Спосіб поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням у пульсуючому тліючому розряді
Номер патенту: 19782
Опубліковано: 15.12.2006
Автори: Мірненко Володимир Іванович, Ляшенко Борис Артемович, Рутковський Анатолій Віталійович, Радько Олег Віталійович

Формула / Реферат
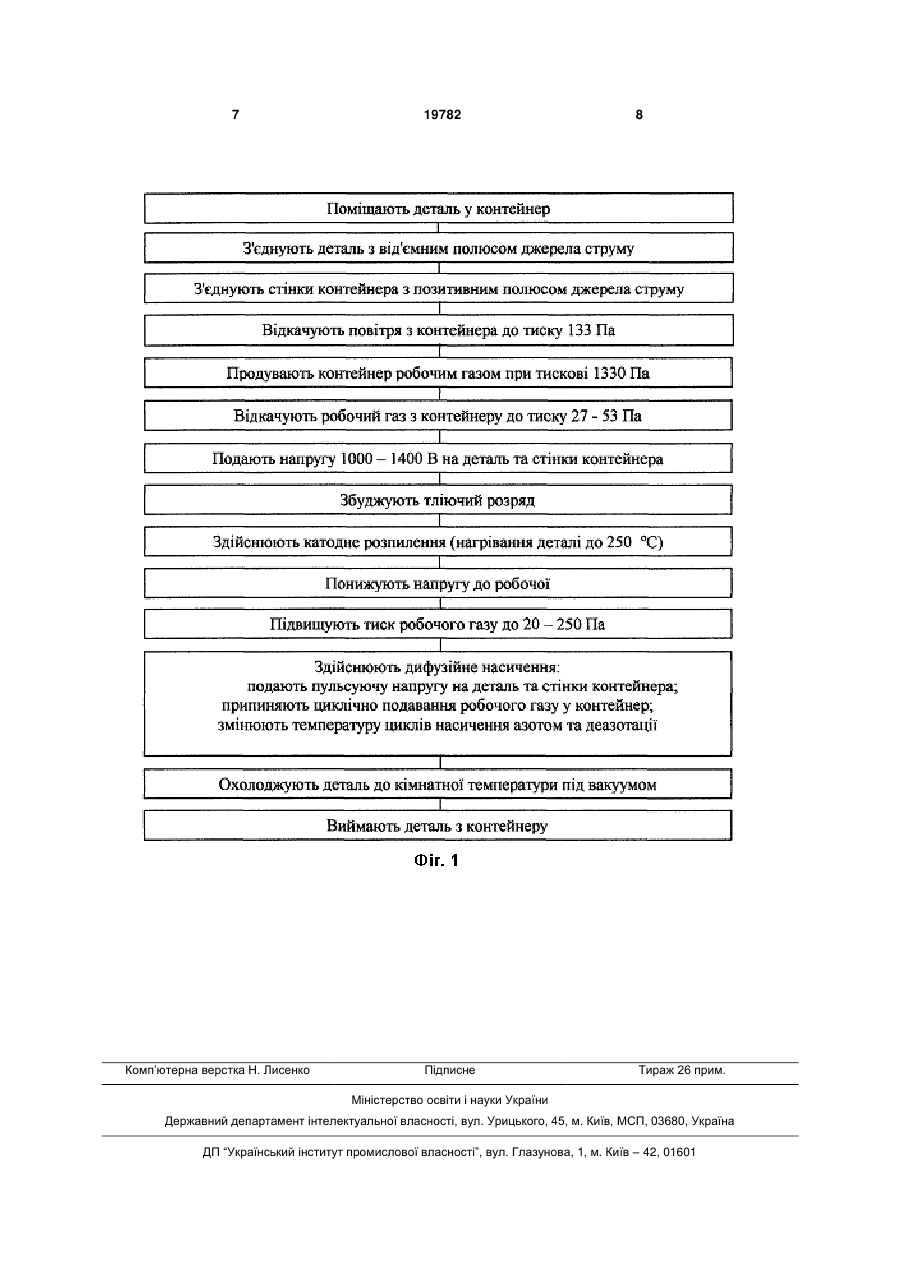
Спосіб поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням у пульсуючому тліючому розряді, при якому поміщають деталь у контейнер, з'єднують деталь з негативним полюсом джерела струму, з'єднують стінки контейнера з позитивним полюсом джерела струму, відкачують повітря з контейнера до тиску 133 Па за допомогою вакуумної системи, продувають контейнер робочим газом при тискові 1330 Па за допомогою системи газопостачання, відкачують робочий газ з контейнера до тиску 27-53 Па за допомогою вакуумної системи, подають напругу 1100-1400 В на деталь та стінки контейнера за допомогою системи електричного живлення та керування, збуджують тліючий розряд, здійснюють катодне розпилення протягом 5-60 хв., при якому деталь нагрівається до 250°С, знижують напругу до робочої за допомогою системи електричного живлення та керування, підвищують тиск робочого газу до 20-250 Па за допомогою системи газопостачання, здійснюють дифузійне насичення, охолоджують деталь до кімнатної температури під вакуумом, виймають деталь з контейнера, який відрізняється тим, що під час дифузійного насичення подають пульсуючу напругу 1000-1200 В з тривалістю імпульсу 10-20 мс та величиною періоду подавання імпульсів 40 мс на деталь та стінки контейнера за допомогою системи електричного живлення та керування, при цьому припиняють циклічно подавання робочого газу у контейнер з тривалістю півциклу 15...30 хв. та змінюють температуру циклів насичення азотом і деазотації вище температури евтектоїдного перетворення або нижче температури евтектоїдного перетворення.
Текст
Спосіб поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням у пульсуючому тліючому розряді, при якому поміщають деталь у контейнер, з'єднують деталь з негативним полюсом джерела струму, з'єднують стінки контейнера з позитивним полюсом джерела струму, відкачують повітря з контейнера до тиску 133 Па за допомогою вакуумної системи, продувають контейнер робочим газом при тискові 1330 Па за допомогою системи газопостачання, відкачують робочий газ з контейнера до тиску 2753 Па за допомогою вакуумної системи, подають напругу 1100-1400 В на деталь та стінки контей U 2 (13) 1 3 19782 4 ванням у тліючому розряді, при якому поміщають сів 40мс на деталь та стінки контейнера за доподеталь у контейнер, з'єднують деталь з негативмогою системи електричного живлення та керуним полюсом джерела струму, з'єднують стінки вання, при цьому припиняють циклічно подаванконтейнера з позитивним полюсом джерела ня робочого газу у контейнер з тривалістю струму, відкачують повітря з контейнера до тиску півциклу 15-30хв. та змінюють температуру цик133Па за допомогою вакуумної системи, продулів насичення азотом і деазотації вище темперавають контейнер робочим газом при тискові тури евтектоїдного перетворення або нижче тем1330Па за допомогою системи газопостачання, ператури евтектоїдного перетворення. відкачують робочий газ з контейнера до тиску 27Порівняльний аналіз технічного рішення, яке 53Па за допомогою вакуумної системи, подають заявляється, з прототипом дозволяє зробити винапругу 1100-1400В на деталь та стінки контейсновок, що спосіб поверхневого зміцнення сталенера за допомогою системи електричного живвих деталей іонно-плазмовим азотуванням у лення та керування, збуджують тліючий розряд, пульсуючому тліючому розряді відрізняється тим, здійснюють катодне розпилення протягом 5-60 що під під час дифузійного насичення подають хв., при якому деталь нагрівається до 250°С, попульсуючу напругу 1000-1200В з тривалістю імнижують напругу до робочої за допомогою сиспульсу 10-20мс та величиною періоду подавання теми електричного живлення та керування, підімпульсів 40мс на деталь та стінки контейнера за вищують тиск робочого газу до 133-1330Па за допомогою системи електричного живлення та допомогою системи газопостачання, здійснюють керування, при цьому припиняють циклічно подадифузійне насичення, при якому напруга є посвання робочого газу у контейнер з тривалістю тійною у межах 400-600В, охолоджують деталь півциклу 15-30хв. та змінюють температуру цикдо кімнатної температури під вакуумом, виймалів насичення азотом і деазотації вище темперають деталь з контейнера [2]. тури евтектоїдного перетворення або нижче темНедоліками відомого способу поверхневого ператури евтектоїдного перетворення. зміцнення сталевих деталей іонно-плазмовим Суть корисної моделі пояснюється за допоазотуванням у тліючому розряді, обраного за могою креслень, де на Фіг.1 представлено посліпрототип, є можливість переходу тліючого розрядовність технологічних операції, що пояснюють ду у дуговий, що може призвести до оплавлення суть способу поверхневого зміцнення сталевих поверхні деталі, значний час обробки та, відповідеталей іонно-плазмовим азотуванням у пульсудно, великі витрати електроенергії, що зумовлено ючому тліючому розряді, який заявляється. неповним використанням потенційних можливосСпосіб поверхневого зміцнення сталевих детей процесу по підвищенню швидкості дифузійноталей іонно-плазмовим азотуванням у пульсуюго насичення поверхневих шарів сталевих детачому тліючому розряді, який заявляється, реалілей азотом. зується наступним чином: поміщають деталь у В основу корисної моделі поставлено законтейнер, з'єднують деталь з негативним полювдання шляхом усунення недоліків прототипу сом джерела струму, з'єднують стінки контейнера забезпечити скорочення часу обробки, зменшенз позитивним полюсом джерела струму, відкачуня витрат електроенергії та виключення можлиють повітря з контейнера до тиску 133Па за довості переходу тліючого розряду у дуговий. помогою вакуумної системи, продувають контейСуть корисної моделі у способі поверхневого нер робочим газом при тискові 1330Па за зміцнення сталевих деталей іонно-плазмовим допомогою системи газопостачання, відкачують азотуванням у пульсуючому тліючому розряді, робочий газ з контейнера до тиску 27-53Па за при якому поміщають деталь у контейнер, з'єддопомогою вакуумної системи, подають напругу нують деталь з негативним полюсом джерела 1100-1400В на деталь та стінки контейнера за струму, з'єднуютьстінки контейнера з позитивним допомогою системи електричного живлення та полюсом джерела струму, відкачують повітря з керування, збуджують тліючий розряд, здійснюконтейнера до тиску 133Па за допомогою вакуують катодне розпилення протягом 5-60хв., при мної системи, продувають контейнер робочим якому деталь нагрівається до 250°С, знижують газом при тискові 1330Па за допомогою системи напругу до робочої за допомогою системи електгазопостачання, відкачують робочий газ з конричного живлення та керування, підвищують тиск тейнера до тиску 27-53Па за допомогою вакуумробочого газу до 20-250Па за допомогою системи ної системи, подають напругу 1100-1400В на дегазопостачання, здійснюють дифузійне насиченталь та стінки контейнера за допомогою системи ня, при якому подають пульсуючу напругу 1000електричного живлення та керування, збуджують 1200В з тривалістю імпульсу 10-20мс та величитліючий розряд, здійснюють катодне розпилення ною періоду подавання імпульсів 40мс на деталь протягом 5-60хв., при якому деталь нагрівається та стінки контейнера за допомогою системи елекдо 250°С, понижують напругу до робочої за дотричного живлення та керування. При цьому помогою системи електричного живлення та кесквапність, яка дорівнює відношенню періоду рування, підвищують тиск робочого газу до 20подавання імпульсів до тривалості імпульсу, зна250Па за допомогою системи газопостачання, ходиться у межах 2-4. Відомо, що кінетична енерздійснюють дифузійне насичення, охолоджують гія зарядженої частки є прямо пропорційною ведеталь до кімнатної температури під вакуумом, личині падіння потенціалу, яка припадає на виймають деталь з контейнера, досягається тим, довжину вільного пробігу цієї частки. Експеримещо під час дифузійного насичення подають пульнтальними дослідженнями впливу імпульсів висуючу напругу 1000-1200В з тривалістю імпульсу сокого струму на плазму тліючого розряду вста10-20мс та величиною періоду подавання імпульновлено, що при тривалості імпульсу до 5 19782 6 декількох мікросекунд газорозрядний проміжок додатково взаємоініціюються у термодинамічноздатний витримувати напругу, яка значно перему сенсі. вищує напругу стаціонарного розряду, ще не приВідповідно до викладеного вище, на першому зводячи до дугового пробою. Отже, збільшуючи півциклі процесу - стадії дифузійного насичення напругу на деталі та стінках контейнера до 1000відбувається азотування при проточному пода1200В замість 400-600В при іонно-плазмовому ванні робочої суміші газів у контейнер. При цьому азотуванні у постійному тліючому розряді, ми поверхня деталі насичується азотом з утворензначно підвищуємо ступінь аномальності тліючоням нітридної зони. Згідно з законом дифузії Фіка го розряду, збільшуємо енергію позитивних іонів найбільш активно процес протікає перші 15-30 азоту, які бомбардують поверхню деталі-катоду. хвилин. Для максимального використання тільки Це призводить до збільшення швидкості та глинайбільш активних періодів дифузійного процесу, бини дифузійного насичення деталей азотом із саме цей час і було обрано у якості тривалості одночасним запобіганням переходу тліючого ропівциклів насичення та розсмоктування азотовазряду у дуговий. Величину сквапності у межах 2-4 ного шару. Такий підхід призводить до значного обрано тому, що при значенні сквапності менше 2 підвищення швидкості формування дифузійного можливе виникнення дугових розрядів, які спришару. Далі, на другому півциклі - стадії розсмокчиняють пошкодження поверхні деталі, а при тувння - подачу робочої суміші газів припиняють. значенні сквапності більше 4 зменшується ефекПри цьому відбувається її дисоціація, а азотний тивність іонної обробки. потенціал падає практично до нуля, тому що азот У процесі дифузійного насичення також відє пасивним по відношенню до заліза. Оскільки бувається циклічне припинення подавання робонітридна зона складається з метастабільних фаз, чого газу у контейнер з тривалістю півциклу 15у яких азот є активним та здатним до дифузії, 30хв. При цьому температура насичення азотом створюється високий градієнт концентрації на та деазотації - розсмоктування є вищою темперамежі нітридної зони та зони внутрішнього азотутури евтектоїдного перетворення - 591°С - або вання. Починається процес вирівнювання конценижчою температури евтектоїдного перетвореннтрацій, при якому дифузія азоту відбувається ня. Ефект від періодичного чередування циклів переважно вглибину деталі, яка підлягає обробці. насичення при проточному азотуванні та розсмоПроцес формування азотованого шару значно ктування азотованого шару при максимально прискорюється. можливому зниженні насичуючої здатності атмоПісля неізотермічного витримування деталі сфери в умовах циклічної зміни температури доохолоджують до кімнатної температури під вакусягається за рахунок впливу на фактор, який у умом та виймають з контейнера. значній мірі визначає швидкість насичення - коеПідвищення ефективності застосування спофіцієнт дифузії. Цей коефіцієнт, як відомо, залесобу поверхневого зміцнення сталевих деталей жить від температури та градієнту концентрації. іонно-плазмовим азотуванням, який заявляється, Отже, за рахунок термоциклів можливо не тільки у порівнянні з прототипом, досягається тим, що, прискорювати процес дифузійного насичення, а й завдяки подаванню під час дифузійного насиченконтролювати його. Температурний діапазон ня пульсуючої напруги 1000-1200В зі сквапністю термоциклів визначено у відповідності з діагра2-4, збільшується швидкість дифузійного насимою залізо - азот. Діаграма має критичні точки, чення деталей азотом з одночасним виключенякі відокремлюють області з різним фазовим ням можливості переходу тліючого розряду у складом. За рахунок підбирання значень темпедуговий. Також підвищення ефективності згадаратур відбуваються циклічні фазові перетворення ного способу досягається тим, що завдяки циклі- перехід з низькотемпературні області нижче чному припиненню подавання робочого газу у температури евтектоїдного перетворення контейнер та зміні температури циклів насичення 591°С, де існує азотистий перліт, до області стійазотом та деазотації вище температури евтектоїкого аустеніту та у зворотньому напрямку. Ці педного перетворення або нижче температури евретворення призводять до зменшення розмірів тектоїдного перетворення здійснюється додаткозерна та збільшення дифузійних переміщень. ва інтенсифікація процесу дифузійного При цьому одночасно можуть існувати дві та бінасичення, що призводить до скорочення часу льше фази з різними будовами кристалічних ґраобробки та зменшення витрат електроенергії. ток та різними об'ємами. Одночасно збільшуєтьДжерела інформації: ся протяжність границь, отже, відповідно, і 1. Лахтин Ю.М., Коган Я.Д., Шпис Г.И. и др. активність граничної дифузії. Відомо, що при евТеория и технология азотирования. - М.: Металтектоїдному перетворенні азотистий перліт форлургия, 1991 - С. 67-70 - аналог. мується зі збільшенням об'єму. Так само зі збі2. Лахтин Ю.М., Коган Я.Д., Шпис Г.И. и др. льшенням об'єму відбувається і сам процес Теория и технология азотирования. - М.: Металазотації, тобто ці два процеси при накладанні лургия, 1991 - С. 88 - прототип. 7 Комп’ютерна верстка Н. Лисенко 19782 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the surface strengthening steel articles by ion-plasma nitration in pulsing glow discharge
Автори англійськоюLiashenko Borys Artemovych, Rutkovskyi Anatolii Vitaliiovych
Назва патенту російськоюСпособ поверхностного упрочнения стальных деталей ионно-плазменным азотированием в пульсирующем тлеющем разряде
Автори російськоюЛяшенко Борис Артемович, Рутковский Анатолий Витальевич
МПК / Мітки
МПК: C23C 8/06
Мітки: іонно-плазмовим, розряді, поверхневого, азотуванням, деталей, зміцнення, спосіб, сталевих, пульсуючому, тліючому
Код посилання
<a href="https://ua.patents.su/4-19782-sposib-poverkhnevogo-zmicnennya-stalevikh-detalejj-ionno-plazmovim-azotuvannyam-u-pulsuyuchomu-tliyuchomu-rozryadi.html" target="_blank" rel="follow" title="База патентів України">Спосіб поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням у пульсуючому тліючому розряді</a>
Спосіб поверхневого зміцнення сталевих деталей
Номер патенту: 3349
Опубліковано: 27.12.1994
Автори: Бондарюк Микола Миколайович, Жуков Андрій Олександрович, Малимон Валентина Ігорівна, Бондаренко Олександр Вікторович
МПК: C23C 8/08
Мітки: деталей, сталевих, зміцнення, поверхневого, спосіб
Формула / Реферат:
Способ поверхностного упрочнения стальных деталей, преимущественно профильных, включающий их нагрев до температуры эвтектического плавления токами высокой частоты в контакте с углеродсодержащим материалом и выдержку, отличающийся тем, что в качестве углеродсодержащего материала используют углеродный волокнистый материал, который прижимают к поверхности детали керамическим прижимом, повторяющим конфигурацию детали, а выдержку ведут в течение...
Обладнання для лазерного поверхневого зміцнення деталей
Номер патенту: 3730
Опубліковано: 15.12.2004
Автори: Аль-Шара Мотаз Мухаммед, Мажейка Олександр Йосипович, Вурсіченко Юрій Васильович, Головко Леонід Федорович
МПК: B23K 26/00
Мітки: деталей, зміцнення, лазерного, обладнання, поверхневого
Формула / Реферат:
Обладнання для лазерного поверхневого зміцнення деталей, що містить основний лазер, оптично зв'язаний з оброблюваною деталлю, та допоміжний лазер з блоками живлення та фокусуючими системами, встановленими на відстані від оброблюваної деталі, яке відрізняється тим, що обладнання оснащено герметичним резервуаром, в якому розташована оброблювана деталь, що заповнений рідиною і має вхідне вікно, яке прозоре для випромінювання основного та...
Спосіб поверхневого зміцнення деталей з титанових сплавів
Номер патенту: 41429
Опубліковано: 17.09.2001
Автори: Трубнік Михайло Володимирович, Перемітько Валерій Вікторович
МПК: C23C 8/24
Мітки: деталей, спосіб, титанових, сплавів, зміцнення, поверхневого
Формула / Реферат:
Способ поверхностного упрочнения деталей из титановых сплавов, при котором аргон подают в зону нагрева дугой, отличающийся тем, что используют дугу косвенного действия, при высоте подъема электродов над изделиями 12-15 мм и подают аргон к електродам расходом 3-4 л/мин.
Камера розрядна для хіміко-термічної обробки в тліючому розряді
Номер патенту: 20919
Опубліковано: 07.10.1997
Автори: Каплун Віталій Григорович, Пастух Ігор Маркович
МПК: C23C 8/06, H01J 37/00
Мітки: камера, обробки, хіміко-термічної, розрядна, тліючому, розряді
Формула / Реферат:
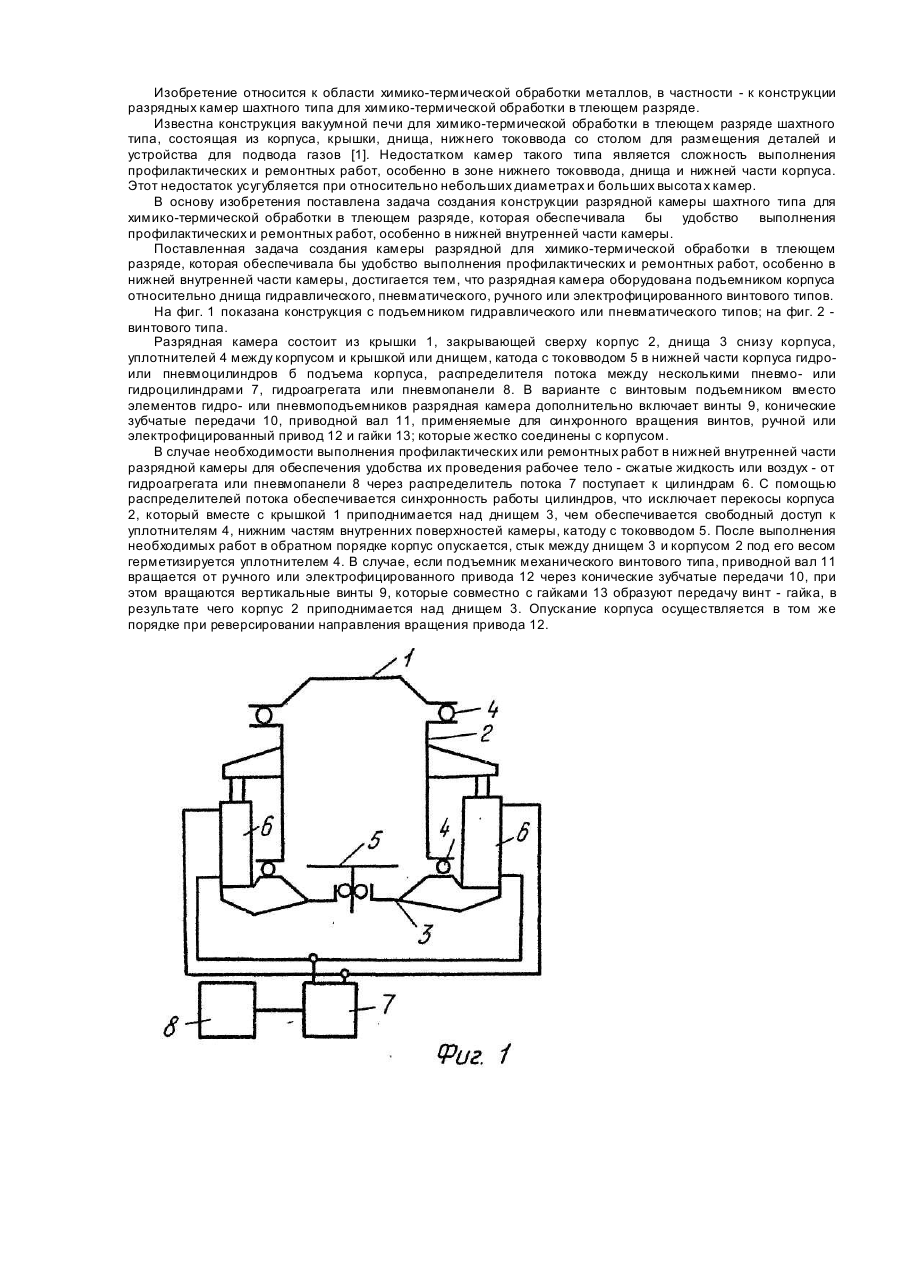
Камера разрядная для химико-технической обработки в тлеющем разряде, состоящая из крышки, корпуса, днища, катода с токовводом, уплотнителей стыков, отличающаяся тем, что разрядная камера оборудована подъемником корпуса гидравлического, пневматического, ручного или электрофицированного винтового типов.
Установка для поверхневого зміцнення металів з двоступеневим блоком живлення
Номер патенту: 31607
Опубліковано: 15.12.2000
Автор: Пастух Ігор Маркович
МПК: C23C 10/10, C23C 10/14
Мітки: зміцнення, двоступеневим, живлення, металів, поверхневого, установка, блоком
Текст:
...вирішується за рахунок того, що установка додатково включає перемикач з'єднань вторинних обмоток трансформатора. ! Суть винаходу пояснюється кресленням. Установка для поверхневого зміцнення металів з двоступеневим блоком живлення складається з ввідного пристрою 1, регулятора напруги 2, трансформатора напруги 3, випрямляча 4, перемикача з'єднань вторинних обмоток трансформатора 5, розрядної камери 6. Напруга подається в установку від...
Попередній патент: Заглибний турбонасосний агрегат
Наступний патент: Зарядна станція мобільних телефонів
Випадковий патент: Глушник та інерційний компенсатор випуску відпрацьованих газів