Спосіб холодного або теплого пільгерного прокатування труб з внутрішніми повздовжніми ребрами
Номер патенту: 21301
Опубліковано: 15.03.2007
Автори: Сеніна Тетяна Володимирівна, Фролов Віктор Пилипович, Фролов Ярослав Вікторович
Формула / Реферат
1. Спосіб холодного або теплого пільгерного прокатування труб з внутрішніми повздовжніми ребрами, що включає деформацію труби-заготовки у валках із канавками змінного профілю, що мають ділянки обтискну і калібрувальну, на конічній оправці, форма поперечного перерізу якої відповідає формі поперечного перерізу внутрішньої поверхні ребристої труби, який відрізняється тим, що кожна твірна поверхні оправки віддалена від осі прокатування на початку обтискної ділянки - на величину радіуса внутрішнього діаметра заготовки мінус 0,1-0,25 мм, а в кінці його - на величину відстані від осі прокатування до відповідної точки на контурі внутрішньої поверхні прокатуваної труби в поперечному перерізі, до того ж кожна твірна поверхні оправки має вигляд кривої, описуваної функцією параболічного типу, аналогічною функції, що описує лінію розгортки гребеня канавки.
2. Спосіб за п. 1, який відрізняється тим, що частини твірних оправки за обтискною ділянкою до кінця оправки є продовженням відповідних криволінійних твірних обтискної ділянки.
3. Спосіб за п. 1, який відрізняється тим, що точки перерізу кожної твірної поверхні оправки з поперечними площинами, послідовно розташованими вздовж оправки, зсунуті одна щодо одної вподовж дуги осьового радіусу на величину закручування гвинтової лінії ребер готової труби.
4. Спосіб за п. 1, який відрізняється тим, що частини твірних поверхні оправки за обтискною ділянкою мають вигляд прямих або гвинтових ліній, рівновіддалених від зовнішньої поверхні прокатуваної труби.
Текст
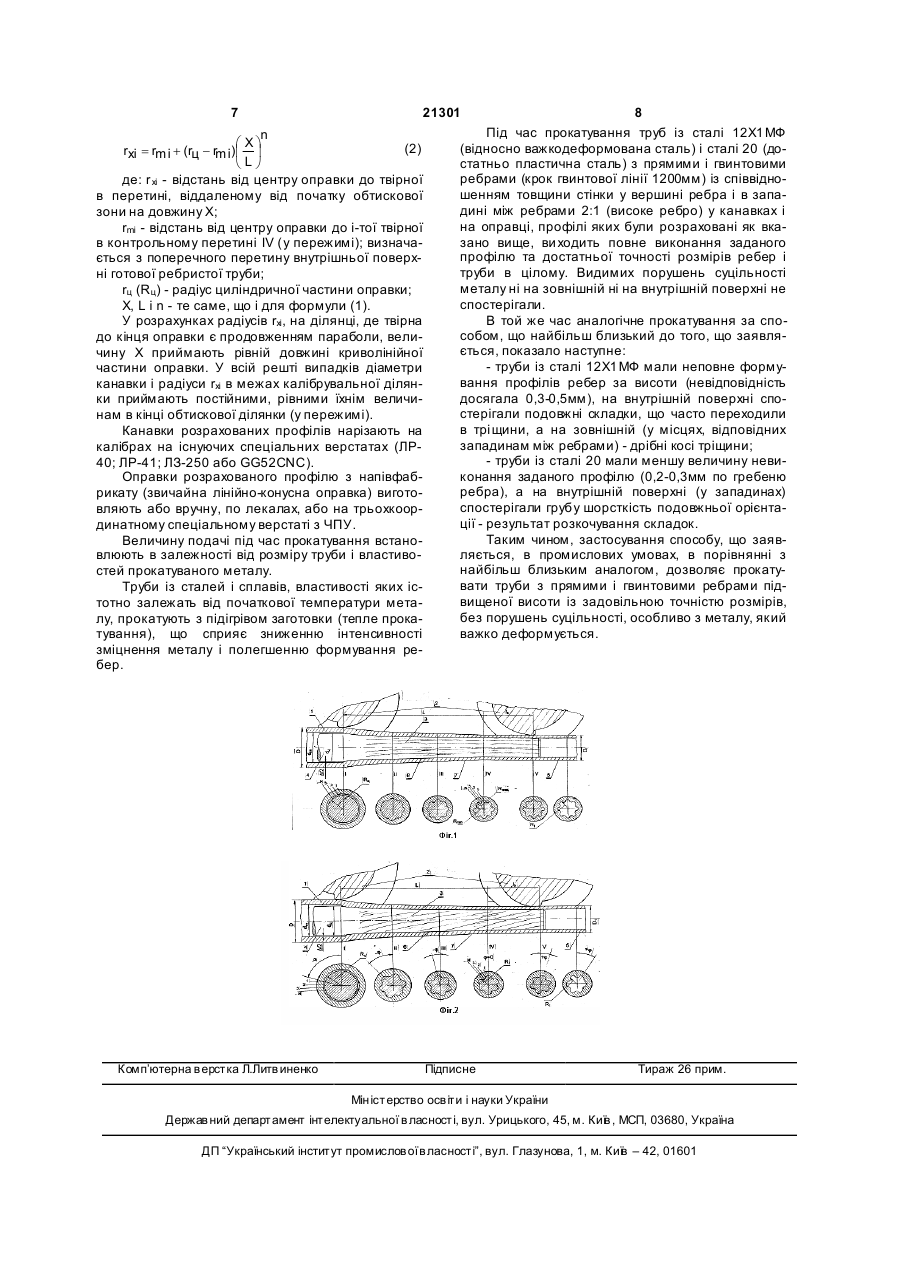
1. Спосіб холодного або теплого пільгерного прокатування труб з внутрішніми повздовжніми ребрами, що включає деформацію трубизаготовки у валках із канавками змінного профілю, що мають ділянки обтискну і калібрувальну, на конічній оправці, форма поперечного перерізу якої відповідає формі поперечного перерізу внутрішньої поверхні ребристої труби, який відрізняється тим, що кожна твірна поверхні оправки віддалена від осі прокатування на початку обтискної ділянки - на величину радіуса внутрішнього діаметра заготовки мінус 0,1-0,25мм, а в кінці його - на U 2 (19) 1 3 21301 4 Пути интенсификации производства холоднодешляхом змінення вздовж ходу валків режиму обформированных тр уб. Металлургическая и горнотискання, яке забезпечується зміною форми і розрудная промышленность, 1999, №4, с.41-44]. мірів деформуючих поверхонь канавок і оправки, Відомий спосіб холодного пільгерного прокащо дає можливість: тування труб з внутрішніми повздовжніми ребра- розширити сортамент труб за розмірами реми, що включає деформацію труби-заготовки у бер і за марками металу; валках із канавками змінного профілю, які мають - підвищити точність розмірів ребристих тр уб і зону редукування, обтискову і калібрувальну ділязапобігти порушенням суцільності металу. нки, на лінійноконусній оправці, що має в поперечЦя задача вирішена тим, що в способі, який ному перетині контур, відповідний контуру попевключає деформацію труби-заготовки у валках із речного перетину внутрішньої поверхні робочого канавками змінного профілю, що мають обтискову конуса і прокатуваної труби. Твірні поверхонь і калібруючу ділянки, на конічній оправці, форма оправки мають вид прямих ліній з різною величипоперечного перетину якої відповідає формі попеною ухилу (по гребеню ребра і по западині між речного перетину внутрішньої поверхні ребристої ребрами) щодо вісі прокатування [А.И. Дорохов. труби, згідно з корисною моделлю, кожна твірна Изготовление фасонных труб с переменной толповерхні оправки віддалена від вісі прокатування щиной стенки. УКРНИТИ, Бюллетень научнона початку обтискової ділянки - на величину радіутехнической информации №6-7, 1959]. са внутрішнього діаметра заготовки мінус 0,1За цим способом можна прокатувати труби з 0,25мм, а в кінці його - на величину відстані від вісі відносно невеликими заввишки ребрами простої прокатування до відповідної точки на контурі поконфігурації з металів, що мають значний запас перечного перетину внутрішньої поверхні прокатупластичних властивостей. ваної труби, а кожна твірна поверхні оправки має Для досягнення за прохід загальної деформавигляд кривої, описуваної функцією параболічного ції, необхідної для формування відносно високих типу, аналогічній функції, що описує лінію розгортребер, прокатуванням на оправці малої конусності ки гребеня канавки, до того ж частини твірних з лінійними твірними, треба збільшувати розміри оправки за обтисковою ділянкою до кінця оправки заготовки (діаметр і товщину стінки). За цих умов є продовженням відповідних криволінійних твірних між внутрішньою поверхнею заготовки і циліндриобтискової ділянки, а у разі прокатування труб з чною частиною оправки збільшується прозір, утвогвинтовими ребрами, точки перетину кожної твіррюється так звана зона вільного редукування, в ної поверхні оправки з поперечними площинами, якій до основної деформації відбувається істотне послідовно розташованими вздовж оправки, зсузміцнення металу, а на вн утрішній поверхні загонуті одна щодо одної вподовж дуги осьового радітовки (через відсутність обтискання стінки) утвоуса на величину закручування гвинтової лінії рерюються подовжні складки, що часто переходять в бер готової труби, а у разі прокатування тріщини [В.Р.Кучеренко, Г.И. Ха устов и др. Влиявисокоточних труб частини твірних поверхні опрание редуцирования на качество внутренней повевки за обтисковою ділянкою мають вид прямих або рхности тр уб при холодной прокатке. Металлургигвинтових ліній, рівновіддалених від зовнішньої ческая и горнорудная промышленность, 1979, №6, поверхні прокатуваної тр уби. с. 41-45]. Відмінності пропонованого способу від найКрім того, через неоптимальне співвідношення більш близького з аналогів полягають в тому, що деформацій діаметра і товщини стінки на обтискокожна твірна поверхні оправки віддалена від вісі вій ділянці відбувається інтенсивне зміцнення мепрокатування на початку обтискової ділянки - на талу, особливо важкодеформованого, що утрудвеличину радіуса внутрішнього діаметра заготовки нює формування ребер складної форми і мінус 0,1-0,25мм, а в кінці його - на величину відпідвищеної висоти: заздалегідь значно зміцнений стані від вісі прокатування до відповідної точки на метал погано піддається формозміненню і може контурі поперечного перетину внутрішньої поверхрозтріскуватися [В.Ф. Фролов, Я.В. Фролов, Т.В. ні прокатуваної труби, а кожна твірна поверхні Сенина. Пути интенсификации производства хооправки має вигляд кривої, описуваної функцією лоднодеформированных тр уб. Ме таллургическая параболічного типу, аналогічній функції, що описує и горнорудная промышленность, 1999 №4, с.41лінію розгортки гребеня канавки, до того ж частини 44]. твірних оправки за обтисковою ділянкою до кінця Мала конусність оправки, визначувана потрібоправки є продовженням відповідних криволінійною точністю розмірів внутрішнього діаметра проних твірних обтискової ділянки, а на разі прокатукатуваної тр уби (чим нижча конусність, тим вища вання труб з гвинтовими ребрами, точки перетину точність), призводить до збільшення зусилля зрикожної твірної оправки з поперечними площинами, ву тр уби з оправки (особливо ребристої) і, у багапослідовно розташованими вздовж оправки, зсутьох випадках, спричиняє стикування заготовок нуті одна щодо одної вподовж дуги осьового раді(врізання суміжних торців), що притаманне звиуса на величину закручування гвинтової лінії речайному способу холодного пільгерного прокатубер готової труби; а при прокатуванні вання [З.А.Кофф. Холодная прокатка стальных високоточних труб частини твірних поверхні опратруб, Государственное научно-техническое издавки за обтисковою ділянкою мають вигляд прямих тельство литературы по черной и цветной метаабо гвинтових ліній, рівновіддалених від зовнішллургии, Свердловск, Москва, 1951, с.297]. ньої поверхні прокатуваної труби. Задача цієї корисної моделі полягає в удоскоТехнічний результат від застосування даного наленні способу холодного пільгерного прокатуспособу полягає в тому, що забезпечується: вання труб з вн утрішніми подовжніми ребрами 5 21301 6 - розширення сортаменту ребристих труб за формою відповідає внутрішній поверхні робочого розмірами ребер і марками металу; конуса і прокатуваної ребристої труби, а оправка - підвищення точності розмірів ребристих тр уб також має параболічні твірні, описувані функціями, і запобігання порушень суцільності металу. аналогічними тим, що описують твірні канавки. Розширення сортаменту забезпечується збіОскільки прозір між циліндром оправки і внутльшенням за прохід загальної деформації, достатрішньою поверхнею заготівки вельми малий (0,1ньої для формування високих ребер. Відсутність 0,25мм), "шкідлива" зона редукування практично зони вільного редукування і зменшення інтенсивне утворюється, зміцнення металу не збільшуєтьності зміцнення металу в разі оптимального співся, складки і тріщини на внутрішній поверхні робовідношення деформацій діаметра і товщини стінки чого конуса і прокатуваної труби не з'являються. дає можливість одержувати ребристі труби з більУ зв'язку з тим, що кожна твірна оправки відшою висотою ребер, складнішої конфігурації, а далена від вісі прокатування в перетині І - на ветакож прокатувати їх з металів і сплавів, що важко личину Rц , а в перетині IV - на величину Ri, сумісдеформуються. на дія деформуючих поверхонь канавок і оправки, Підвищення точності розмірів труб і їхніх рещо мають параболічну форму твірних, забезпечує бер, а також запобігання порушенню суцільності оптимальне співвідношення деформацій діаметра (складки, тріщини, надриви і ін.) забезпечується і стінки в кожній миттєвій зоні деформації між пакращим використанням пластичних властивостей рами твірних канавки і оправки. Дотримання цього металу, відсутністю зони редукування і меншою співвідношення забезпечує меншу інтенсивність інтенсивністю зміцнення металу, що де формуєтьзміцнення металу. ся. Менш зміцнений метал краще заповнює міжУ кожній миттєвій зоні деформації метал тече реберний простір, завдяки чому досягається вища як в подовжньому (витяжка), так і в поперечному точність розмірів ребристих тр уб. напрямі (заповнення западин між ребрами). Менш На Фіг.1 зображена схема холодного або тепзміцнений метал здатний утворювати ребра більлого пільгерного прокатування труб з прямими, а шої висоти і, завдяки обтисканню, що плавно змена Фіг.1 - з гвинтовими внутрішніми ребрами. ншується до пережиму, досягається вища точність Позначення, прийняті на фігура х: ребер і труби в цілому. 1 - ділянка труби-заготовки; У разі необхідності подальшого підвищення 2 - валки в крайніх положеннях; точності розмірів ребристої труби і її внутрішнього 3 - оправка; каналу можна додатково знижувати відхилення 4 - циліндрична частина оправки; розмірів в межах калібрувальної ділянки, користу5 - ділянка прокатаної труби; ючись пунктом 4 формули корисної моделі. 6 - параболічна твірна поверхні оправки; В процесі прокатування робочий конус і оправ7- параболічна твірна зовнішньої поверхні рока обертаються навколо вісі прокатування синхробочого конуса, що відповідна розгортці (по гребенно, тому не відбувається зсув ребер оправки і ню) твірній канавки; робочого конуса. D - зовнішній діаметр труби-заготовки; У разі виготовлення труб з гвинтовими ребраdвн - вн утрішній діаметр труби-заготовки; ми, які мають крок гвинтової лінії більший за крок dц - діаметр циліндричної частини оправки; самогальмування (аналогічно нарізним з'єднанD1 - зовнішній діаметр прокатуваної тр уби; ням), процес протікає аналогічно прокатуванню L - довжина обтискової ділянки; пряморебристих тр уб. Ік - довжина калібрувальної ділянки; Відповідно до розмірів готової ребристої труби вибирають розмір труб-заготовки, забезпечуючи D - прозір між циліндричної частиною оправки і необхідну величину загальної деформації металу внутрішньою поверхнею заготовки, D/2 - величина за прохід, і розраховують профілі канавки і оправпрозору на сторону; ки в контрольних перетинах, які з достатньою часRц - радіус циліндричної частини оправки; тотою розташовані вздовж робочої частини канав1, 2, 3..N -точки, відповідні вибраним твірним, ки і оправки. на контурі поперечного перетину оправки (у переРозрахунок діаметрів канавки в кожному конттинах І і IV); рольному перетині обтискової ділянки провадять І, II, III, IV і V- перетини робочого конуса з опза формулою: равкою (перетин IV- пережим, відповідає кінцю обтискової ділянки і початку калібрувальної); n æ Xö (1) Ri - відстань (радіус) від вісі прокатування до D x = DT + (DЗ - D T )ç ÷ èLø відповідної точки на контурі поперечного перетину де: Dx - діаметр канавки на відстані Х від почавнутрішньої поверхні прокатуваної тр уби; тку обтискової ділянки; Rmax - максимальна величина радіуса Ri; DТ -зовнішній діаметр прокатуваної тр уби; Rmin - мінімальна величина радіуса Ri; DЗ - зовнішній діаметр заготовки; j - кут закручування гвинтової лінії ребер в L - довжина обтискової ділянки канавки і опраданому перетині відносно до перетина пережиму. вки; Пропонований спосіб здійснюється таким чиn - показник степені, що визначає крутизну ліном. нії розгортки канавки (по гребеню); вибирають виВалки 2 стана ХПТ, здійснюючи поворотноходячи з властивостей металу заготовки; поступально-обертальний рух, обтискають заготоХ - відстань до контрольного перетину від повку 1 в канавках, поперечний перетин яких зменчатку обтискової ділянки. Розрахунок профілю шується, а твірні (у розгортці) описуються функцітвірних оправки проводять за формулою: ями параболічного типу, на оправці, що за 7 21301 n æ Xö (2) rxi = rmi + (rц - rmi )ç ÷ èLø де: r xi - відстань від центру оправки до твірної в перетині, віддаленому від початку обтискової зони на довжину X; rmi - відстань від центру оправки до і-тої твірної в контрольному перетині IV (у пережимі); визначається з поперечного перетину внутрішньої поверхні готової ребристої труби; rц (Rц ) - радіус циліндричної частини оправки; X, L і n - те саме, що і для формули (1). У розрахунках радіусів rxi, на ділянці, де твірна до кінця оправки є продовженням параболи, величину Х приймають рівній довжині криволінійної частини оправки. У всій решті випадків діаметри канавки і радіуси rxi в межах калібрувальної ділянки приймають постійними, рівними їхнім величинам в кінці обтискової ділянки (у пережимі). Канавки розрахованих профілів нарізають на калібрах на існуючих спеціальних верстатах (ЛР40; ЛР-41; ЛЗ-250 або GG52CNC). Оправки розрахованого профілю з напівфабрикату (звичайна лінійно-конусна оправка) виготовляють або вручну, по лекалах, або на трьохкоординатному спеціальному верстаті з ЧПУ. Величину подачі під час прокатування встановлюють в залежності від розміру труби і властивостей прокатуваного металу. Труби із сталей і сплавів, властивості яких істотно залежать від початкової температури металу, прокатують з підігрівом заготовки (тепле прокатування), що сприяє зниженню інтенсивності зміцнення металу і полегшенню формування ребер. Комп’ютерна в ерстка Л.Литв иненко 8 Під час прокатування труб із сталі 12Х1 МФ (відносно важкодеформована сталь) і сталі 20 (достатньо пластична сталь) з прямими і гвинтовими ребрами (крок гвинтової лінії 1200мм)із співвідношенням товщини стінки у вершині ребра і в западині між ребрами 2:1 (високе ребро) у канавках і на оправці, профілі яких були розраховані як вказано вище, ви ходить повне виконання заданого профілю та достатньої точності розмірів ребер і труби в цілому. Видимих порушень суцільності металу ні на зовнішній ні на внутрішній поверхні не спостерігали. В той же час аналогічне прокатування за способом, що найбільш близький до того, що заявляється, показало наступне: - труби із сталі 12Х1 МФ мали неповне формування профілів ребер за висоти (невідповідність досягала 0,3-0,5мм), на внутрішній поверхні спостерігали подовжні складки, що часто переходили в трі щини, а на зовнішній (у місцях, відповідних западинам між ребрами) - дрібні косі тріщини; - труби із сталі 20 мали меншу величину невиконання заданого профілю (0,2-0,3мм по гребеню ребра), а на внутрішній поверхні (у западинах) спостерігали грубу шорсткість подовжньої орієнтації - результат розкочування складок. Таким чином, застосування способу, що заявляється, в промислових умовах, в порівнянні з найбільш близьким аналогом, дозволяє прокатувати труби з прямими і гвинтовими ребрами підвищеної висоти із задовільною точністю розмірів, без порушень суцільності, особливо з металу, який важко деформується. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold or warm pilger rolling of tubes with internal longitudinal ribs
Автори англійськоюFrolov Viktor Pylypovych, Frolov Yaroslav Viktorovych, Senina Tetiana Volodymyrivna
Назва патенту російськоюСпособ холодной или теплой пильгерной прокатки труб с внутренними продольными ребрами
Автори російськоюФролов Виктор Филиппович, Фролов Ярослав Викторович, Сенина Татьяна Владимировна
МПК / Мітки
МПК: B21B 21/00
Мітки: труб, холодного, теплого, внутрішніми, повздовжніми, спосіб, прокатування, пільгерного, ребрами
Код посилання
<a href="https://ua.patents.su/4-21301-sposib-kholodnogo-abo-teplogo-pilgernogo-prokatuvannya-trub-z-vnutrishnimi-povzdovzhnimi-rebrami.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного або теплого пільгерного прокатування труб з внутрішніми повздовжніми ребрами</a>
Спосіб холодного або теплого пільгерного прокатування труб із зовнішніми повздовжніми ребрами
Номер патенту: 21300
Опубліковано: 15.03.2007
Автори: Сеніна Тетяна Володимирівна, Фролов Ярослав Вікторович, Фролов Віктор Пилипович
МПК: B21B 21/00
Мітки: повздовжніми, зовнішніми, теплого, ребрами, труб, спосіб, прокатування, пільгерного, холодного
Формула / Реферат:
1. Спосіб холодного або теплого пільгерного прокатування труб із зовнішніми повздовжніми ребрами, що включає деформацію труби-заготовки на оправці у валках із канавками, поперечні перерізи яких зменшуються вздовж обтискної зони, який відрізняється тим, що деформуючі поверхні оправки і канавки вздовж його розгортки в межах обтискної зони мають твірні у вигляді кривих, які описуються аналогічними функціями параболічного типу, до того ж кожна...
Спосіб холодного періодичного прокатування труб
Номер патенту: 24675
Опубліковано: 04.08.1998
Автори: Півник Юрій Вікторович, Мартинов Юрій Львович, Смолянов Георгій Миколайович, Орещенко Віктор Федорович, Буряк Юрій Григорович, Король Радомір Миколайович, Журба Олександр Савельйович, Григорченко Віктор Іванович, Король Микола Миколайович, Калашніков Юрій Леонідович
МПК: B21C 37/00
Мітки: прокатування, періодичного, холодного, спосіб, труб
Формула / Реферат:
Спосіб холодного періодичного прокатування труб, включаючий одночасно подачі і повороти порції метала заготовки в змінний переріз струмкових валків перед кожним переміщенням валків, закатку її в робочий конус, його обтиск без подачі порції метала зворотньо-поступально переміщеними струмковими валками на конічній оправці, який відрізняється тим, що процес прокатування виконують з чергуванням одночасних подач і поворотів порції метала заготовки...
Спосіб холодного періодичного прокатування труб
Номер патенту: 28395
Опубліковано: 16.10.2000
Автори: Півник Юрій Вікторович, Король Радомір Миколайович, Губа Володимир Михайлович, Журба Олександр Савельйович, Шерстюк Микола Прокопович, Король Микола Миколайович, Данченко Валентин Миколайович, Буряк Юрій Григорович
МПК: B21B 17/00
Мітки: періодичного, спосіб, труб, прокатування, холодного
Формула / Реферат:
Способ холодной периодической прокатки труб, преимущественно из биметаллических материалов, включающий последовательно выполняемые операции редуцирование, калибрование по диаметру и толщине стенки заготовки, редицирование с калиброванием по толщине стенки заготовки, одновременное обжатие по диаметру и толщине стенки и калибрование по диаметру, отличающейся тем, что операции калибрования по диаметру и толщине стенки заготовки и редуцирование с...
Стан холодного прокатування труб валкового типу з боковим завантаженням заготівки
Номер патенту: 32164
Опубліковано: 15.12.2000
Автори: Орещенко Віктор Федорович, Михайленко Михайло Андрійович, Журба Олександр Савельович, Півник Юрій Вікторович, Король Микола Миколайович, Смолянов Георгій Миколайович, Буряк Юрій Григорович, Григорченко Віктор Іванович, Король Родомір Миколайович, Калашніков Юрій Леонідович, Шестопалов Ігор Вікторович
МПК: B21B 21/00, B21B 13/18
Мітки: стан, боковим, типу, холодного, завантаженням, заготівки, прокатування, валкового, труб
Текст:
...патрон поворота труби, з'єднаний через иишіїй трансмісійний вал з розподільчим цодавально-поворотнитл механізмом, згідно винаходу паралельно лінії стана уста новлений но ТГІДІШШШЇКОВИХ опорах додатково трансмісійний вал, а патрон заготівки опоряджений рухливим патроном поворота заготівки , який маеt Haприклад,пневматичний затиок заготівки І кінематично з'єднаний з нижнім трансмісійним валом поворота І з додатковим трансміоійним...
Спосіб холодного пілігримового прокатування труб
Номер патенту: 25052
Опубліковано: 25.12.1998
Автори: Хохлов Анатолій Іванович, Чигиринський Юрій Васильович, Єсаулов Михайло Олексійович, Кучеренко Валер'ян Романович, Куценко Олександр Іванович, Крихта Валерій Петрович, Данченко Валентин Миколайович, Горяний Олег Валентинович, Кекух Станіслав Миколайович, Король Родамір Миколайович, Кондратьєв Сергій Валентинович, Кондратьєв Євгеній Валентинович, Соя Володимир Іванович, Лісовський Олександр Олександрович, Самойленко Генадій Дмитрович, Григоренко Володимир Устинович
МПК: B21B 21/00
Мітки: прокатування, спосіб, пілігримового, труб, холодного
Формула / Реферат:
Способ холодной пилигримовой прокатки труб, содержащий последовательное редуцирование диаметра, предварительное калибрование внутреннего диаметра и стенки, обжатие и затем окончательное калибрование, отличающийся тем, что предварительное калибрование и обжатие осуществляют при соотношении длин участков предварительного калибрования Lпк и обжатия Lо, определяемом формулойгде tз и Дз - толщина стенки и наружный диаметр трубной...
Попередній патент: Спосіб холодного або теплого пільгерного прокатування труб із зовнішніми повздовжніми ребрами
Наступний патент: Інформаційний носій
Випадковий патент: Спосіб електролітичного очищення стічних вод від органічних речовин