Струбцина для складання виробів під зварення
Номер патенту: 20104
Опубліковано: 15.01.2007
Автори: Коросташевський Павло Володимирович, Попова Нелля Дмитрівна
Формула / Реферат
1. Струбцина для складання виробів під зварення, що містить притискні вузли, з'єднані гвинтовою стяжкою, яка відрізняється тим, що кожний притискний вузол містить співвісну з гвинтовою стяжкою штангу з закріпленими на ній гайками, в яких паралельно встановлені силовий гвинт і встановлювальний гвинт, осі яких перпендикулярні осі штанги, а на внутрішньому торці штанги закріплена гайка, в якій встановлений гвинт гвинтової стяжки, при цьому на кінці силового гвинта закріплена вилка, в якій шарнірно встановлена двоплеча притискна планка з можливістю взаємодії торця короткого плеча з внутрішньою поверхнею основи вилки, причому на торці короткого плеча притискної планки виконаний скіс, а довге плече виконане зі зломом, розташованим в площині притискної планки і спрямованим назустріч скосу.
2. Струбцина для складання виробів під зварення за п. 1, яка відрізняється тим, що упорна поверхня встановлювальних гвинтів виконана сферичною.
Текст
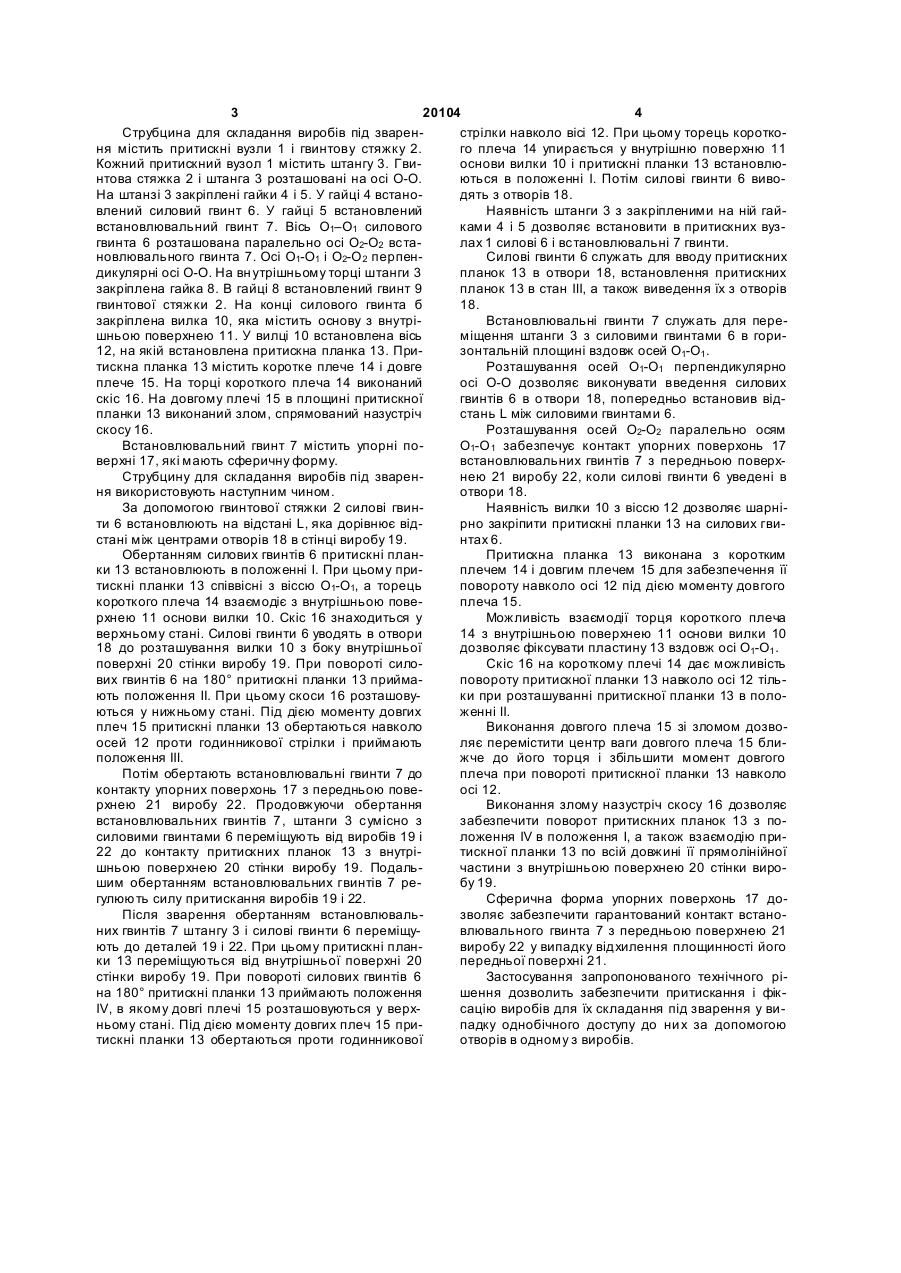
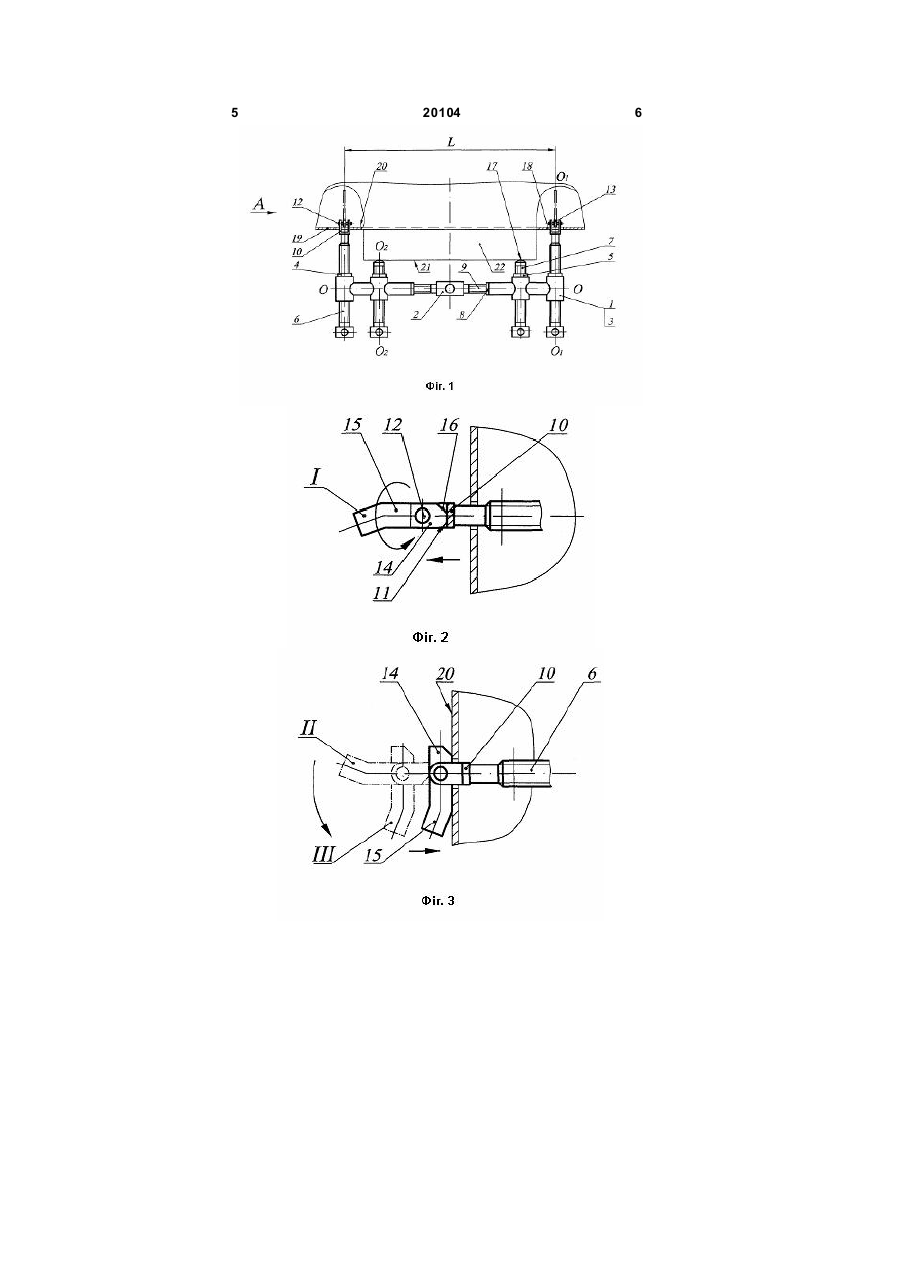
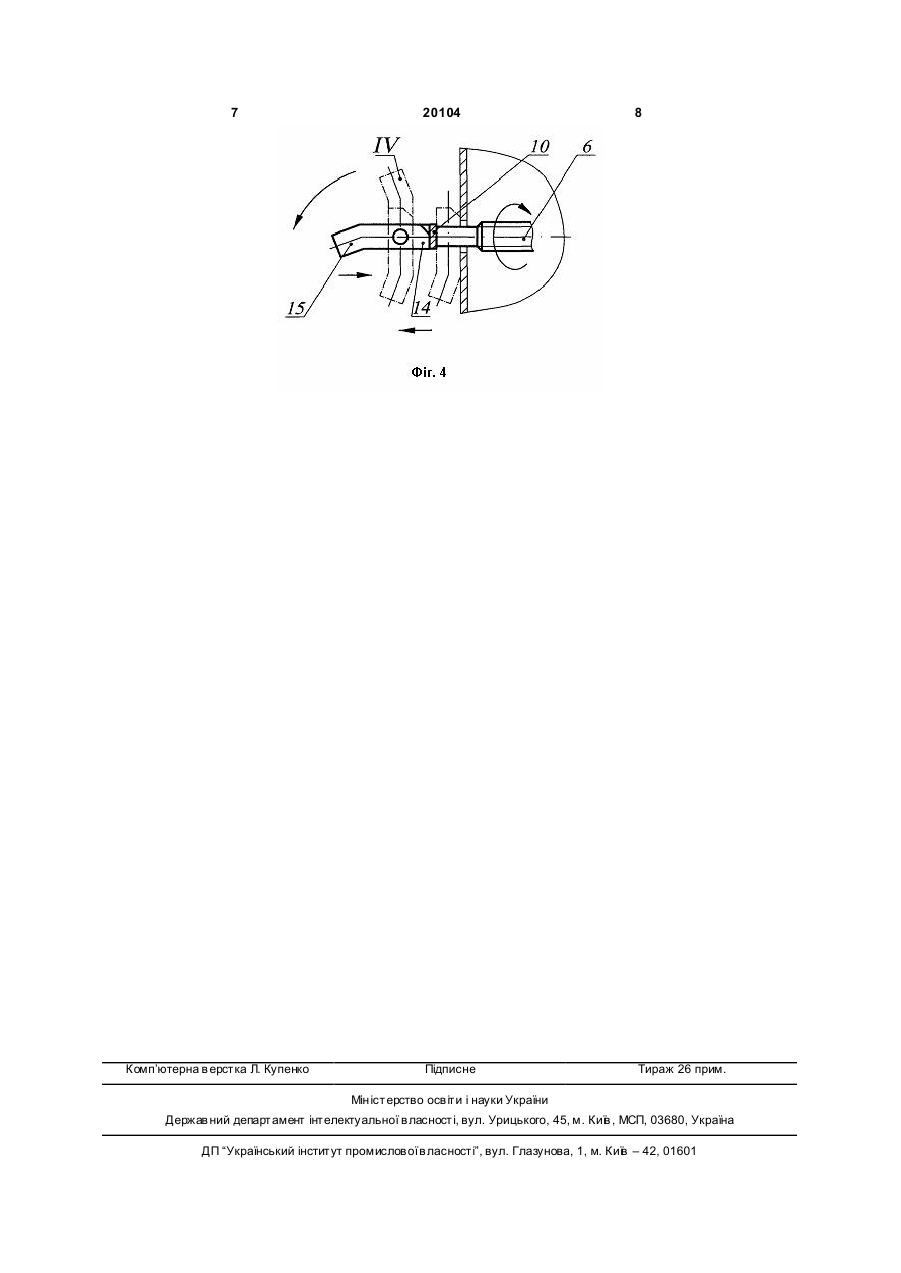
1. Струбцина для складання виробів під зварення, що містить притискні вузли, з'єднані гвинтовою стяжкою, яка відрізняється тим, що кожний притискний вузол містить співвісну з гвинтовою стяжкою штангу з закріпленими на ній гайками, в яких паралельно встановлені силовий гвинт і 3 20104 4 Струбцина для складання виробів під зваренстрілки навколо вісі 12. При цьому торець коротконя містить притискні вузли 1 і гвинтову стяжку 2. го плеча 14 упирається у внутрішню поверхню 11 Кожний притискний вузол 1 містить штангу 3. Гвиоснови вилки 10 і притискні планки 13 встановлюнтова стяжка 2 і штанга 3 розташовані на осі О-О. ються в положенні І. Потім силові гвинти 6 вивоНа штанзі 3 закріплені гайки 4 і 5. У гайці 4 встанодять з отворів 18. влений силовий гвинт 6. У гайці 5 встановлений Наявність штанги 3 з закріпленими на ній гайвстановлювальний гвинт 7. Вісь О1–О1 силового ками 4 і 5 дозволяє встановити в притискних вузгвинта 6 розташована паралельно осі О2-О2 всталах 1 силові 6 і встановлювальні 7 гвинти. новлювального гвинта 7. Осі О1-О1 і О2-О 2 перпенСилові гвинти 6 служать для вводу притискних дикулярні осі О-О. На вн утрішньому торці штанги 3 планок 13 в отвори 18, встановлення притискних закріплена гайка 8. В гайці 8 встановлений гвинт 9 планок 13 в стан III, а також виведення їх з отворів гвинтової стяжки 2. На конці силового гвинта б 18. закріплена вилка 10, яка містить основу з внутріВстановлювальні гвинти 7 служать для перешньою поверхнею 11. У вилці 10 встановлена вісь міщення штанги 3 з силовими гвинтами 6 в гори12, на якій встановлена притискна планка 13. Призонтальній площині вздовж осей О1-О1 . тискна планка 13 містить коротке плече 14 і довге Розташування осей О1-О1 перпендикулярно плече 15. На торці короткого плеча 14 виконаний осі О-О дозволяє виконувати введення силових скіс 16. На довгому плечі 15 в площині притискної гвинтів 6 в о твори 18, попередньо встановив відпланки 13 виконаний злом, спрямований назустріч стань L між силовими гвинтами 6. скосу 16. Розташування осей О2-О2 паралельно осям Встановлювальний гвинт 7 містить упорні поО1-О 1 забезпечує контакт упорних поверхонь 17 верхні 17, які мають сферичну форму. встановлювальних гвинтів 7 з передньою поверхСтрубцину для складання виробів під звареннею 21 виробу 22, коли силові гвинти 6 уведені в ня використовують наступним чином. отвори 18. За допомогою гвинтової стяжки 2 силові гвинНаявність вилки 10 з віссю 12 дозволяє шарніти 6 встановлюють на відстані L, яка дорівнює відрно закріпити притискні планки 13 на силових гвистані між центрами отворів 18 в стінці виробу 19. нтах 6. Обертанням силових гвинтів 6 притискні планПритискна планка 13 виконана з коротким ки 13 встановлюють в положенні І. При цьому приплечем 14 і довгим плечем 15 для забезпечення її тискні планки 13 співвісні з віссю О1-О1, а торець повороту навколо осі 12 під дією моменту довгого короткого плеча 14 взаємодіє з внутрішньою повеплеча 15. рхнею 11 основи вилки 10. Скіс 16 знаходиться у Можливість взаємодії торця короткого плеча верхньому стані. Силові гвинти 6 уводять в отвори 14 з внутрішньою поверхнею 11 основи вилки 10 18 до розташування вилки 10 з боку внутрішньої дозволяє фіксувати пластину 13 вздовж осі О1-О1 . поверхні 20 стінки виробу 19. При повороті силоСкіс 16 на короткому плечі 14 дає можливість вих гвинтів 6 на 180° притискні планки 13 приймаповороту притискної планки 13 навколо осі 12 тільють положення II. При цьому скоси 16 розташовуки при розташуванні притискної планки 13 в полоються у нижньому стані. Під дією моменту довгих женні II. плеч 15 притискні планки 13 обертаються навколо Виконання довгого плеча 15 зі зломом дозвоосей 12 проти годинникової стрілки і приймають ляє перемістити центр ваги довгого плеча 15 блиположення III. жче до його торця і збільшити момент довгого Потім обертають встановлювальні гвинти 7 до плеча при повороті притискної планки 13 навколо контакту упорних поверхонь 17 з передньою повеосі 12. рхнею 21 виробу 22. Продовжуючи обертання Виконання злому назустріч скосу 16 дозволяє встановлювальних гвинтів 7, штанги 3 сумісно з забезпечити поворот притискних планок 13 з посиловими гвинтами 6 переміщують від виробів 19 і ложення IV в положення І, а також взаємодію при22 до контакту притискних планок 13 з внутрітискної планки 13 по всій довжині її прямолінійної шньою поверхнею 20 стінки виробу 19. Подальчастини з внутрішньою поверхнею 20 стінки вирошим обертанням встановлювальних гвинтів 7 ребу 19. гулюють силу притискання виробів 19 і 22. Сферична форма упорних поверхонь 17 доПісля зварення обертанням встановлювальзволяє забезпечити гарантований контакт встаноних гвинтів 7 штангу 3 і силові гвинти 6 переміщувлювального гвинта 7 з передньою поверхнею 21 ють до деталей 19 і 22. При цьому притискні планвиробу 22 у випадку відхилення площинності його ки 13 переміщуються від внутрішньої поверхні 20 передньої поверхні 21. стінки виробу 19. При повороті силових гвинтів 6 Застосування запропонованого технічного ріна 180° притискні планки 13 приймають положення шення дозволить забезпечити притискання і фікIV, в якому довгі плечі 15 розташовуються у верхсацію виробів для їх складання під зварення у виньому стані. Під дією моменту довгих плеч 15 припадку однобічного доступу до ни х за допомогою тискні планки 13 обертаються проти годинникової отворів в одному з виробів. 5 20104 6 7 Комп’ютерна в ерстка Л. Купенко 20104 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюClamp for assembling of articles for welding
Автори англійськоюKorostashevskyi Pavlo Volodymyrovych
Назва патенту російськоюСтрубцина для сборки изделий под сварку
Автори російськоюКоросташевский Павел Владимирович
МПК / Мітки
МПК: B23K 37/04
Мітки: струбцина, виробів, зварення, складання
Код посилання
<a href="https://ua.patents.su/4-20104-strubcina-dlya-skladannya-virobiv-pid-zvarennya.html" target="_blank" rel="follow" title="База патентів України">Струбцина для складання виробів під зварення</a>
Фіксуюча рамка для складання багатошарових пласких виробів

Номер патенту: 34014
Опубліковано: 15.02.2001
Автори: Горященко Сергій Леонідович, Драпак Георгій Мефодіович
МПК: A43D 111/00
Мітки: фіксуюча, багатошарових, пласких, виробів, складання, рамка
Текст:
...пазів 2, 3 та 7 і за певними шаблонами встановлюються нові положення фіксуючих елементів 10. Фіксація но вих положень фіксуючих елементів 10 забезпечуєть ся гвинтовими з'єднаннями 4, 5 та 9, що закріплюють кронштейни 6 в пазах 2, 3 та важіль 8 в пазу 7 на кронштейні 6 каркасу 1 та розділяючої пластини 11. Джерела інформації: 1. Проспект фірми "Juki", CATALOG # VII - 54, 1989. 2. Патент 2031827, Россия. "Устройство для фиксирования плоских...
Кантувач для складання і зварювання виробів
Номер патенту: 76020
Опубліковано: 15.06.2006
Автори: Шиляєв Володимир Миколайович, Самогородський Олександр Степанович, Коробка Борис Афанасійович, Масловець Юрій Миколайович, Приходько Володимир Іванович, Масловець Олександр Миколайович, Назаренко Леонід Іванович, Єрмаков Віталій Вікторович
МПК: B23K 37/047, B23K 37/04
Мітки: кантувач, виробів, зварювання, складання
Формула / Реферат:
1. Кантувач для складання і зварювання виробів, що складається з двох дзеркальних синхронно працюючих частин, кожна з яких містить дві стійки, які складаються з телескопічних нерухомих і рухомих частин, траверсу, що одним кінцем шарнірно з'єднана з рухомою частиною однієї стійки, а інший її кінець виконаний з опорною поверхнею для рухомої частини другої стійки, механізм підйому і повороту траверси, тримач виробу, установлений на траверсі з...
Спосіб неперервного автоматичного складання багатошарових виробів
Номер патенту: 33536
Опубліковано: 15.08.2003
Автор: Драпак Георгій Мефодійович
МПК: A43D 111/00
Мітки: спосіб, складання, виробів, неперервного, автоматичного, багатошарових
Формула / Реферат:
Спосіб неперервного автоматичного складання багатошарових виробів, що формуються з декількох пласких деталей, який включає операції базування деталей, що складаються, із захвату по опорних точках, поштучного відокремлення від стопи, взаємного орієнтування та координування у процесі переміщення, сполучення комплекту, який відрізняється тим що операції поштучного відокремлення виконуються по паралельних горизонтальних траєкторіях, а сполучення...
Лінія для складання і зварювання виробів коробчастого перерізу
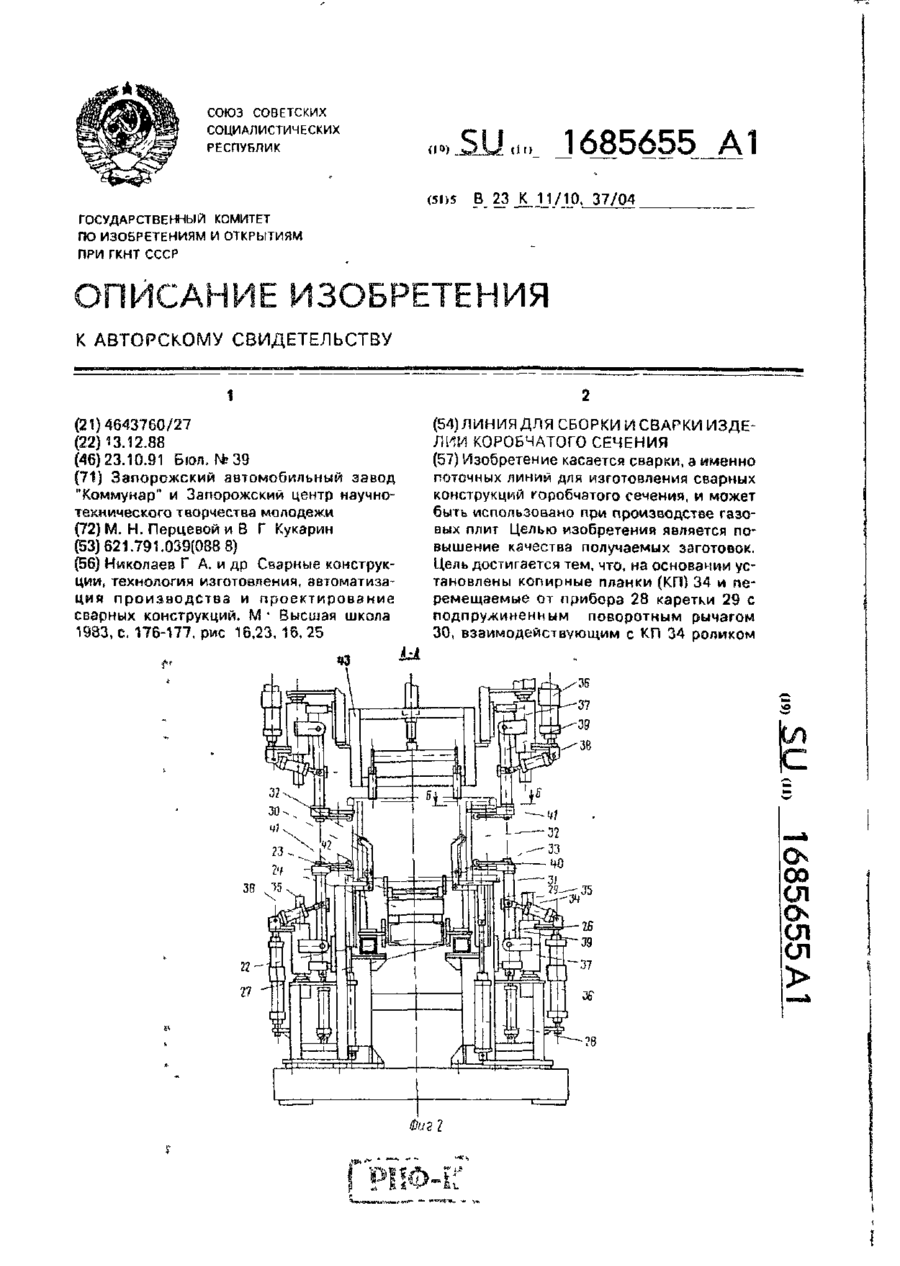
Номер патенту: 126
Опубліковано: 30.04.1993
Автори: Перцевий Михайло Миколайович, Кукарін Віктор Григорович
МПК: B23K 11/10, B23K 37/04
Мітки: перерізу, лінія, складання, зварювання, виробів, коробчастого
Формула / Реферат:
Формула изобретенияЛиния для сборки и сварки изделий коробчатого сечения, содержащая смонтированные на основании по ходу технологического процесса и связанные между собой штамповым конвейером позиции сборки и позиции сварки, оснащенные подъемными поворотными рычагами со сварочными клещами, отличающаяся тем, что, с целью повышения качества путем обеспечения предварительного зазора между отбортовками свариваемых изделий, позиции сварки...
Пристрій для складання виробів під зварювання
Номер патенту: 3083
Опубліковано: 26.12.1994
Автор: Дудник Георгій Петрович
МПК: B23K 37/047
Мітки: складання, виробів, пристрій, зварювання
Формула / Реферат:
Устройство для сборки изделий под сварку, содержащее смонтированный на станине механизм сборки и предварительного крепления собираемых изделий, механизм окончательного крепления собираемых изделий, расположенное между механизмами крепления транспортное устройство, каждый механизм крепления содержит заднюю и переднюю бабки с центрами и прижимами для собираемых изделий, отличающееся тем, что транспортное средство выполнено в виде установленных...
Попередній патент: Спосіб підготовки аглошихти до спікання
Наступний патент: Пристрій для запобігання протікання зварювальної ванни
Випадковий патент: Портативний тестер амортизаторів автомобілів