Вузол валків прокатної кліті кварто
Номер патенту: 1641
Опубліковано: 25.10.1994
Автори: Мірошниченко Анатолій Костянтинович, Романов Микола Митрофанович, Гуськов Олександр Миколайович, Самченко Анатолій Іванович, Костюченко Михайло Іванович, Кізійов Володимир Григорович, Архипенко Євген Іванович, Дишковець Геннадій Анатолійович, Малахов Віктор Григорович, Костигов Валентин Михайлович, Стрємоухов Віталій Сергійович
Формула / Реферат
1. Узел валков прокатной клети кварто, содержащий опорные и рабочие валки, один из которых имеет гладкие бандажи с винтовыми гребнями, отличающийся тем, что, с целью повышения срока службы валков, гладкие бандажи выполнены с диаметром на 30—50 % выше высоты бандажей с гребнями и твердостью, равной 0,7—0,9 твердости контактирующих с ними валков.
2. Узел по п. 1, отличающийся тем, что бандажи с гребнями выполнены с упрочненным поверхностным слоем их боковых граней, причем толщина упрочненного слоя с одним направлением уклона в 1,3—1,6 раза больше толщины упрочненного слоя граней другого направления уклона.
Текст
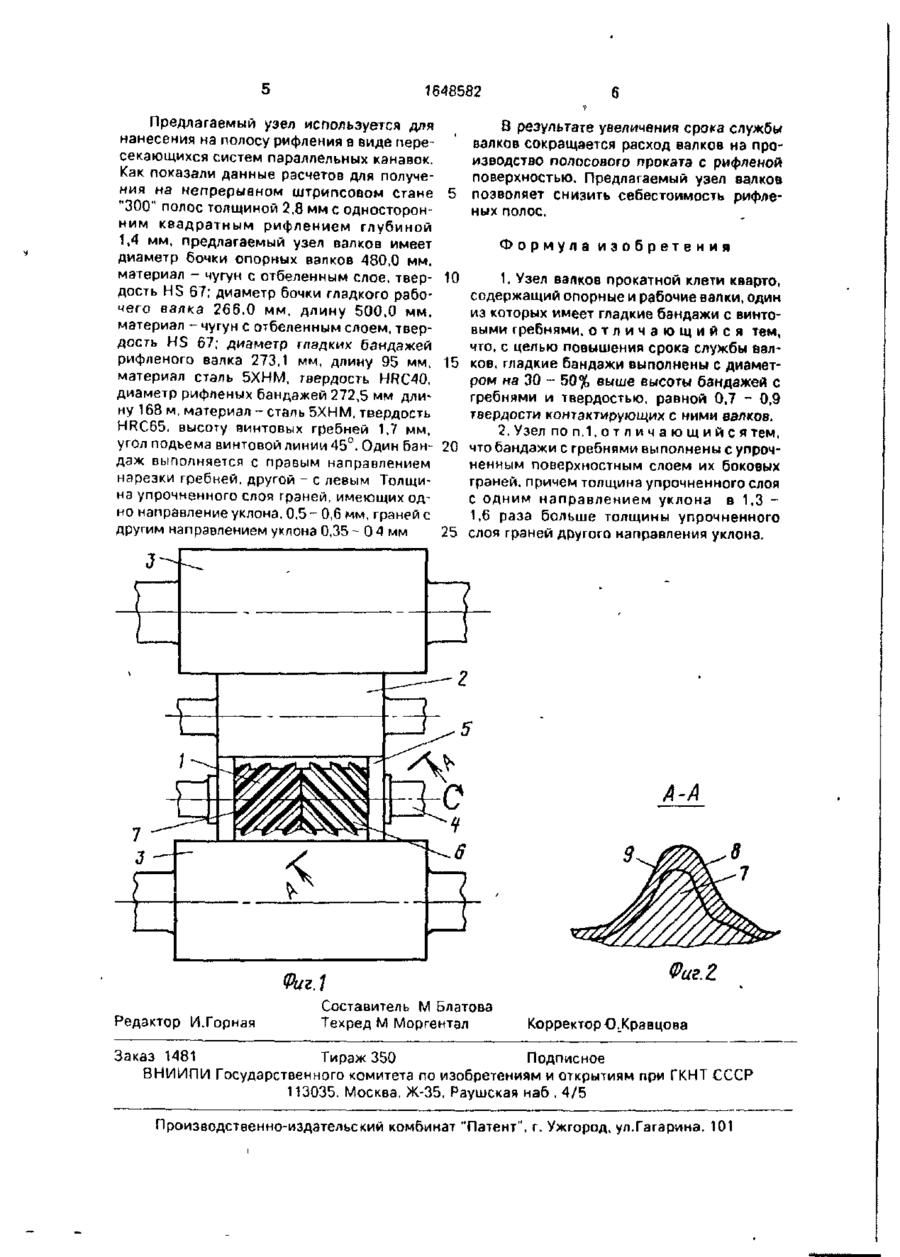
Изобретение относится к черной металлургии и может быть использовано при про изводстве листового и полосового проката с рифленой поверхностью Цель - повышение срока службы валков Узел содержит опорные и рабочие валки, один из которых рифленый и выполнен сборным, состоящим из оси с расположенными на ней гладкими бандажами с винтовыми гребнями. Диаметр гладких бандажей на 30 - 50% высоты гребней превышает диаметр бандажей с гребнями, а твердость их составляет 0,7 - 0,9 твердости бочек гладкого рабочего и опорного валков. Поверхность бандажей с гребнями выполнена с упрочненным поверхностным слоем. Толщина упрочненного слоя гребней с одним направлением уклона в 1,3 - 1.6 раза превышает толщину упрочненного слоя граней другого направления уклона. 1 з.п ф-лы, 2 ил т С Изобретение относится к черной металлургии и может быть использовано при производстве полосового и листового проката с рифленой поверхностью. Целью изобретения является повышение срока службы валков. Узел валков прокатной клети кварто содержит опорные и рабочие валки, один из которых рифленый и выполнен сборным, состоящим из оси с расположенными на ней гладкими бандажами и бандажами с винтовыми гребнями. Диаметр гладких бандажей превышает диаметр бандажей с гребнями на 30 - 50% высоты гребней, твердость их составляет 0,7 - 0,9 твердости бочек гладкого и опорного валков. Поверхность бандажей с гребнями выполнена с упрочненным поверхностным слоем, причем толщина уп рочненного слоя граней гребней с одним направлением уклона в 1,3 - 1.6 раза превышает толщину упрочненного слоя граней другого направления уклона. Выполнение гладких бандажей с диаметром на 30 - 50% высоты гребней превышающим диаметр бандажей с гребнями предотвращает контакт гребней с гладким рабочим валком при прокатке тонких рифленых полос, когда для получения требуемой толщины основания валки необходимо сводить в "забой". Более низкая твердость гладких бандажей относительно гладкого рабочего и опорного валков способствует повышению срока службы валков, поскольку в процессе прокатки полосы контакт рифленого валка с гладким и опорным валками осуществляется гладкими бандажами, а так с» ел 00 1648582 как их твердость ниже, то износ контактирующих с ними валков в местах контакта практически отсутствует. При прокатке полос с рифленой поверхностью в виде пересекающихся шевронных к а н а в о к различные н а г р у з к и воспринимают и грани реборд. Грани реборд, первыми вступившие в контакт с металлом в очаге деформации, воспринимают нагрузки в 1,3 -1,6 раза больше, чем грани с другим направлением уклона. Выбор граничных параметров обусловлен следующим. Изготовление гладких бандажей с диаметром, превышающим диаметр бандажей с гребнями менее чем на 30% высоты гребней, нежелательно, поскольку в процессе прокатки гладкие бандажи изнашиваются быстрее по сравнению с рифлеными бандажами, имеющими упрочненный поверхностный слой. Это приводит к тому, что по мере износа гладки-х бандажей во взаимодействие с опорным валком и гладким рабочим {при отсутствии полосы в очаге деформации) вступают грани рифленых бандажей. В связи с этим увеличивается интенсивность их износа и уменьшается срок службы рифленого валка. Выполнение гладких бандажей с диаметром, превышающим диаметр бандажей с гребнями на 50% высоты гребней, не позволяет получать с помощью предлагаемого узла рифленые полосы общей толщиной до 3,5 мм и толщиной основания до 1,8 мм, поскольку зазор между вершинами гребней и гладким валком, который равен сумме разницы радиусов бандажей и пружины клети, более 1,8 мм. Использование гладких бандажей с твердостью более 0,9 твердости гладкого рабочего и опорного валков приводит к преждевременному износу последних на участках взаимодействия с гладкими бандажами. Если твердость бандажей менее 0,7 твердости валков, тр гладкие бандажи изнашиваются интенсивнее бандажей с гребнями, что приводит к сокращению срока службы рифленого валка вследствие указанных причин В процессе прокатки грани гребней, вступающие первыми в контакт с металлом и имеющие одно направление уклона, воспринимают нагрузки в 1,3 - 1,6 раза больше, чем грани с другим направлением уклона, поэтому толщина упрочненного слоя первых граней а 1.3 - 1,6 раза больше толщины аналогичного слоя последних. Если соотношение толщин меньше, то это приводит к уменьшению срока службы рифленого валка за счет более быстрой выработки упрочненного слоя граней, первыми вступающих в контакт г, металлом. Выполнять толщины 5 10 15 20 25 30 35 40 45 50 55 с большим соотношением нецелесообразно, поскольку раньше вырабатывается упр о ч н е н н ы й слой г р а н е й с д р у г и м направлением уклона. На фиг. 1 изображен предлагаемый узел валков; на фиг.2 - сечение А - А на фиг 1. Узел валков содержит два рабочих валка: рифленый 1 и гладкий 2, а также два опорных валка 3. Рифленый валок выполнен сборным. Он состоит из оси 4 и расположенных на ней гладких бандажей 5 и бандажей 6 с винтовыми гребнями 7. Твердость гладких бандажей составляет 0,7 - 0,9 твердости бочек гладкого рабочего и опорного валков. Диаметр гладких бандажей на 30 - 50% высоты гребней превышает диаметр бандажей с гребнями. Бандажи с гребнями выполнены с упрочненным поверхностным слоем. Толщина упрочненного слоя грани 8 в 1,3 - 1,6 раза превышает топщину упрочненного слоя грани 9. В процессе прокатки в клети ее'деформация осуществляется-рабочими валками, которые приводятся во вращение от электродвигателей Крутящий момент опорным валкам передается рабочими валками через поверхности контакта. У гладкого рабочего валка такой поверхностью является вся поверхность бочки, у рифленого - поверхность гладких бандажей, поскольку их диаметр превышает диаметр бандажей с гребнями Вследствие этого гребни не контактируют с опорным валком, а при прокатке полос толщиной до 3,5 мм и с гладким рабочим валком. Вследствие отсутствия контакта повышается срок службы гребней и рабочего гладкого и опорного валков В результате взаимодействия валков на участках контакта они подвергаются износу. Поскольку твердость гладких бандажей ниже твердости бочек контактирующих с ними валков, то в основном износу подвергаются гладкие бандажи, а они проще и дешевле в изготовлении, чем валки Деформация полосы со стороны рифленого валка осуществляется винтовыми гребнями Грани гребней при этом воспринимают различные по величине нагрузки. Более интенсивные нагрузки испытывают грани, первыми вступающие в контакт с прокатываемой полосой и имеющие одно направление уклона. Этими гранями г р е б н и внедряются в металл и сообщают движение полосе. Наличие на поверхности рифленых бандажей упрочненного слоя и то, что его толщина на вступающих первыми в контакт с металлом гранях превышает толщину упрочненного слоя граней с другим направлением уклона, способствует повышению срока службы рифленого валка. 1648582 Предлагаемый узел используется для нанесения на полосу рифления в виде пересекающихся систем параллельных канавок. Как показали данные расчетов для получения на непрерывном штрипсовом стане "300" полос толщиной 2,8 мм с односторонним квадратным рифлением глубиной 1,4 мм, предлагаемый узел валков имеет диаметр бочки опорных валков 480,0 мм, материал - чугун с отбеленным слое, твердость HS 67; диаметр бочки гладкого рабочего валка 266,0 мм. длину 500,0 мм. материал - чугун с отбеленным слоем, твердость HS 67; диаметр гладких бандажей рифленого валка 273,1 мм, длину 95 мм, материал сталь 5ХНМ, твердость HRC40, диаметр рифленых бандажей 272,5 мм длину 168 м, материал-сталь 5ХНМ, твердость HRC65, высоту винтовых гребней 1,7 мм, угол подъема винтовой линии 45°. Один бандаж выполняется с правым направлением нарезки гребней, другой - с левым Толщина упрочненного слоя граней, имеющих одно направление уклона, 0,5 - 0,6 мм, граней с другим направлением уклона 0,35 - 0 4 мм В результате увеличения срока службм валков сокращается расход валков на производство полосового проката с рифленой поверхностью. Предлагаемый узел валков 5 позволяет снизить себестоимость рифленых полос. Формула изобретения 10 1. Узел валков прокатной клети кварто, содержащий опорные и рабочие валки, один из которых имеет гладкие бандажи с винтовыми гребнями, о т л и ч а ю щ и й с я тем, что, с целью повышения срока службы вал15 ков, гладкие бандажи выполнены с диаметром на 30 - 50% выше высоты бандажей с гребнями и твердостью, равной 0,7 - 0,9 твердости контактирующих с ними валков. 2. Узел по п . 1 . о т л и ч а ю щ и й с я тем. 20 что бандажи с гребнями выполнены с упрочненным поверхностным слоем их боковых граней, причем толщина упрочненного слоя с одним направлением уклона в 1,3 25 1,6 раза больше толщины упрочненного слоя граней другого направления уклона. А-А Фиг А Редактор И.Горная Составитель М Блатова Техред М Моргентал Фиг. Z Корректор О ^Кравцова Заказ 1481 Тираж 350 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб , 4/5 Производственно-издательский комбинат "Патент", г. Ужгород. ул.Гагарина. 101
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll assembly of rolling quarto mill
Автори англійськоюMiroshnychenko Anatolii Kostiantynovych, Kiziiov Volodymyr Hryhorovych, Romanov Mykola Mytrofanovych, Striemoukhov Vitalii Serhiiovych, Huskov Oleksandr Mykolaiovych, Malakhov Viktor Hryhorovych, Arkhypenko Yevhen Ivanovych, Dyshkovets Hennadii Anatoliiovych, Kostiuchenko Mykhailo Ivanovych, Kostyhov Valentyn Mykhailovych, Samchenko Anatolii Ivanovych
Назва патенту російськоюУзел валков прокатной клети кварто
Автори російськоюМирошниченко Анатолий Константинович, Кизиев Владимир Григорьевич, Романов Николай Митрофанович, Стремоухов Виталий Сергеевич, Гуськов Александр Николаевич, Малахов Виктор Григорьевич, Архипенко Евгений Иванович, Дишковец Геннадий Анатольевич, Костюченко Михаил Иванович, Костигов Валентин Михайлович, Самченко Анатолий Иванович
МПК / Мітки
МПК: B21B 27/02
Мітки: кварто, валків, вузол, кліті, прокатної
Код посилання
<a href="https://ua.patents.su/4-1641-vuzol-valkiv-prokatno-kliti-kvarto.html" target="_blank" rel="follow" title="База патентів України">Вузол валків прокатної кліті кварто</a>
Обладнання для перевалювання валків прокатних клітей кварто
Номер патенту: 372
Опубліковано: 30.04.1993
Автори: Руднев Анатолій Юхимович, Барикін Віктор Іванович, Савенко Юрій Євдокимович, Голубченко Анатолій Костянтинович, Коросташевський Володимир Павлович, Коросташевський Павло Володимирович, Ісіров Дмитро Іванович, Федоров Анатолій Михайлович
МПК: B21B 37/16
Мітки: валків, обладнання, прокатних, перевалювання, клітей, кварто
Формула / Реферат:
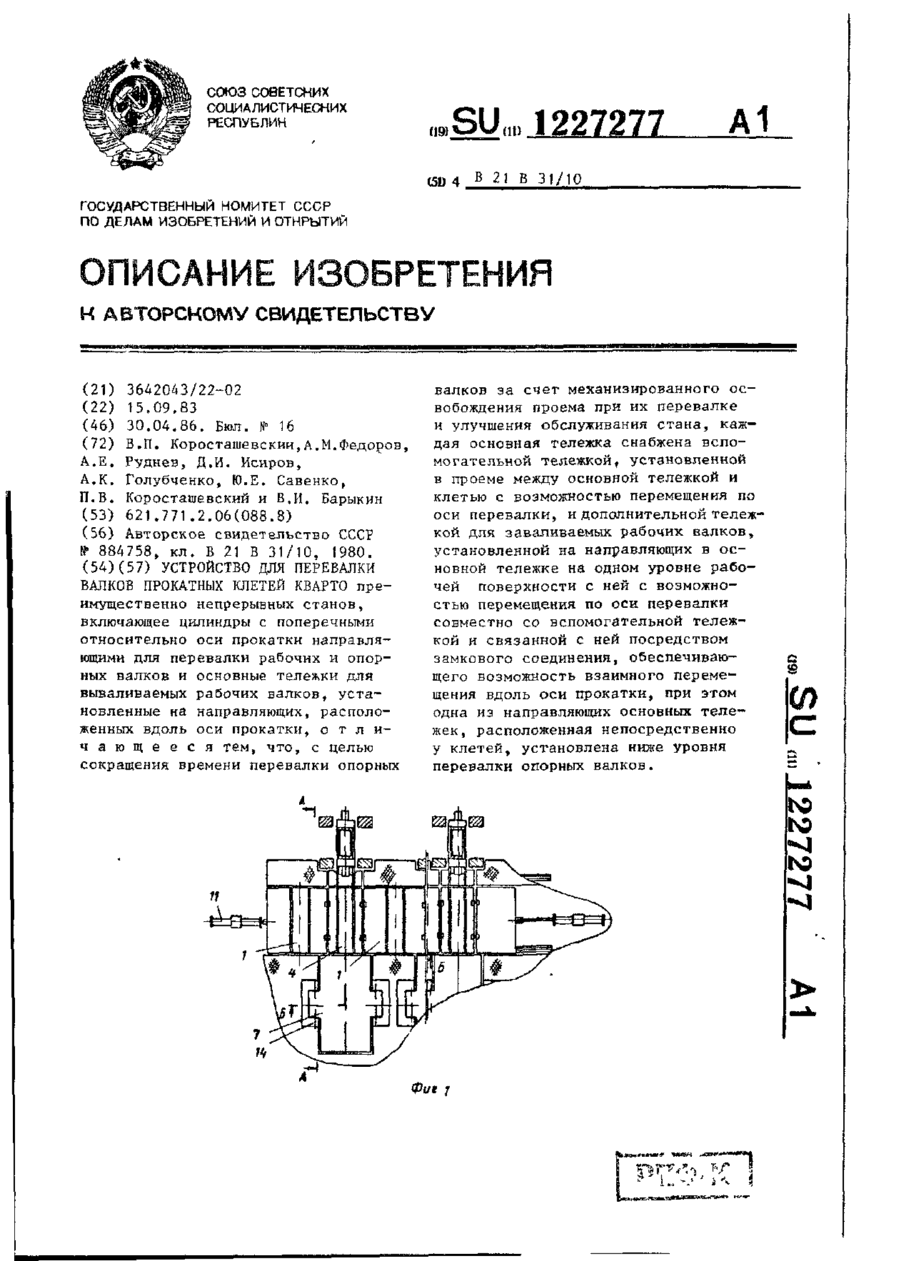
(57) Устройство для перевалки валков прокатных клетей кварто преимущественно непрерывных станов, включающее цилиндры с поперечными относительно оси прокатки направляющими для перевалки рабочих и опорных валков и основные тележки для вываливаемых рабочих валков, установленные на направляющих, расположенных вдоль оси прокатки, отличающееся тем, что, с целью сокращения времени перевалки опорных валков за счет механизированного освобождения...
Спосіб відцентрового лиття біметалевих прокатних валків
Номер патенту: 1337
Опубліковано: 25.03.1994
Автори: Матвеєва Марина Олегівна, Лушпа Анатолій Олексійович, Козаченко Микола Сергійович, Ганджа Григорій Архипович, Комосов Віктор Вікторович, Білай Григорій Омелянович, Ждакаєв Генадій Павлович
МПК: B22D 27/20, B22D 13/00
Мітки: валків, спосіб, біметалевих, прокатних, відцентрового, лиття
Формула / Реферат:
Способ центробежного литья биметаллических прокатных валков, включающий плавку металла рабочего и внутреннего слоев, последовательную его заливку во вращаемую форму с одновременной подачей добавки при заливке металла внутреннего слоя, отличающийся тем, что металл рабочего и внутреннего слоев плавят в одном плавильном агрегате, при этом при заливке металла внутреннего слоя используют комплексную графитизирующую добавку, содержащую церий, барий...
Спосіб відцентрового лиття прокатних валків

Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Темніков Едуард Михайлович, Долуда Анатолій Олександрович, Гольдштейн Леонід Борисович, Воронцов Микола Михайлович, Токар Галина Миколаївна, Свистунов Ігор Олександрович
МПК: B22D 13/02
Мітки: валків, прокатних, відцентрового, лиття, спосіб
Формула / Реферат:
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения...
Підбирач валків
Номер патенту: 311
Опубліковано: 30.04.1993
Автори: Терещенко Анатолій Степанович, Троян Лариса Валеріївна, Троян Валерій Хомич, Воробкін Олександр Васильович, Краснов Григорій Андрійович, Гусманов Рашид Зуфарович, Остринський Максим Вікторович
МПК: A01D 89/00
Формула / Реферат:
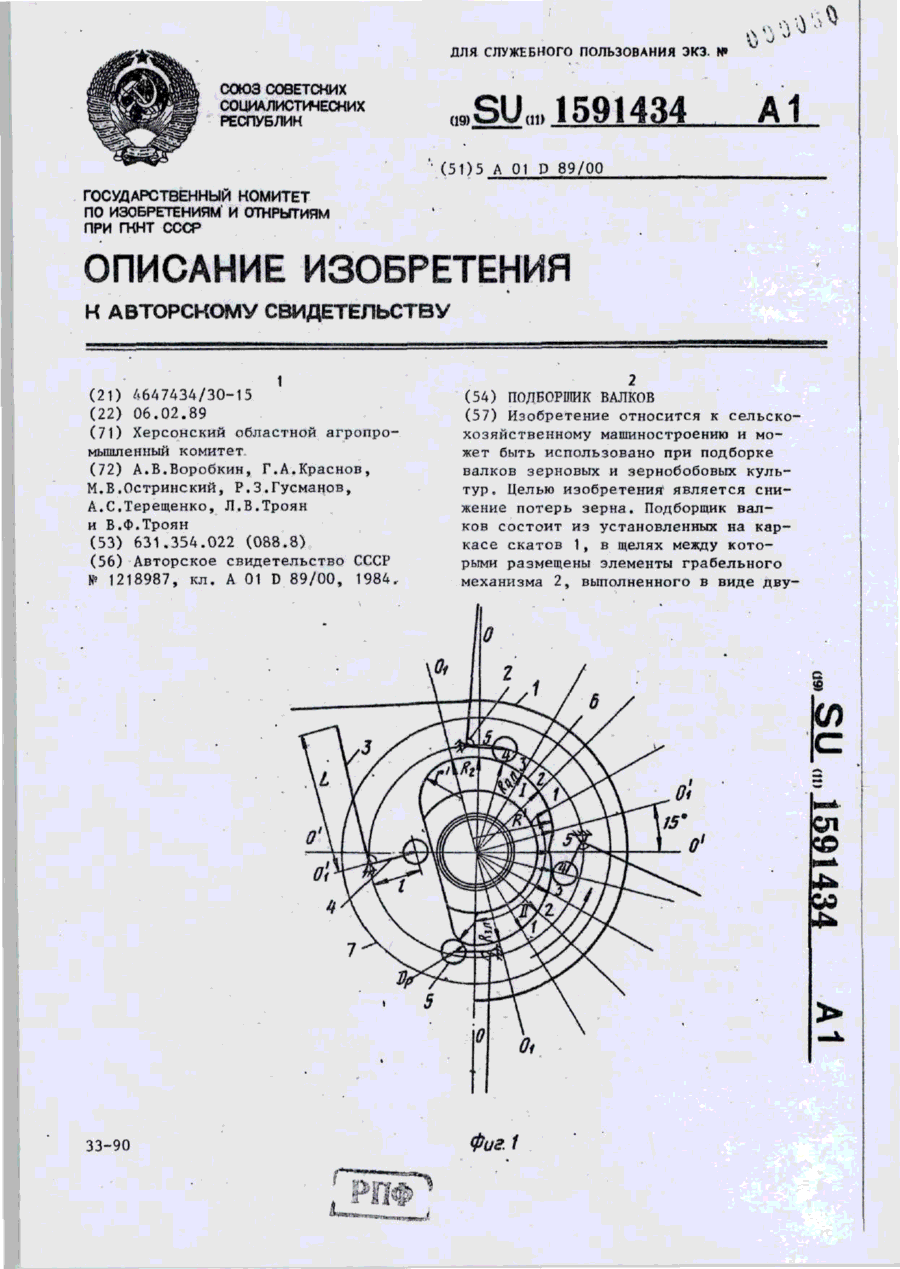
1. Подборщик валков, содержащий барабан, каркас, скаты, грабельный механизм, выполненный в виде шарнирно установленных двуплечих рычагов, одно плечо из которых является рабочим органом, а конец другого оснащен роликом, контактирующим с фигурной беговой дорожкой кулачка, рабочая часть которого имеет верхнюю выпуклую поверхностьпеременного радиуса р, описываемого уравнениемгде R - постоянный заданный радиус...
Шлакоутворююча суміш для обробки чугуна робочого шару двошарових прокатних валків
Номер патенту: 1144
Опубліковано: 30.12.1993
Автори: Сирота Олександр Олексійович, Костильков Ігор Георгійович, Кондратенко Віктор Іванович, Вороніна Валентина Олександрівна, Савін Валер'ян Федорович, Філіпченко Микола Сергійович, Тємніков Едуард Михайлович, Церковський Едуард Семенович, Будаг'янц Микола Абрамович
МПК: C21C 1/00
Мітки: прокатних, валків, обробки, робочого, суміш, чугуна, шару, двошарових, шлакоутворююча
Формула / Реферат:
(57) Шлакообразующая смесь для обработки чугуна рабочего слоя двухслойных прокатных валков, содержащая кальцинированную соду и окислы железа, о т л и ч а ю щ а я с я тем, что, с целью повышения рафинирующей способности шлакообразующей смеси по отношению к сере, снижения брака валков и улучшения механических свойств чугуна, она дополнительно содержит плавленный трехкальциевый борат при следующем соотношении компонентов, маc. %:
Попередній патент: Спосіб відцентрового лиття прокатних валків
Наступний патент: Спосіб добування корисних компонентів
Випадковий патент: Спосіб діагностики дисліпідемії у дітей з метаболічним синдромом