Спосіб алмазного виглажування деталей
Номер патенту: 15688
Опубліковано: 30.06.1997
Автори: Гліксон Ігор Леонідович, Мігунов Віталій Михайлович, Казанський Володимир Георгійович, Захожий Юрій Володимирович, Лук'янов Валентин Семенович, Аніщенков Віталій Михайлович, Казанський Віктор Георгійович

Формула / Реферат
(57) Способ алмазного выглаживания деталей, преимущественно лопаток газотурбинных двигателей, согласно которому инструменту-индентору сообщают вращение вокруг оси, эксцентричной его геометрической оси, и осуществляют относительное продольное перемещение инструмента и лопатки под острым углом к продольной оси, а последней сообщают дискретное поперечное перемещение путем поворота лопатки вокруг оси цилиндра, аппроксимирующего профиль пера лопатки, и сообщают лопатке осциллирующее движение, отличающийся тем, что осцилляцию лопатки осуществляют путем ее возвратно-качательных движений вокруг оси цилиндра, аппроксимирующего профиль пера лопатки, на угол , частоту осциллирующих качаний лопатки принимают кратной частоте вращения инструмента вокруг эксцентричной оси, а поворот лопатки вокруг аппроксимирующего ее профиль цилиндра осуществляют на угол b=2a, где a - угол осциллирующего качания лопатки в направлении, перпендикулярном направлению относительного продольного перемещения инструмента и лопатки, град.; е - величина эксцентриситета вращения инструмента, мм; R - радиус окружности, аппроксимирующей профиль пера лопатки, мм.
Текст
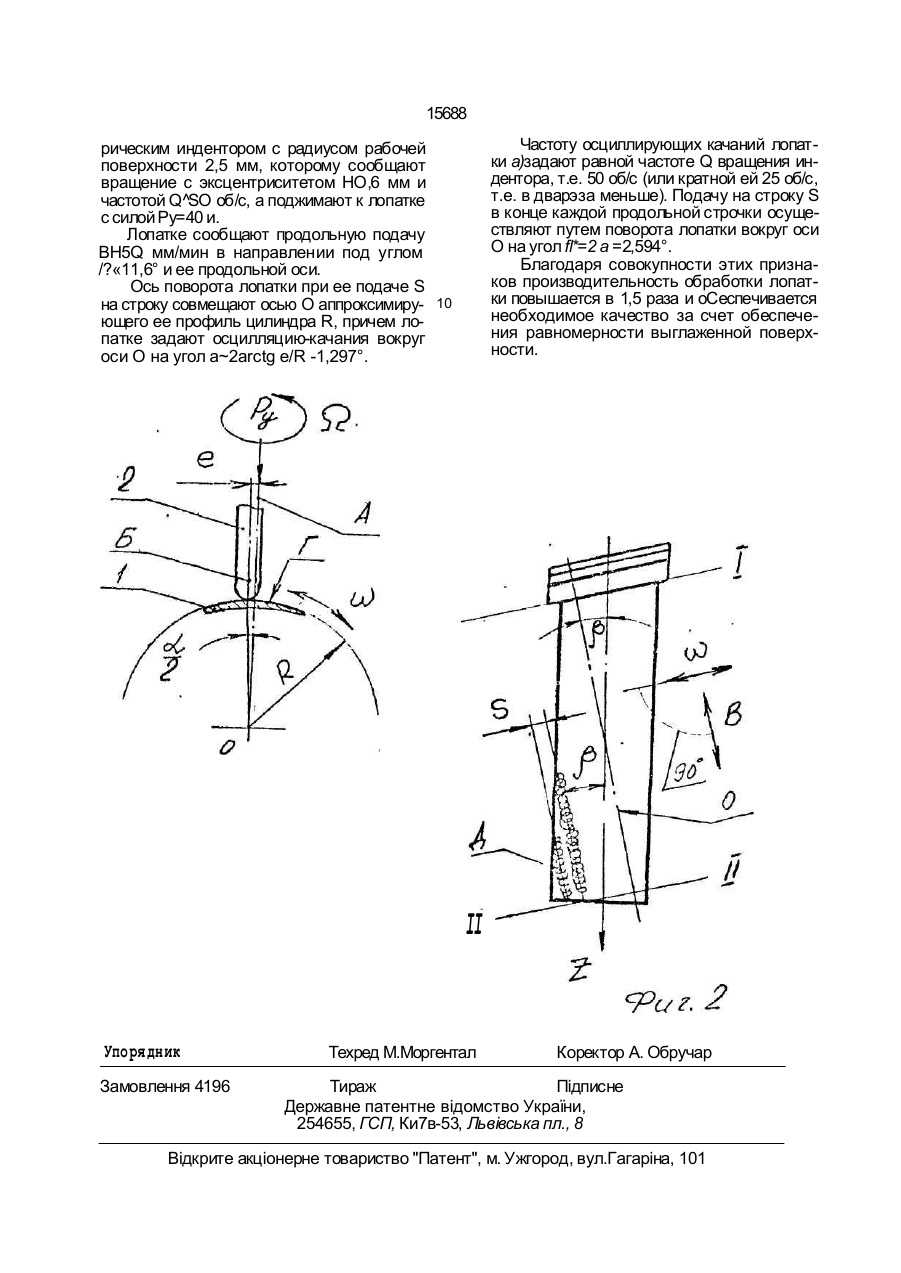
Способ алмазного выглаживания де талей, преимущественно лопаток газотур бинных двигателей, согласно которому инструменту-индентору сообщают вращение вокруг оси, эксцентричной его геометриче-1 ской оси, и осуществляют относительное продольное перемещение инструмента и лопатки под острым углом к продольной перечное перемещение путем поворота лопатки вокруг оси цилиндра, аппроксимирующего профиль пера лопатки, и сообщают лопатке осциллирующее движение, отличающийся тем, что осцилляцию лопатки осуществляют путем ее возвратно-качательных движений вокруг оси цилиндра, аппроксимирующего профиль пера лопатки, на угол a =2arct —, частоту осциллирующих к качаний лопатки принимают кратной частоте вращения инструмента вокруг эксцентричной оси, а поворот лопатки вокруг аппроксимирующего ее профиль цилиндра осуществляют на угол /?~2 а, где а- угол осциллирующего качания лопатки в направлении, перпендикулярном направлению относительного продольного перемещения инструмента и лопатки, град.; е - величина эксцентриситета вращения инструмента, мм; R - радиус окружности, пппроксимирующей профиль пера лопатки, мм. оси, а последней сообщают дискретное по С > ел ON Изобретение относится к упрочнению пера лопаток газотурбинных двигателей поверхностным пластическим деформированием, которое осуществляют выглаживанием вращающимся алмазным индентором со сферическим рабочим (контактным) концом. Известен способ алмазного выглаживания лопаток, согласно которому инструменту индентору со сферическим рабочим концом сообщают вращение вокруг оси, эксцентричной его геометрической оси, и перемещают вдоль пера по косым образующим, расположенным под острым углом к продольной оси лопатки, который принимают равным углу, образованному этой продольной осью с геометрической осью аппроксимирующего профиль пера цилиндра, образованного аппроксимирующими крайние сечения пера окружностями, в конце каждой косой строчки лопатку поворачивают на шаг строчки вокруг оси аппроксимирующего ее профиль цилиндра, при этом лопатке сообщают осциллирующее плоскопараллельное движение с сохранением ее ориентации вокруг оси, проходящей через 00 00 о 15688 ось аппроксимирующего цилиндра параллельно оси вращения индентора, направление вращения которого принимают обратным указанному ос циллирующему движению лопатки [1]. Недос татком этого способа является то, что сниж ает производительнос ть обработки пропорционально увеличению продольных строчек или, иначе, с тепени указанного перекрытия, К роме того, сообщение лопатке кругового (плоскопараллелльного) осциллирующего движения совмес тно с таким же по форме вращением инс трумента вокруг эксцентричной оси не обеспеч ивает равномернос ти о бр аб о тки вну тр и кру г лых з он, соответс твующих э тим круговым движениям инс трумента и детали, поск ольку на пос лед ней от с овоку пнос ти э тих д вижений получаются кольцеобразные зоны обработки, превращающиес я в с пиральные с лед ы от прод ольного движения по с троке. Недос татком обоих упомяну тых способов является сильное усложнение оборудования, необходимого для их осуществления, ведь менять эксцентриситет алмазного виглэж ивателя " на х оду н " (в процесс е его вращения) можно только с помощью с ложных устройс тв, которые д олжны вращаться вмес те с о шпинд елем (оправкой) инс трумента. В основу изобретения поставлена задача повышения производительнос ти с одновременным обеспечением качес тва обработки пу тем повышения ее равномернос ти. На фиг.1 способ поясняется в плоскости поворота лопатки на шаг строчки; на фиг.2 вид сверху на с трочки, причем изображена только лопатка. Выглаживание пера лопатки 1 осуществляю т индентором 2 со с ферическим алмазн ым к о ль ц ом . И нд еч то ру с оо бщ а ю т вращение с час тотой 52 вокруг оси А, которую располагают экс центрично на расс тоянии от его геометрической оси Б. При э том индентор упруго поджимают к лопатке с радиальной силой Ру , величину которой подбирают экспериментально и зависимос ти от материала обрабатываемой лопатки, радиуса сферического конца инд ентора, его материала и т.п. Лопатке сообщают продольную подачу - относительные перемещения В в направлении под углом /?к оси О аппрокс имирующего ее профиль Г цилиндра, имеющего рад иус R. При э том вращающийся индентор производ ит выглаж ивание профиля Г косыми с трочками Д, расположенными под ос трым углом /? к профильной ос и Z лопатки. Величину угла /? принимают равным углу, образованному продольной осью Z лопаток с геометрической осью О аппрок симирующего профиль пера цилинд ра R, образованного аппрокс имирующими крайние сечения 1-І и 11-11 пера окружности. 5 В конце кажд ой косой с трочки лопатку поворачивают на ш аг S (подачи на с трочку ) вокруг оси О аппроксимирующего ее профиль цилиндра R. При э том лопатке дополнительно с ообщают ос циллиру ющ ее движение. 10 Отличительной особеннос тью описываемого способа является то, что осциллирующее движение лопаток осущес твляю т пу тем ее возвратно-качательных движений со вокруг оси О аппрокс имирующего ее профиль ци15 линдра R, прич ем это ее качание производ ят на у гол a= 2arctg e/ R, гд е е - величина экс центрис итета вращ ения инс тру мента-индентора, R - рад иус (аппроксимирующей профиль пера окружности. Частоту осцилли20 ру ющих качаний лопатки принимают равной или кратной (в 2, 3, 4 и т.д.) раза больше или меньше) час тоты вращения инс трумента-индентора вокруг эксцентричной оси А. В конце кажд ой с трочки под ачу лопатки на 25 поперечный шаг S прод ольных строчек осуществляю т пу том єо поворота вокруг ос и О аппроксимирующего ее профиль цилиндра на у гол/ 3= 2 «, гд еск - вышеу казанный уг ол возвратно-качательного ос циллирования 30 лопатки в направлении, перпенд ику лярном прод ольным с трочкам. Поскольку ос циллирующие качания (о лопатки производ ят вокруг той же ос и О, вокруг которой производят под ачу на с троку пу тем поворота ло35 патки, то э то обес печивает с табильнос ть усилия Ру поджима ипдентора к выглаживаемой поверхнос ти. А поскольку угол осциллирующего качания лопагок а обеспечивает дополнительные несущие зоны обработки 40 на величину 2е-смещония инд ентора в процессе его вращения покруг оси А, как вид но из фиг. 1 tg a / 2= e/R, то при условии кратности час тот ос цилляции э того вращ ения инд ентора, он опис ывает в зоне обрзботки 45 спираль с постоянным шагом между витками, то равномернос ть обеспечиваетс я в пределах зоны обработки, что повыш ает с табильнос ть и качес тво обработки. При этом под ачу на с троку производ ят Оез перекры50 тия зон обработки (прод ольных строчек), что в 1, 5 раза повыш ает производительнос ть обработки. К онк ретный пример ос ущ ес твления способа. 55 Упрочняюще-чис товую обработку пера титановой компрессорной лопатки газотурбинного двигателя, профиль которой аппрокс имиру ет цилинд ром рад иус ом 54 мм, производят алмазным выглаживанием с фе 15688 Частоту осциллирующих качаний лопатки а)задают равной частоте Q вращения индентора, т.е. 50 об/с (или кратной ей 25 об/с, т.е. в дварэза меньше). Подачу на строку S в конце каждой продольной строчки осуществляют путем поворота лопатки вокруг оси О на угол fl*=2 a =2,594°. Благодаря совокупности этих признаков производительность обработки лопатки повышается в 1,5 раза и оСеспечивается необходимое качество за счет обеспечения равномерности выглаженной поверхности. рическим индентором с радиусом рабочей поверхности 2,5 мм, которому сообщают вращение с эксцентриситетом НО,6 мм и частотой Q^SO об/с, а поджимают к лопатке с силой Ру=40 и. Лопатке сообщают продольную подачу BH5Q мм/мин в направлении под углом /?«11,6° и ее продольной оси. Ось поворота лопатки при ее подаче S на строку совмещают осью О аппроксимиру- 10 ющего ее профиль цилиндра R, причем лопатке задают осцилляцию-качания вокруг оси О на угол a~2arctg e/R -1,297°. II Упорядник Замовлення 4196 Техред М.Моргентал Коректор А. Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, Ки7в-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of diamond smoothing of components
Автори англійськоюHlikson Ihor Leonidovych, Lukianov Valentyn Semenovych, Mihunov Vitalii Mykhailovych, Kazanskyi Viktor Heorhiiovych, Anischenkov Vitalii Mykhailovych, Kazanskyi Volodymyr Heorhiiovych, Zakhozhyi Yurii Volodymyrovych
Назва патенту російськоюСпособ алмазного выглаживания деталей
Автори російськоюГликсон Игорь Леонидович, Лукьянов Валентин Семенович, Мигунов Виталий Михайлович, Казанский Виктор Георгиевич, Анищенков Виталий Михайлович, Казанский Владимир Георгиевич, Захожий Юрий Владимирович
МПК / Мітки
МПК: B24B 39/00
Мітки: виглажування, деталей, алмазного, спосіб
Код посилання
<a href="https://ua.patents.su/4-15688-sposib-almaznogo-viglazhuvannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб алмазного виглажування деталей</a>
Спосіб алмазного виглажування пера лопаток
Номер патенту: 15687
Опубліковано: 30.06.1997
Автори: Лук'янов Валентин Семенович, Аніщенков Віталій Михайлович, Казарський Володимир Георгійович, Гліксон Ігор Леонідович, Мігунов Сергій Віталійович
МПК: B24B 39/00
Мітки: спосіб, алмазного, лопаток, пера, виглажування
Формула / Реферат:
(57)Способ алмазного выглаживания пера лопаток газотурбинных двигателей, согласно которому обрабатываемой лопатке сообщают продольные перемещения, в конце каждого из которых ее дискретно смещают на шаг продольной строчки, отличающийся тем, что лопатку устанавливают с возможностью самоустановки вокруг двух взаимно перпендикулярных осей между оппозитно расположенными алмазными выглаживателями, один из которых крепят жестко, а вторым ее упруго...
Спосіб фрезерування фасонних деталей
Номер патенту: 14665
Опубліковано: 20.01.1997
Автор: Хмельницький Юрій Володимирович
МПК: B23C 3/00
Мітки: деталей, спосіб, фасонних, фрезерування
Формула / Реферат:
Способ фрезерования фасонных деталей, при котором инструменту сообщают вращение, а заготовке - круговую подачу вокруг своей оси, возвратно-поступательное перемещение вдоль нее и дополнительное перемещение перед изменением направления последнего, отличающийся тем, что дополнительное перемещение заготовке сообщают в тангенциальном направлении, при этом величину круговой подачи заготовки выбирают из соотношенияа величины...
Спосіб виготовлення алмазного фасонного інструменту
Номер патенту: 1327
Опубліковано: 25.03.1994
Автори: Муровський Валерій Олександрович, Міфліг Данило Менделєвич, Ракіта Олександр Натанович, Мельник Віталій Іванович, Зайченко Юрій Володимирович, Кізіков Ернст Дмитрович
МПК: B24D 17/00
Мітки: фасонного, інструменту, спосіб, виготовлення, алмазного
Формула / Реферат:
Способ изготовления алмазного фасонного инструмента в форме тела вращения, при котором на корпус наносят шихту, содержащую алмаз, металлическую связку, временный адгезив и наполнитель с плотностью, превышающей плотность алмаза и равной или превышающей плотность связки и с температурой плавления, превышающей температуру плавления связки, спекают в вакууме в свободном состоянии и вскрывают алмазы, отличающийся тем, что, с целью повышения...
Спосіб виготовлення алмазного інструменту
Номер патенту: 2400
Опубліковано: 26.12.1994
Автори: Шинкаренко Павло Васильович, Подройкін Володимир Олексійович
МПК: B24D 17/00
Мітки: інструменту, виготовлення, спосіб, алмазного
Формула / Реферат:
(57) 1.СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА, включающий закрепление алмазного порошка на корпусе железной гальванической связкой, о т л и ч а ю щ и й с я тем, что, с целью повышения работоспособности инструмента путем сокращения времени его прирабатываемости, закрепление алмазного порошка производят при катодной плотности тока 6-8 А/дм2 и анодной плотности тока 1-1,5 А/дм2, после чего берут раствор, содержащий фосфорную кислоту и нитрит...
Спосіб двосторонньої розмірної електрохімічної обробки лопаток гтд
Номер патенту: 12712
Опубліковано: 28.02.1997
Автори: Перелигін Ігор Миколайович, Пасько Юрій Тихонович
МПК: B23H 3/00
Мітки: розмірної, обробки, лопаток, двосторонньої, електрохімічної, спосіб, гтд
Формула / Реферат:
(57) Способ двухсторонней размерной злектрохимической обработки лопаток ГТД в проточном электролите, при котором лопатку помещают между электродами, а в канале для подвода электролита перед передней кромкой пера лопатки располагают формирующий потоки электролита в рабочие зоны элемент, в виде пластины, длина которой равна длине пера лопатки, отличающийся тем, что расположение формирующего элемента определяют по эталонной лопатке так, чтобы...
Попередній патент: Спосіб алмазного виглажування пера лопаток
Наступний патент: Спосіб створення р-n переходів у кремнії
Випадковий патент: Спосіб розміщення реклами