Спосіб електродугового одностороннього зварювання труб
Номер патенту: 54852
Опубліковано: 17.03.2003
Автори: Кривоклуб Віктор Степанович, Климанчук Владислав Владиславович, Білосточний Василь Володимирович, Щетинін Сергій Вікторович, Шебаніц Едуард Миколайович
Формула / Реферат
Спосіб електродугового одностороннього зварювання труб від струмопідводу з розташованою усередині в безпосередньому контакті феромагнітною трубою, який відрізняється тим, що усередині феромагнітної труби пропускають струм, напрямок якого протилежний напрямку зварювального струму, а величину встановлюють у залежності від величини зварювального струму відповідно до виразу:
I1=(0,5-0,6) І А,
де І - величина зварювального струму, А.
Текст
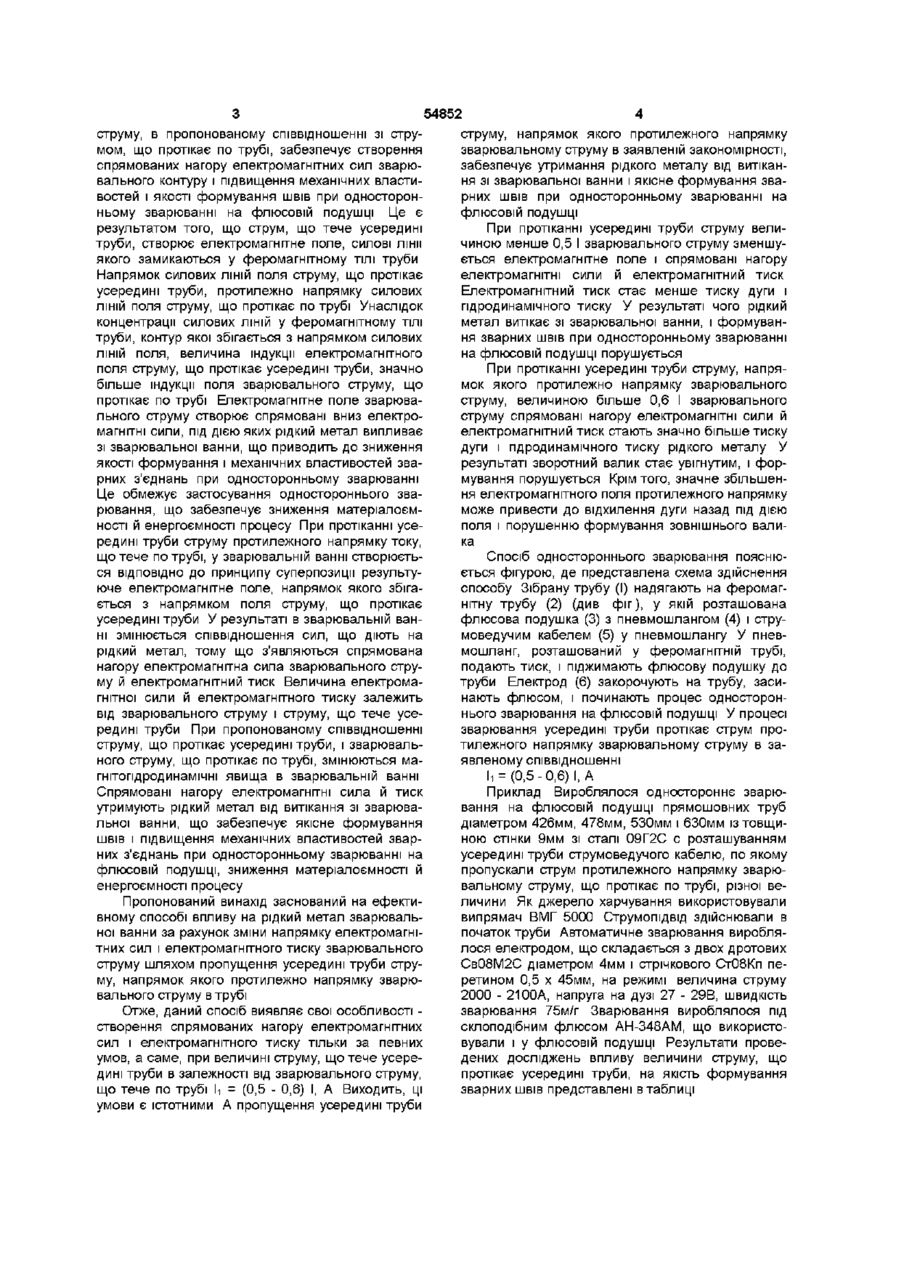
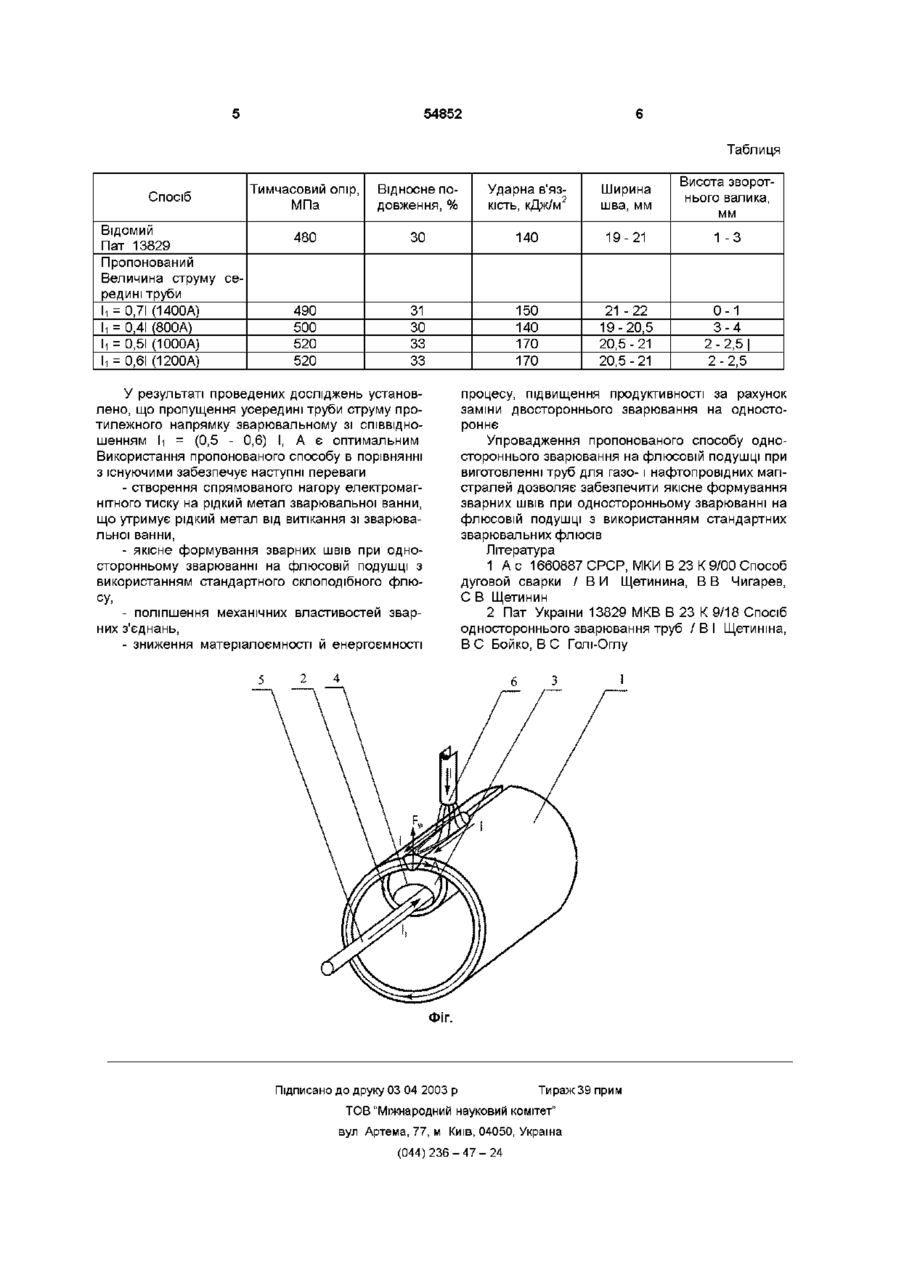
Спосіб електродугового одностороннього зва рювання труб від струмопідводу з розташованою усередині в безпосередньому контакті феромагнітною трубою, який відрізняється тим, що усередині феромагнітної труби пропускають струм, напрямок якого протилежний напрямку зварювального струму, а величину встановлюють у залежності від величини зварювального струму Винахід відноситься до області електродугового зварювання труб і може бути використано при виготовленні прямошовнихтруб для нафто- і газопровідних магістралей, у нафтохімічному і важкому машинобудуванні Одностороннє зварювання обмежене протіканням рідкого металу і порушенням формування зовнішнього і внутрішнього валиків Однієї із сил, що сприяють витіканню рідкого металу з ванни, є спрямована вниз електромагнітна сила, що діє на радіальну складову зварювального струму, що протікає по рідкому металу Тому для забезпечення якісного формування зварних швів при односторонньому зварюванні на флюсовій подушці необхідно зменшувати спрямовану вниз електромагнітну силу Всі існуючі способи утримання рідкого металу від витікання зі зварювальної ванни засновані на створенні спрямованих нагору механічних сил Відомий спосіб електродугового зварювання [1], при якому струмопідвід до виробу здійснюють у двох крапках і розділяють струм на два, що протікає в напрямку і протилежному напрямку зварювання, з регулюванням величини струму, що протікає в напрямку зварювання, у залежності від величини зварювального струму і діаметра труби Однак регулювання розтікання струму дозволяє зменшити спрямовану вниз електромагнітну силу у визначених межах, що обмежує забезпечення якісного формування швів при односторонньому зварюванні на флюсовій подушці Відомий узятий за прототип спосіб одностороннього зварювання труб з струмопідводом до виробу в двох крапках і регулюванням струму, що протікає в напрямку зварювання, при якому усередині труби в безпосередньому контакті соосно стику установлюють феромагнітну трубу [2] Однак розташування усередині феромагнітної труби малого діаметра дозволяє тільки зменшити спрямовану вниз електромагнітну силу зварювального контуру, що обмежує використання одностороннього зварювання, тому що не забезпечує якісного формування швів на флюсовій подушці при зварюванні товстостінних труб В основу винаходу поставлена задача розробити спосіб одностороннього зварювання труб, у якому використання нових умов здійснення дій дозволить підвищити механічні властивості і якість формування зварних швів при односторонньому зварюванні на флюсовій подушці Поставлена задача зважується за рахунок того, що при односторонньому зварюванні труб від струмопідводу усередині розташованої в безпосередньому контакті феромагнітної трубки ВІДПОВІДНО винаходу пропускають струм, напрямок якого протилежно напрямку зварювального струму, а величину встановлюють у залежності від величини зварювального струму ВІДПОВІДНО ДО вираження h = (0,5 - 0,6) І, А, де І - величина зварювального струму, А Пропущення усередині труби струму, напрямок якого протилежно напрямку зварювального ВІДПОВІДНО до виразу Іі=(0,5-0,6) І А, де І - величина зварювального струму, А ю 00 ю 54852 струму, в пропонованому співвідношенні зі струмом, що протікає по трубі, забезпечує створення спрямованих нагору електромагнітних сил зварювального контуру і підвищення механічних властивостей і якості формування швів при односторонньому зварюванні на флюсовій подушці Це є результатом того, що струм, що тече усередині труби, створює електромагнітне поле, силові лінії якого замикаються у феромагнітному ТІЛІ труби Напрямок силових ЛІНІЙ ПОЛЯ струму, що протікає усередині труби, протилежно напрямку силових ЛІНІЙ поля струму, що протікає по трубі Унаслідок концентрації силових ЛІНІЙ у феромагнітному ТІЛІ труби, контур якої збігається з напрямком силових ЛІНІЙ поля, величина індукції електромагнітного поля струму, що протікає усередині труби, значно більше індукції поля зварювального струму, що протікає по трубі Електромагнітне поле зварювального струму створює спрямовані вниз електромагнітні сили, під дією яких рідкий метал випливає зі зварювальної ванни, що приводить до зниження якості формування і механічних властивостей зварних з'єднань при односторонньому зварюванні Це обмежує застосування одностороннього зварювання, що забезпечує зниження матеріалоємності й енергоємності процесу При протіканні усередині труби струму протилежного напрямку току, що тече по трубі, у зварювальній ванні створюється ВІДПОВІДНО до принципу суперпозиції результуюче електромагнітне поле, напрямок якого збігається з напрямком поля струму, що протікає усередині труби У результаті в зварювальній ванні змінюється співвідношення сил, що діють на рідкий метал, тому що з'являються спрямована нагору електромагнітна сила зварювального струму й електромагнітний тиск Величина електромагнітної сили й електромагнітного тиску залежить від зварювального струму і струму, що тече усередині труби При пропонованому співвідношенні струму, що протікає усередині труби, і зварювального струму, що протікає по трубі, змінюються магнітогідродинамічні явища в зварювальній ванні Спрямовані нагору електромагнітні сила й тиск утримують рідкий метал від витікання зі зварювальної ванни, що забезпечує якісне формування швів і підвищення механічних властивостей зварних з'єднань при односторонньому зварюванні на флюсовій подушці, зниження матеріалоємності й енергоємності процесу Пропонований винахід заснований на ефективному способі впливу на рідкий метал зварювальної ванни за рахунок зміни напрямку електромагнітних сил і електромагнітного тиску зварювального струму шляхом пропущення усередині труби струму, напрямок якого протилежно напрямку зварювального струму в трубі Отже, даний спосіб виявляє свої особливості створення спрямованих нагору електромагнітних сил і електромагнітного тиску тільки за певних умов, а саме, при величині струму, що тече усередині труби в залежності від зварювального струму, що тече по трубі h = (0,5 - 0,6) І, А Виходить, ці умови є істотними А пропущення усередині труби струму, напрямок якого протилежного напрямку зварювальному струму в заявленій закономірності, забезпечує утримання рідкого металу від витікання зі зварювальної ванни і якісне формування зварних швів при односторонньому зварюванні на флюсовій подушці При протіканні усередині труби струму величиною менше 0,5 І зварювального струму зменшується електромагнітне поле і спрямовані нагору електромагнітні сили й електромагнітний тиск Електромагнітний тиск стає менше тиску дуги і гідродинамічного тиску У результаті чого рідкий метал витікає зі зварювальної ванни, і формування зварних швів при односторонньому зварюванні на флюсовій подушці порушується При протіканні усередині труби струму, напрямок якого протилежно напрямку зварювального струму, величиною більше 0,6 І зварювального струму спрямовані нагору електромагнітні сили й електромагнітний тиск стають значно більше тиску дуги і гідродинамічного тиску рідкого металу У результаті зворотний валик стає увігнутим, і формування порушується Крім того, значне збільшення електромагнітного поля протилежного напрямку може привести до відхилення дуги назад під дією поля і порушенню формування зовнішнього валика Спосіб одностороннього зварювання пояснюється фігурою, де представлена схема здійснення способу Зібрану трубу (І) надягають на феромагнітну трубу (2) (див фіг), у якій розташована флюсова подушка (3) з пневмошлангом (4) і струмоведучим кабелем (5) у пневмошлангу У пневмошланг, розташований у феромагнітній трубі, подають тиск, і піджимають флюсову подушку до труби Електрод (6) закорочують на трубу, засинають флюсом, і починають процес одностороннього зварювання на флюсовій подушці У процесі зварювання усередині труби протікає струм протилежного напрямку зварювальному струму в заявленому співвідношенні її = (0,5-0,6) І, А Приклад Вироблялося одностороннє зварювання на флюсовій подушці прямошовних труб діаметром 426мм, 478мм, 530мм і 630мм із товщиною стінки 9мм зі сталі 09Г2С с розташуванням усередині труби струм о ведучого кабелю, по якому пропускали струм протилежного напрямку зварювальному струму, що протікає по трубі, різної величини Як джерело харчування використовували випрямач ВМГ 5000 Струмопідвід здійснювали в початок труби Автоматичне зварювання вироблялося електродом, що складається з двох дротових СвО8М2С діаметром 4мм і стрічкового СтО8Кп перетином 0,5 х 45мм, на режимі величина струму 2000 - 2100А, напруга на дузі 27 - 29В, швидкість зварювання 75м/г Зварювання вироблялося під склоподібним флюсом АН-348АМ, що використовували і у флюсовій подушці Результати проведених досліджень впливу величини струму, що протікає усередині труби, на якість формування зварних швів представлені в таблиці 54852 Таблиця Спосіб Відомий Пат 13829 Пропонований Величина струму середині труби h = 0,71 (1400А) h = 0,41 (800А) h = 0,51 (1000А) h = 0,61 (1200А) Тимчасовий опір, МПа Відносне подовження, % Ударна в'язкість, кДж/м2 Ширина шва, мм Висота зворотнього валика, мм 480 ЗО 140 19-21 1 -3 490 500 520 520 31 ЗО 33 33 150 140 170 170 21 -22 19-20,5 20,5 - 21 20,5 - 21 0-1 3-4 2-2,5 | 2-2,5 У результаті проведених досліджень установлено, що пропущення усередині труби струму протилежного напрямку зварювальному зі співвідношенням h = (0,5 - 0,6) І, А є оптимальним Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги - створення спрямованого нагору електромагнітного тиску на рідкий метал зварювальної ванни, що утримує рідкий метал від витікання зі зварювальної ванни, - якісне формування зварних швів при односторонньому зварюванні на флюсовій подушці з використанням стандартного склоподібного флюсу, - поліпшення механічних властивостей зварних з'єднань, - зниження матеріалоємності й енергоємності процесу, підвищення продуктивності за рахунок заміни двостороннього зварювання на одностороннє Упровадження пропонованого способу одностороннього зварювання на флюсовій подушці при виготовленні труб для газо- і нафтопровідних магістралей дозволяє забезпечити якісне формування зварних швів при односторонньому зварюванні на флюсовій подушці з використанням стандартних зварювальних флюсів Література 1 А с 1660887 СРСР, МКИ В 23 К 9/00 Способ дуговой сварки / В И Щетинина, В В Чигарев, С В Щетинин 2 Пат України 13829 МКВ В 23 К 9/18 Спосіб одностороннього зварювання труб / В І Щетинша, В С Бойко, В С Голі-Оглу Фіг. Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of one-side electric arc welding of pipes
Автори англійськоюSchetynin Serhii Viktorovych, Klimanchuk Vladyslav Vladyslavovych, Klimanchuk Vladyslav Vladyslavovych, Shebanyts Eduard Mykolaiovych, Bilostochnyi Vasyl Volodymyrovych
Назва патенту російськоюСпособ электродуговой односторонней сварки труб
Автори російськоюЩетинин Сергей Викторович, Климанчук Владислав Владиславович, Шебаниц Эдуард Николаевич, Белосточный Василий Владимирович
МПК / Мітки
МПК: B23K 9/18
Мітки: спосіб, одностороннього, зварювання, труб, електродугового
Код посилання
<a href="https://ua.patents.su/3-54852-sposib-elektrodugovogo-odnostoronnogo-zvaryuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового одностороннього зварювання труб</a>
Спосіб одностороннього зварювання труб
Номер патенту: 13829
Опубліковано: 25.04.1997
Автори: Бойко Володимир Семенович, Щетиніна Віра Іванівна, Голі-Оглу Володимир Семенович
МПК: B23K 9/18
Мітки: спосіб, одностороннього, труб, зварювання
Формула / Реферат:
Способ односторонней сварки труб с токоподводом к изделию в двух точках и регулированием тока, протекающего в направлении сварки, отличающийся тем, что внутри трубы в непосредственном контакте соосно стыку устанавливают ферромагнитную трубу с вырезанным под углом 90° сегментом, диаметр которого выбирают в зависимости от диаметра свариваемой трубы согласно выражению:D = (0,24-0,35)Dт,где Dт - диаметр свариваемой трубы.
Спосіб електродугового зварювання

Номер патенту: 23920
Опубліковано: 31.08.1998
Автор: Гаєвський Олег Анатолійович
МПК: B23K 28/00
Мітки: електродугового, зварювання, спосіб
Формула / Реферат:
Спосіб електродугового зварювання, який включає виконання зварювання з присаджувальним матеріалом, що подається в зварювальну дугу під кутом до поверхні виробу, підключення виробу до клеми джерела живлення зварювальної дуги послідовно з баластовим реостатом, який відрізняється тим, що присаджувальний матеріал підключають до тієї ж клеми джерела живлення зварювальної дуги послідовно з другим баластовим реостатом, в процесі виконання зварного...
Флюсова підкладка для одностороннього зварювання
Номер патенту: 29330
Опубліковано: 16.10.2000
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Мітки: одностороннього, підкладка, зварювання, флюсова
Формула / Реферат:
Флюсова підкладка для одностороннього зварювання, яка містить жолоб для флюсу, розміщеного в еластичному ложементі, яка відрізняється тим, що включає механізм ущільнення флюсу, виконаний у вигляді двуплечих важелів, встановлених на осях на бокових стінках жолобу, при цьому внутрішні плечі важелів розташовані усередині жолобу під ложементом, а зовнішні плечі важелів - із зовнішнього боку жолобу вище торців його бокових стінок та на кінцівках...
Спосіб зварювання труб з трубними ґратами
Номер патенту: 53059
Опубліковано: 15.01.2003
Автори: Паненко Роман Миколайович, Гедрович Анатолій Іванович
МПК: B23K 31/00
Мітки: труб, зварювання, трубними, ґратами, спосіб
Формула / Реферат:
Спосіб зварювання труб з трубними ґратами, згідно з яким з'єднують труби з трубними ґратами, розвальцьовують труби, зсувають електрод пальника на деяку відстань від лінії з'єднання елементів та охолоджують за рахунок тепловідводів, виконаних у вигляді циліндричних Т-подібних елементів, горизонтальна частина яких контактує з поверхнею трубних ґрат, який відрізняється тим, що розвальцьовування труб здійснюють на величину (Z), що перевищує...
Спосіб одностороннього зварювання
Номер патенту: 37599
Опубліковано: 15.05.2001
Автор: Калюжний Валерій Вілінович
МПК: B23K 9/18, B23K 37/06
Мітки: одностороннього, зварювання, спосіб
Формула / Реферат:
Спосіб одностороннього зварювання, при якому формування кореня шва здійснюють на повзуні, що пересувається вздовж стику із швидкістю зварювання, який відрізняється тим, що за допомогою повзуна додатково провадять коливальні пересування у напрямку, перпендикулярному лінії зварювання.
Попередній патент: Спосіб дренування жовчовивідних проток
Наступний патент: Спосіб заапікальної терапії хронічного верхівкового періодонтиту
Випадковий патент: Вхідна підніжка пасажирського вагона