Спосіб контролю технологічних параметрів
Формула / Реферат
Способ контроля технологических параметров, включающий измерение температур внешней части теплопроводного элемента и последующий расчет по ним контролируемых параметров, отличающийся тем, что основан на эффекте Жукова (аномальном тепловом эффекте) феноменологически проявляющемся при контроле в том, что при резком повышении температуры приемной частя теплопроводного элемента контролируют первоначальное незначительное нормальное повышение, затем аномальное резкое падение я после нормальное повышение температуры на внешней части элемента в соответствии с нагревом его приемной части, а при резком охлаждении приемной части теплопроводного элемента контролируют начальное незначительное нормальное уменьшение, затем аномальное резкое повышение и после нормальное снижение температуры внешней части элемента в соответствии с охлаждением его приемной части, при этом технологические параметры рассчитывают по аномальному скачкообразному, а также по предшествующему и последующему нормальным изменениям температуры внешней контролируемой части теплопроводного элемента.
Текст
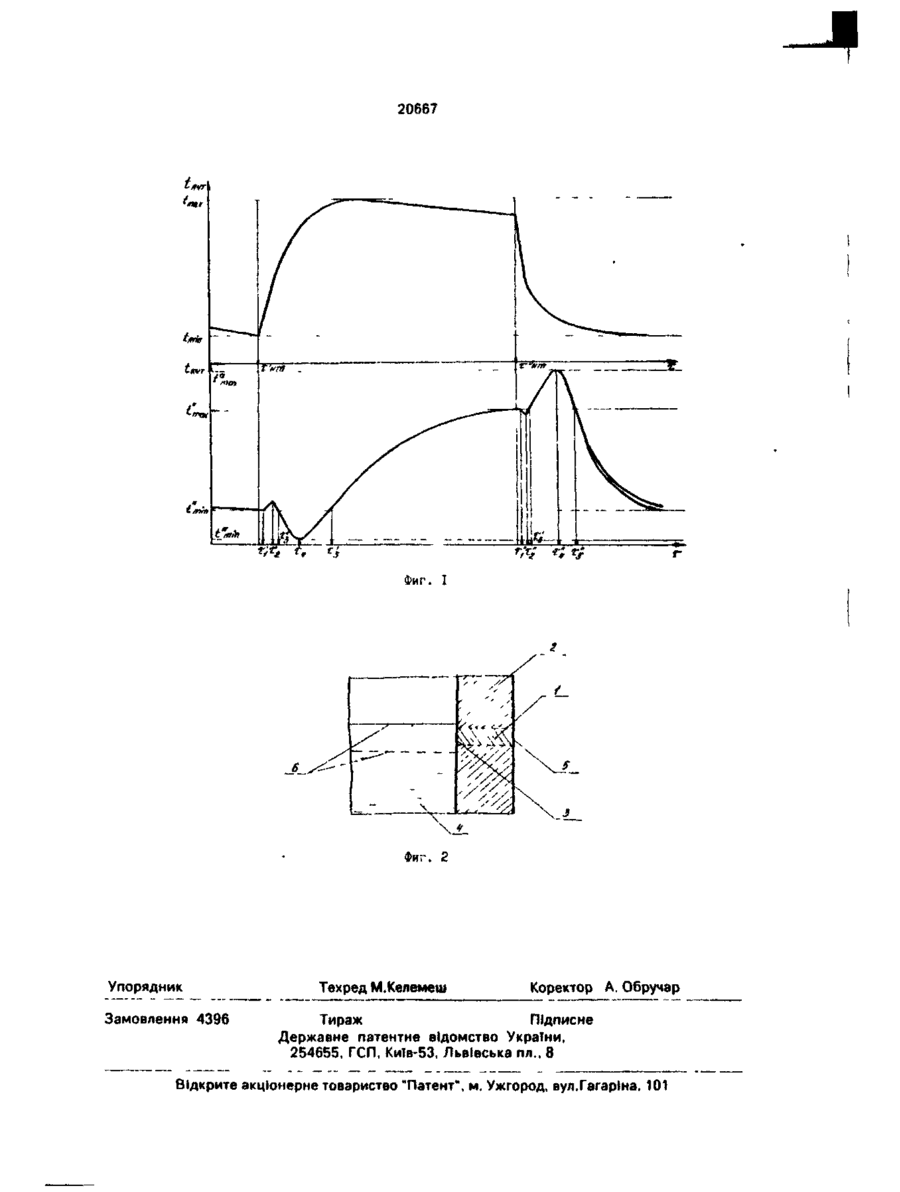
Способ контроля технологических параметров, включающий измерение температур внешней части теплопроводного элемента и последующий расчет по ним контролируемых параметров, отличающийся тем, что основан на эффекте Жукова (аномальном тепловом эффекте) феноменологически проявляющемся при контроле в том, что при резком повышении температуры приемной части теплопроводного элемента контролируют первоначальное незначительное нормальное повышение, затем аномальное резкое падение и после нормальное повышение температуры на внешней части элемента в соответствии с нагревом его приемной части, а при резком охлаждении приемной части теплопроводного элемента контролируют начальное незначительное нормальное уменьшение, затем аномальное резкое повышение и после нормальное снижение температуры внешней части элемента в соответствии с охлаждением его приемной части, при этом технологические параметры рассчитывают по аномальному скачкообразному, а также по предшествующему и последующему нормальным изменением температуры внешней контролируемой части теплопроводного элемента. Изобретение относится к области контроля и может быть использовано для контроля уровня расплавов, границы "шлак-расплав", границы агрегатного состояния металла, отставания корочки отливки и других технологических параметров в металлургическом, литейном, стекольном, химическом и других производствах Известен способ контроля границы агрегатного состояния металла и отставания корочки отливки в кристаллизаторе по перепадам потока теплового излучения, выводимого через стенку кристаллизатора световодом, установленным приемным торцом в контакт с металлом [Авт св. СССР № 1092821, кл В 22 D 11/04 и № 1082553, кл. B 2 2 D 11/16]. Недостаток известного способа заключается в его сложной технической реализации Кроме того, при использовании доступных в настоящее время светопрозрачных огнеупорных материалов имеют место сколы приемного торца световода, вызывающие брак отливки и последующее разрушение рабочей поверхности кристаллизатора. С > го о о о 20667 Известен также способ контроля уровня жидкого металла в кристаллизаторе по поглощению радиоактивного излучения [Патент Австрии M 379533, кл. В 22 D 011 /16, В e 22 D 001/04]. ^ 5 Однако применение этого способа ограничивается сложностью его технической реализации и техникой безопасности использования радиоактивного излучения в . промышленных условиях. 10 Известен также способ контроля уровня жидкости в емкости, по распределению температуры по внешней поверхности стенки емкости [Патент США № 4570230, кл. G 05 В 15/02, G 01 F 23/24). 15 Однако термическая инерция стенки агрегата определяет значительную инерционность и, следовательно, низкую точность и помехоустойчивость такого контроля. Наиболее близким к заявляемому изо- 20 бретению является способ определения уровня расплава металла [Патент Японии № 67-1346, кл. В 22 D 11/16, G 01 F 23/00]. Способ заключается в том, что для повышения быстродействия и точности контроля 25 распределение температур по внешней части стенки изложницы определяют с помощью установленных в пазах термоэлектрических термометров. Причем выполненные на внешней поверхности пазы 30 размещаюг по высоте стенки между щелями, вырезанными на внутренней поверхности изложницы. При этом уровень расплава рассчитывают по нормальному повышению температуры внешней поверхности стенки 35 заполняемой металлом изложницы. Поэтому этот способ имеет низкое и недостаточное, особенно для контроля динамических ' процессов, быстродействие и соответственно низкую точность. Кроме того, способ от- 40 личается сложной технической реализацией, предусматривающей изготовление пазов и щелей. При этом, попадающий и затвердевающий в щелях металл затрудняет извлечение слитков из излож- 45 ниц. В основу настоящего изобретения поставлена задача создать способ контроля, обладающий высоким быстродействием, помехоустойчивостью и обеспечивающий, в 50 силу этих качеств, высокую точность контроля технологических параметров, в том числе параметров динамичных процессов. Поставленная задача решена тем, что способ контроля технологических парамет- 55 ров, включающий измерение температур внешней части теплопроводного элемента и последующий расчет по ним контролируемых параметров, согласно изобретению основан на эффекте Жукова (аномальном тепловом эффекте) феноменологически проявляющемся при контроле, в том, что при резком повышении температуры приемной части теплопроводного элемента контролируют первоначальное незначительное повышение, затем аномальное резкое падение и после нормальное повышение температуры на внешней части элемента в соответствии с" нагревом его приемной части, а при резком охлаждении приемной части теплопроводного элемента контролируют начальное незначительное нормальное уменьшение, затем аномальное резкое повышение и после нормальное снижение температуры внешней части элемента в соответствии с охлаждением его приемной части, при этом технологические параметры рассчитывают по аномальному скачкообразному, а также по предшествующему и последующему нормальным изменениям температуры внешней контролируемой части теплопроводного элемента. Способ контроля технологических параметров осуществляется следующим образом. Сущность способа поясняется чертежом (фиг.1), на котором изображены временные диаграммы температуры приемной и внешней (контролируемой) частей теплопроводного элемента (t n 4 T и t K 4 T ), например, в стенке изложницы или кристаллизатора. Способ основан на эффекте Жукова (аномальном тепловом эффекте), который был теоретически обоснован и экспериментально подтвержден д.т.н. Л.Ф.Жуковым. Эффект Жукова экспериментально хорошо наблюдается в теплопроводных телах, например, в металлах и сплавах. В процессе контроля эффект феноменологически проявляется в следующем. При резком повышении температуры приемной части теплопроводного элемента (t n4T ), что имеет место в момент изменения технологического параметра (^ m n ). например, при заполнении изложницы до уровня элемента или при отставании корочки отливки в кристаллизаторе и поступлении жидкого металла на приемную часть элемента, температура внешней контролируемой части элемента (tK4T) нормально, но незначительно, повышается от исходного уровня Лып (момент ТІ'). После незначительного повышения t K 4 T в момент г*2 аномально резко падает, несмотря на возрастание t n 4 T . В момент тЧ W снова проходит исходное равное t m l n значение и продолжает аномально снижаться до значительно более низкого значения. В момент т*4 t K 4 T начинает возран стать, проходит исходное значение t m ( n 20667 (момент х$1 и нормально в соответствии с t n 4 T продолжает возрастать до значения При понижении уровня расплава ниже уровня теплопроводного элемента или формировании и отставании корочки отливки в кристаллизаторе температура приемной части теплопроводного элемента (t n4T ) резко снижается (момент ґ' и т п ), При этом температура внешней контролируемой части элемента (t K 4 T ) сначала незначительно нормально уменьшается (момент ґч-\), затем резко аномально возрастает (момент ґ'2) и после снижается (момент ґ'4), проходит значение V, ax H (момент Tej) и продолжает нормально снижаться до значения t m i n H . Технологические параметры рассчитываются по аномальному изменению t K 4 T в момент т2* или г2". Аномальное скачкообразное изменение t K 4 T начинается знэчительно (в несколько раз) раньше нормального изменения (моменты т*5 и т*5). Таким образом, предлагаемый способ позволяет в несколько раз повысить быстродействие и, следовательно, точность контроля технологических параметров. Это особенно важно при контроле динамичных процессов, скорость изменения параметров которых сопоставима или превышает быстродействие известных способов контроля. Точность контроля повышается за счет уменьшения динамических погрешностей. Кроме того, при таком контроле получают сигнал, включающий незначительное нормальное прямое, затем резкое аномальное обратное и после нормальное, прямое изме нение t K 4 T , который безусловно является, как и любой кодированный сигнал, более помехоустойчивым по сравнению, например, с простым сигналом, соответствующим нормальному прямому изменению температуры. Техническая реализация способа не требует специальных изменений конструкций 10 агрегатов (фиг.2). Здесь в качестве теплопроводного элемента 1 может быть использована часть стенки изложницы, кристаллизатора или другого агрегата 2 или специальный элемент, установленный в 15 этой стенке приемным торцом 3 в контакт с расплавом 4. Температура внешней контролируемой части 5 теплопроводного элемента (t K 4 T ) может измеряться быстродействующим термоэлектрическим 20 термометром. Чертеж представляет схему контроля уровня расплава 6. Использование предлагаемого, основанного на эффекте Жукова, способа позвоконтроля 25 ляет повысить точность технологических параметров путем повышения помехоустойчивости и быстродействия и, следовательно, снижения динамичных погрешностей. Это особенно важно для контдинамичных процессов с 30 роля быстроизменяющимися технологическими параметрами. Кроме того, применение предлагаемого способа упрощает техническую реализацию основанного на теплопро35 водности контроля технологических параметров. 20667 Фиг. I \ у . ' / , Фиг. 2 Упорядник Замовлення 4396 Техред М.Келемеш Коректор А. Обручар Тираж Підписне Державне патентне відомство УкраТни, 254655. ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Автори англійськоюZhukov Leonid Fedorovych
Автори російськоюЖуков Леонид Федорович
МПК / Мітки
МПК: B22D 11/16, G01K 17/08, G01F 23/00
Мітки: технологічних, спосіб, параметрів, контролю
Код посилання
<a href="https://ua.patents.su/4-20667-sposib-kontrolyu-tekhnologichnikh-parametriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю технологічних параметрів</a>
Тестова структура для контролю технологічних параметрів інтегральних схем
Номер патенту: 4059
Опубліковано: 27.12.1994
Автори: Пенцак Іван Борисович, Молчанов Костянтин Вікторович, Чекмезов Олександр Миколайович, Ілюк Ігор Євгенович, Остапчук Анатолій Іванович
МПК: H01L 21/66
Мітки: контролю, параметрів, структура, інтегральних, тестова, технологічних, схем
Формула / Реферат:
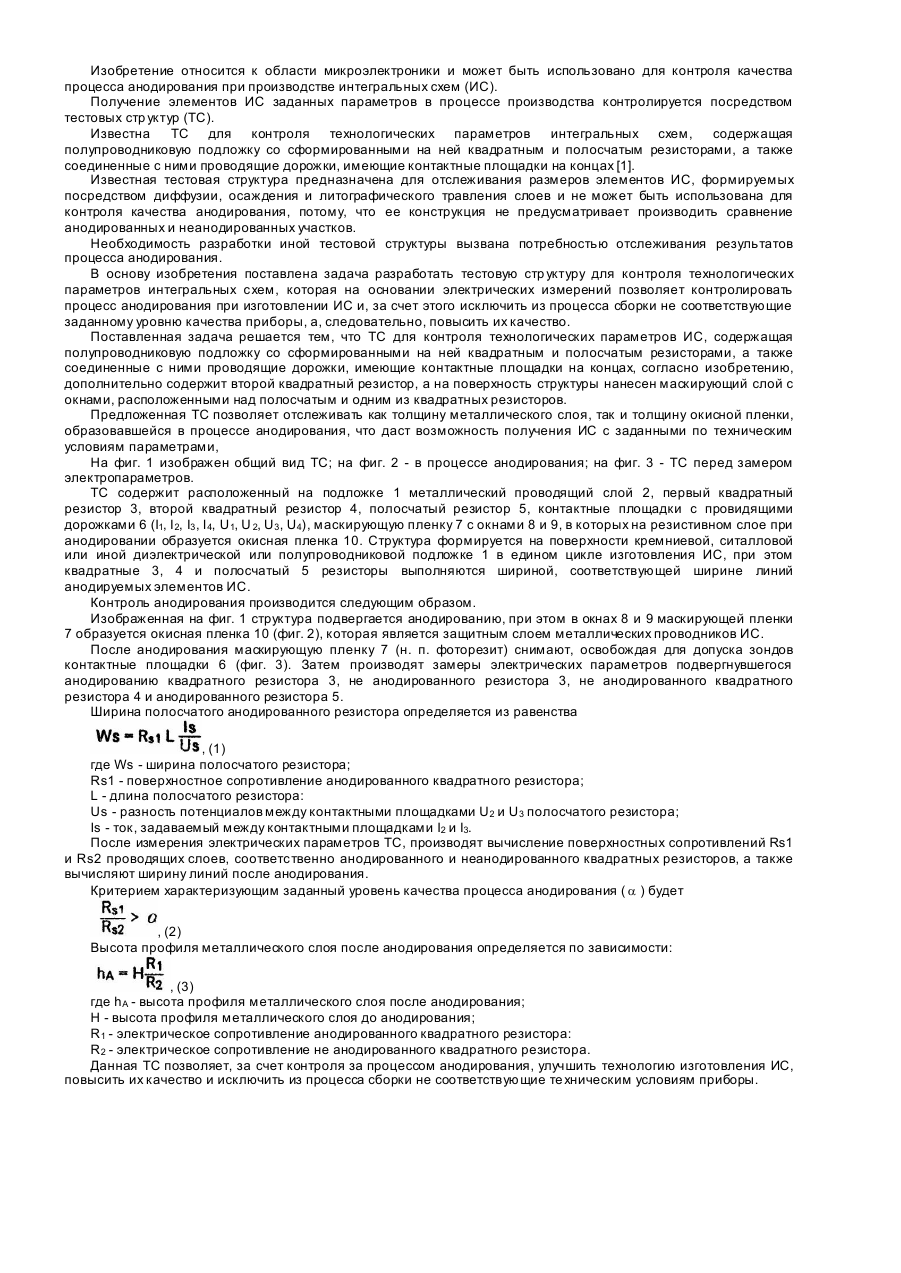
Тестовая структура для контроля технологических параметров интегральных схем, содержащая полупроводниковую подложку со сформированными на ней квадратным и полосчатым резисторами, а также соединенные с ними проводящие дорожки, имеющие контактные площадки на концах, отличающаяся тем, что она дополнительно содержит второй квадратный резистор, а на поверхность структуры нанесен маскирующий слой с окнами, расположенными над полосчатым и одним из...
Спосіб контролю характеристик теплопровідних матеріалів
Номер патенту: 20666
Опубліковано: 02.09.1997
Автор: Жуков Леонід Федорович
МПК: G01N 33/20, G01N 25/32
Мітки: спосіб, теплопровідних, матеріалів, характеристик, контролю
Формула / Реферат:
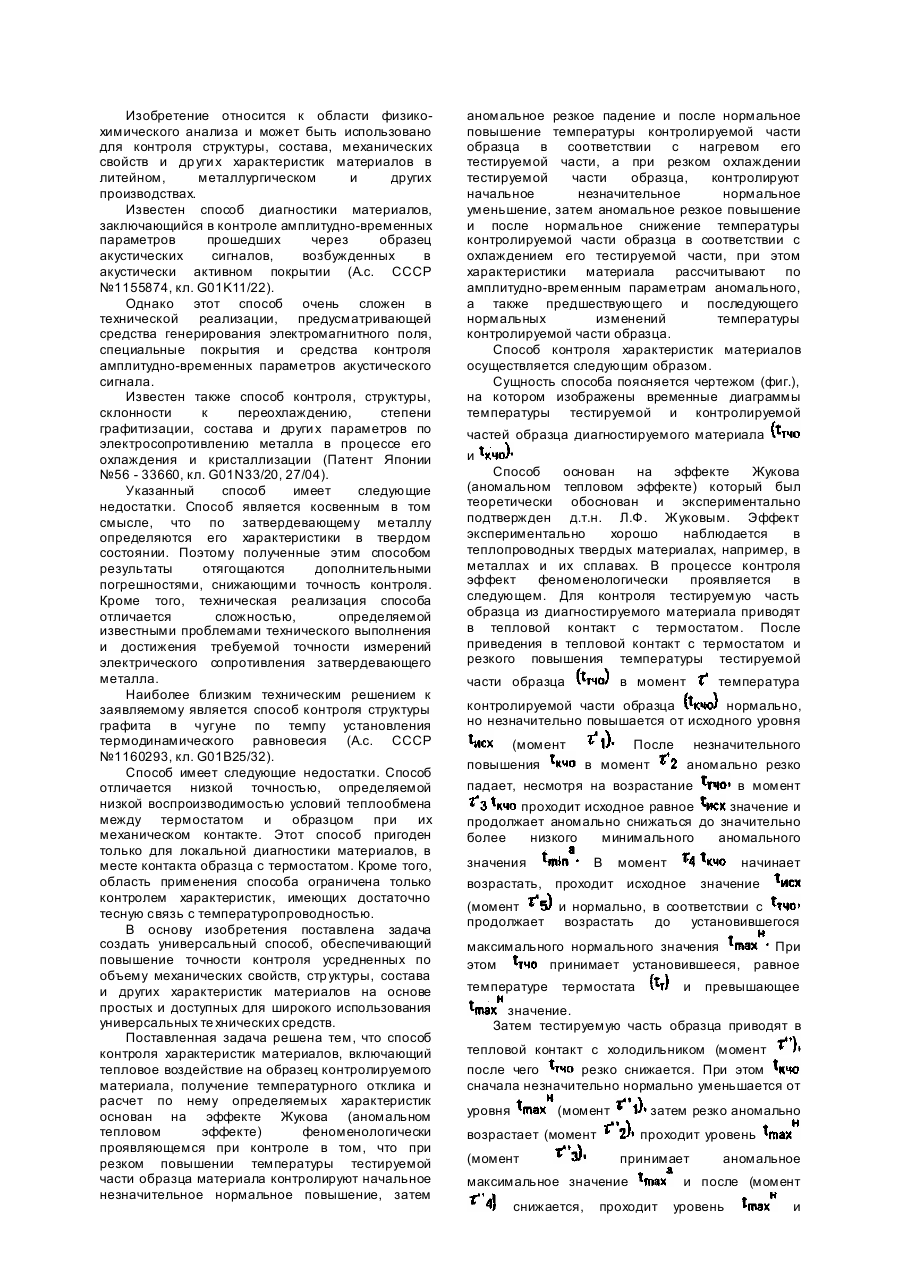
Способ контроля характеристик теплопроводных материалов, включающий тепловое воздействие на образец контролируемого материала, получение температурного отклика и расчет по нему определяемых характеристик, отличающийся тем, что способ основан на эффекте Жукова (аномальном тепловом эффекте) феноменологически проявляющемся при контроле в том, что при резком повышении температуры тестируемой части образца материала контролируют начальное...
Спосіб визначення похибок датчиків систем автоматичного регулювання параметрів технологічних процесів та пристрій для його здійснення
Номер патенту: 18197
Опубліковано: 01.07.1997
Автори: Скрипник Юрій Олексійович, Шевченко Костянтин Леонідович, Дубровний Віктор Опанасович
МПК: G05B 23/00
Мітки: технологічних, датчиків, визначення, автоматичного, спосіб, процесів, здійснення, регулювання, похибок, систем, пристрій, параметрів
Формула / Реферат:
1. Способ определения погрешностей датчиков систем автоматического регулирования параметров технологических процессов, заключающийся в том, что задатчиком устанавливают требуемое значение параметра технологического процесса, изменяют выходной сигнал датчика несколько раз, меняя соответствующим образом измеряемый параметр технологического процесса и вычисляют погрешности датчика по значениям калиброванных воздействий на выходной сигнал...
Спосіб контролю електрофізичних параметрів напівпровідників
Номер патенту: 11658
Опубліковано: 25.12.1996
Автори: Карачевцева Людмила Анатольєвна, Любченко Олексій Вікторович, Сальков Євген Андрійович, Ергаков Валерій Костянтинович, Лукинський Юрій Леонідович, Рябіков Віктор Михайлович
МПК: H01L 21/66
Мітки: електрофізичних, спосіб, параметрів, контролю, напівпровідників
Формула / Реферат:
Способ контроля электрофизических параметров полупроводников, основанный на измерении электропроводимости, коэффициента Холла в слабом магнитном поле и зависимости коэффициента Холла от величины магнитного поля, отличающийся тем, что, с целью повышения точности раздельного определения концентрации и подвижности электронов и дырок в CdxHg1-xTe и InSb р-типа проводимости, дополнительно производят измерение коэффициента Холла при значении...
Пристрій контролю параметрів ванни конвертера
Номер патенту: 7417
Опубліковано: 29.09.1995
Автори: Церковницький Микола Сергійович, Присяжнюк Ігор Вікторович, Сорокін Микола Олександрович, Богушевський Володимир Святославович
МПК: C21C 5/30
Мітки: конвертера, контролю, пристрій, параметрів, ванни
Формула / Реферат:
Устройство контроля параметров ванны конвертера, содержащее датчики контроля давления отходящего газа в переходном газоходе, температуры факела пламени в подъемном газоходе, температурного перепада воды, охлаждающей кессон, расхода кислородного дутья, блок ввода начальных условий, блоки определения скорости обезуглероживания ванны, массовой доли углерода ванны, окисляющегося до СО в полости конвертера за счет кислородного дутья,...