Спосіб холодного або теплого пільгерного прокатування труб із зовнішніми повздовжніми ребрами
Номер патенту: 21300
Опубліковано: 15.03.2007
Автори: Фролов Віктор Пилипович, Фролов Ярослав Вікторович, Сеніна Тетяна Володимирівна
Формула / Реферат
1. Спосіб холодного або теплого пільгерного прокатування труб із зовнішніми повздовжніми ребрами, що включає деформацію труби-заготовки на оправці у валках із канавками, поперечні перерізи яких зменшуються вздовж обтискної зони, який відрізняється тим, що деформуючі поверхні оправки і канавки вздовж його розгортки в межах обтискної зони мають твірні у вигляді кривих, які описуються аналогічними функціями параболічного типу, до того ж кожна твірна поверхні канавки віддалена від осі прокатки на початку канавки - на величину радіуса зовнішнього діаметра заготовки, а в кінці обтискного і на всій довжині калібрувальної ділянки - на величину відстані від осі прокатки до відповідної точки на зовнішньому периметрі поперечного профілю прокатуваної труби.
2. Спосіб за п. 1, який відрізняється тим, що на довжині обтискної ділянки в зоні випусків фасонного калібру до відстаней від осі прокатки до відповідної криволінійної твірної додають величину вільного розширення, яке виникає в кожній миттєвій зоні деформації під час обтискання горизонтальних ребер.
Текст
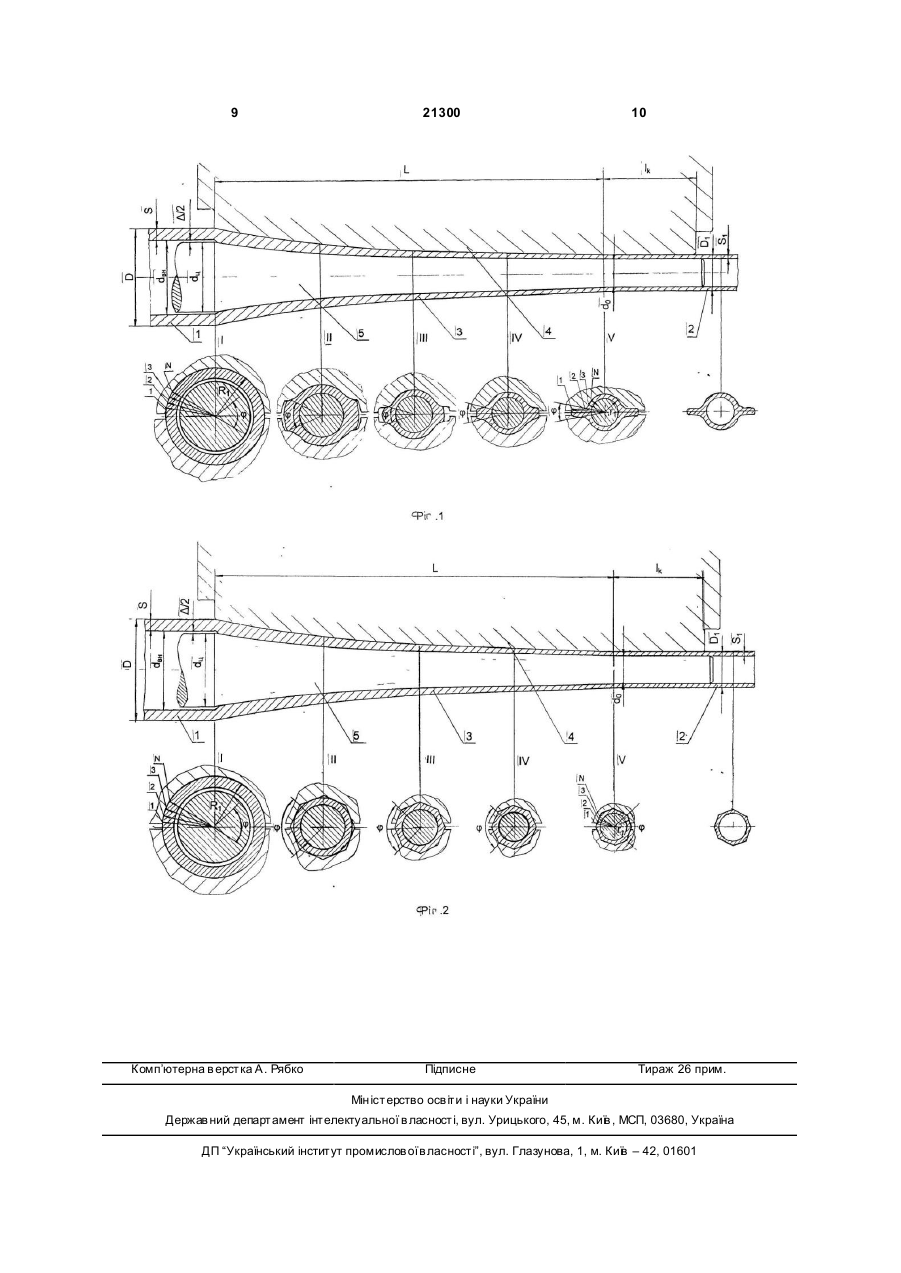
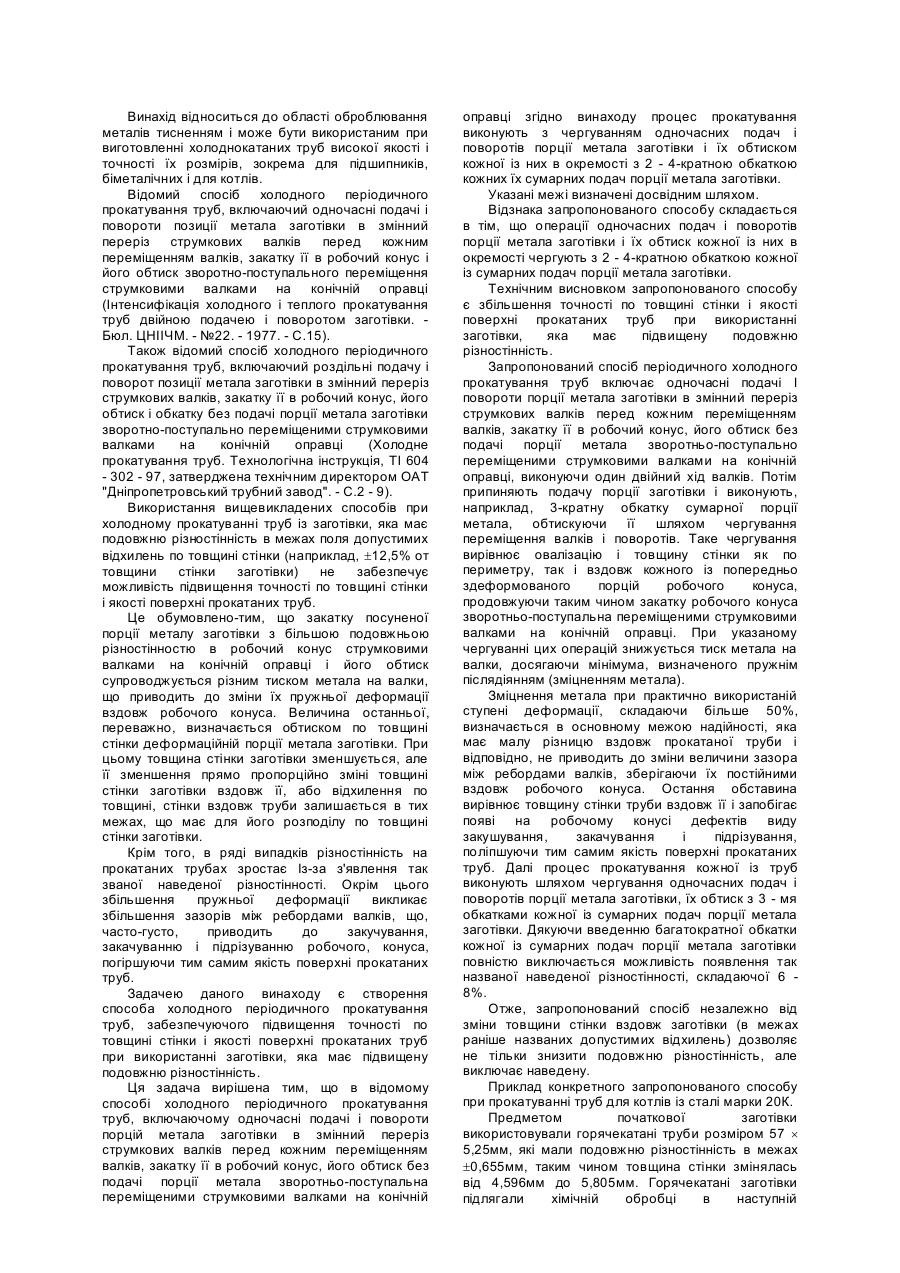
1. Спосіб холодного або теплого пільгерного прокатування труб із зовнішніми повздовжніми ребрами, що включає деформацію трубизаготовки на оправці у валках із канавками, поперечні перерізи яких зменшуються вздовж обтискної зони, який відрізняється тим, що де формуючі поверхні оправки і канавки вздовж його розгортки 3 21300 ружными симметричными ребрами. А.С. СССР №647030, Кл. В21З37/15, В21В17/00], тобто труби за цими способами одержують за два проходи: - пресування труби-напівфабрикату і холодне пільгерне прокатування; - холодне пільгерне прокатування і роликове калібрування в окремій обоймі. Відомо також, що під час холодного пільгерного прокатування зменшення інтенсивності зміцнення металу і підвищення ступеня його деформації за прохід досягається за певного розподілу обтиску вздовж обтискової зони. За таким розподілом, що забезпечується відповідними профілями канавки і оправки, раціональне співвідношення деформацій діаметра і товщини стінки вздовж обтискової зони обумовлює часткову компенсацію напруг де формації внаслідок анігіляції дислокацій протилежних знаків. [Пути интенсификации производства холоднодеформированных труб. В.Ф. Фролов, Я.В. Фролов, Т.В. Сенина. Металлургическая и горнорудная промышленность, 1998 №4, с.41-44]. Відомий також спосіб пільгерного прокатування труб із зовнішніми повздовжніми ребрами, що включає деформацію труби-заготовки на оправці у калібрах із канавками, поперечні перетини яких зменшуються вздовж обтискової зони. Цей спосіб здійснюється в канавках, довжина яких по колу валка складена із зон редукування, обтискування, передкалібрування із зменшуваним поперечним перетином, а також зони калібрування постійного поперечного перетину, і профіль поперечного перетину утворений поєднанням центральних дуг і відрізків прямих ліній.[А.С. СССР №670350, Кл. В21В21/02, 1979]. Під час прокатування профільної труби в таких канавках через наявність зони вільного редукування погіршується внутрішня поверхня труби і відбувається істотне зміцнення металу ще до початку основної деформації. Деформація металу в межах обтискової зони відбувається з нераціональним співвідношенням обтисків діаметра і товщини стінки, що утр уднює формування ребер, особливо з важкодеформованих металів і сплавів, внаслідок втрати металом значної частини пластичних властивостей і надмірного зміцнення, які обумовлюють необхідність введення додаткового проходу. Задача цієї корисної моделі полягає в створенні способу холодного або теплого пільгерного прокатування труб із зовнішніми повздовжніми ребрами шляхом змінення вздовж ходу валків режиму обтискання металу, яке забезпечується зміною форми і розмірів деформуючих поверхонь канавок і оправки, що дозволяє: - розширити сортамент ребристих ззовні труб як за формою і розмірами, так і за марками металу; - підвищити точність розмірів ребристих труб та якість їхніх поверхонь; - проводити прокатування ребристих труб за один прохід із звичайної циліндричної трубизаготовки. Ця задача вирішена тим, що в способі, котрий включає деформацію труби-заготовки на оправці в 4 калібрах із канавками, поперечні перетини яких зменшуються вздовж обтискової зони, згідно з корисною моделлю, деформуючі поверхні оправки і канавки вздовж його розгортки в межах обтискової зони мають твірні у вигляді кривих, які описуються аналогічними функціями параболічного типу, і кожна твірна поверхні канавки віддалена від вісі прокатки на початку канавки - на величину радіусу зовнішнього діаметра заготовки, а в кінці обтискової і на всій довжині калібруючої ділянки - на величину відстані від вісі прокатки до відповідної точки на зовнішньому периметрі поперечного профілю прокатуваної труби. Крім того, на довжині обтискової ділянки в зоні випусків фасонного калібру до відстані від вісі прокатки до відповідної криволінійної твірної додають величину вільного розширення, що виникає в кожній миттєвій зоні деформації під час обтискання горизонтальних ребер. Відмінності пропонованого способу від найбільш близького з аналогів полягають в тому, що деформуючі поверхні оправки і канавки вздовж його розгортки в межах обтискової зони мають твірні у вигляді кривих, описуваних аналогічними функціями параболічного типу, і кожна твірна поверхні канавки віддалена від вісі прокатування на початку канавки - на величину радіуса зовнішнього діаметра заготовки, а в кінці обтискової і на всій довжині калібруючої ділянки - на величину відстані від вісі прокатування до відповідної точки на зовнішньому периметрі поперечного профіля прокатуваної тр уби, а в разі прокатування зокрема плавникових труб вздовж обтискової ділянки в зоні випусків фасонного калібру до відстані від вісі прокатки до відповідної криволінійної твірної додають величину вільного розширення, яке виникає в кожній миттєвій зоні деформації під час обтискання горизонтальних ребер. Технічним результатом застосування даного способу, в порівнянні з найбільш близьким з аналогів, є: - розширення сортаменту ребристих ззовні труб як за формою і розмірами, так і за марками металу; - підвищення точності розмірів ребристих тр уб і якості їхні х поверхонь; - прокатування за один прохід ребристих тр уб із звичайної циліндричної труби-заготовки. Це пов’язано з тим, що використання вказаних відмітних ознак способу дозволяє досягти, перш за все, розширення сортаменту завдяки відсутності зони вільного редукування і зменшенню інтенсивності зміцнення металу внаслідок оптимального співвідношення обтисків діаметра і товщини стінки, що дозволяє досягати більшої висоти ребер меншої товщини, а також прокатувати тр уби з металів і сплавів, які важко деформувати. До того ж підвищення точності розмірів ребристих труб і якості їхніх поверхонь відбувається внаслідок кращого використання пластичних властивостей металу, зниження його опору деформації і відсутності зони редукування, що зменшує спотворення розмірів прокатуваної тр уби від пружної деформації робочої кліті, а також виключає утворення тріщин і складок. 5 21300 Прокатування більшості видів ребристих тр уб за один прохід забезпечується кращим розподілом частинних обтисків уздовж кожної твірної канавки за правильного (з урахуванням конкретних властивостей металу заготовки) вибору ступеня їхньої кривини, що зменшує нерівномірність деформації в поперечних перетинах канавки і зменшує вірогідність утворення косих тріщин. Крім того, у разі прокатування плавникових тр уб, яке відбувається без кантування, урахування величини вільного розширення дозволяє успішно формувати горизонтальні ребра значної висоти, що утворюються, головним чином, через вільне розширення. Крім того, пропонований профіль дає можливість вести прокатування ребристих прутків аналогічно безоправковому прокатуванню труб. На Фіг.1, 2 зображена схема холодного пільгерного прокатування труб з прямими зовнішніми ребрами. На Фіг.1 показано формозмінення трубизаготовки в плавникову тр убу, а на Фіг.2 - в трубу восьмигранну ззовні. Позначення: 1 - ділянка труби-заготовки; 2 - ділянка прокатуваної тр уби; 3 - робочий конус; 4 - розгортка канавки (по гребеню); 5 - оправка; D - зовнішній діаметр труби-заготовки; dвн - вн утрішній діаметр труби-заготовки; S - товщина стінки труби-заготовки; D1 - зовнішній діаметр круглої частини плавникової труби або описаний діаметр восьмигранної; S1 - товщина стінки круглої частини плавникової тр уби або товщина стінки восьмигранної труби у вершині калібру; D - прозір між внутрішньою поверхнею трубизаготовки і поверхнею циліндричної частини оправки; L - довжина обтискової ділянки; lк - довжина калібруючої ділянки; І, II, III, IV і V - перетини робочого конуса з оправкою (V - перетин на межі обтискової і калібруючої ділянок - пережим); j - кут випуск у фасонного калібру; dц -діаметр циліндричної частини оправки; заготовки і робочого конуса в пережимі (прокатуваної труби); 1,2,3...N - номери точок на периметрі поперечного перетину труби-заготовки і робочого конуса в пережимі (прокатуваної тр уби); Ri - радіус зовнішньої поверхні труби-заготовки в поперечному перетині 1 (початок обтискової ділянки); ri - радіуси (відстані) від вісі прокатування до зовнішньої поверхні прокатуваної тр уби в поперечному перетині V (у пережимі) в контрольних точках; do - діаметр оправки в пережимі. Пропонований спосіб здійснюється таким чином. Валки стану ХПТ, здійснюючи поворотнопоступально-обертальний рух, обтискують заготовку 1 в канавках, поперечний перетин яких зменшується, а твірні поверхні яких описуються функціями параболічного типу, на оправці, твірні 6 поверхні якої також описуються параболічною функцією, аналогічною тій, що описує твірні канавок. Оскільки кожна твірна параболічного типу віддалена від вісі прокатки на початку канавки на величину радіусу зовнішнього діаметра заготовки (перші точки параболічних твірних 1,2,3...N), а прозір D між циліндром оправки і внутрішньою поверхнею заготовки, як показано на рисунку, вельми малий (dвн-dц =0,2-0,5мм або D =0,1-0,25мм - на сторону), "шкідлива" зона редукування практично відсутня. Друга точка "прив’язки" параболічної твірної до вісі прокатування знаходиться на контурі поперечного перетину зовнішньої поверхні робочого конуса 3 в кінці обтискової ділянки (на початку калібруючої). Ця точка (1’,2’,3’...N’) на довжині калібруючої ділянки віддалена від вісі прокатки на величину відстані до зовнішньої поверхні готової труби. Параболічний тип твірних канавки і оправки, описуваних аналогічними функціями, забезпечує постійність оптимального співвідношення деформацій діаметра і товщини стінки на всій довжині обтискової ділянки, що обумовлює зниження інтенсивності зміцнення металу. В процесі руху валків низка миттєви х зон деформації створює робочий конус 3, який закінчується ділянкою готової труби. В процесі прокатування в миттєвих зонах деформації метал тече як в повздовжньому, так і в поперечному напрямах, приймаючи послідовно форму і розміри прозору між поверхнями канавок і оправки, як показано в перетинах 1, II, III, IV і V на Фіг.1, що відповідає прокатуванню плавникових тр уб, а також в аналогічних перетинах Фіг.2, відповідних прокатуванню багатогранних тр уб. Внутрішня поверхня заготовки 1 в першій миттєвій зоні деформації, через малий прозір між циліндром оправки і внутрішньою поверхнею заготовки (0,2-0,5мм, тільки для проходу оправки в заготовку), прилягає до оправки. "Шкідливої" зони редукування наразі немає. Особливістю прокатування плавникових труб є те, що воно відбувається без обертання (кантування) робочого конуса навколо його вісі (механізм обертання відключено). Внаслідок цього поперечне течения металу в зонах випусків калібру, позначених кутами j , відбувається як вільне розширення. В процесі цього розширення поступово утворюються горизонтальні ребра, що приймають необхідну форму і розміри до кінця робочого конуса. Для побудови поперечного профілю канавка в зоні випусків калібру до поточних (на довжині обтискової зони) відстаней від вісі прокатки до відповідної параболічної твірної необхідно додавати величини вільного розширення горизонтальних ребер, яке виникає під час їхнього обтискання, для того, щоб запобігти затіканню металу в зазори між калібрами і утворенню так званих "вусів". Під час прокатування багатогранних труб кантування відбувається на кут, кратний центральному куту між ребрами. В цьому випадку ребра утворюються в результаті послідовного обтискання металу у вершині калібру. В обох випадках прока 7 21300 тування провадять з величиною подачі, яка відповідає складності профілю труби і властивостям металу. Сталі і сплави, власти вості яких істотно залежать від початкової температури металу, прокатують з підігрівом заготовки (тепле прокатування), що, у свою чергу, зменшує інтенсивність зміцнення металу і полегшує формування ребер. Розподіл обтискання металу вздовж ходу валків в межах обтискової зони (у кожній миттєвій зоні деформації) відбувається відповідно до розмірів (профілей) робочих поверхонь канавок і оправки, які розраховують в залежності від розміру вибраної труби-заготовки, а також форми і розмірів ребристої труби (розрахунок калібрування інструменту). Профіль оправки розраховують за формулою: n æ Xö æ Xö d x = d т + ( dц - dт - a minL )ç ÷ + a minLç ÷ , (1) èLø èLø де: dx - діаметр оправки в контрольному перетині на відстані Х від початку або від кінця обтискової зони; dц - діаметр циліндричної частини оправки, рівний внутрішньому діаметра заготовки (dвн) мінус мінімальний прозір D , достатній для введення оправки в заготовку (dц =dвн- D ); dт - внутрішній діаметр готової труби; Х - поточна координата довжини обтискової частини; L - довжина обтискової частини; n - показник, що визначає крутизну профілю оправки і вибирається відповідно з характером зміни властивостей прокатуваного металу від ступеня деформації; a min - мінімальна конусність оправки в пережимі; Профіль канавки розраховують таким чином. У залежності від форми ребристої труби на зовнішньому контурі її поперечного перетину призначають достатній ряд точок для визначення профілів твірних поверхні канавки. Профіль кожної твірної розраховують за формулою: n n æ Xö æ Xö 2R xi = 2ri + (D - 2ri - - g minL )ç ÷ + gminLç ÷ (2) Lø è èLø де: Rx - відстань від вісі прокатки до поверхні канавки в контрольному перетині для кожної твірної на відстані Х від початку обтискової зони; ri - відстань від вісі прокатки до зовнішньої поверхні готової труби в контрольному перетині для кожної (відповідної) твірної; D - зовнішній діаметр заготовки; gmin - мінімальна конусність канавки в пережимі; 8 решта позначень - як у формулі (1). Для твірних, що лежать в межах кутів випуску j , до радіусів Rx, визначуваних за формулою (2), додають величину розширення, що обчислюється для кожного контрольного перетину за методикою, викладеною, наприклад, в роботі [Уширение металла при прокатке плавниковых труб. О.А. Пляцковский, В.И. Ребрин. В сб. Производство труб для энергетики. Москва, Металлургиздат, 1981]. Канавки розрахованих профілів нарізають на калібрах або вручну, за лекалами для контрольних перетинів, або на п’ятикоординатному шліфувальному верстаті з ЧПУ, наприклад, типу GG52CNC фірми SMS-MEER. Оправку з криволінійною твірною шліфують на двохкоординатному кругло шліфувальному верстаті, наприклад, типу 3К152ВФ20н80 Харківського заводу шлі фувальних верстатів. Виго товлений інструмент встановлюють в стан ХПТ з двома робочими валками відповідного типорозміру. Під час прокатування з круглої труби-заготовки за один прохід ребристих ззовні труб із сталі 12Х1МФ і стали 20 з відносно високими ребрами, за режимом обтискування, забезпечуваного профілями деформуючих поверхонь канавок і оправки, які виконані за способом, що заявляється, досягається задовільна форма і точність розмірів як ребер, так і решти частин труби. До того ж порушень суцільності металу на зовнішній і, особливо, на внутрішній поверхнях не спостерігали. В той же час аналогічне прокатування за способом, передбаченим А.С. №670350, не забезпечило формування ребер заданої форми і точності труб із сталі 12Х1МФ. Відхилення висоти ребер плавникових труб досягали (мінус) 0,5...0,8мм. До того ж у основі ребер спостерігали видимі неозброєним оком нескрізні косі тріщини, що свідчать про вичерпання пластичних властивостей металу в цій зоні. На внутрішній поверхні цих труб спостерігали повздовжні складки, деякі з них (під ребрами) переходили в тріщини, що пов’язано з впливом зони редукування. Під час прокатування труб з пластичнішої сталі 20 спостерігали ті ж недоліки, що і на трубах із сталі 12Х1МФ, але у меншій мірі. Кількість тріщин і їхня глибина були менші, а відхилення розмірів ребер досягали (мінус) 0,3...0,5мм. Таким чином, застосування способу, що заявляється, в промислових умовах, в порівнянні з найбільш близьким аналогом, дозволяє прокатувати з круглої тр уби-заготовки за один прохід ребристі ззовні труби з відносно високими ребрами задовільної точності розмірів, без порушень суцільності металу. 9 Комп’ютерна в ерстка А. Рябко 21300 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold or warm pilger rolling of tubes with external longitudinal ribs
Автори англійськоюFrolov Viktor Pylypovych, Frolov Yaroslav Viktorovych, Senina Tetiana Volodymyrivna
Назва патенту російськоюСпособ холодной или теплой пильгерной прокатки труб с внешними продольными ребрами
Автори російськоюФролов Виктор Филиппович, Фролов Ярослав Викторович, Сенина Татьяна Владимировна
МПК / Мітки
МПК: B21B 21/00
Мітки: спосіб, повздовжніми, прокатування, ребрами, теплого, зовнішніми, труб, пільгерного, холодного
Код посилання
<a href="https://ua.patents.su/5-21300-sposib-kholodnogo-abo-teplogo-pilgernogo-prokatuvannya-trub-iz-zovnishnimi-povzdovzhnimi-rebrami.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного або теплого пільгерного прокатування труб із зовнішніми повздовжніми ребрами</a>
Спосіб холодного періодичного прокатування труб
Номер патенту: 24675
Опубліковано: 04.08.1998
Автори: Півник Юрій Вікторович, Король Радомір Миколайович, Смолянов Георгій Миколайович, Буряк Юрій Григорович, Григорченко Віктор Іванович, Мартинов Юрій Львович, Журба Олександр Савельйович, Орещенко Віктор Федорович, Калашніков Юрій Леонідович, Король Микола Миколайович
МПК: B21C 37/00
Мітки: прокатування, холодного, спосіб, періодичного, труб
Формула / Реферат:
Спосіб холодного періодичного прокатування труб, включаючий одночасно подачі і повороти порції метала заготовки в змінний переріз струмкових валків перед кожним переміщенням валків, закатку її в робочий конус, його обтиск без подачі порції метала зворотньо-поступально переміщеними струмковими валками на конічній оправці, який відрізняється тим, що процес прокатування виконують з чергуванням одночасних подач і поворотів порції метала заготовки...
Спосіб холодного періодичного прокатування труб
Номер патенту: 28395
Опубліковано: 16.10.2000
Автори: Шерстюк Микола Прокопович, Півник Юрій Вікторович, Король Радомір Миколайович, Данченко Валентин Миколайович, Журба Олександр Савельйович, Буряк Юрій Григорович, Губа Володимир Михайлович, Король Микола Миколайович
МПК: B21B 17/00
Мітки: спосіб, холодного, труб, прокатування, періодичного
Формула / Реферат:
Способ холодной периодической прокатки труб, преимущественно из биметаллических материалов, включающий последовательно выполняемые операции редуцирование, калибрование по диаметру и толщине стенки заготовки, редицирование с калиброванием по толщине стенки заготовки, одновременное обжатие по диаметру и толщине стенки и калибрование по диаметру, отличающейся тем, что операции калибрования по диаметру и толщине стенки заготовки и редуцирование с...
Стан холодного прокатування труб валкового типу з боковим завантаженням заготівки
Номер патенту: 32164
Опубліковано: 15.12.2000
Автори: Буряк Юрій Григорович, Півник Юрій Вікторович, Смолянов Георгій Миколайович, Калашніков Юрій Леонідович, Журба Олександр Савельович, Орещенко Віктор Федорович, Король Родомір Миколайович, Михайленко Михайло Андрійович, Григорченко Віктор Іванович, Шестопалов Ігор Вікторович, Король Микола Миколайович
МПК: B21B 13/18, B21B 21/00
Мітки: труб, валкового, стан, завантаженням, холодного, заготівки, прокатування, типу, боковим
Текст:
...патрон поворота труби, з'єднаний через иишіїй трансмісійний вал з розподільчим цодавально-поворотнитл механізмом, згідно винаходу паралельно лінії стана уста новлений но ТГІДІШШШЇКОВИХ опорах додатково трансмісійний вал, а патрон заготівки опоряджений рухливим патроном поворота заготівки , який маеt Haприклад,пневматичний затиок заготівки І кінематично з'єднаний з нижнім трансмісійним валом поворота І з додатковим трансміоійним...
Спосіб холодного пілігримового прокатування труб
Номер патенту: 25052
Опубліковано: 25.12.1998
Автори: Кучеренко Валер'ян Романович, Данченко Валентин Миколайович, Григоренко Володимир Устинович, Король Родамір Миколайович, Кекух Станіслав Миколайович, Чигиринський Юрій Васильович, Кондратьєв Євгеній Валентинович, Хохлов Анатолій Іванович, Куценко Олександр Іванович, Лісовський Олександр Олександрович, Соя Володимир Іванович, Кондратьєв Сергій Валентинович, Єсаулов Михайло Олексійович, Горяний Олег Валентинович, Самойленко Генадій Дмитрович, Крихта Валерій Петрович
МПК: B21B 21/00
Мітки: пілігримового, прокатування, холодного, труб, спосіб
Формула / Реферат:
Способ холодной пилигримовой прокатки труб, содержащий последовательное редуцирование диаметра, предварительное калибрование внутреннего диаметра и стенки, обжатие и затем окончательное калибрование, отличающийся тем, что предварительное калибрование и обжатие осуществляют при соотношении длин участков предварительного калибрования Lпк и обжатия Lо, определяемом формулойгде tз и Дз - толщина стенки и наружный диаметр трубной...
Спосіб холодного періодичного прокатування труб із нержавіючої сталі
Номер патенту: 26174
Опубліковано: 07.06.1999
Автори: Ковальова Олександра Дмитрівна, Пенський Владіслав Іванович, Фельдман Олександр Ісакович, Кучеренко Валер'ян Романович, Кекух Станіслав Миколайович, Кондратьєв Євгеній Валентинович, Смолін Олексій Миколайович, Щучко Володимир Миколайович, Беліков Юрій Михайлович, Хаустов Георгій Йосипович, Шелест Анатолій Герасимович, Чигиринський Юрій Васильович, Лісовський Олександр Олександрович, Попов Марат Васильович, Олійник Онега Васильовна, Орел Антоніна Вікторівна, Кекух Сергій Павлович, Куценко Олександр Іванович, Обух-Швець Іван Михайлович, Садокова Таміла Григорівна
МПК: B21B 21/00
Мітки: холодного, труб, спосіб, прокатування, періодичного, сталі, нержавіючої
Формула / Реферат:
Способ холодной периодической прокатки труб из нержавеющей стали, включающий обжатие заготовки по диаметру и толщине стенки валками на конической оправке с отношением коэффициента обжатия по диаметру к коэффициенту обжатия по толщине стенки равным или меньше единицы, с минимальным обжатием трубы по диаметру в зоне свободного редуцирования и с уменьшенным обжатием по диаметру за проход при прокатке готового размера многопроходных труб по...
Попередній патент: Спосіб реєстрації магнітокардіограм
Наступний патент: Спосіб холодного або теплого пільгерного прокатування труб з внутрішніми повздовжніми ребрами
Випадковий патент: Турбокомпресор для двигуна внутрішнього згоряння мобільної машини