Спосіб дзюмана-грека складання автоцистерни несучої конструкції
Формула / Реферат
Способ оборки автоцистерны несущей конструкции, закрепляемой на шасси, включающий изготовление каркаса путем соединения сваркой элементов жесткости и приваркой к ним листов оболочки, отличающийся тем, что, с целью упрощения сборки цистерны и улучшения условий труда с одновременным повышением эксплуатационных прочностных качеств, каркас изготавливают в виде двух боковых панелей по всей длине автоцистерны с приваркой на них боковых листов оболочки, после чего панели соединяют поперечными элементами жесткости подлине, соответствующей ширине крепления шасси, затем приваривают нижние и верхние листы оболочки.
Текст
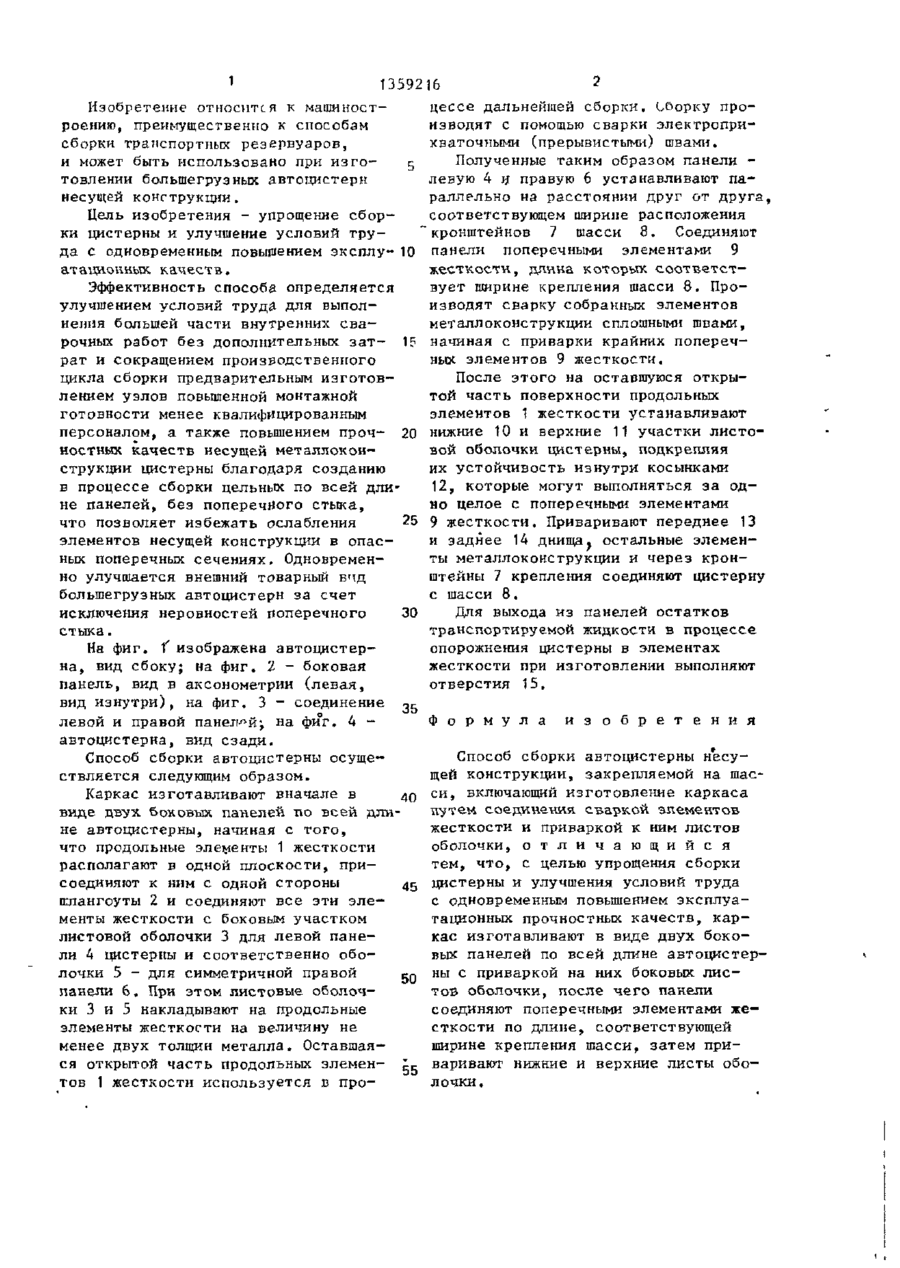
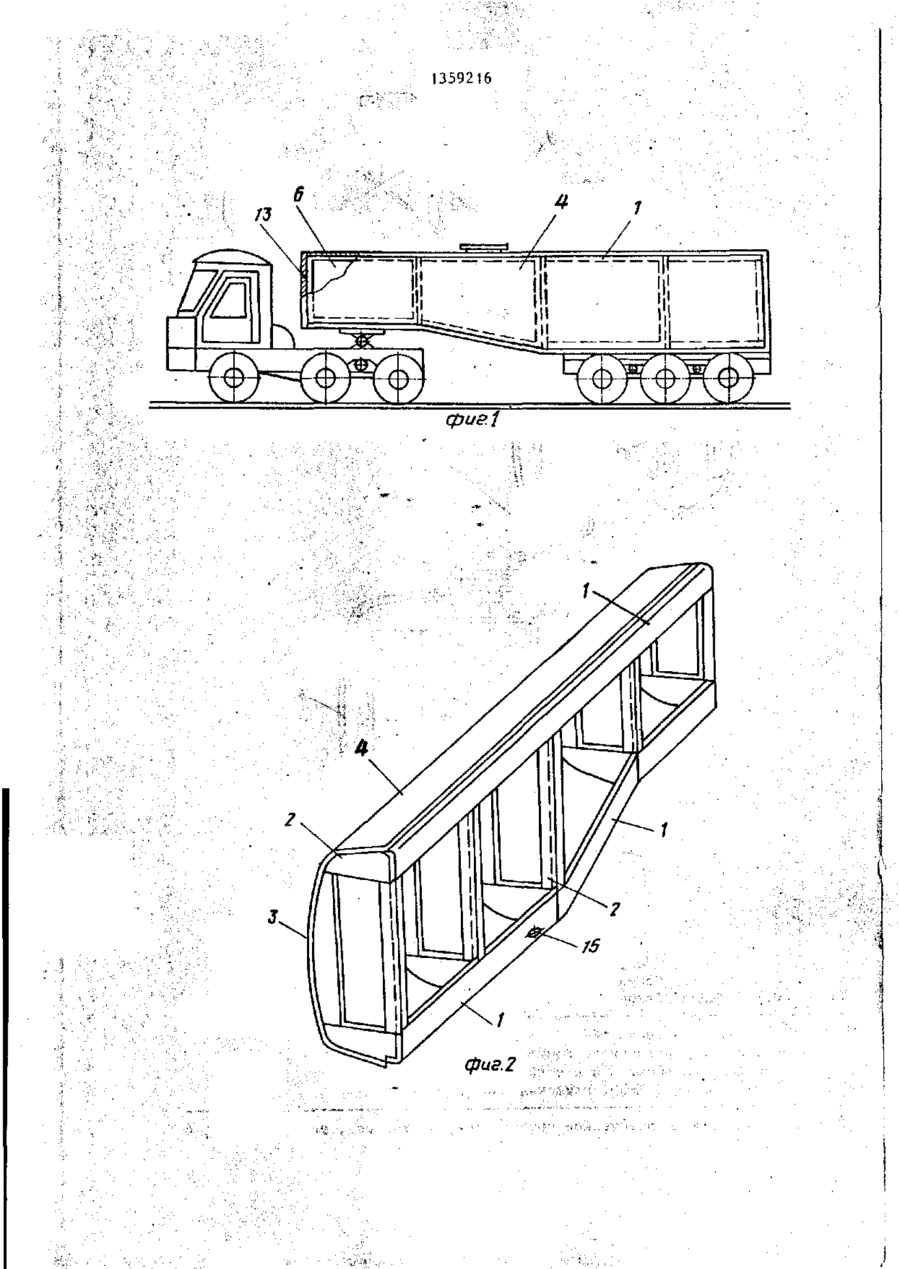
Изобретение позволяет упростить изготовление большегрузных а в т о ц и с терн несущей конструкции и улучшить условия труда сварщика путем поперечного соединения частей цистерны вместо традиционного наращивания с е к ц и я ми цистерны по ее длине. Каркас и з готавливают сначала в виде двух боковых панелей по всей длине автоцистерны с приваркой на них боковых листов обол о ч к и . Готовые панели соединяют между собой поперечными элементами жестк о с т и , длина которых соответствует ширине крепления шасси. Затем приваривают нижние и верхние листы оболочки и устанавливают цистерну на шасси. 4 ил. ' (Л С со ел to OS 1 13592 16 2 цессе дальнейшей сборки. Сборку проИзобретение относится к машиностизводят с помощью сварки электроприроению, преимущественно к способам хваточными (прерывистыми) швами. сборки транспортных резервуаров, и может быть использовано при из го5 Полученные таким образом панели товлении большегрузных автоцистерн левую 4 и правую 6 устанавливают панесущей конструкции. раллельно на расстоянии друг от друга, соответствующем ширине расположения Цель изобретения - упрощение сборкронштейнов 7 шасси 8. Соединяют ки цистерны и улучшение условий труэлементами 9 да с одновременным повышением эксплу- 10 панели поперечными жесткости, длина которых с о о т в е т с т атациоиных, качеств. вует ширине крепления шасси 8, ПроЭффективность способа определяется изводят сварку собранных элементов улучшением условий труда для выполметаллоконструкции сплошными швами, нения большей части внутренних сварочных работ без дополнительных зат- 1? начиная с приварки крайних поперечных элементов 9 жесткости. рат и сокращением производственного цикла сборки предварительным изготовПосле этого на оставшуюся открылением узлов повышенной монтажной той часть поверхности продольных готовности менее квалифицированным элементов 1 жесткости устанавливают персоналом, а также повышением проч- 20 нижние 10 и верхние 11 участки листоностннх качеств несущей металлоконвой оболочки цистерны, подкрепляя струкции цистерны благодаря созданию их устойчивость изнутри косынками в процессе сборки цельных по всей дли12, которые могут выполняться за одне панелей, без поперечного стыка, но целое с поперечными элементами что позволяет избежать ослабления 25 9 жесткости. Приваривают переднее 13 элементов несущей конструкции в опаси заднее 14 днища ? остальные элеменных поперечных сечениях. Одновременты металлоконструкции и через кронно улучшается внешний товарный вчд штейны 7 крепления соединяют цистерну большегрузных автоцистерн за счет с шасси 8. исключения неровностей поперечного 30 Для выхода из панелей остатков стыка. транспортируемой жидкости в процессе На фиг. X изображена автоцистеропорожнения цистерны в элементах на, вид сбоку; на фиг. 2 - боковая жесткости при изготовлении выполняют панель, вид в аксонометрии (левая, отверстия 15. вид изнутри), на фиг. 3 - соединение ог левой и правой панелей; на фиг. 4 Ф о р м у л а и з о б р е т е н и я автоцистерна, вид сзади. Способ сборки автоцистерны н'есуСпособ сборки автоцистерны осущещей конструкции, закрепляемой на шасствляется следующим образом. Каркас изготавливают вначале в 40 си, включающий изготовление каркаса путем соединения сваркой элементов виде двух боковых панелей по всей длижесткости и приваркой к ним листов не автоцистерны, начиная с того, оболочки, о т л и ч а ю щ и й с я что продольные элементы 1 жесткости тем, что, с целью упрощения сборки располагают в одной плоскости, присоединяют к ним с одной стороны 45 цистерны и улучшения условий труда с одновременным повышением эксплуашпангоуты 2 и соединяют все эти элетационных прочностных качеств, к а р менты жесткости с боковым участком кас изготавливают в виде двух боколистовой оболочки 3 для левой паневых панелей по всей длине автоцистерли 4 цистерны и соответственно оболочки 5 - для симметричной правой eg ны с приваркой на них боковых л и с тов оболочки, после чего панели панели 6. При этом листовые оболочсоединяют поперечными элементами жеки 3 и 5 накладывают на продольные сткости по длине, соответствующей элементы жесткости на величину не ширине крепления шасси, затем применее двух толщин металла. Оставшаяся открытой часть продольных элемен- гг варивают нижние и верхние листы оболочки . тов 1 жесткости используется в про 1359216 фиг І фиг.2 Ю Редактор И.Касарда фиг 4. Составитель В.Шипов Техред И.Попович Корректор О.Кравцова Заказ (6107/21 Тираж 641 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDziuman-hrek's method for assembly of tank truck of bearing structure
Автори англійськоюDziuman-Hrek Yurii Mykolaiovych
Назва патенту російськоюСпособ дзюмана-грека сборки автоцистерны несущей конструкции
Автори російськоюДзюман-Грек Юрий Николаевич
МПК / Мітки
МПК: B23P 11/00, B65D 88/00
Мітки: складання, конструкції, дзюмана-грека, спосіб, несучої, автоцистерни
Код посилання
<a href="https://ua.patents.su/4-16421-sposib-dzyumana-greka-skladannya-avtocisterni-nesucho-konstrukci.html" target="_blank" rel="follow" title="База патентів України">Спосіб дзюмана-грека складання автоцистерни несучої конструкції</a>
Вузол кріплення
Номер патенту: 215
Опубліковано: 30.04.1993
Автор: Кутумов Юрій Сергійович
МПК: B60K 37/00, B62D 25/14
Формула / Реферат:
Узел крепления, преимущественно панели приборов транспортного средства, включающий несущую профилированную незамкнутую оболочку панели с двойными стенками в месте крепления панели к кузову транспортного средства, по крайней мере один элемент крепления, размещенный с внутренней стороны оболочки, отличающийся тем, что, с целью упрощения монтажа и демонтажа панели при обеспечении необходимой жесткости в месте крепления, элемент крепления...
Вузол кріплення трубчастого елемента решітчастої конструкції
Номер патенту: 81
Опубліковано: 30.04.1993
Автор: Кагановський Леонід Овсійович
МПК: E04B 1/58
Мітки: конструкції, трубчастого, елемента, вузол, кріплення, решітчастої
Формула / Реферат:
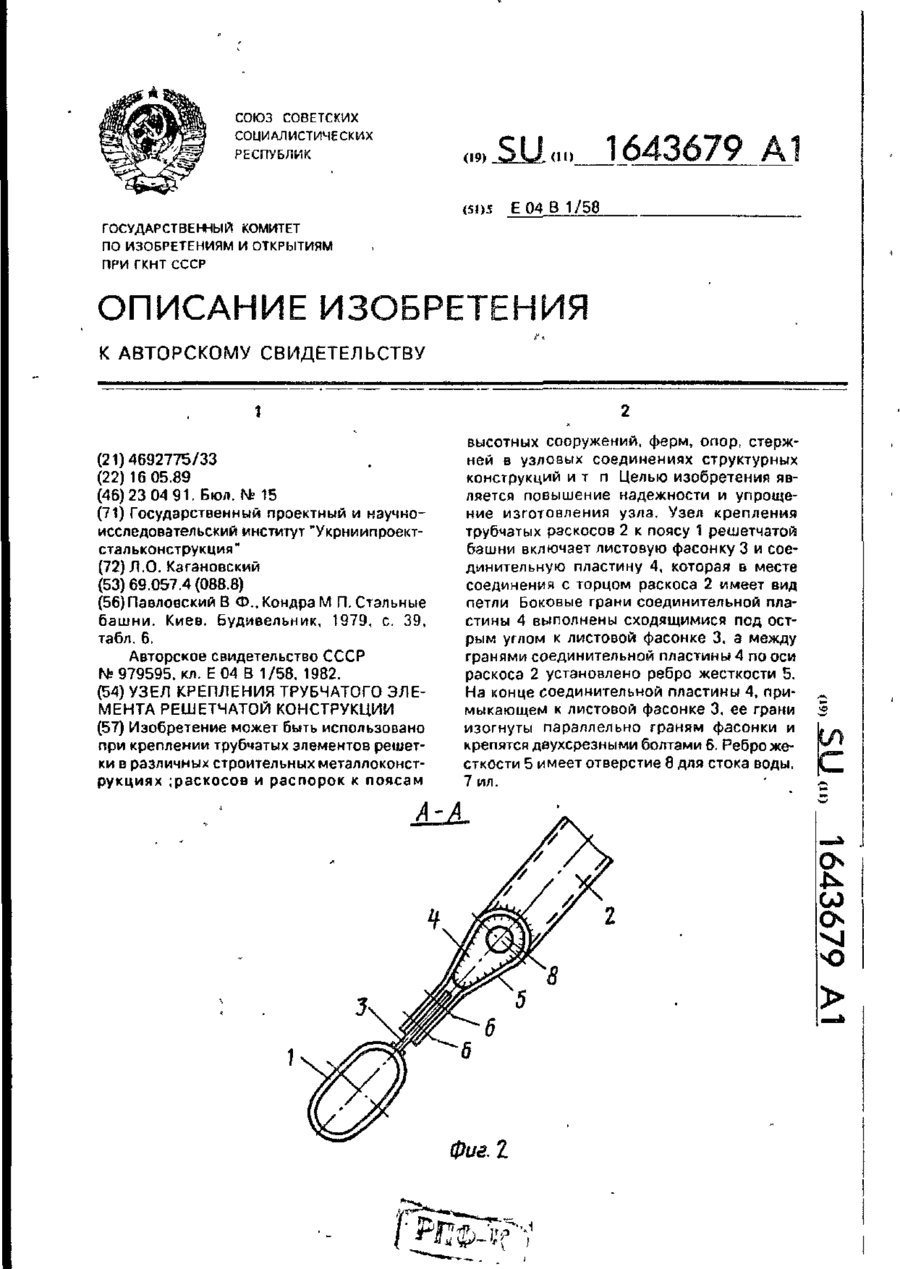
Формула изобретенияУзел крепления трубчатого элемента решетчатой конструкции, включающий листовую фасонку и прикрепленную к ней с обеих сторон гранями соединительную пластину, отличающийся тем, что, с целью повышения надежности и упрощения изготовления конструкции, узел снабжен ребром жесткости, установленным между гранями соединительной, пластины по оси трубчатого элемента, причем соединительная пластина в месте крепления трубчатого...
Барабан для складання покришок пневматичних шин
Номер патенту: 2679
Опубліковано: 26.12.1994
Автори: Гітніков Ара Гершович, Таталін Борис Федорович
МПК: B29D 30/20
Мітки: покришок, пневматичних, складання, барабан, шин
Формула / Реферат:
Барабан для оборки покрышек пневматических шин, содержащий смонтированное на приводном валу основание с закрепленной на нем наружной профильной обечайкой, отличающийся тем, что, с целью упрощения конструкции барабана и повышения надежности его работы, профильная обечайка выполнена в виде эластичной оболочки.
Спосіб виготовлення складеної попередньонапруженої конструкції
Номер патенту: 1428
Опубліковано: 25.03.1994
Автор: Кучерявий Євген Федорович
МПК: E04C 3/04
Мітки: конструкції, спосіб, виготовлення, попередньонапруженої, складеної
Формула / Реферат:
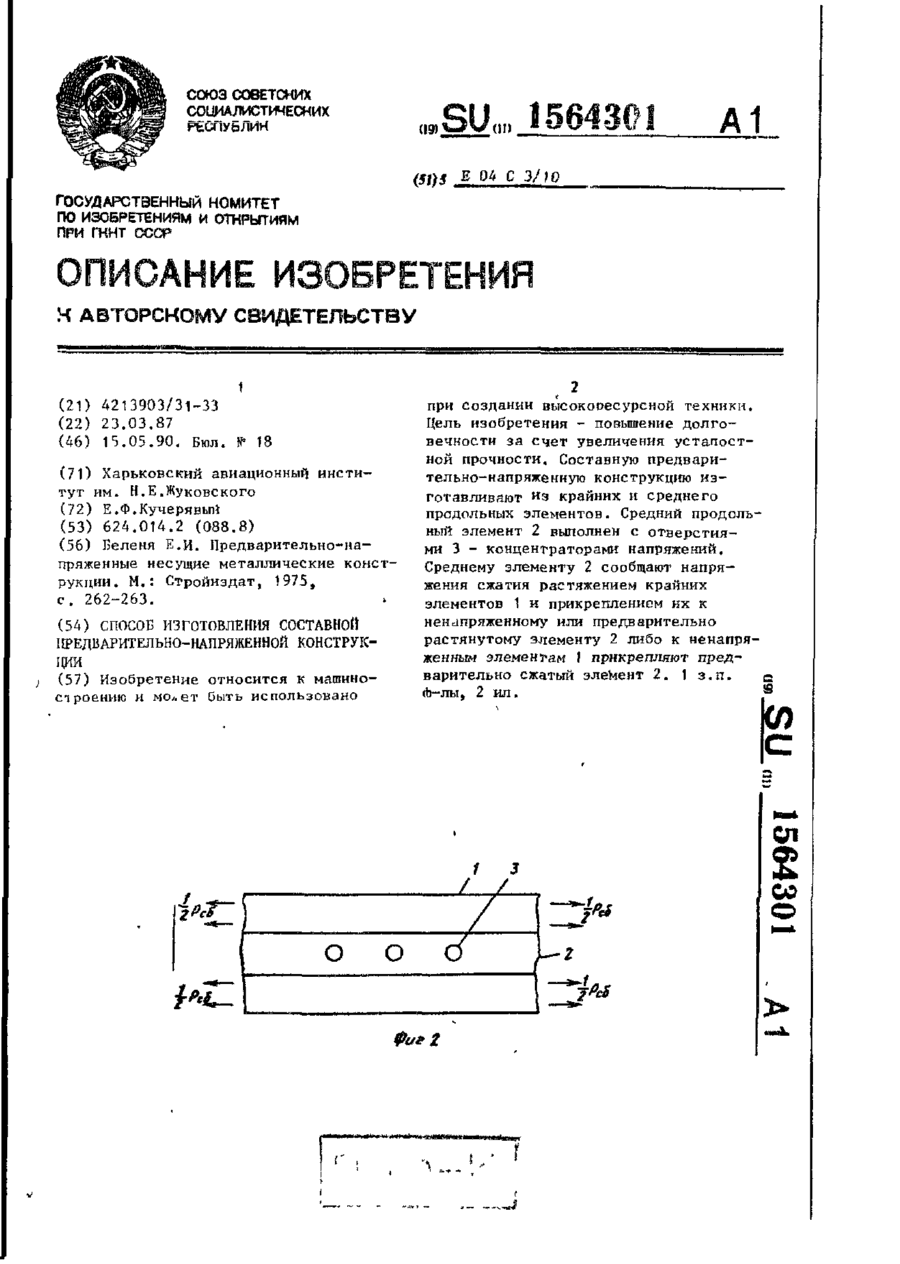
1. Способ изготовления составной предварительно напряженной конструкции из нескольких составляющих продольных элементов с предварительным их деформированием и сборку их в единую конструкцию с сохранением напряженного состояния предварительно деформисчет осуществления их предварительного сжатия и/или предварительного растяжения элементов без концентраторов напряжений. 2. Способ по п. 1 , отличающийся тем, что элементы без...
Вузол кріплення трубчастого елемента решітчастої конструкції
Номер патенту: 891
Опубліковано: 15.12.1993
Автор: Кагановський Леонід Овсійович
МПК: E04B 1/58
Мітки: кріплення, трубчастого, вузол, елемента, конструкції, решітчастої
Формула / Реферат:
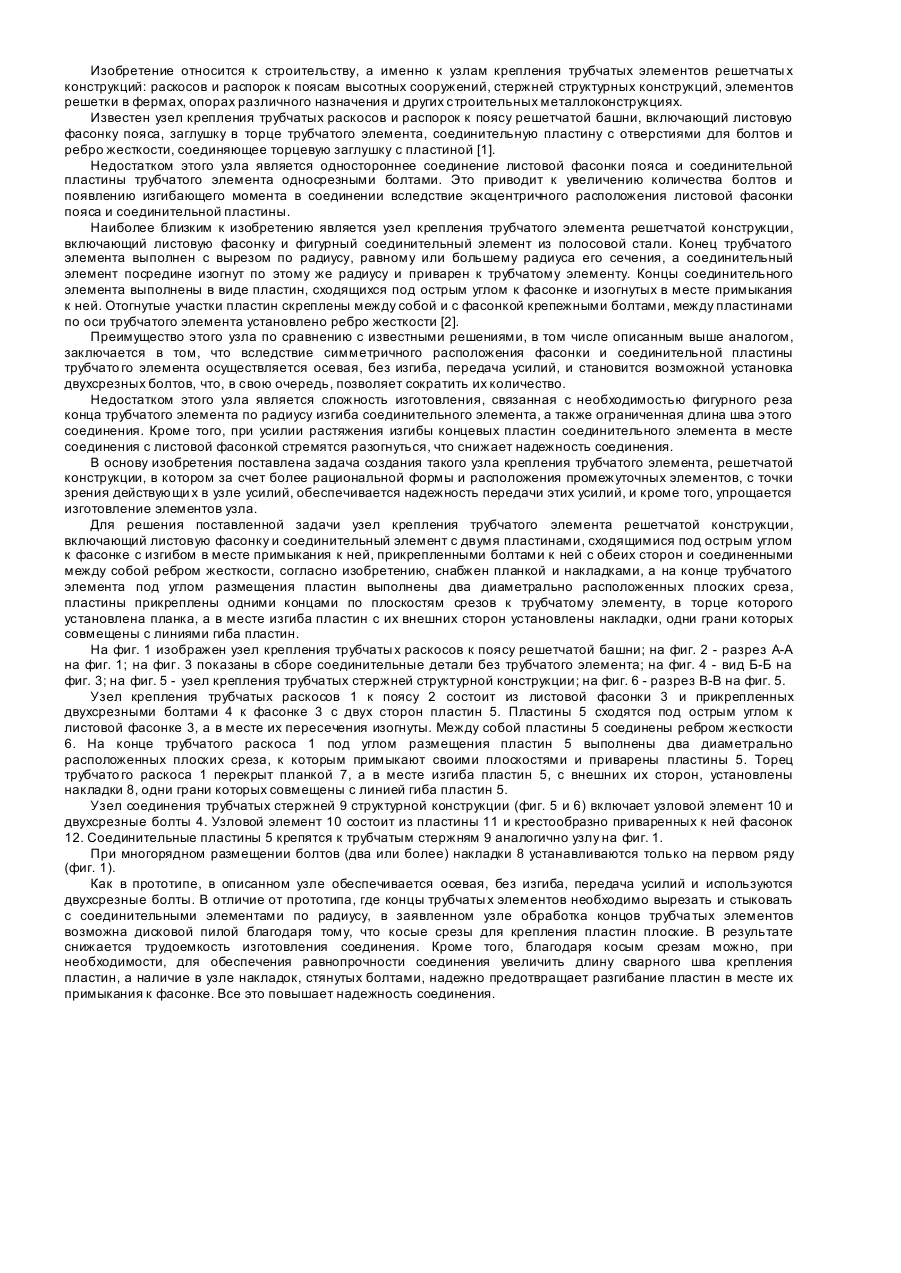
Узел крепления трубчатого элемента решетчатой конструкции, включающий листовую фасонку и соединительный элемент с двумя пластинами, сходящимися под острым углом к фасонке с изгибом в месте примыкания к ней, прикрепленными болтами к ней с обеих сторон и соединенными между собой ребром жесткости, отличающийся тем, что он снабжен планкой и накладками, а на конце трубчатого элемента под углом размещения пластин выполнены два диаметрально...
Попередній патент: Спосіб виготовлення зварного зубчатого колеса
Наступний патент: Спосіб установлення вантажу на основу
Випадковий патент: Лабіринтове ущільнення