Спосіб керування шліфуванням
Номер патенту: 17085
Опубліковано: 15.09.2006
Автори: Ларшина Алла Василівна, Ліщенко Наталія Володимирівна, Ларшин Василь Петрович, Якимов Олександр Васильович
Формула / Реферат
1. Спосіб керування шліфуванням, що полягає в стабілізації глибини дефектного шару, яку визначають із рівняння зв'язку між цим параметром і двома температурами - поточною і максимально припустимою - причому поточну температуру визначають непрямим шляхом, наприклад по вимірюваній потужності шліфування, який відрізняється тим, що максимально припустиму температуру визначають попередньо в момент появи дефектного шару по рівнянню зв'язку між температурою, з однієї сторони, і потужністю і режимними параметрами шліфування, з іншої сторони.
2. Спосіб за п. 1, який відрізняється тим, що момент утворення дефектного шару визначають шляхом зміни режимного параметра шліфування при одночасному контролі переходу стану матеріалу поверхневого шару з недефектного в дефектний.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що зазначений момент переходу стану матеріалу з недефектного в дефектний визначають шляхом порівняння фізико-механічних властивостей поверхневого шару матеріалу в попередній і наступний моменти часу або шляхом порівняння зазначених властивостей глибинних шарів матеріалу із властивостями тонкого поверхневого шару в зазначені моменти часу.
Текст
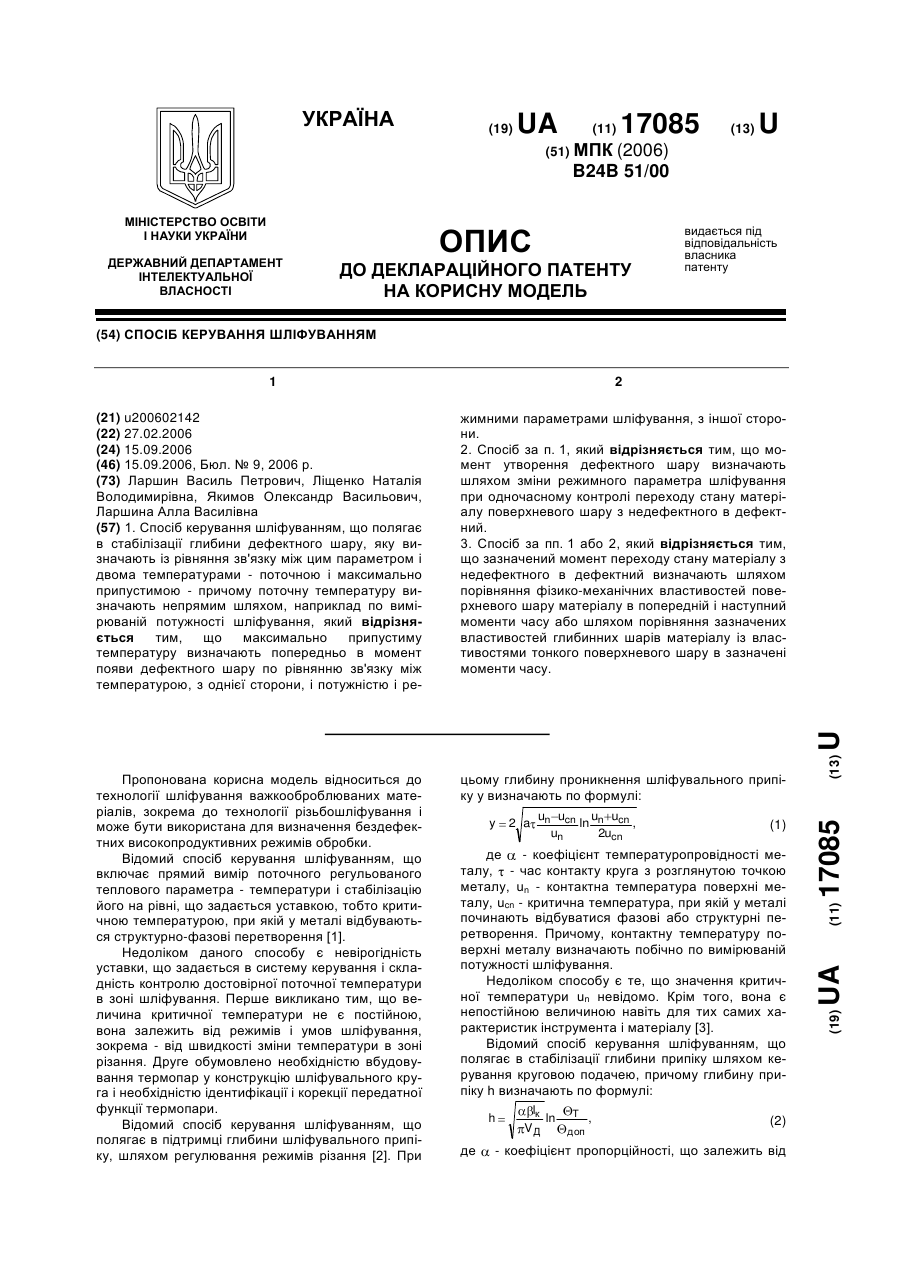
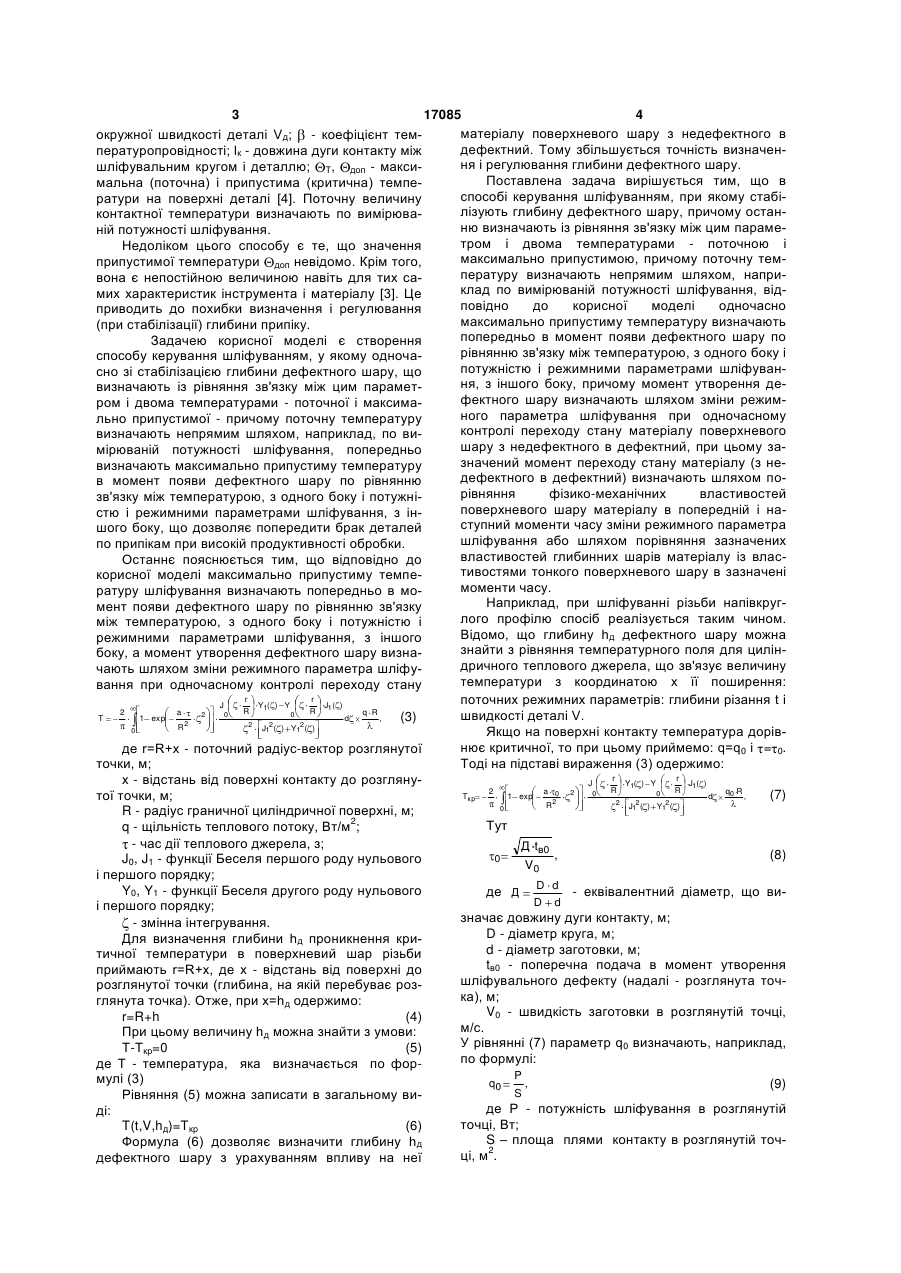
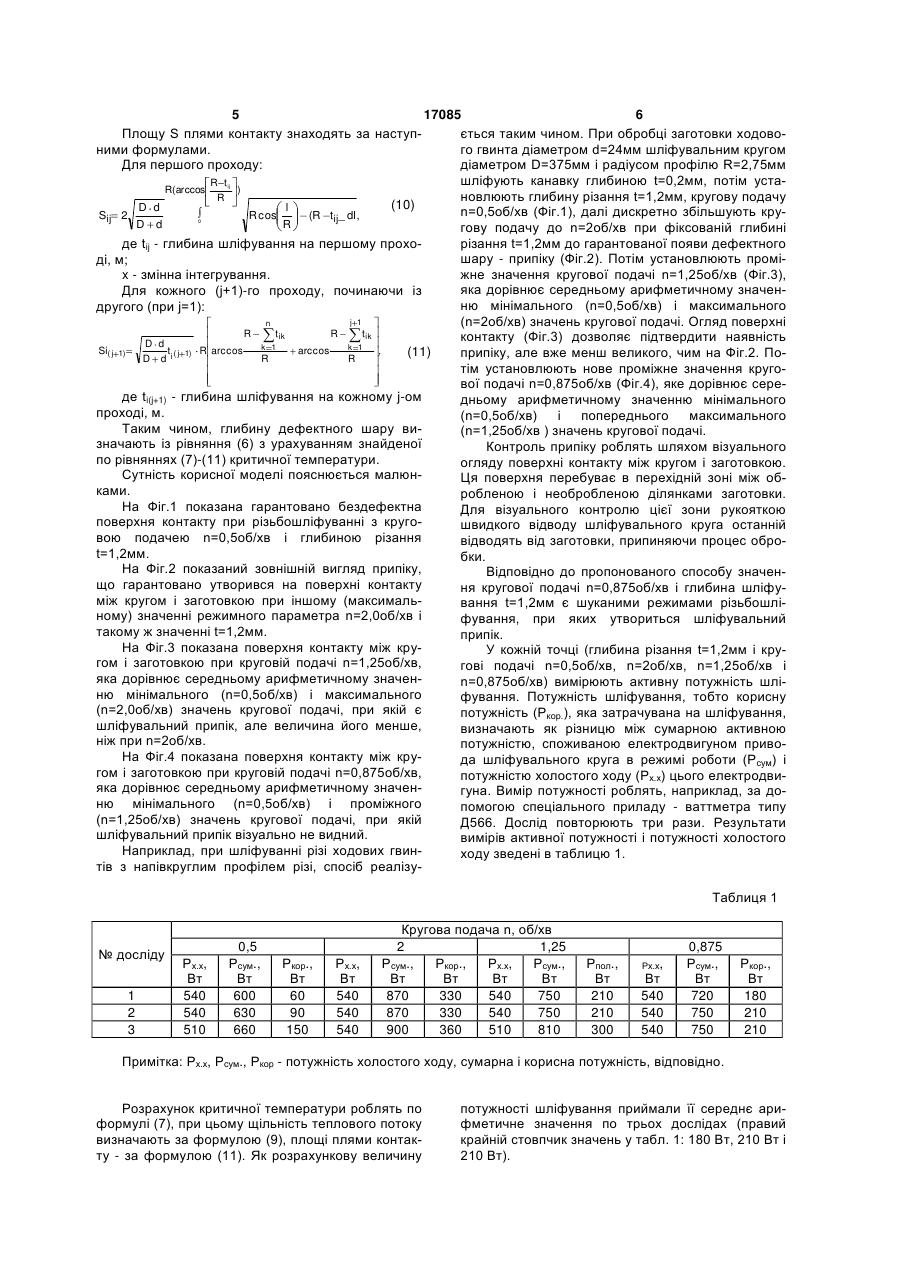
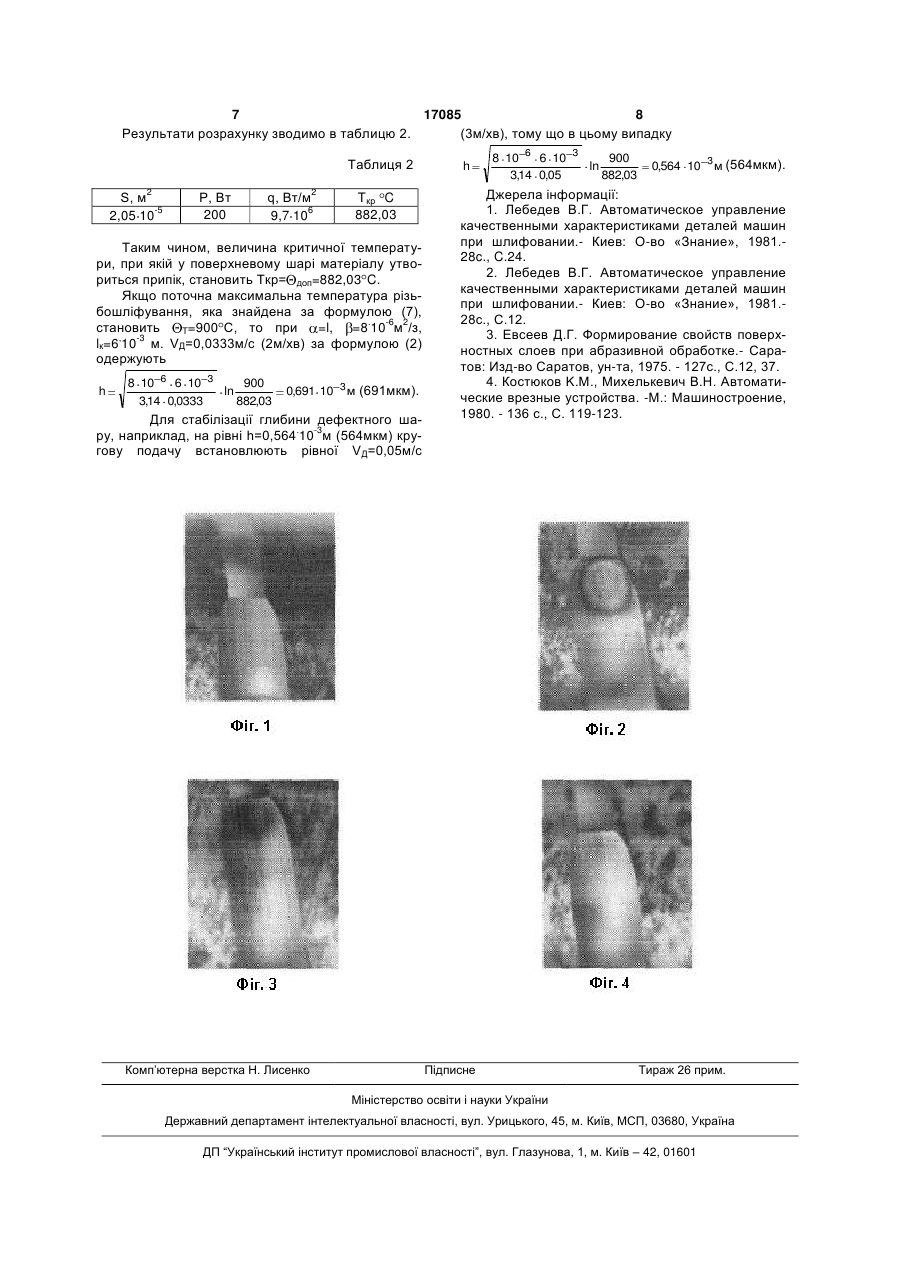
1. Спосіб керування шліфуванням, що полягає в стабілізації глибини дефектного шару, яку визначають із рівняння зв'язку між цим параметром і двома температурами - поточною і максимально припустимою - причому поточну температуру визначають непрямим шляхом, наприклад по вимірюваній потужності шліфування, який відрізняється тим, що максимально припустиму температуру визначають попередньо в момент появи дефектного шару по рівнянню зв'язку між температурою, з однієї сторони, і потужністю і ре 3 17085 4 матеріалу поверхневого шару з недефектного в окружної швидкості деталі Vд; - коефіцієнт темдефектний. Тому збільшується точність визначенпературопровідності; lк - довжина дуги контакту між ня і регулювання глибини дефектного шару. шліфувальним кругом і деталлю; T, доп - максиПоставлена задача вирішується тим, що в мальна (поточна) і припустима (критична) темпеспособі керування шліфуванням, при якому стабіратури на поверхні деталі [4]. Поточну величину лізують глибину дефектного шару, причому останконтактної температури визначають по вимірюваню визначають із рівняння зв'язку між цим параменій потужності шліфування. тром і двома температурами - поточною і Недоліком цього способу є те, що значення максимально припустимою, причому поточну темприпустимої температури доп невідомо. Крім того, пературу визначають непрямим шляхом, напривона є непостійною величиною навіть для тих саклад по вимірюваній потужності шліфування, відмих характеристик інструмента і матеріалу [3]. Це повідно до корисної моделі одночасно приводить до похибки визначення і регулювання максимально припустиму температуру визначають (при стабілізації) глибини припіку. попередньо в момент появи дефектного шару по Задачею корисної моделі є створення рівнянню зв'язку між температурою, з одного боку і способу керування шліфуванням, у якому одночапотужністю і режимними параметрами шліфувансно зі стабілізацією глибини дефектного шару, що ня, з іншого боку, причому момент утворення девизначають із рівняння зв'язку між цим параметфектного шару визначають шляхом зміни режимром і двома температурами - поточної і максиманого параметра шліфування при одночасному льно припустимої - причому поточну температуру контролі переходу стану матеріалу поверхневого визначають непрямим шляхом, наприклад, по вишару з недефектного в дефектний, при цьому замірюваній потужності шліфування, попередньо значений момент переходу стану матеріалу (з невизначають максимально припустиму температуру дефектного в дефектний) визначають шляхом пов момент появи дефектного шару по рівнянню рівняння фізико-механічних властивостей зв'язку між температурою, з одного боку і потужніповерхневого шару матеріалу в попередній і настю і режимними параметрами шліфування, з інступний моменти часу зміни режимного параметра шого боку, що дозволяє попередити брак деталей шліфування або шляхом порівняння зазначених по припікам при високій продуктивності обробки. властивостей глибинних шарів матеріалу із власОстаннє пояснюється тим, що відповідно до тивостями тонкого поверхневого шару в зазначені корисної моделі максимально припустиму темпемоменти часу. ратуру шліфування визначають попередньо в моНаприклад, при шліфуванні різьби напівкругмент появи дефектного шару по рівнянню зв'язку лого профілю спосіб реалізується таким чином. між температурою, з одного боку і потужністю і Відомо, що глибину hд дефектного шару можна режимними параметрами шліфування, з іншого знайти з рівняння температурного поля для цилінбоку, а момент утворення дефектного шару визнадричного теплового джерела, що зв'язує величину чають шляхом зміни режимного параметра шліфутемператури з координатою х її поширення: вання при одночасному контролі переходу стану r r поточних режимних параметрів: глибини різання t і J Y1( ) Y J1( ) R R 2 a q R 2 0 0 швидкості деталі V. (3) T 1 exp d , 2 R2 J12 ( ) Y12 ( ) 0 Якщо на поверхні контакту температура дорівнює критичної, то при цьому приймемо: q=q0 і = 0. де r=R+x - поточний радіус-вектор розглянутої Тоді на підставі вираження (3) одержимо: точки, м; r r х - відстань від поверхні контакту до розглянуJ Y1( ) Y J1( ) R R a 0 2 q0 R 2 0 0 (7) Tкр 1 exp d , тої точки, м; 2 R2 J12 ( ) Y12 ( ) 0 R - радіус граничної циліндричної поверхні, м; Тут q - щільність теплового потоку, Вт/м2; - час дії теплового джерела, з; Д tв0 (8) , 0 J0, J1 - функції Беселя першого роду нульового V0 і першого порядку; D d Y0, Y1 - функції Беселя другого роду нульового де Д - еквівалентний діаметр, що виD d і першого порядку; значає довжину дуги контакту, м; - змінна інтегрування. D - діаметр круга, м; Для визначення глибини hд проникнення криd - діаметр заготовки, м; тичної температури в поверхневий шар різьби tв0 - поперечна подача в момент утворення приймають r=R+х, де х - відстань від поверхні до шліфувального дефекту (надалі - розглянута точрозглянутої точки (глибина, на якій перебуває розка), м; глянута точка). Отже, при x=hд одержимо: V0 - швидкість заготовки в розглянутій точці, r=R+h (4) м/с. При цьому величину hд можна знайти з умови: У рівнянні (7) параметр q0 визначають, наприклад, Т-Ткр=0 (5) по формулі: де T - температура, яка визначається по форP мулі (3) q0 , (9) S Рівняння (5) можна записати в загальному виде P - потужність шліфування в розглянутій ді: точці, Вт; T(t,V,hд)=Tкр (6) S – площа плями контакту в розглянутій точФормула (6) дозволяє визначити глибину hд ці, м2. дефектного шару з урахуванням впливу на неї 5 17085 6 Площу S плями контакту знаходять за наступється таким чином. При обробці заготовки ходовоними формулами. го гвинта діаметром d=24мм шліфувальним кругом Для першого проходу: діаметром D=375мм і радіусом профілю R=2,75мм шліфують канавку глибиною t=0,2мм, потім устаR t ij R(arccos ) новлюють глибину різання t=1,2мм, кругову подачу R (10) D d l n=0,5об/хв (Фіг.1), далі дискретно збільшують круSij 2 R cos (R tij_ dl , 0 D d R гову подачу до n=2об/хв при фіксованій глибині різання t=1,2мм до гарантованої появи дефектного де tij - глибина шліфування на першому прохошару - припіку (Фіг.2). Потім установлюють проміді, м; жне значення кругової подачі n=1,25об/хв (Фіг.3), x - змінна інтегрування. яка дорівнює середньому арифметичному значенДля кожного (j+1)-го проходу, починаючи із ню мінімального (n=0,5об/хв) і максимального другого (при j=1): j 1 n (n=2об/хв) значень кругової подачі. Огляд поверхні R tik R tik контакту (Фіг.3) дозволяє підтвердити наявність D d k 1 k 1 Si( j 1) t ( j 1) R arccos arccos , (11) припіку, але вже менш великого, чим на Фіг.2. ПоD d i R R тім установлюють нове проміжне значення кругової подачі n=0,875об/хв (Фіг.4), яке дорівнює середе ti(j+1) - глибина шліфування на кожному j-ом дньому арифметичному значенню мінімального проході, м. (n=0,5об/хв) і попереднього максимального Таким чином, глибину дефектного шару ви(n=1,25об/хв ) значень кругової подачі. значають із рівняння (6) з урахуванням знайденої Контроль припіку роблять шляхом візуального по рівняннях (7)-(11) критичної температури. огляду поверхні контакту між кругом і заготовкою. Сутність корисної моделі пояснюється малюнЦя поверхня перебуває в перехідній зоні між обками. робленою і необробленою ділянками заготовки. На Фіг.1 показана гарантовано бездефектна Для візуального контролю цієї зони рукояткою поверхня контакту при різьбошліфуванні з кругошвидкого відводу шліфувального круга останній вою подачею n=0,5об/хв і глибиною різання відводять від заготовки, припиняючи процес оброt=1,2мм. бки. На Фіг.2 показаний зовнішній вигляд припіку, Відповідно до пропонованого способу значенщо гарантовано утворився на поверхні контакту ня кругової подачі n=0,875об/хв і глибина шліфуміж кругом і заготовкою при іншому (максимальвання t=1,2мм є шуканими режимами різьбошліному) значенні режимного параметра n=2,0об/хв і фування, при яких утвориться шліфувальний такому ж значенні t=1,2мм. припік. На Фіг.3 показана поверхня контакту між круУ кожній точці (глибина різання t=1,2мм і кругом і заготовкою при круговій подачі n=1,25об/хв, гові подачі n=0,5об/хв, n=2об/хв, n=1,25об/хв і яка дорівнює середньому арифметичному значенn=0,875об/хв) вимірюють активну потужність шліню мінімального (n=0,5об/хв) і максимального фування. Потужність шліфування, тобто корисну (n=2,0об/хв) значень кругової подачі, при якій є потужність (Ркор.), яка затрачувана на шліфування, шліфувальний припік, але величина його менше, визначають як різницю між сумарною активною ніж при n=2об/хв. потужністю, споживаною електродвигуном привоНа Фіг.4 показана поверхня контакту між круда шліфувального круга в режимі роботи (Рсум) і гом і заготовкою при круговій подачі n=0,875об/хв, потужністю холостого ходу (Рх.х) цього електродвияка дорівнює середньому арифметичному значенгуна. Вимір потужності роблять, наприклад, за доню мінімального (n=0,5об/хв) і проміжного помогою спеціального приладу - ваттметра типу (n=1,25об/хв) значень кругової подачі, при якій Д566. Дослід повторюють три рази. Результати шліфувальний припік візуально не видний. вимірів активної потужності і потужності холостого Наприклад, при шліфуванні різі ходових гвинходу зведені в таблицю 1. тів з напівкруглим профілем різі, спосіб реалізуТаблиця 1 № досліду 1 2 3 Рх.х, Вт 540 540 510 0,5 Рсум., Вт 600 630 660 Ркор., Вт 60 90 150 Рх.х, Вт 540 540 540 Кругова подача n, об/хв 2 1,25 Рсум., Ркор., Рх.х, Рсум., Вт Вт Вт Вт 870 330 540 750 870 330 540 750 900 360 510 810 Рпол., Вт 210 210 300 Рх.х, Вт 540 540 540 0,875 Рсум., Вт 720 750 750 Ркор., Вт 180 210 210 Примітка: Рх.х, Рсум., Ркор - потужність холостого ходу, сумарна і корисна потужність, відповідно. Розрахунок критичної температури роблять по формулі (7), при цьому щільність теплового потоку визначають за формулою (9), площі плями контакту - за формулою (11). Як розрахункову величину потужності шліфування приймали її середнє арифметичне значення по трьох дослідах (правий крайній стовпчик значень у табл. 1: 180 Вт, 210 Вт і 210 Вт). 7 17085 8 Результати розрахунку зводимо в таблицю 2. (3м/хв), тому що в цьому випадку Таблиця 2 S, м2 2,05 10-5 P, Вт 200 q, Вт/м2 9,7 106 Tкр C 882,03 Таким чином, величина критичної температури, при якій у поверхневому шарі матеріалу утвориться припік, становить Ткр= доп=882,03 C. Якщо поточна максимальна температура різьбошліфування, яка знайдена за формулою (7), становить =l, =8.10-6м2/з, T=900 С, то при , -3 lк=6 10 м. VД=0,0333м/с (2м/хв) за формулою (2) одержують h 8 10 6 6 10 3 900 ln 3,14 0,0333 882,03 0,691 10 3 м (691мкм). Для стабілізації глибини дефектного шару, наприклад, на рівні h=0,564.10-3м (564мкм) кругову подачу встановлюють рівної VД=0,05м/с Комп’ютерна верстка Н. Лисенко h 8 10 6 6 10 3 900 ln 3,14 0,05 882,03 0,564 10 3 м (564мкм). Джерела інформації: 1. Лебедев В.Г. Автоматическое управление качественными характеристиками деталей машин при шлифовании.- Киев: О-во «Знание», 1981.28c., C.24. 2. Лебедев В.Г. Автоматическое управление качественными характеристиками деталей машин при шлифовании.- Киев: О-во «Знание», 1981.28с., С.12. 3. Евсеев Д.Г. Формирование свойств поверхностных слоев при абразивной обработке.- Саратов: Изд-во Саратов, ун-та, 1975. - 127с., С.12, 37. 4. Костюков K.M., Михелькевич В.Н. Автоматические врезные устройства. -М.: Машиностроение, 1980. - 136 с., С. 119-123. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of control of grinding
Автори англійськоюLarshyn Vasyl Petrovych, Lischenko Natalia Volodymyrivna, Yakimov Oleksandr Vasyliovych, Larshyna Alla Vasylivna
Назва патенту російськоюСпособ управления шлифованием
Автори російськоюЛаршин Василий Петрович, Лищенко Наталья Владимировна, Якимов Александр Васильевич, Ларшина Алла Васильевна
МПК / Мітки
МПК: B24B 51/00
Мітки: спосіб, шліфуванням, керування
Код посилання
<a href="https://ua.patents.su/4-17085-sposib-keruvannya-shlifuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування шліфуванням</a>
Електронно-механічна система активного контролю і керування врізним шліфуванням
Номер патенту: 3918
Опубліковано: 15.12.2004
Автори: Кайдик Олег Леонтійович, Марчук Віктор Іванович, Красовський Володимир Всеволодович
МПК: G05D 5/00, B24B 49/00
Мітки: врізним, система, контролю, електронно-механічна, шліфуванням, керування, активного
Формула / Реферат:
Електронно-механічна система активного контролю і керування врізним шліфуванням, що містить встановлені у технологічній послідовності оправку-тримач, давач мікропереміщень, механічний компенсатор, шліфувальний круг, бабку шліфувального круга, шпиндель деталі, яка відрізняється тим, що вона сформована за допомогою давача мікропереміщень та відліково-керуючого пристрою.
Спосіб керування потужністю в замкненій системі керування потужністю системи зв’язку з режимом паралельного доступу з кодовим розподілом каналів (пдкр) (варіанти) та замкнена система керування потужністю систем
Номер патенту: 57747
Опубліковано: 15.07.2003
Автор: Сеінтс Кіт В.
МПК: H04B 7/00
Мітки: розподілом, системі, доступу, потужністю, спосіб, керування, кодовим, варіанти, режимом, зв'язку, систем, система, замкнена, паралельного, пдкр, замкнений, каналів
Формула / Реферат:
1. Спосіб керування потужністю в замкненій системі керування потужністю системи зв'язку з режимом паралельного доступу з кодовим розподілом каналів (ПДКР), який полягає в:вимірюванні значення енергії у смузі частот,вимірюванні енергії пілот-каналу,перерахунку зазначеної енергії пілот-каналу відповідно до значення пілотної складової для одержання значення неперешкоджаючої енергії.відніманні зазначеного значення...
Спосіб керування екраном (варіанти), пристрій керування та екран
Номер патенту: 57159
Опубліковано: 16.06.2003
Автор: Володін Віталій Алєксандровіч
МПК: G09G 3/36
Мітки: керування, спосіб, пристрій, екраном, варіанти, екран
Формула / Реферат:
1. Спосіб керування екраном, який містить панель з підкладками, на одній з яких розташовані рядкові електроди, а на другій розташовані стовпцеві електроди, між якими в місцях їхнього перетину розташовані рідкокристалічні комірки-формувачі елементів зображення екрана, у якому вибирають по черзі рядкові електроди, по одному або групами, на вибрані електроди подають імпульси напруги рядкової вибірки, на невибрані електроди - опорну...
Спосіб керування натягом по ширині штаби
Номер патенту: 14504
Опубліковано: 15.05.2006
Автори: Попович Микола Гаврилович, Островерхов Микола Якович
МПК: B21B 39/00
Мітки: ширини, штаби, натягом, керування, спосіб
Формула / Реферат:
Спосіб керування натягом по ширині штаби, в якому вимірюють розподіл натягу по ширині штаби, обчислюють на його основі керуючі зусилля, якими діють на штабу, який відрізняється тим, що на штабу діють керуючими зусиллями у площині штаби без механічного контакту вздовж її продовжної осі, причому керуючі зусилля обчислюють відносно середньоарифметичного значення натягу штаби, яке попередньо розраховують.
Спосіб керування літальним апаратом та зміни його аеродинамічного компонування і система керування
Номер патенту: 55253
Опубліковано: 15.03.2005
Автори: Сайног Максим Борисович, Смішко Григорій Павлович, Егліт Микола Олександрович, Доценко Борис Іванович, Комендантова Людмила Степанівна, Семенов Леонід Антонович, Косовенко Євген Вікторович, Кузьмін В'ячеслав Павлович, Яковенко Петро Олексійович
МПК: F42B 15/01
Мітки: аеродинамічного, зміни, спосіб, система, літальним, компонування, апаратом, керування
Формула / Реферат:
1. Спосіб керування літальним апаратом та зміни його аеродинамічного компонування, який полягає у зміні кількості рулів, що беруть участь у процесі керування літальним апаратом, який відрізняється тим, що здійснюють одночасне розкривання двох пар рулів і приведення в дію першої пари рулів для керування по тангажу і (або) рисканню, а другу пару рулів утримують під нульовим кутом, використовуючи їх як стабілізатори, поки виконується...
Попередній патент: Спосіб нагрівання і вивантаження металобрухту у плавильний агрегат
Наступний патент: Спосіб підвищення настригу і покращення якості вовни у овець
Випадковий патент: Спосіб профілактики ішемічних ускладнень при абдомінопластиці