Спосіб підготовки залізовуглецевих сумішей
Номер патенту: 20984
Опубліковано: 15.02.2007
Автори: Фентісов Ігор Миколайович, Чернова Світлана Генадіївна, Хрущов Євген Іванович, Коваль Сергій Олексійович, Струтинський Вячеслав Анатольович, Ковалевський Ігор Абрамович, Бочек Анатолій Павлович, Ожогін Володимир Володимирович

Формула / Реферат
1. Спосіб підготовки залізовуглецевих сумішей, що включає підготовку суміші, який відрізняється тим, що їх брикетують і укладають у перфоровану металеву оболонку.
2. Спосіб за п. 1, який відрізняється тим, що товщину оболонки приймають на рівні 0,8-1,0 мм.
3. Спосіб за п. 1, який відрізняється тим, що коефіцієнт перфорації встановлюють на рівні 19-25%.
Текст
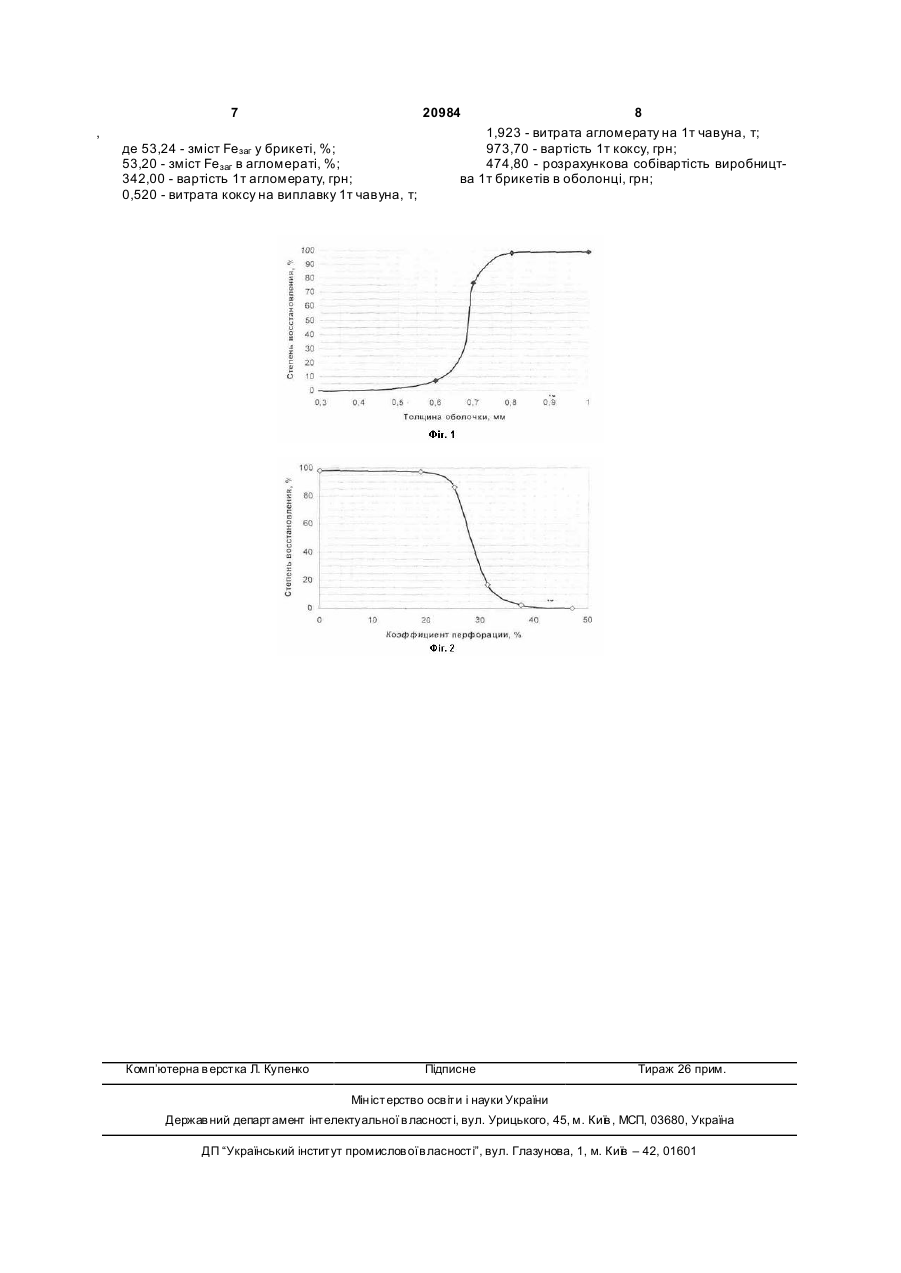
1. Спосіб підготовки залізовуглецевих сумішей, що включає підготовку суміші, який відрізняється тим, що їх брикетують і укладають у перфоровану металеву оболонку. 2. Спосіб за п. 1, який відрізняється тим, що товщину оболонки приймають на рівні 0,8-1,0 мм. 3. Спосіб за п. 1, який відрізняється тим, що коефіцієнт перфорації встановлюють на рівні 19-25%. (19) (21) u200609894 (22) 15.09.2006 (24) 15.02.2007 (46) 15.02.2007, Бюл. № 2, 2007 р. (72) Ожогін Володимир Володимирович, Фентісов Ігор Миколайович, Ковалевський Ігор Абрамович, Бочек Анатолій Павлович, Чернова Світлана Генадіївна, Хрущов Євген Іванович, Коваль Сергій Олексійович, Струтинський Вячеслав Анатольович 3 20984 4 (Россия). міцність і руйнуються. У процесі нагрівання відбуНаявність обойми дозволяє замасленому плавається піролиз або вигоряння зв'язування, що стичному матеріалу зберігати потрібну для пресуприводить до руйнування брикету і виносу його з вання форму, а перфорація сприяє більш повному печі газами, що відходять. Використання вугілля в видаленню олії. якості відновлювача при нагріванні брикетів приРазом з тим даний спосіб не дозволяє вирішиводить до їхнього розм'якшення і втрати міцності. ти задачу, що стоїть перед авторами в сфері підОболонка зберігає цілісність брикету. готовки до використання залізовуглецевих сумі4. Брикетовані залізовуглецеві суміші при відшей, оскільки обойма призначена лише для новленні втрачають міцність і руйнуються під дією збереження форми і кращого видалення олії і води вищерозташованих шарів матеріалу. Оболонка не з окалини і після завершення цієї операції знімадопускає такого руйнування матеріалу. ється з брикету. Обойма являє собою циліндричну 5. В окисній атмосфері сталеплавильних агреперфоровану обичайку, що у випадку її залишення гатів частина металу, що відновлюється, одержує на залізовуглецевих брикетах лише частково (по вторинне окислювання. Оболонка знижує таке утворюючій) охороняє їх від руйн ування, залишаокислювання. ючи підстави брикетів не захищеними як від мехаВиконавши захисну роль, металева оболонка нічних впливів, так і від вторинного окислювання в плавиться, не вносить шкідливих домішок і не заатмосфері печі. валює випускні пристрої. Наявність перфорації в В основу корисної моделі поставлена задача оболонці дозволяє організувати необхідний стустворення такого способу підготовки залізовуглепінь газообміну з атмосферою печі, а також вільно цевих сумішей, у якому за рахунок їхнього брикевидаляти гази, що утворяться при нагріванні і відтування і замкнення в перфоровану металеву новленні брикетів. При цьому практично відпадає оболонку забезпечують підвищення механічної потреба у використанні дорогих сполучних, а тиски міцності і зниження вторинного окислювання. пресування можуть бути мінімальними, що дозвоПоставлена задача зважується тим, що в споляє значно знизити енергетичні витрати на форсобі підготовки залізовуглецевих сумішей з метою мування брикетів. підвищення механічної міцності і зниження втоМеталева оболонка настільки зміцнює брикет, ринного окислювання, їх брикетують і укладають у що дозволяє успішно використовувати будь-які перфоровану металеву оболонку. Для захисту від матеріали і шлами, у тому числі, що мають низьку механічних руйнувань і вторинного окислювання температуру плавлення (980-1100°С), а також детовщин у оболонки приймають на рівні 0,8-1,0мм. шеві відновлювачі (кам'яне і буре вугілля, лігнін, Для запобігання руйнування оболонки газами, що торф то що), використовувати які в доменному і утворяться, при відновленні брикету і мінімізації сталеплавильному виробництві в звичайному поступеня вторинного окислювання коефіцієнт перрядку не представляється можливим. форації встановлюють на рівні 19-25%. Для перевірки працездатності запропонованоПри цьому оболонка виконує наступні функції. го способу в умовах, наближених до реального 1. При падінні і перевантаженнях брикети руйвиробництва, було виконано лабораторне дослінуються. Оболонка зм'якшує удар і не дозволяє дження, що полягає у виготовленні залізовуглецеосколкам брикетів губитися. вих брикетів звичайного типу й у перфорованій 2. При завантаженні брикетів у сталеплавильметалевій оболонці і їхньому відновленні шляхом ну піч вони випробують термоудар, при цьому незавантаження в піч, нагріту до температури рідко руйнуються і виносяться газами, що відхо1400°С. дять, з печі. Оболонка перешкоджає виносу Суміш для формування брикетів уключала дріб'язку з печі. 82% концентрату, 18% антрацитового штиба золь3. Доменні брикети при їхній металургійній обністю 16,14% і 5% рідкого скла (понад 100%), див. робці піддаються значним термічним, механічним і табл. 1. хімічним впливам, у результаті чого втрачають Таблиця 1 Хімічний склад вихідних і термооброблених брикетів, % Брикет 1. Вихідний 2. Термооброблений звичайним способом в оболонці у закритому контейнері SiO2 7,67 CaO 0,33 MgO 0,33 Μn 0,03 Cт 14,65 Feзаг 53,24 Feмет 0 8,73 13,38 13,80 0,38 1,52 1,57 0,38 1,52 1,57 0,03 0,13 0,14 0 0 0 60,58 65,40 67,46 0 56,64 65,23 Розмір брикетів: діаметр - 70мм, висота - 80мм приймався виходячи з розмірів сировини, що рекомендуються, для сталеплавильного виробництва. Тиск пресування 35Мпа. Маса брикету без оболонки 0,785кг, у перфорованій оболонці 0,830кг. Для спрощення досліджень прийняті наступні допущення. Форма отворів і оболонки не має вирішального значення; вони визначаються технологічними можливостями пристрою, що пакує і перфорує. Коефіцієнт перфорації, що обчислюється співвідношенням сумарного перетину всіх о творів 5 20984 6 до загальної поверхні, виражений у відсотках, завибухового р уйнування брикету за умови герметилежить від фракційного складу сировини, пористочної його оболонки. Мінімально безпечний коефісті матеріалу брикету, тиску пресування, кількості цієнт перфорації визначався емпірично по обсягу газів, що утворяться, при відновленні. Його визнагазів, що утворяться, і ступеню пористості брикету чали емпірично таким чином, щоб не відбувалося і складає 1,9%. З метою виключення випадкового розриву оболонки вихідними газами, а оболонка забивання частини отворів, наприклад, при можпри окислюванні забезпечувала б захисні властиливому «наморожуванню» чавуна при його влувості відновленого матеріалу брикету аж до його ченні на брикет, приймаємо 10-кратний надлишок розплавлювання. перфорації, що складає 19%. Найбільш придатним матеріалом оболонки є Таким чином, виходячи з заданого рівня безсталевий лист марки сталі 3. Він не дефіцитний, пеки і заданого ступеня відновлення 85% і більш, в доступний за ціною, добре обробляється і має окисній атмосфері сталеплавильного агрегату, високу температуру плавлення. протягом 1,0-1,2 ч, коефіцієнт перфорації складає Отвор у виготовляли прошиванням. Діаметр 19-25%, що відповідає 6-8 отворам діаметром отворів 2,0мм приймали виходячи з фракційного 2,0мм на 1 див2. Це цілком вирішує задачу, що складу відновлюваного матеріалу, що виключає стоїть перед винаходом. можливість випадання з отворів, технічної можлиВ умовах відбудовної атмосфери доменної вості пристрою, що перфорує, і умов, що запобіпечі така перевірка не доцільна. гають «наморожуванню» чавуна при його влученні Для підтвердження правильності отриманих на брикет. результатів виконали три варіанти відновлення Граничну товщину оболонки визначали вихобрикетів, шля хом їхнього завантаження на вогнедячи з наступних умов: збереження цілісності бритривкому піддоні, у ковальську піч, нагріту до темкету при його падінні на ребристі поверхні при пеператури 1400°С. ревантаженнях і роздавлюванні, зокрема, у ша хті Варіант 1 - термообробка звичайного брикету доменної печі, ефективності виробництва оболонв окисній атмосфері печі; ки з дорогого залізного листа, а також мінімізації Варіант 2 - термообробка брикету, укладеного вторинного окислювання матеріалу брикету, вив перфоровану оболонку, у відкритому просторі кликаного руйнуванням оболонки в окисній атмопечі; сфері сталеплавильного агрегату. Варіант 3 - контрольний: термообробка звиБрикети скидали з висоти 2м на ребристу почайного брикету в закритому контейнері. верхню і роздавлювали, імітуючи тиск вищерозтаТривалість перебування брикетів від моменту шованих шарів ши хти. Товщина оболонки, що визавантаження до закінчення горіння окису вуглетримувала удари і падіння з висоти 2м, а також цю, що виділялася з металевої склянки, у якому зусилля роздавлювання до заданих 25Мпа, склала був поміщений звичайний брикет, - 1,2 години. 0,5мм. Ударна міцність брикетів, визначена по Після закінчення відновлення брикети накривали виходу фракції +5мм після 5-кратного падіння з ковпаками, витягали, прохолоджували і визначали висоти 2м, для звичайних брикетів склала 38,1%; хімічний склад. Звичайний брикет вигорів і розтрідля брикетів у металевій оболонці - 99,8%. снувся. Брикет у перфорованій оболонці, незваМаксимальна товщина оболонки, що привожаючи на її окислювання, зберіг форму. Контрольдить до збитковості виготовлення брикетів по даний брикет мав нормальну металізованну ному способі через велику витрату листового маповерхню. теріалу, складає близько 1,0мм. Як випливає з табл. 1, у звичайному брикеті, Для визначення мінімальної товщини оболонтермооброленим в окисній атмосфері печі, відбуки, що витримує вплив окисної атмосфери сталелося повне вигоряння відновлювача й окислюванплавильного агрегату, емпіричним шляхом була ня FeO до Fе2О3 . Оболонка, незважаючи на первизначена залежність ступеня відновлення матефорацію, істотно захистила брикет від вторинного ріалу брикету від товщини захисної оболонки, що окислювання. Так, ступінь металізації для закритої окисляється і руйнується в процесі плавки, було склянки складає 98,87% (66,70:67,46·100%), для виконане дослідження, результати якого предстабрикету в перфорованій оболонці 86,61% влені на фіг. 1. (56,64:65,40×100%), а для звичайного брикету - 0% З фіг. 1 випливає, що мінімальна товщина (0:60,58×100%). Більш низький ступінь металізації оболонки, що витримує, окисну атмосферу сталебрикету в перфорованій оболонці в порівнянні з плавильного агрегату протягом 1,0-1,2 ч, за які брикетом, термооброленим у закритому контейнездійснюється відновлення до заданих 85% і плаврі, отримана за рахунок деякого вторинного окислення матеріалу брикету складає 0,72мм. Прилювання заліза поблизу отворів. Проте, це дозвоймаємо 0,8мм, тому що лист розрахункової товляє організувати ефективне використання щини не випускають. оболонкових брикетів не тільки в доменному виВизначення коефіцієнта перфорації оболонки, робництві, але й в агрегатах з окисною атмосфещо забезпечує захист від окисної атмосфери старою, наприклад, у мартенівських печах. леплавильного агрегату, робили з наступних даПитома економія на більш дешевій сировині них, результати яких представлені на фіг. 2. від використання 1т брикетів у металевій оболонці З фіг. 2 випливає, що більший коефіцієнт перв доменному виробництві замість частини агломефорації оболонки, рівний 25%, забезпечує заданий рату і коксу складає: ступінь відновлення 85% і більше. Відсутність 53,24 æ 0,520 ö Эпит = ç 973 70 ÷ - 474,80 » 139грн , ÷ перфорації, хоча і дає максимальний ступінь відç 342,00 + 52,50 è 1923 , ø новлення (більше 98%), однак може привести до 7 20984 , де 53,24 - зміст Fезаг у брикеті, %; 53,20 - зміст Fезаг в агломераті, %; 342,00 - вартість 1т агломерату, грн; 0,520 - витрата коксу на виплавку 1т чавуна, т; Комп’ютерна в ерстка Л. Купенко 8 1,923 - витрата агломерату на 1т чавуна, т; 973,70 - вартість 1т коксу, грн; 474,80 - розрахункова собівартість виробництва 1т брикетів в оболонці, грн; Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparation of ferricarbonic mixtures
Автори англійськоюOzhohin Volodymyr Volodymyrovych, Fentisov Ihor Mykolaiovych, Kovalevskyi Ihor Abramovych, Bochek Anatolii Pavlovych, Chernova Svitlana Henadiivna, Koval Serhii Oleksiovych
Назва патенту російськоюСпособ подготовки железоуглеродистых смесей
Автори російськоюОжогин Владимир Владимирович, Фентисов Игорь Николаевич, Ковалевский Игорь Абрамович, Бочек Анатолий Павлович, Чернова Светлана Геннадиевна, Коваль Сергей Алексеевич
МПК / Мітки
МПК: C22B 1/14
Мітки: підготовки, спосіб, залізовуглецевих, сумішей
Код посилання
<a href="https://ua.patents.su/4-20984-sposib-pidgotovki-zalizovuglecevikh-sumishejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки залізовуглецевих сумішей</a>
Спосіб підготовки газоконденсатних сумішей до транспорту
Номер патенту: 46368
Опубліковано: 15.11.2005
Автори: Фик Ілля Михайлович, Яковлев Віталій Васильович, Немчин Олександр Федорович
МПК: B01D 53/00, C10G 5/00, B01D 53/26, F17D 1/05, F25J 3/00
Мітки: спосіб, підготовки, газоконденсатних, сумішей, транспорту
Формула / Реферат:
1. Спосіб підготовки газоконденсатної суміші до транспорту, який включає подачу пластового сирого газу по трубопроводу на сепаратор першого рівня, охолоджування газу в теплообміннику, дроселювання потоку газу після теплообмінника і подачу його в низькотемпературний сепаратор другого рівня, сепарацію газової і рідкої фази, водовідділення та відведення конденсату важких вуглеводнів, підігрівання газу з сепаратора другого рівня прямим потоком...
Спосіб підготовки питної води і/або харчових водних сумішей
Номер патенту: 9919
Опубліковано: 17.10.2005
Автори: Горбатюк Валерій Васильович, Проценко Світлана Миколаївна, Курик Михайло Васильович, Левчук Ігор Михайлович, Друян Михайло Якович, Селецький Володимир Олександрович
Мітки: води, спосіб, водних, підготовки, питної, харчових, сумішей
Формула / Реферат:
1. Спосіб підготовки питної води і/або харчових водних сумішей, при якому обробляють поток оброблюваного середовища під час його руху по трубопроводу, який відрізняється тим, що принаймні на одній ділянці трубопроводу середовищу надають спірально-обертального руху вздовж потоку, в напрямку годинникової стрілки.2. Спосіб підготовки питної води за п. 1, який відрізняється тим, що спірально-обертальний рух здійснюють принаймні на...
Спосіб підготовки алюмінієвого розкислювача сталі
Номер патенту: 55925
Опубліковано: 15.04.2003
Автори: Балабанов Ігор Федорович, Сєров Олександр Іванович, Ярославцев Юрій Григорович
МПК: C21C 7/06
Мітки: алюмінієвого, спосіб, підготовки, розкислювача, сталі
Формула / Реферат:
Спосіб підготовки алюмінієвого розкислювача сталі, який включає розплавлення алюмінію або його сплавів, формування з цього розплаву злитків та нанесення на поверхню злитків ізолюючої оболонки з металу більшої щільності, наприклад, сталі або чавуну, який відрізняється тим, що ізолюючу оболонку виконують з одним або кількома технологічними отворами.
Паливний брикет
Номер патенту: 76921
Опубліковано: 15.09.2006
Автори: Азаров Володимир Георгійович, Лякса Андрій Володимирович, Матвієнко Віктор Григорович
МПК: C10L 5/00
Формула / Реферат:
Паливний брикет, що містить коксовий дрібняк, зв'язуюче та зшиваючий агент - вапно, який відрізняється тим, що як зв'язуюче містить мелясу при наступному співвідношенні компонентів, мас. част.: коксовий дрібняк 100 меляса 8-20 вапно 1-10.
Спосіб підготовки алюмінію для розкиснення сталі
Номер патенту: 47360
Опубліковано: 15.01.2003
Автори: Климанчук Владислав Владиславович, Тімощенко Микола Іванович, Синельніков Володимир Петрович, Бойко Володимир Семенович, Фентісов Ігор Миколайович, Самохвалов Володимир Михайлович, Сіренко Сергій Іванович, Шепель Віктор Данілович, Семенченко Петро Михайлович, Бочек Анатолій Павлович, Оспіщев Олександр Андрійович
МПК: C21C 7/06
Мітки: сталі, спосіб, підготовки, алюмінію, розкиснення
Формула / Реферат:
Спосіб підготовки алюмінію для розкиснення сталі, що включає розплавлення алюмінію, заливання його у форму і наступне вміщення отриманого зливка в суцільнолиту чавунну оболонку, який відрізняється тим, що чавунна оболонка додатково легується кремнієм, при цьому відношення маси алюмінію до маси кремнію дорівнює 1:(0,08-0,17).
Попередній патент: Спосіб комбінованої пластики вентральних гриж епігастральної локалізації з ригідними краями грижового дефекту
Наступний патент: Модулятор випрямленої напруги
Випадковий патент: Спосіб лікування гемофтальму