток турбомашин
Номер патенту: 12528
Опубліковано: 28.02.1997
Автори: Благовєщинський Вячеслав Ігоревич, Прітченко Володимир Федорович, Богуслаєв Вячеслав Олександрович, Яценко Віктор Кузьмич
МПК: B24C 1/10
Мітки: дробоструминного, профіля, зміцнення, спосіб, лопаток, турбомашин, пера
Формула / Реферат:
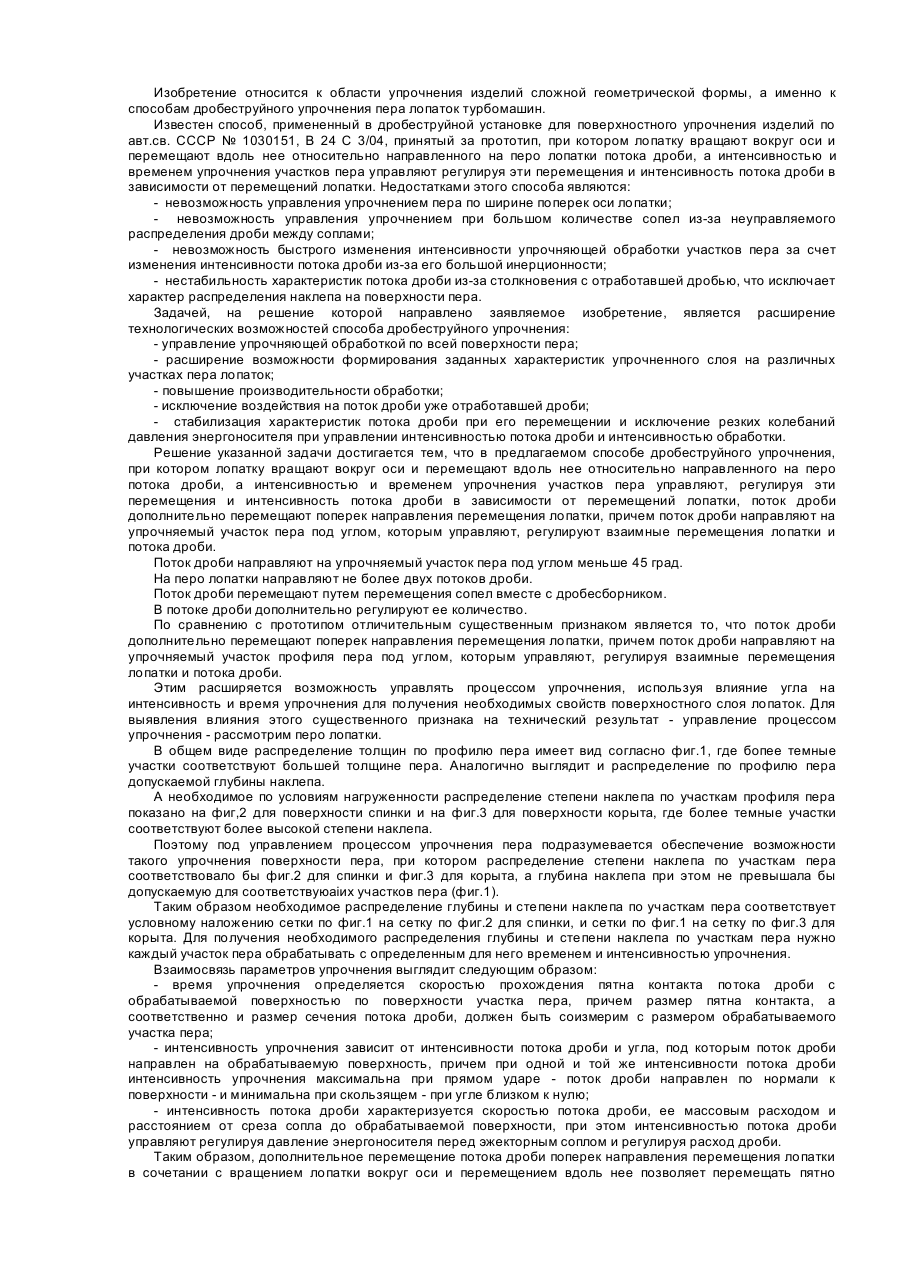
1. Способ дробеструйного упрочнения профиля пера лопаток турбомашин, при котором лопатку вращают вокруг оси и перемещают вдоль нее относительно направленного на перо потока дроби, а интенсивностью и временем упрочнения участков пера управляют, регулируя эти перемещения и интенсивностью потока дроби в зависимости от перемещений лопатки, отличающийся тем, что поток дроби дополнительно перемещают поперек направления лопатки, причем поток...
Спосіб двосторонньої розмірної електрохімічної обробки лопаток гтд
Номер патенту: 12712
Опубліковано: 28.02.1997
Автори: Пасько Юрій Тихонович, Перелигін Ігор Миколайович
МПК: B23H 3/00
Мітки: розмірної, лопаток, електрохімічної, двосторонньої, спосіб, гтд, обробки
Формула / Реферат:
(57) Способ двухсторонней размерной злектрохимической обработки лопаток ГТД в проточном электролите, при котором лопатку помещают между электродами, а в канале для подвода электролита перед передней кромкой пера лопатки располагают формирующий потоки электролита в рабочие зоны элемент, в виде пластины, длина которой равна длине пера лопатки, отличающийся тем, что расположение формирующего элемента определяют по эталонной лопатке так, чтобы...
Спосіб випробування на утомленість лопаток турбомашин і пристрій для його здійснення
Номер патенту: 15879
Опубліковано: 30.06.1997
Автори: Тищенко Сергій Дмитрович, Винокурова Ірина Олександрівна, Сілін Сергій Леонардович, Степанов Микола Васильович
МПК: G01N 3/00
Мітки: утомленість, лопаток, турбомашин, пристрій, спосіб, здійснення, випробування
Формула / Реферат:
(57) 1. Способ испытания на усталость лопаток турбомашин, заключающийся в том, что производят установку лопатки на вибро-стенде путем закрепления ее хвостовой части и нагружают ее путем колебаний, отличающийся тем, что колебания лопатки создают совместно с устанавливаемым соосно ей резонансным элементом моментом с инерции корневого сечения, большим момента инерции лопатки, таким образом, что центр масс расположен по линии действия...
Спосіб визначання газоабразивної зносостійкості лопаток компресорів турбомашин
Номер патенту: 13731
Опубліковано: 25.04.1997
Автори: Мігунов Віталій Михайлович, Гліксон Ігор Леонідович, Лук'янов Валентин Семенович, Бєрєзін Геннадій Васільєвіч,
МПК: G01N 3/56
Мітки: газоабразивної, спосіб, зносостійкості, визначання, лопаток, турбомашин, компресорів
Формула / Реферат:
(57) Способ определения газоабразивной износостойкости лопаток компрессоров турбомашин, заключающийся в том, что на две лопатки, одна из которых испытуемая, а вторая - контрольная, воздействуют струей воздуха с абразивными частицами и определяют износ лопаток, по которому судят об износостойкости, отличающийся тем, что используют третью, бывшую в эксплуатации эталонную лопатку, определяют ее износ, воздействие струей на испытуемую и...
Механізм повороту лопаток осьового вентилятора

Номер патенту: 5500
Опубліковано: 28.12.1994
Автори: Іванов Валентин Вікторович, Клепаков Іван Васильович, Сенніков Віталій Федорович
МПК: F04D 27/00, F04D 29/32
Мітки: лопаток, повороту, осьового, механізм, вентилятора
Формула / Реферат:
Механизм поворота лопаток осевого вентилятора, содержащий привод, кинематически связанный при помощи упорного подшипника с корпусом ползуна, установленного на валу вентилятора с перестановочным диском, кинематически связанным с хвостовиками лопаток, отличающийся тем, что кинематическая связь между приводом и перестановочным диском снабжена рейкой с фиксатором, закрепленной на корпусе подшипника, и взаимодействующей с ней шестерней,...
Попередній патент: Спосіб очистки підземних вод від заліза
Наступний патент: Спосіб алмазного виглажування деталей
Випадковий патент: Спосіб обробки розплаву металу