Спосіб оребріння трубок теплообмінника
Номер патенту: 16479
Опубліковано: 29.08.1997
Автори: Стешенко Володимир Петрович, Гавриленко Тетяна Григорівна, Аверін Геннадій Васильович
Формула / Реферат
1. Способ оребрения трубок теплообменников прямоугольного поперечного сечения с близко расположенными ребрами,’ включающий операцию подрезания слоев металла из припусков на наружной поверхности трубы и отгибку образуемых ребер, отличающийся тем, что, с целью снижения металлоемкости за счет уменьшения припусков на наружной поверхности трубы, подрезание каждого слоя осуществляют по цилиндрической поверхности, имеющей центр кривизны со стороны оси трубки.
2. Способ по п. 1, отличающийся тем, что подрезание каждого слоя осуществляют по цилиндрической поверхности, имеющей радиус кривизны К, определяемый по зависимости
где l- длина кривой резания, мм;
δK - конечная толщина ребра в основании, мм;
t - шаг ребер, мм;
δH - начальная толщина ребра на вершине, мм.
Текст
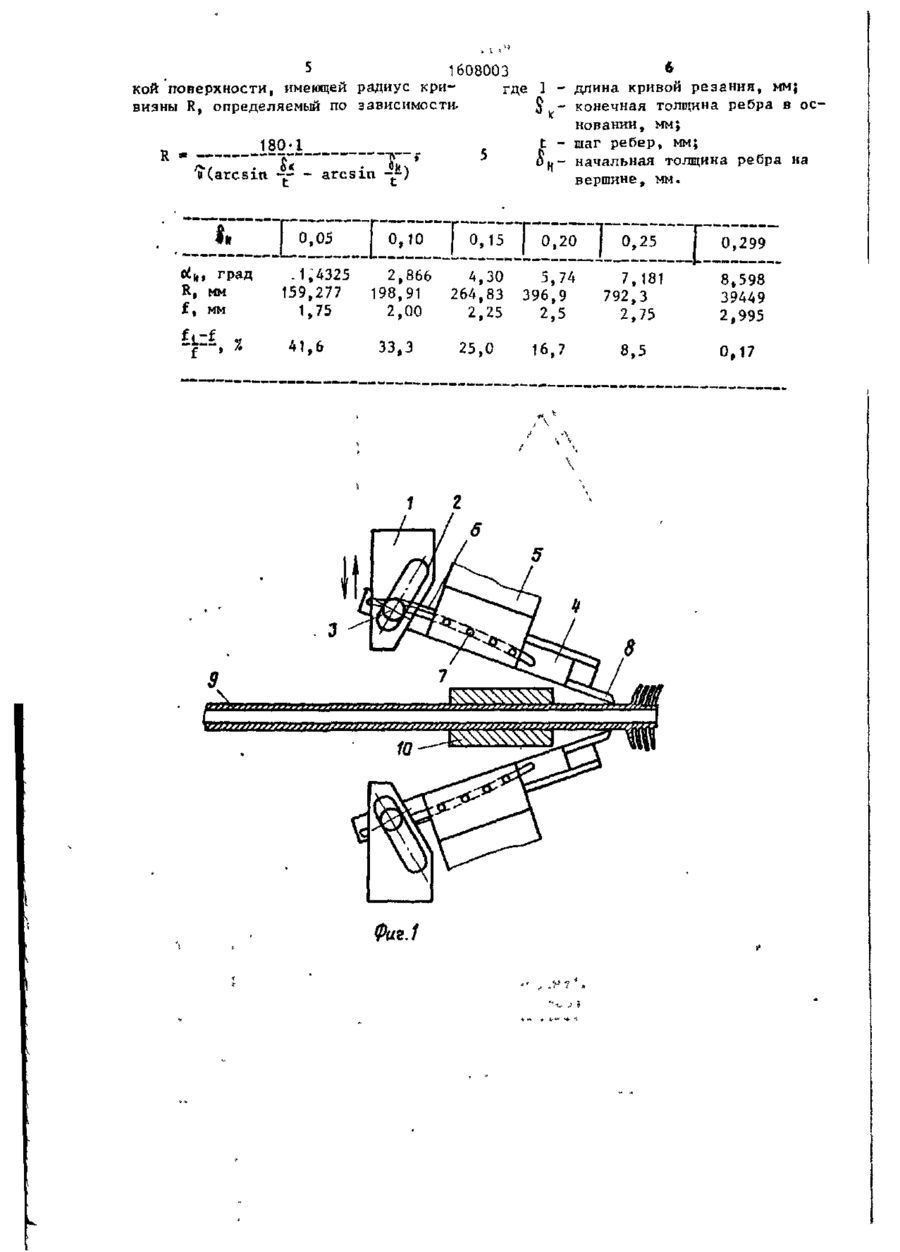
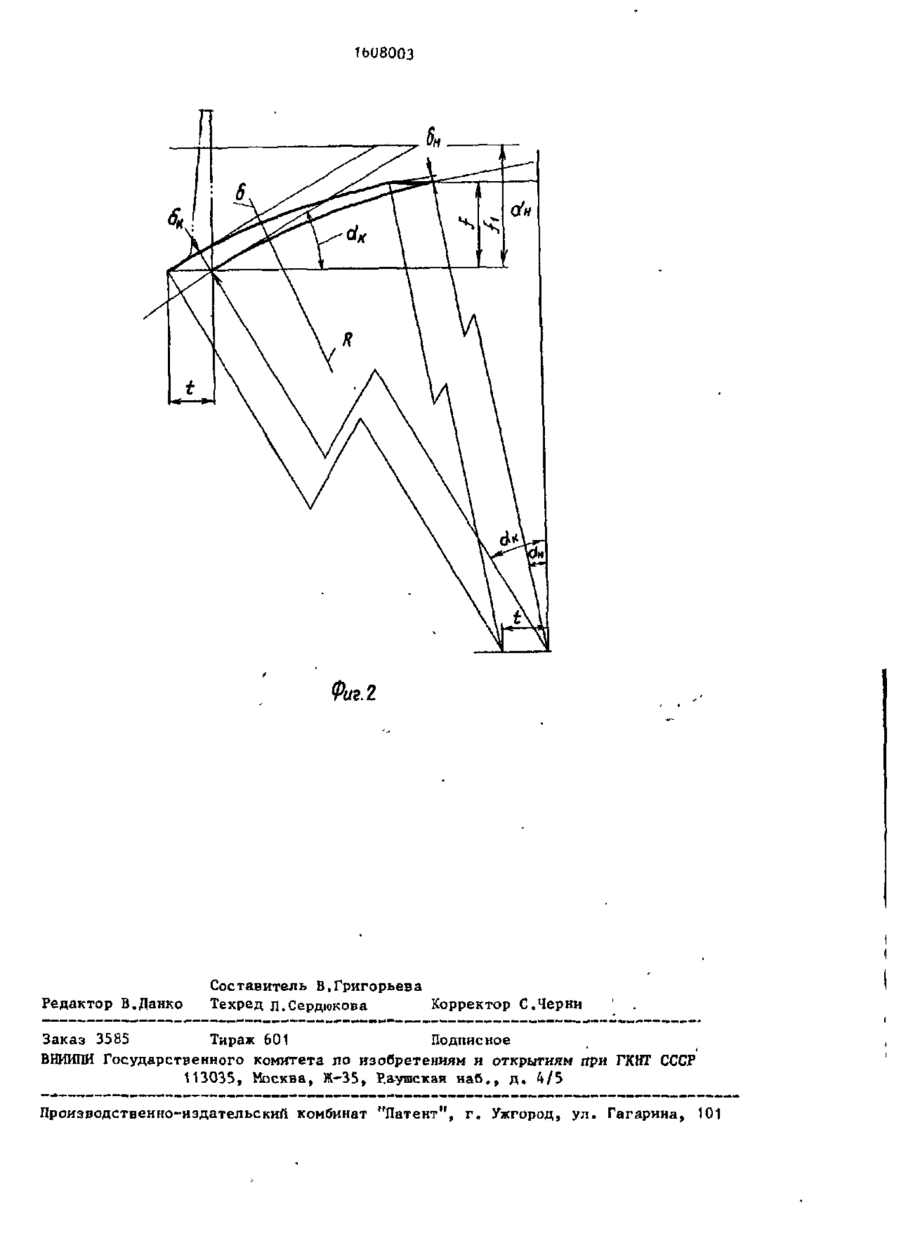
Изобретение относится к обработке металлов давлением, в частности к способам оребрения трубчатых элементов. Цель изобретения - снижение Изобретение относится к обработке металлов давлением, в частности к способам оребрения трубчатых элементов. Цель изобретения - снижение металлоемкости за счет уменьшения припусков на наружной поверхности трубок. На фиг.1 представлено устройство для оребрения; на фиг.2 - схема подрезания слоя по цилиндрическим поверхностям и по параллельным поверхностям (тонкие линии). Способ включает операции подрезания слоев материала на припусках наружной поверхности трубы и отгибку образуемых ребер, причем подрезание каждого слоя материала осуществляют срезом по цилиндрической поверхности с центром кривизны со стороны оси металпоемкости за счет уменьшения припусков на наружной поверхности трубы. Оребрение производится подрезанием слоев металла по цилиндрической поверхности, имеющей центр кривизны со стороны оси трубки. Одновременно осуществляют отгибку ребра. Радиус кривизны определяют из соотношения R-180 l / ^ ( a r c s i n S^/t - а г с в і п а ц / О , где 1 - длина кривой резания, мм; £ - шаг ребер; о а начальная толщина ребра на вершине; о к - конечная толщина ребра в основании. Переменная по высоте толщина ребра обеспечивает улучшение теплопередающей способности теплообменника. 1 з . п . ф-лы, 2 и л , , 1 табл. трубы. Радиус кривизны определяют из соотношения R= 180-1 —лUK . - - - arcsm -к } СИч --) где 1 - длина кривой резания, мм; t - шаг ребер, мм; \ о н " начальная толщина ребра на вершине, мм; 0 к - конечная толщина ребра в основании, мм. Для реализации способа можно использовать вертикально-фрезерный станок, имеющий специальную фрезерную головку для преобразования вращательного движения шпинделя в возпратно-поступательное вертикальное движение ползуна. 00 о о 1608003 Ползун 1 имеет две вертикальные боковые стенки с фигурными пазами 2, через которые проходят штифты 3, закрепленные на противоположных боковых стенках салазок 4, перемещаемых в неподвижной направляющей 5, Посредством штифтов 3 осуществляется преобразование вертикального возвратно-поступательного движения ползуна 1 в про10 дольное возвратно-поступательное движение салазок 4, В боковых стенках салазок 4 имеются продольные криволинейные пазы 6, радиус кривизны которых соответст- 15 вует радиусу кривизны цилиндрической выпуклой поверхности, по которой производят подрезание слоя материала на припусках трубы, а в боковых стенках неподвижной направляющей 5 зак20 реплены штифты 7, расположенные также по криволинейной траектории соответственно пазам 6. За счет наличия криволинейных пазов 6 и соответственно расположенных 25 им штифтов 7 обеспечивается требуемое движение режущего инструмента 8, закрепленного на салазках 4, по расчетной криволинейной траектории радиусом R. Для поддержки трубы 9 и подачи 30 ее на заданный шаг t в процессе изготовления ребер предусмотрена направляющая 10. Способ осуществляют следующим образом. 35 Включают станок. Посредством пазов 2 и штифтов 3 вертикальное возвратнс-поступательное движение ползуна 1 преобразуется в продольное возвратно-поступательное движение са- 40 лазок 4 с закрепленным на них режущим инструментом 8. Но так как перемещение салазок 4 осуществляется в направляющей 5 посредством продольных криволинейных 45 пазов 6 и соответственно расположенных им штифтов 7, перемещение режущего инструмента 8 также осуществляется по криволинейной траектории. Вследствие чего происходит подреаа50 ние слоя материала на припусках наружной поверхности трубы по цилиндрической поверхности расчетным радиусом и под заданным углом, а под другим углом осуществляется отгибка образованного ребра. Затем трубу 9 переме- 65 щают на шаг t и процесс повторяется. П р и м е р , Оребрение производят на трубе плоскоовальной из алюминие вого сплава, припуск на которое определяется по зависимостигде о(н= a r c s i n - - . Задают: о/к - a r c s i n -r-,длину резания 1=20 мм, толщину ребра у основания Q = 0 , 3 мм, шаг ребра t=2,0 мм, толщину ребра у вершины £ц=0,05 мм. Для сравнения расчета произведены для среза по параллельным срезу плоскостям и по цилиндрической выпуклой поверхности. Для среза равнотолщинных по высоте ребер толщиной 6=0,3 мм определены угол резания об и величина припуска f^ из следующих соотношений: K О = a r c s i n r = a r c s i n - A -=8^627 , б J f конечные углы резания оСц» величины припусков f и R (см, таблицу), В таблице приведена также ожидаемая экономия металла Из результатов таблицы видно, что приближение к равнотолщинному ребру по высоте требует увеличения расхода металла. Переменная по высоте толщина ребра обеспечивает улучшение теплопередающей способности теплообмен- -. ника. Формула и з о б р е т е н и я 1, Способ оребрения трубок теплообменников прямоугольного поперечного сечения с близко расположенными ребрами, включающий операцию подрезания слоев металла из припусков на наружной поверхности трубы и отгибку образуемых ребер, о т л и ч а ю щ и й с я тем, что, с целью снижения металлоемкости за счет уменьшения припусков на наружной поверхности трубы, подрезание каждого слоя осуществляют по цилиндрической поверхности, имеющей центр кривизны со стороны оси трубки. 2, Способ по п . 1 , 0 т л и ч а ю щ и й с я тем, что подрезание каждого слоя осуществляют по цилиндричес 5 1608003 * кой поверхности, имеющей радиус кригде 1 - длина кривой резания, мм; виэны R, определяемый по зависимости$ - конечная толщина ребра в основании, мм; 180-1 _ t - шаг ребер, мм; R я _ ---j- f 5 ft начальная толщина ребра на «(arcsin -fc- - arcsin ~ ) вершине, мм. I»
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of ribbing tubes of heat exchangers
Автори англійськоюAverin Hennadii Vasyliovych, Steshenko Volodymyr Petrovych, Havrylenko Tetiana Hryhorivna
Назва патенту російськоюСпособ оребрения трубок теплообменников
Автори російськоюАверин Геннадий Васильевич, Стешенко Владимир Петрович, Гавриленко Татьяна Григорьевна
МПК / Мітки
МПК: B21D 53/02
Мітки: теплообмінника, трубок, спосіб, оребріння
Код посилання
<a href="https://ua.patents.su/4-16479-sposib-orebrinnya-trubok-teploobminnika.html" target="_blank" rel="follow" title="База патентів України">Спосіб оребріння трубок теплообмінника</a>
Спосіб виготовлення колектора для теплообмінника з плоскоовальними багатоканальними трубами
Номер патенту: 16475
Опубліковано: 29.08.1997
Автор: Аверін Геннадій Васильович
Мітки: колектора, спосіб, трубами, теплообмінника, виготовлення, багатоканальними, плоскоовальними
Формула / Реферат:
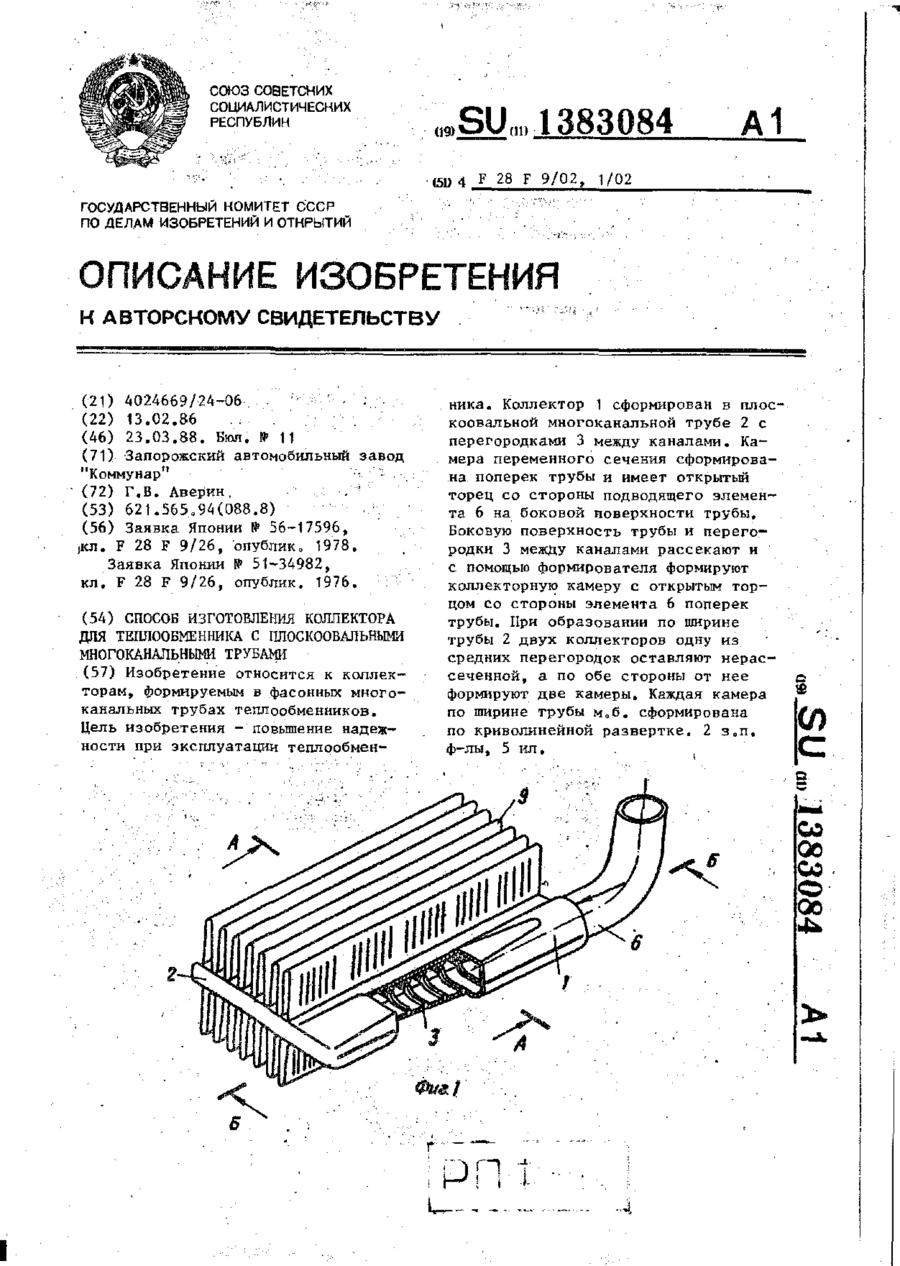
1. Способ изготовления коллектора для теплообменника с плоскоовальными многоканальными трубами путем рассечения перегородок между каналами и последующего формирования коллекторной камеры с открытым торцом со стороны подводящего элемента, отличающийся тем, что, с целью повышения надежности при эксплуатации, одновременно с рассечением перегородок рассекают боковую поверхность трубы, а камеру формируют поперек последней.2. Способ по...
Спосіб виготовлення теплообмінної труби з поперечними розрізними ребрами
Номер патенту: 13291
Опубліковано: 28.02.1997
Автори: Письмений Євген Миколайович, Рогачов Валерій Андрійович, Ободянський Анатолій Васильович
МПК: F28F 1/24
Мітки: поперечними, ребрами, трубі, розрізними, виготовлення, спосіб, теплообмінної
Формула / Реферат:
(57) 1. Способ изготовления теплообменной трубы с поперечными разрезными ребрами, состоящий в выдавливании ребер на поверхности трубы, имеющей выступы, оставляющие единое целое с трубой, отличающийся тем, что в качестве исходной используют трубу с продольными или ориентированными на пологой винтовой линии выступами на поверхности.2. Способ по п.1, отличающийся тем, что выдавливание ребер осуществляют из выступов трубы.3. Способ...
Спосіб виготовлення теплообмінника
Номер патенту: 7709
Опубліковано: 26.12.1995
Автор: Копак Мирослав Петрович
МПК: B23P 15/26
Мітки: виготовлення, спосіб, теплообмінника
Формула / Реферат:
1. Способ изготовления теплообменника, заключающийся в формовке двух спиралей тарельчатой формы, сборке их между собой с патрубками и коническими крышками и последующем их жестком соединении, отличающийся тем, что, с целью упрощения технологии изготовления формовку спирали осуществляют навивкой полосы на оправку виток к витку тарельчатой формы, а после навивки спираль калибруют по шагу, сборку спиралей между собой осуществляют...
Труба теплообмінника
Номер патенту: 5938
Опубліковано: 29.12.1994
Автори: Янош Бодаш, Ласло Форго, Іштван Папп, Ласло Хеллер, Кароль Ласло, Дьюла Ковач
МПК: F28F 1/10, F28F 13/00
Мітки: теплообмінника, труба
Формула / Реферат:
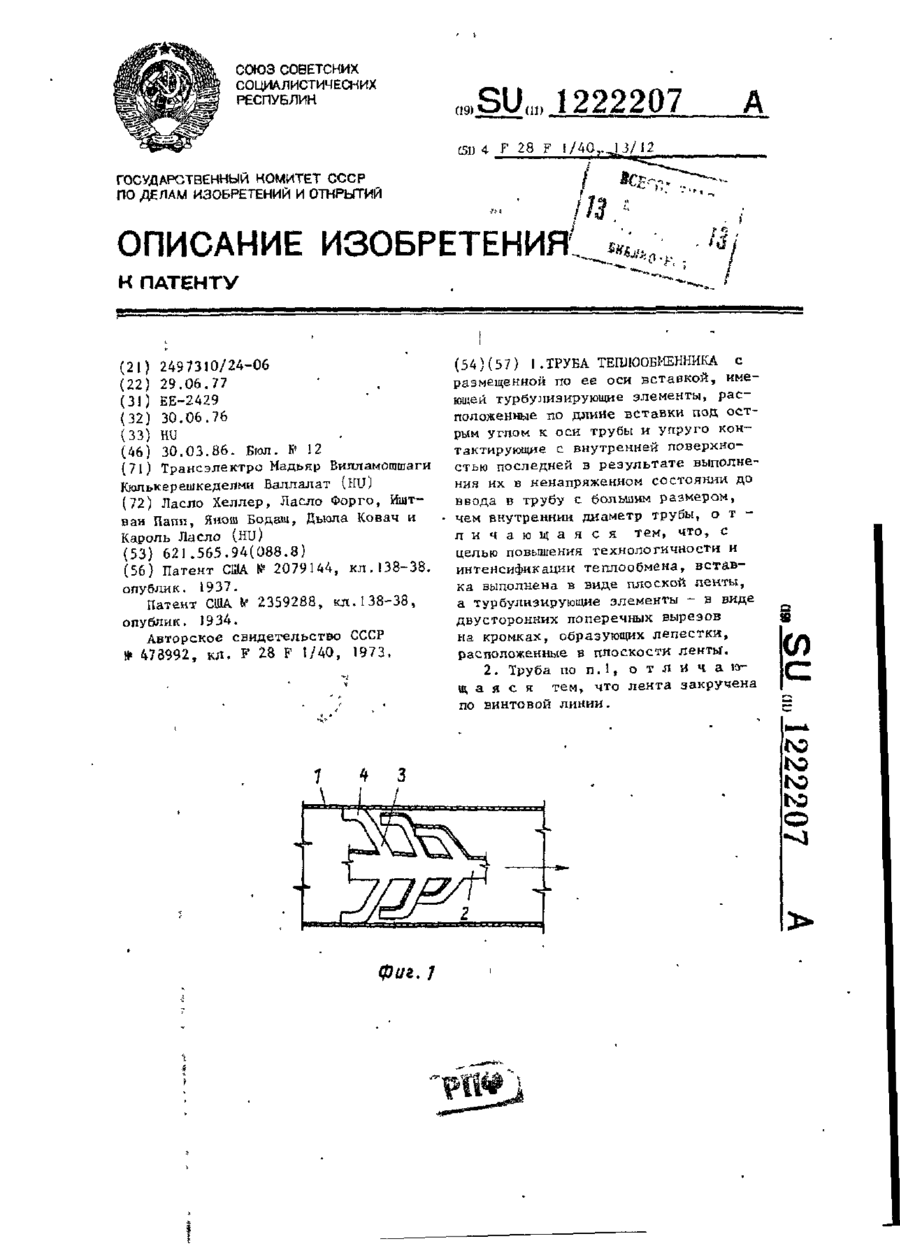
1. Труба теплообменника с размещенной по ее оси вставкой, имеющей турбулизирующие элементы, расположенные по длине вставки под острым углом к оси трубы и упруго контактирующие с внутренней поверхностью последней в результате выполнения их в ненапряженном состоянии до ввода в трубу с большим размером, чем внутренний диаметр трубы, отличающаяся тем, что, с целью повышения технологичности и интенсификации теплообмена, вставка выполнена в...
Спрямовувач інтубаційних трубок
Номер патенту: 7707
Опубліковано: 26.12.1995
Автори: Стащук Володимир Федорович, Мінков Віктор Георгієвич
МПК: A61B 17/24
Мітки: трубок, спрямовувач, інтубаційних
Формула / Реферат:
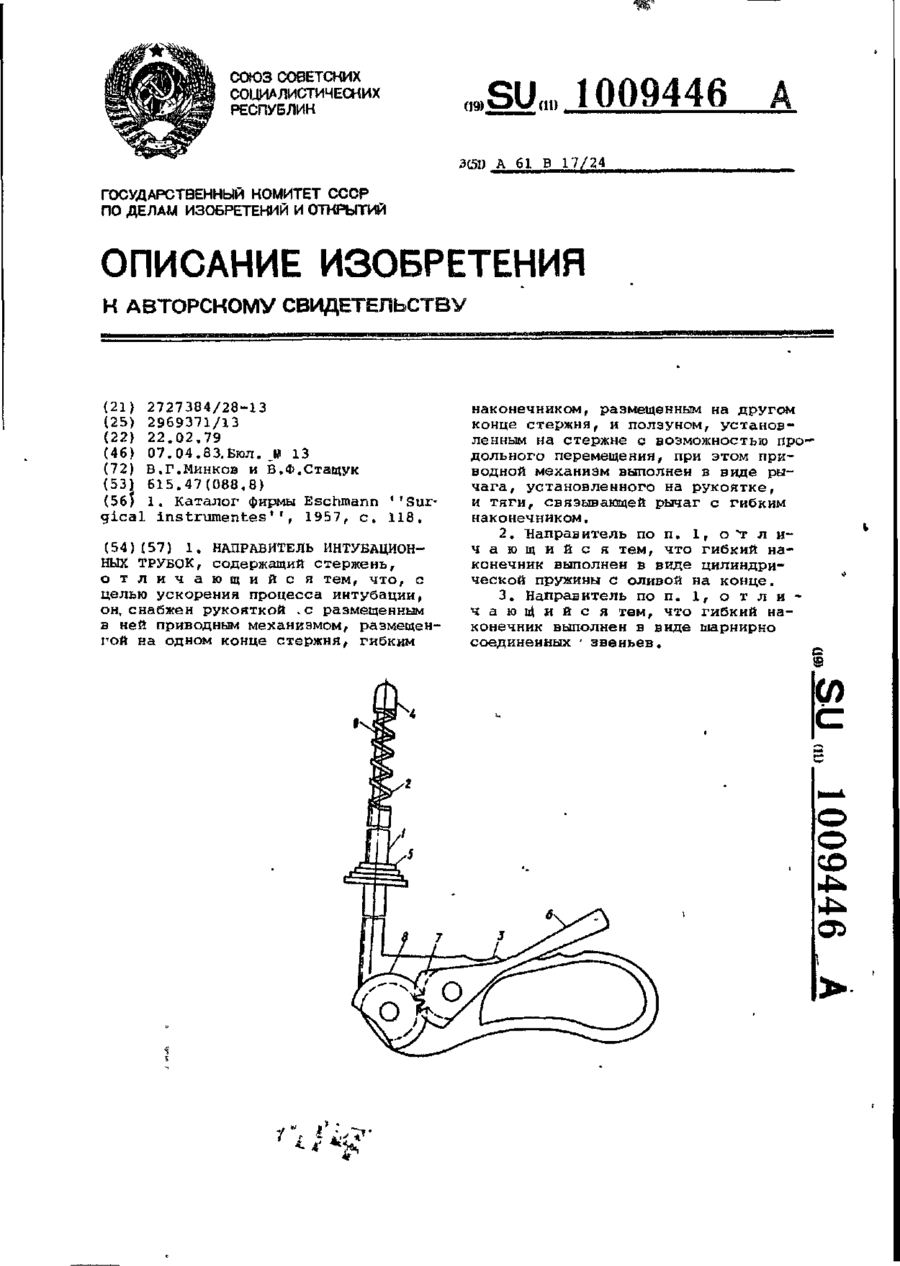
1. Направитель иятубациониых трубок, содержащий стержень, отличающийся тем, что с целью ускорения процесса интубации, он, снабжен рукояткой с размещенным в ней приводным механизмом, размещенной на одном конце стержня, гибким наконечником, размещенным на другом конце стержня, я ползуном, установленным на стержне с возможностью продольного перемещения, при этом приводной механизм выполнен в виде рычага, установленного на рукоятке, и тяги,...
Попередній патент: Радіатор для опалення транспортного засобу
Наступний патент: Глушитель шуму вихлопу двигуна внутрішнього згорання клушина
Випадковий патент: Спосіб отримання гіпсового в'яжучого