Центрова оправка
Номер патенту: 2104
Опубліковано: 26.12.1994
Автори: Ямпольська Анна Гершовна, Камчатний Павло Олексійович, Архипенко Віктор Степанович

Формула / Реферат
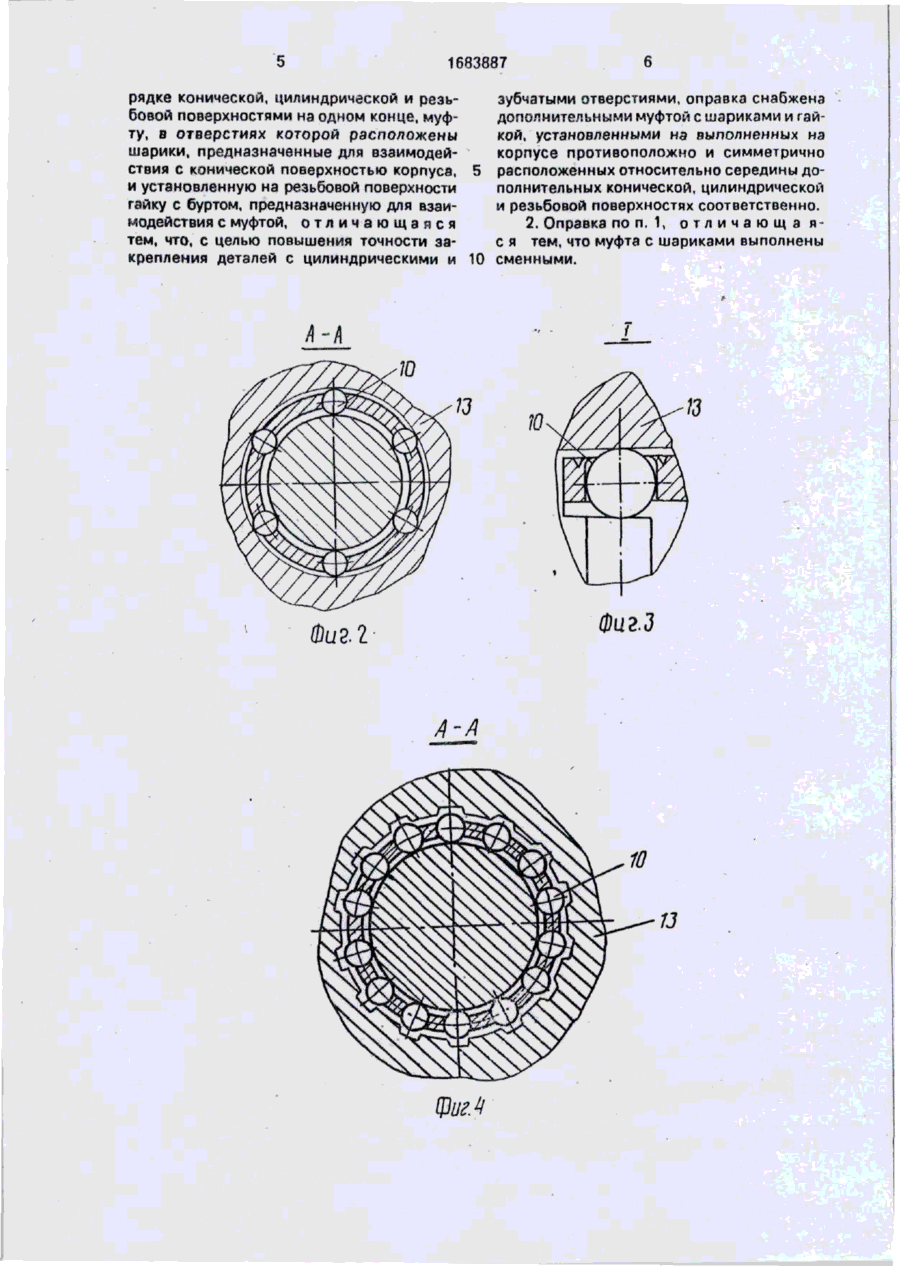
1. Центровая оправка, содержащая корпус с расположенными в ступенчатом порядке конической, цилиндрической и резьбовой поверхностями на одном конце, муфту, в отверстиях которой расположены шарики, предназначенные для взаимодействия с конической поверхностью корпуса, и установленную на резьбовой поверхности гайку с буртом, предназначенную для взаимодействия с муфтой, отличающаяся тем, что, с целью повышения точности закрепления деталей с цилиндрическими и зубчатыми отверстиями, оправка снабжена дополнительными муфтой с шариками и гайкой, установленными на выполненных на корпусе противоположно и симметрично расположенных относительно середины дополнительных конической, цилиндрической и резьбовой поверхностях соответственно.
2. Оправка по п. 1, отличающаяся тем, что муфта с шариками выполнены сменными.
Текст
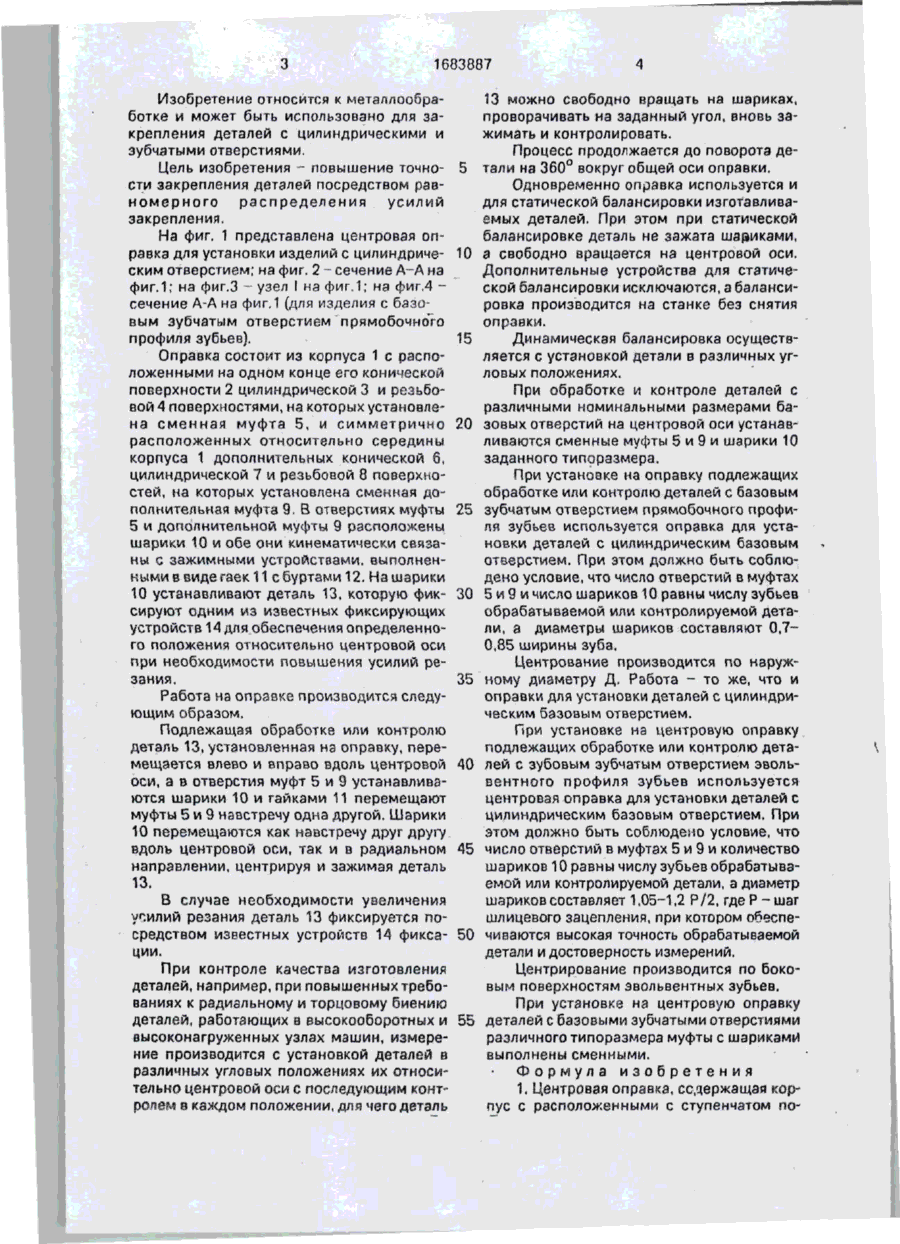
Изобретение относится к металлообработке и может быть использовано для закрепления деталей с цилиндрическими и зубчатыми отверстиями. Цель изобретения - повышение точности закрепления деталей посредством равномерного распределения усилий закрепления. На корпусе 1 выполнены коническая 2, цилиндрическая 3 и резьбовая 4 поверхности, на которых установлена муфта 5. Из симметрично расположенных относительно середины корпуса 1 дополнительных конической 6, цилиндрической 7 и резьбовой 8 поверхностях установлена дополнительная муфта 9. В отверстиях муфт 5 и 9 расположены шарики 10 и обе они связаны с гайками 11. При установке детали 13 гайки 11 вращаются и перемещают вдоль оси муфты 5 и 9 с шариками 10, закрепляющими деталь 13. 1 з.п. ф-лы, 4 ил. оо 11 П в ю Фа 2.1 on: т. v. 00 00 1683887 Изобретение относится к металлообработке и может быть использовано для закрепления деталей с цилиндрическими и зубчатыми отверстиями. Цель изобретения - повышение точно- 5 сти закрепления деталей посредством равномерного распределения усилий закрепления. На фиг. 1 представлена центровая оправка для установки изделий с цилиндриче- 10 ским отверстием; на фиг. 2 - сечение А-А на фиг.1; на фиг.З - узел I на фиг.1; на фиг,4 сечение А-А на фиг, 1 (для изделия с базовым зубчатым отверстием прямобочното профиля зубьев). 15 Оправка состоит из корпуса 1 с расположенными на одном конце его конической поверхности 2 цилиндрической 3 и резьбовой 4 поверхностями, на которых установлена сменная муфта 5, и симметрично 20 расположенных относительно середины корпуса 1 дополнительных конической б, цилиндрической 7 и резьбовой 8 поверхностей, на которых установлена сменная дополнительная муфта 9. В отверстиях муфты 25 5 и дополнительной муфты 9 расположены шарики 10 и обе они кинематически связаны с зажимными устройствами, выполненными в виде гаек 11 с буртами 12. На шарики 10 устанавливают деталь 13, которую фик- 30 сируют одним из известных фиксирующих устройств 14 для обеспечения определенного положения относительно центровой оси при необходимости повышения усилий реззния. 35 Работа на опрзвке производится следующим образом. Подлежащая обработке или контролю деталь 13, установленная нз оправку, перемещается влево и вправо вдоль центровой 40 оси, а в отверстия муфт 5 и 9 устанавливаются шарики 10 и гайками 11 перемещают муфты 5 и 9 навстречу одна другой. Шарики 10 перемещаются как навстречу друг другу вдоль центровой оси, так и в радиальном 45 направлении, центрируя и зажимая деталь 13. В случае необходимости увеличения усилий резания деталь 13 фиксируется посредством известных устройств 14 фикса- 50 ции. При контроле качества изготовления деталей, например, при повышенных требованиях к радиальному и торцовому биению деталей, работающих а высокооборотных и 55 высоконагруженных узлах машин, измерение производится с установкой деталей в различных угловых положениях их относительно центровой оси с последующим контролем в каждом положении, для чего деталь 13 можно свободно вращать на шариках, проворачивать на заданный угол, вновь зажимать и контролировать. Процесс продолжается до поворота детали на 360° вокруг общей оси оправки. Одновременно оправка используется и для статической балансировки изготавливаемых деталей. При этом при статической балансировке деталь не зажата шариками, а свободно вращается на центровой оси. Дополнительные устройства для статической балансировки исключаются, а балансировка производится на станке без снятия оправки. Динамическая балансировка осуществляется с установкой детали в различных угловых положениях. При обработке и контроле деталей с различными номинальными размерами базовых отверстий на центровой оси устанавливаются сменные муфты 5 и 9 и шарики 10 заданного типоразмера. При установке на оправку подлежащих обработке или контролю деталей с базовым зубчатым отверстием прямобочного профиля зубьев используется оправка для установки деталей с цилиндрическим базовым отверстием. При этом должно быть соблюдено условие, что число отверстий в муфтах 5 и 9 и число шариков 10 равны числу зубьев обрабатываемой или контролируемой детали, а диаметры шариков составляют 0,70,85 ширины зуба. Центрование производится по нэружному диаметру Д. Работа - то же, что и оправки для установки деталей с цилиндрическим базовым отверстием. При установке на центровую оправку подлежащих обработке или контролю деталей с зубовым зубчатым отверстием эвольвентного профиля зубьев используется центровая оправка для установки деталей с цилиндрическим базовым отверстием. При этом должно быть соблюдено условие, что число отверстий в муфтах 5 и 9 и количество шариков 10 равны числу зубьев обрабатываемой или контролируемой детали, а диаметр шариков составляет 1,05-1,2 Р/2, гдеР -шаг шлицевого зацепления, при котором обеспечиваются высокая точность обрабатываемой детали и достоверность измерений. Центрирование производится по боковым поверхностям эвольвентных зубьев. При установке нз центровую оправку деталей с базовыми зубчатыми отверстиями различного типоразмера муфты с шариками выполнены сменными. Формула изобретения 1. Центровая оправка, содержащая корпус с расположенными с ступенчатом по 1683B87 рядке конической, цилиндрической и резьбовой поверхностями на одном конце, муфту, в отверстиях которой расположены шарики, предназначенные для взаимодействия с конической поверхностью корпуса, и установленную на резьбовой поверхности гайку с буртом, предназначенную для взаимодействия с муфтой, о т л и ч а ю щ а я с я тем, что, с целью повышения точности закрепления деталей с цилиндрическими и 10 Л-Л зубчатыми отверстиями, оправка снабжена дополнительными муфтой с шариками и гайкой, установленными на выполненных на корпусе противоположно и симметрично расположенных относительно середины дополнительных конической, цилиндрической и резьбовой поверхностях соответственно. 2. Оправка по п. 1, о т л и ч а ю щ а я с я тем, что муфта с шариками выполнены сменными. ю Фиг.з А-А 10 фиг.1 1683887 Редактор И. Касарда Составитель А. Грибков Техред М.Моргентал Корректор М , Махсимишинец Заказ 3464 ' Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 водсівенио-издательский комбинат "Патент", г. Ужгород, ул Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюCenter mount
Автори англійськоюKamchatnyi Pavlo Oleksiiovych, Arkhypenko Viktor Stepanovych, Yampolska Anna Hershovna
Назва патенту російськоюЦентровая оправка
Автори російськоюКамчатный Павел Алексеевич, Архипенко Виктор Степанович, Ямпольская Анна Гершовна
МПК / Мітки
МПК: B23B 31/00
Код посилання
<a href="https://ua.patents.su/4-2104-centrova-opravka.html" target="_blank" rel="follow" title="База патентів України">Центрова оправка</a>
Оправка
Номер патенту: 251
Опубліковано: 30.04.1993
Автор: Хмельницький Юрій Володимирович
МПК: B23B 31/00
Мітки: оправка
Формула / Реферат:
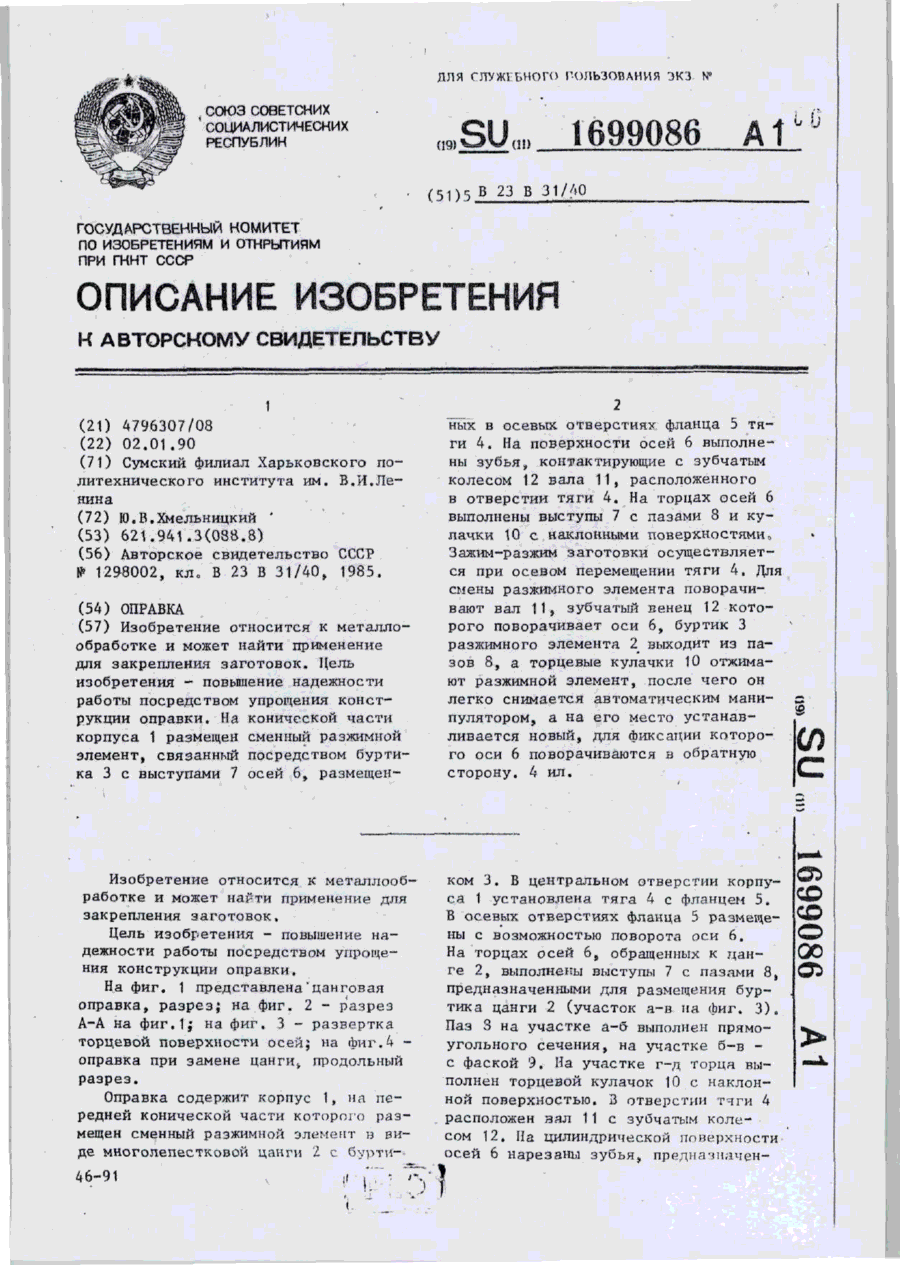
Оправка, в корпусе которой установлена тяга, соединенная при помощи осей с фланцем, предназначенным для взаимодействия с буртиком сменного разжимного элемента, размещенного в конической поверхности корпуса, отличающаяся тем, что, с целью повышения надежности работы, оправка снабжена валом с зубчатым колесом, а на тяге выполнен фланец с осевыми отверстиями, в которых с возможностью поворота установлены указанные оси, на торцах которых...
Оправка
Номер патенту: 876
Опубліковано: 15.12.1993
Автори: Гамалей Віталій Іванович, Павлюк Ілля Наумович, Кузьминський Валерій Всеволодович, Соріна Уляна Веніамінівна
МПК: B23B 31/00
Мітки: оправка
Формула / Реферат:
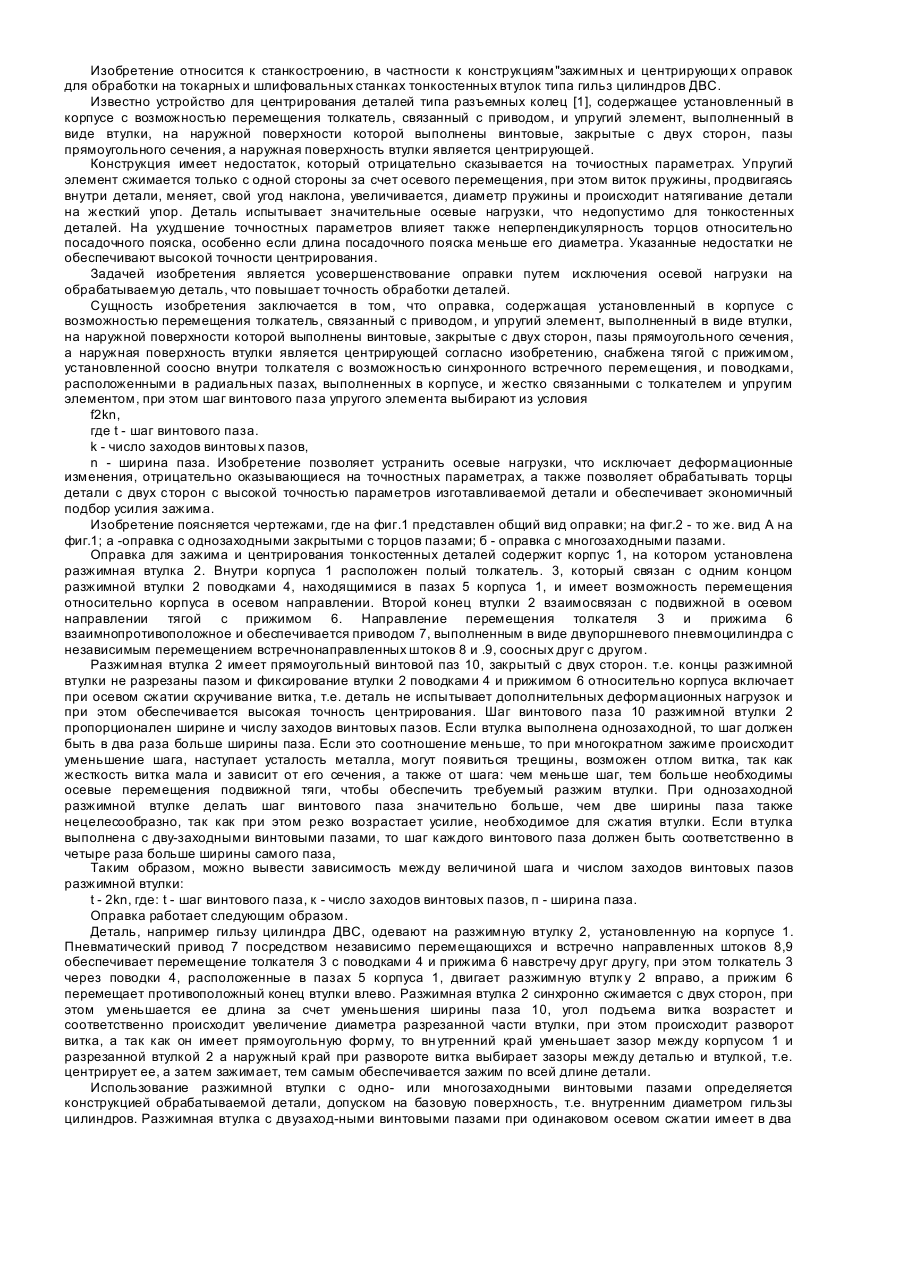
Оправка, содержащая установленный в корпусе с возможностью перемещения толкатель, связанный с приводом, и упругий элемент, выполненный в виде втулки, на наружной поверхности которой выполнены винтовые, закрытые с двух сторон, пазы прямоугольного сечения, а наружная поверхность втулки является центрирующей, отличающаяся тем, что оправка снабжена тягой с прижимом, установленной соосно внутри толкателя с возможностью синхронного встречного...
Різьбовий елемент
Номер патенту: 1486
Опубліковано: 25.07.1994
Автор: Рахманов Микола Миколайович
МПК: F16B 39/28
Формула / Реферат:
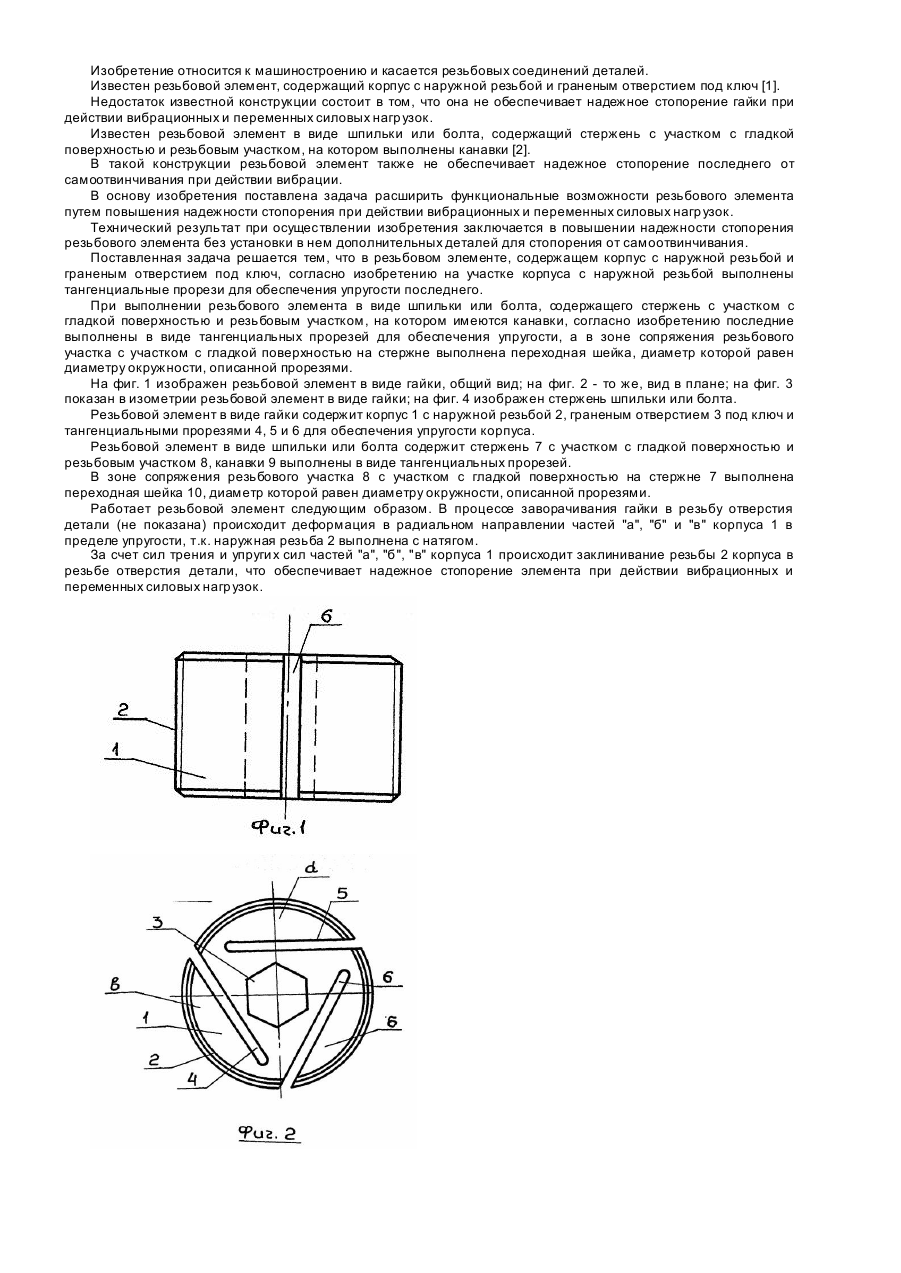
1. Резьбовой элемент в виде гайки, содержащий корпус с наружной резьбой и граненым отверстием под ключ, отличающийся тем, что на участок корпуса с наружной резьбой выполнены тангенциальные прорези для обеспечения упругости последнего.2. Резьбовой элемент в виде шпильки или болта, содержащий стержень с участком с гладкой поверхностью и резьбовым участком, при этом на резьбовом участке выполнены канавки, отличающийся тем, что канавки...
Свердлювальний патрон
Номер патенту: 448
Опубліковано: 30.04.1993
Автор: Барик Ярослав Сільвестрович
МПК: B23B 31/02
Мітки: свердлювальний, патрон
Формула / Реферат:
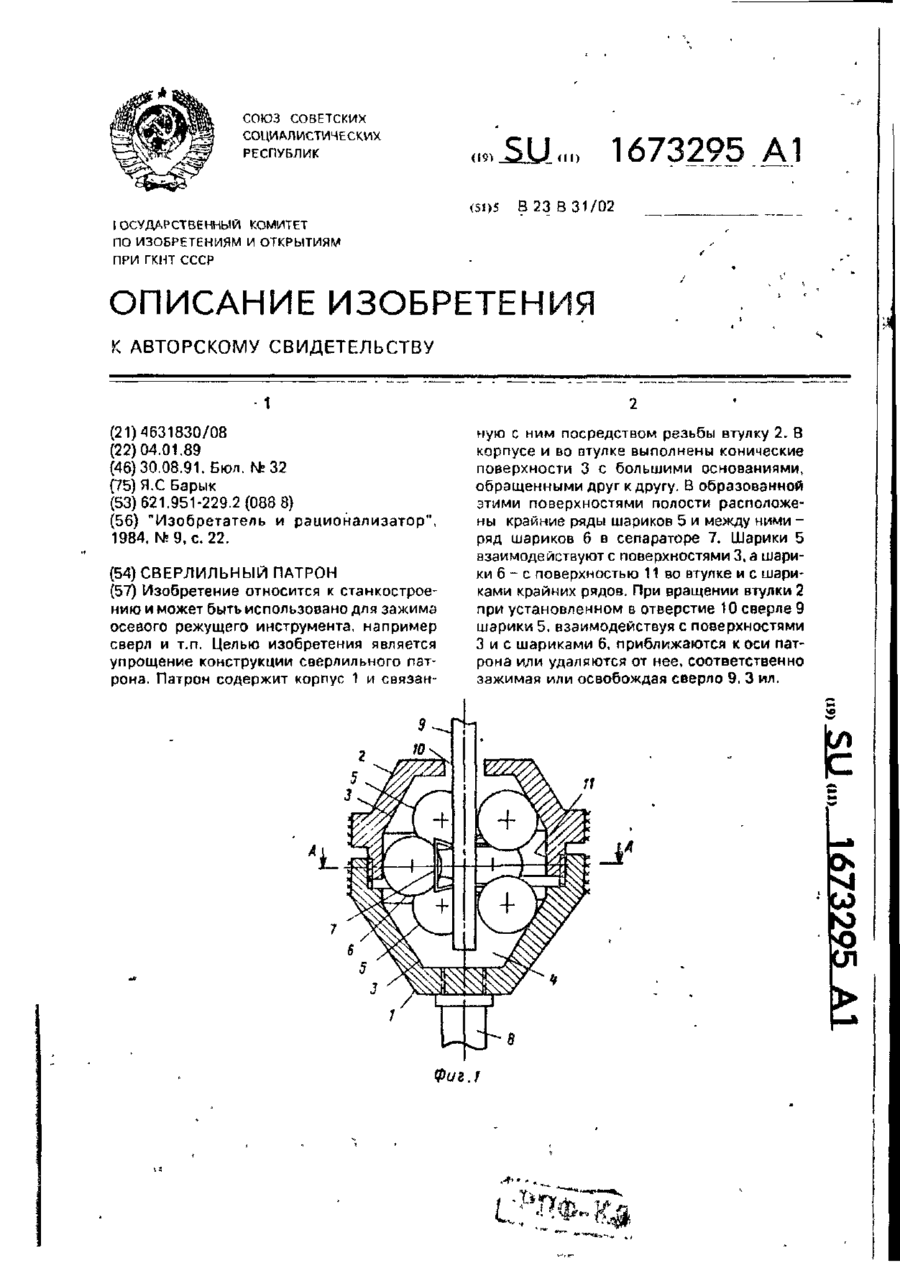
Формула изобретенияСверлильный патрон, содержащий корпус с расширяющейся к переднему торцу внутренней поверхностью вращения, связанную посредством резьбы с корпусом втулку с аналогичной і внутренней поверхностью, обращенной к упомянутой большим основанием и расположенной соосно с ней, ряды шариков, расположенные в поперечных плоскостях в образованной упомянутыми поверхностями полости с возможностью взаимодействияс этими поверхностями,...
Ходове колесо підйомно-транспортного засобу

Номер патенту: 1663
Опубліковано: 25.10.1994
Автор: Шейнін Юрій Менделеєвич
МПК: B66C 9/00
Мітки: ходове, колесо, підйомно-транспортного, засобу
Формула / Реферат:
Ходовое колесо подъемно-транспортного средства, содержащее ступицу, связанную посредством диска с ободом и установленные с возможностью вращения относительно последнего по обе стороны от него L-образные в диаметральном сечении реборды, горизонтальные участки которых охвачены ободом, отличающееся тем, что, с целью повышения надежности и уменьшения металлоемкости, оно снабжено шариками, установленными между ободом и горизонтальными...
Попередній патент: Пристрій для сигналізації швидкості обертання валу
Наступний патент: Пристрій для управління і контролю за роботою двох електронних керуємих систем
Випадковий патент: Енергозберігаюча канальна система вентиляції і кондиціювання повітря