Верстат для шліфування рундиста діамантів

Формула / Реферат
Верстат для шліфування рундиста діамантів, що містить змонтовані на станині на одній осі передню і задню бабки з електрошпінделями, частота обертання яких регулюється, та шліфувальну головку з алмазним кругом, вісь обертання якого перпендикулярна загальній осі передньої та задньої бабок, з приводом обертання алмазного круга, механізмом повздовжньої осцилюючої подачі алмазного круга та механізмом ручної поперечної подачі алмазного круга, який відрізняється тим, що привід обертання алмазного круга виконаний у вигляді електрошпінделя, частота обертання якого регулюється, та змонтований на повзуні механізму повздовжньої осцилюючої подачі алмазного круга, який виконаний з індивідуальним приводом у вигляді мотор-редуктора з ексцентриковим штовхачем повзуна по напрямним кочення, має шарнірно-важільний механізм ручного підводу-відводу алмазного круга і змонтований на циліндричних напрямних механізму ручної поперечної подачі алмазного круга, який встановлений на станині та виконаний у вигляді зв'язаного з механізмом повздовжньої осцилюючої подачі круга клинового штовхача, оснащеного гвинтовою передачею для перетворення обертання маховика в поступальне переміщення клинового штовхача та відліковим пристроєм величини ходу мікроподачі з індикаторною головкою.
Текст
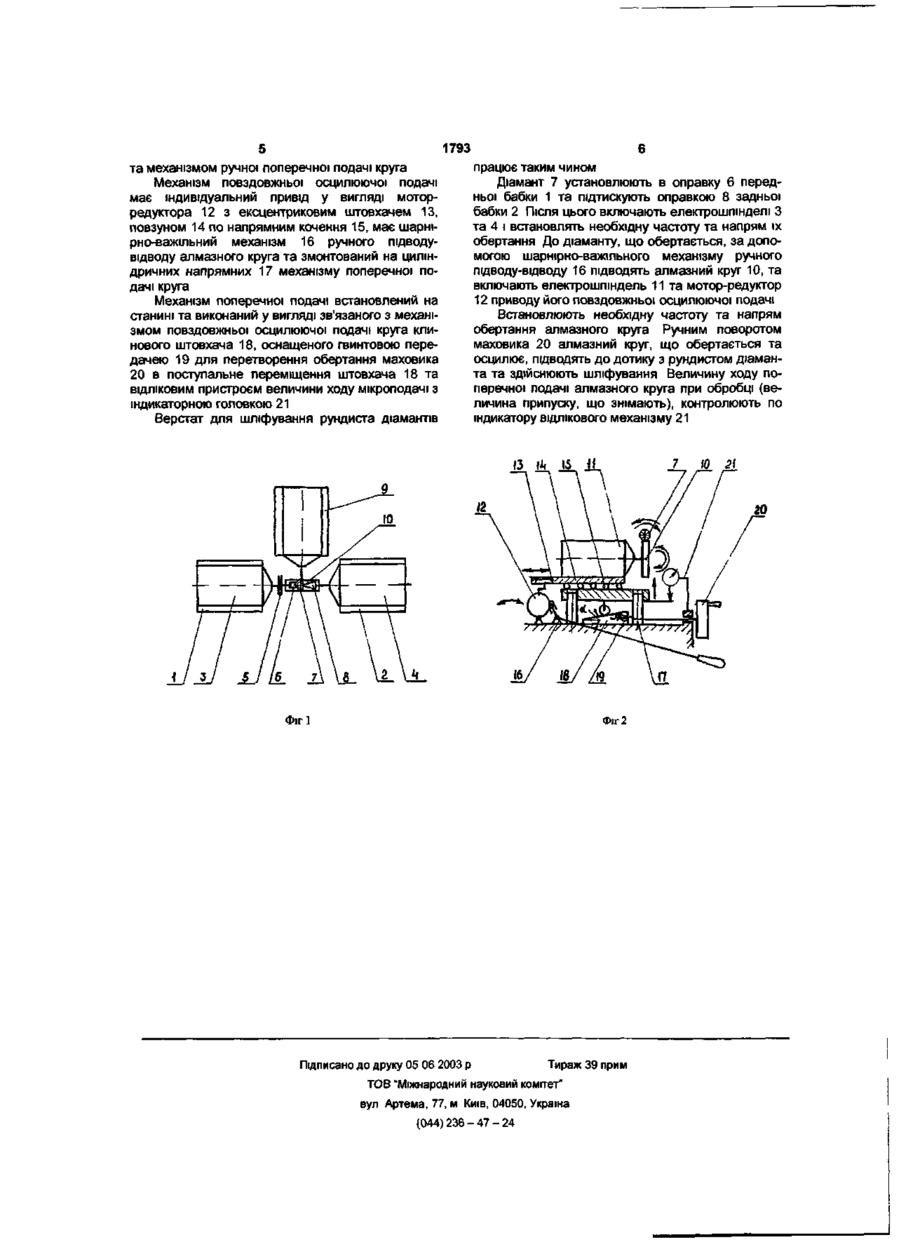
УКРАЇНА (19) UA (11,1793 (із, U (51) 7 B28D5/00 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ видається під відповідальність власника патенту (54, ВЕРСТАТ ДЛЯ ШЛІФУВАННЯ РУНДИСТА ДІАМАНТІВ (21,2002097214 (22, 05 09 2002 (24, 15 05 2003 (46, 15 05 2003, Бюл №5, 2003 р (72) Даншов Олександр Михайлович (73, ДЕРЖАВНЕ ПІДПРИЄМСТВО "ВІННИЦЬКИЙ ЗАВОД "КРИСТАЛ" (57, Верстат для шліфування рундиста діамантів, що містить змонтовані на станині на одній осі передню і задню бабки з електрошпінделями, частота обертання яких регулюється, та шліфувальну головку з алмазним кругом, вісь обертання якого перпендикулярна загальній осі передньої та задньої бабок, з приводом обертання алмазного круга, механізмом повздовжньої осцилюючої подачі алмазного круга та механізмом ручної поперечної подачі алмазного круга, який відрізняється тим, що привід обертання алмазного круга виконаний у вигляді електрошпінделя, частота обертання якого регулюється, та змонтований на повзуні механізму повздовжньої осцилюючої подачі алмазного круга, який виконаний з індивідуальним приводом у вигляді мотор-редуктора з ексцентриковим штовхачем повзуна по напрямним кочення, має шарнірноважільний механізм ручного підводу-відводу алмазного круга і змонтований на циліндричних напрямних механізму ручної поперечної подачі алмазного круга, який встановлений на станині та виконаний у вигляді зв'язаного з механізмом повздовжньої осцилюючої подачі круга клинового штовхача, оснащеного гвинтовою передачею для перетворення обертання маховика в поступальне переміщення клинового штовхача та ВІДЛІКОВИМ пристроєм величини ходу мікроподачі з індикаторною головкою Корисна модель відноситься до галузі обробки кристалів, а саме до верстатів для шліфування рундиста діамантів круглої форми Відомий верстат для обточування кристалів (патент України №944, МПК 7 B28D5/00, он в бюл №6, 2001), який містить змонтовані на станині на одній осі передню та задню бабки з електрошпінделями, частота обертання яких регулюється, та шліфувальну головку з алмазним кругом, вісь обертання якого паралельна загальній осі передньої та задньої бабок Недоліком цього верстату є недостатня якість поверхні, що обробляється, - сколи та мікроскопи, які утворюються при шліфуванні рундиста діамантів з виконаними на них гранями верху та низу Цей недолік обумовлений напрямком діючих зусиль шліфування За прототип вибраний верстат для обточування алмазів, модель ВШ-2 ДАЩ 34-76 00 00 00-01, розробка Вінницького заводу «Кристал» (ТУ 1/74 6004-93, паспорт ДАЩ 34-76 00 00 00 ПС), оснащений пристроєм для доводки поверхні рундиста ДВЯ 36-053 00 00, розробка Київського заводу «Кристал» (ТУ 25-14 (ДВЯ 36 053)-81, паспорт ДВЯ 36-053ПС), який містить змонтовані на стани ні на одній осі передню та задню бабки з електрошпінделями , частота обертання яких регулюється, та шліфувальну головку з алмазним кругом, вісь обертання якого перпендикулярна загальній осі передньої та задньої бабок, з приводом обертання алмазного круга, механізмом повздовжньої осцилюючої подачі та механізмом ручної поперечної подачі алмазного круга Привід обертання алмазного круга містить електродвигун, з'єднаний з двохступеневим редуктором муфтою, які змонтовані на станині та шпіндель круга, з'єднаний з вихідним валом першого ступеня редуктора пасовою передачою і змонтований на повзуні механізму поперечної подачі Механізм повздовжньої осцилюючої подачі круга змонтований на станині, містить ексцентриковий штовхач повзуна по напрямним ковзання та карданну передачу обертального руху ексцентриковому штовкачу від вихідного валу другого ступеня редуктора приводу обертання алмазного круга Ручний ПІДВІД-ВІДВІД круга забезпечує байонетний штовхач повзуна Механізм ручної поперечної подачі круга змонтований на повзуні механізму повздовжньої пода СО 1793 чі, містить гвинтову передачу для перетворення обертів рукоятки в поступальний рух шпінделя круга по прямокутних напрямних Використання шліфувальної головки такої конструкції не забезпечує високу точність та якість обробки рундиста діамантів з таких причин - алзмазний круг має одну сталу частоту обертання, що звужує технологічні можливості верстату, оскільки інтенсивність шліфування та шорсткість поверхні рундиста найбільш залежні від швидкості шліфування А за технічними вимогами шорсткість поверхні рундиста діамантів різних видів повинна бути від Ra 2,0 (рундист матовий) до Ra 0,04 (рундист полірований), - використання в механізмі повздовжньої осцилюючої подачі круга карданної передачі та напрямних ковзання не забезпечують необхідну жорсткість та вібростійкість системи, що негативно впливає на шорсткість поверхні рундиста та може викликати сколи та мікросколи на його поверхні, - використання в механізмі поперечної подачі круга гвинтової передачі навіть з малим кроком та відсутність и контролю не забезпечує необхідну мінімальну величину подачі круга на оброблюваний діамант Це приводить до збільшення зусиль шліфування та припуску на обробку, що в свою чергу погіршує шорсткість поверхні та приводить до зайвого з'єму коштовної алмазної сировини В основу корисної моделі поставлена задача створення верстату для шліфування рундиста діамантів, в якому за рахунок введення нових конструктивних елементів та зв'язків досягається підвищення точності обробки і зменшення шорсткості поверхні, що обробляється, в результаті широкого регулювання частоти обертання алмазного круга, зменшення ходу подачі круга (до мікроподачі) з можливістю її завдання та контролю, а також підвищення жорсткості та вібростійкості системи Поставлена задача вирішується тим, що в верстаті для шліфування рундиста діамантів, що містить змонтовані на станині на одній осі передню і задню бабки з електрошпінделями, частота обертання яких регулюється, та шліфувальну головку з алмазним кругом, вісь обертання якого перпендикулярна загальній осі передньої та задньої бабок, з приводом обертання алмазного круга, механізмом повздовжньої осцилюючої подачі алмазного круга та механізмом ручної поперечної подачі алмазного круга, згідно корисній моделі привід обертання алмазного круга виконаний у вигляді електрошпінделя, частота обертання якого регулюється, та змонтований на повзуні механізму повздовжньої осцилюючої подачі алмазного круга Механізм повздовжньої осцилюючої подачі виконаний з індивідуальним приводом у вигляді моторредуктора з ексцентриковим штовхачем повзуна по напрямним кочення, має шарнірно-важільний механізм ручного підводу-вщводу алмазного круга і змонтований на циліндричних напрямних механізму ручної поперечної подачі алмазного круга, який встановлений на станині та виконаний у вигляді зв'язаного з механізмом повздовжньої осцилюючої подачі круга клинового штовхача, оснащеного гвинтовою передачею для перетворення обертання маховика в поступальне переміщення клинового штовхача та ВІДЛІКОВИМ пристроєм величини ходу мікроподачі з індикаторною головкою Якість та продуктивність обробки рундиста діаманта забезпечується встановленням оптимальних режимів шліфування, зокрема швидкістю шліфування, повздовжньою та поперечною подачами в залежності від діаметра діаманта (рундиста), заданих припуску на обробку та шорсткості поверхні Наприклад, шорсткість рундиста Ra 2 (матову поверхню) можна отримати при обертах алмазного круга 150 ЗООхв , а шорсткість 0,04 (поліровану поверхню)- при обертах 800 1200хв 1 Якщо припуск на обробку рундиста складає 0,2мм, то оптимальною буде чорнова обробка 80% припуску при поперечній подачі 0,1мм/хв та чистова шліфовка залишків припуску при подачі 0,02мм/хв Точність отримання заданого діаметра діаманта, а значить і раціональне використання алмазної сировини, залежать від точного задания та контролю величини ходу поперечної подачі Якість обробки в значній мірі залежить від жорсткості та вібростійкості механізмів шліфувальної головки Чим більша жорсткість, тим більша точність обробки та менша вірогідність утворення сколів та мікросколів на поверхні, що обробляється Таким чином, використання електрошпінделя з частотою обертання алмазного круга, яка регулюється, дозволяє установлювати оптимальну швидкість шліфування рундиста діаманта будь-якого розміру з будь-яким припуском та будь-якою шорсткістю Введення в конструкцію механізму поперечної подачі алмазного круга клинового штовхача з гвинтовою передачею, а також ВІДЛІКОВОГО пристрою з індикаторною головкою, дозволяє установлювати та контролювати хід подачі на порядок менший, ніж у прототипі (при куті підйому клинового штовхача а = 6°) Використання в конструкції механізмів подачі алмазного круга напрямних кочення та циліндричних та схема взаємного розміщення цих механізмів дозволяє збільшити жорсткість та вібростійкість верстату На фіг 1 креслення зображена структурна схема верстату для шліфування рундиста діамантів, на фіг 2 - спрощена кінематична схема шліфувальної головки верстату Верстат (див фіг 1) містить змонтовані на станині на одній осі передню 1 та задню 2 бабки з електрошпінделями 3 та 4 з синхронною частотою обертання, яка регулюється Електрошпіндель З оснащений плаваючим патроном 5 з оправкою 6 для установки діаманту 7, що обробляється Електрошпіндель 4 містить оправку 8 для підтискання діаманту 7 На станині змонтована шліфувальна головка 9 з алмазним кругом 10, вісь обертання якого перпендикулярна загальній осі бабок 1 і 2 та знаходиться в одній площині з площиною, проведеною по діаметру рундиста діаманта Шліфувальна головка (див фіг 2) містить привід обертання алмазного круга 10 у вигляді електрошпінделя 11 з частотою обертання алмазного круга, що регулюється, та оснащена механізмом повздовжньої осцилюючої подачі алмазного круга 1793 та механізмом ручної поперечної подачі круга Механізм повздовжньої осцилюючої подачі має індивідуальний привід у вигляді моторредуктора 12 з ексцентриковим штовхачем 13, повзуном 14 по напрямним кочення 15, має шарнірно-важшьний механізм 16 ручного підводувідводу алмазного круга та змонтований на циліндричних напрямних 17 механізму поперечної подачі круга Механізм поперечної подачі встановлений на станині та виконаний у вигляді зв'язаного з механізмом повздовжньої осцилюючої подачі круга клинового штовхача 18, оснащеного гвинтовою передачею 19 для перетворення обертання маховика 20 в поступальне переміщення штовхача 18 та ВІДЛІКОВИМ пристроєм величини ходу мікроподачі з індикаторною головкою 21 Верстат для шліфування рундиста діамантів працює таким чином Діамант 7 установлюють в оправку 6 передньої бабки 1 та підтискують оправкою 8 задньої бабки 2 Після ЦЬОГО включають електрошпінделі З та 4 і встановлять необхідну частоту та напрям їх обертання До діаманту, що обертається, за допомогою шарнірно-важільного механізму ручного пщводу-відводу 16 підводять алмазний круг 10, та включають електрошпіндель 11 та мотор-редуктор 12 приводу його повздовжньої осцилюючої подачі Встановлюють необхідну частоту та напрям обертання алмазного круга Ручним поворотом маховика 20 алмазний круг, що обертається та осцилює, підводять до дотику з рундистом діаманта та здійснюють шліфування Величину ходу поперечної подачі алмазного круга при обробці (величина припуску, що знімають), контролюють по індикатору ВІДЛІКОВОГО механізму 21 7 Фіг 1 Фіг 2 Підписано до друку 05 06 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236 - 47 - 24 Ю 2І
ДивитисяДодаткова інформація
Автори англійськоюDanilov Oleksandr Mykhailovych
Автори російськоюДанилов Александр Михайлович
МПК / Мітки
МПК: B28D 5/00
Мітки: шліфування, рундиста, верстат, діамантів
Код посилання
<a href="https://ua.patents.su/4-1793-verstat-dlya-shlifuvannya-rundista-diamantiv.html" target="_blank" rel="follow" title="База патентів України">Верстат для шліфування рундиста діамантів</a>
Шліфувальний верстат
Номер патенту: 28792
Опубліковано: 16.10.2000
Автор: Пестунов Володимир Михайлович
МПК: B24B 5/00
Мітки: верстат, шліфувальний
Формула / Реферат:
1. Шліфувальний верстат, який складається з шліфувального круга, привода обертання круга та механізмів повздовжньої, поперечної та вертикальної подачі відносного руху формоутворення у системі інструмент-заготовка, який відрізняється тим, що привод головного обертального руху розташованийна поворотній відносно вертикальної вісі колоні та споряджені механізмом вертикальної подачі, а с протилежного боку колони встановлений шпіндель з механізмом...
Спосіб виготовлення діамантів фантазійної форми
Номер патенту: 1799
Опубліковано: 25.10.1994
Автори: Травін Вячеслав Миколайович, Ісаєнко Леонід Олексійович
МПК: B28D 5/00
Мітки: фантазійної, спосіб, діамантів, форми, виготовлення
Формула / Реферат:
Способ изготовления бриллианта фантазийной формы, включающий пространственную ориентацию будущего бриллианта в объеме алмаза и последовательную обработку площадки, рундиста в виде многогранника и постановку трех ярусов граней и клиньев на нижней и верхней частях бриллианта, отличающийся тем, что, с целью повышения эффективности переработки алмазного сырья сложных форм, пространственную ориентацию будущего бриллианта в объеме алмаза...
Профільно-копіювальний заточувальний верстат
Номер патенту: 39060
Опубліковано: 15.05.2001
Автор: Куліш Віктор Андрійович
МПК: B23Q 35/00
Мітки: профільно-копіювальний, верстат, заточувальний
Формула / Реферат:
Профільно-копіювальний заточувальний верстат, який містить станину, на якій розміщені привід, що зв'язаний зі шліфувальною бабкою, каретки повздовжньої та поперечної подачі, засіб кріплення заготівки, упор, засіб кріплення копіра та супорт, який відрізняється тим, що каретки повздовжньої та поперечної подачі виконані з можливістю незалежного переміщення у взаємно перпендикулярному напрямку, каретка повздовжньої подачі оснащена супортом, при...
Верстат для огранювання діамантів
Номер патенту: 135
Опубліковано: 30.04.1998
Автори: Болтенко Ольга Михайлівна, Мануковський Володимир Михайлович
МПК: B24B 9/06
Мітки: діамантів, верстат, огранювання
Формула / Реферат:
Станок для огранки алмазов, содержащий станину с верхней и нижней траверсами, в отверстиях которых установлены пиноли с подшипниками скольжения и ограночным шпинделем, клиноременную передачу, электродвигатель с механизмом перемещения и пульт управления, отличающийся тем, что в отверстиях верхней и нижней траверс установлены шаровые опоры, включающие подшипники и цапфу с пинолями, при этом на верхней траверсе установлено регулируемое...
Спосіб виготовлення діамантів фантазійної форми
Номер патенту: 1797
Опубліковано: 25.10.1994
Автори: Барабанов Василь Семенович, Травін Вячеслав Миколайович, Ісаєнко Леонід Олексійович
МПК: B28D 5/00
Мітки: форми, фантазійної, діамантів, спосіб, виготовлення
Формула / Реферат:
Способ изготовления бриллианта фан-тазийной формы, включающий ориентацию будущего бриллианта площадкой в плоской стеке октаэдра алмаза, шлифование площадки, обработку руйдиста и огранку нижней и верхней частей бриллианта, отличающийся тем, что, с целью повышения эффективности обработки монокристалла алмаза формы двойного усеченного тетраэдра, обработку рундиста осуществляют последовательной обточкой равными радиусами вокруг трех осей,...
Попередній патент: Шкребок для очищення металевої поверхні
Наступний патент: Стикове з’єднання будівельних конструкцій
Випадковий патент: Привід ручного гальма рейкового транспортного засобу