Технологічний комплекс з виробництва фіброцементних і азбестоцементних виробів
Номер патенту: 22558
Опубліковано: 25.04.2007
Автори: Круць Микола Федорович, Ліщинський Петро Степанович, Заяць Богдан Йосипович, Литвинець Ігор Петрович
Формула / Реферат
Технологічний комплекс з виробництва фіброцементних і азбестоцементних листових виробів, що містить основну технологічну лінію з виробництва фіброцементних і азбестоцементних листових виробів, виконану з листоформувальної машини, двох передавальних столів, столу прес-ножиць з прес-ножицями, лінії штабелювання шиферу з укладачем, камери твердіння шиферу, лінії розштабелювання шиферу з перебирачем листів та лінії повернення прокладок з транспортними візками і обладнану комп'ютерною системою керування з операторської кабіни, який відрізняється тим, що основна технологічна лінія з виробництва фіброцементних і азбестоцементних листових виробів додатково обладнана технологічною лінією відбору фіброцементних і азбестоцементних плоских сирих листів/сирого накату, різання їх на заготовки і транспортування заготовок до робочого місця виробництва гребеневих деталей для дахів, скомпонованою устаткуванням, яке включає пристрій повздовжнього різання сирого накату на заготовки, виконаний у формі двостоякової портальної тумби, встановленої на фундаменті впритул до привідного барабана прес-ножиць основної технологічної лінії проти діючого ролика, і обладнаний різальним валом з дисковими ножами з регульованим кріпленням дискових ножів болтами з шліцьовими гайками через притискні фланці до корпусів, посаджених на нанизані на вал розрізні конічні втулки, з можливістю переміщення дискових ножів вздовж вала відносно один одного на віддаль, що відповідає заданому розміру різання заготовок, з приводом, що має пасову передачу підйомного містка проходження заготовок і скидання відходів накату на стрічковий конвеєр браку, стрічкового похило-горизонтального конвеєра відбору заготовок з реверсивним приводом і з ланцюговою передачею, обладнаного пластиною для плавного сходження заготовок на візок для складування заготовок, візка для складування заготовок, розміщеного під конвеєром відбору заготовок на рейках з можливістю зворотно-поступального руху по рейках, що приводиться в рух реверсивним приводом через ланцюгову передачу з замкнутим тяговим ланцюгом, який охоплює зірку привідного вала і зірку обвідного вала, і для нижньої тягової гілки ланцюга передбачений підтримувальний лоток, при цьому електроприводи стрічкового конвеєра відбору заготовок і візка складування заготовок оснащені частотними перетворювачами зміни частоти обертання двигунів і електричними гальмами миттєвої зупинки двигунів, крім того електропривід візка додатково оснащений датчиком спрацювання від наявності порізаного на заготовки накату з командною дією на синхронний рух візка для складування заготовок з надходженням заготовок, і для прийому заготовок безпосередньо на камері твердіння шиферу облаштовано робоче місце виробництва гребеневих і інших деталей, обладнане захисними перилами.
Текст
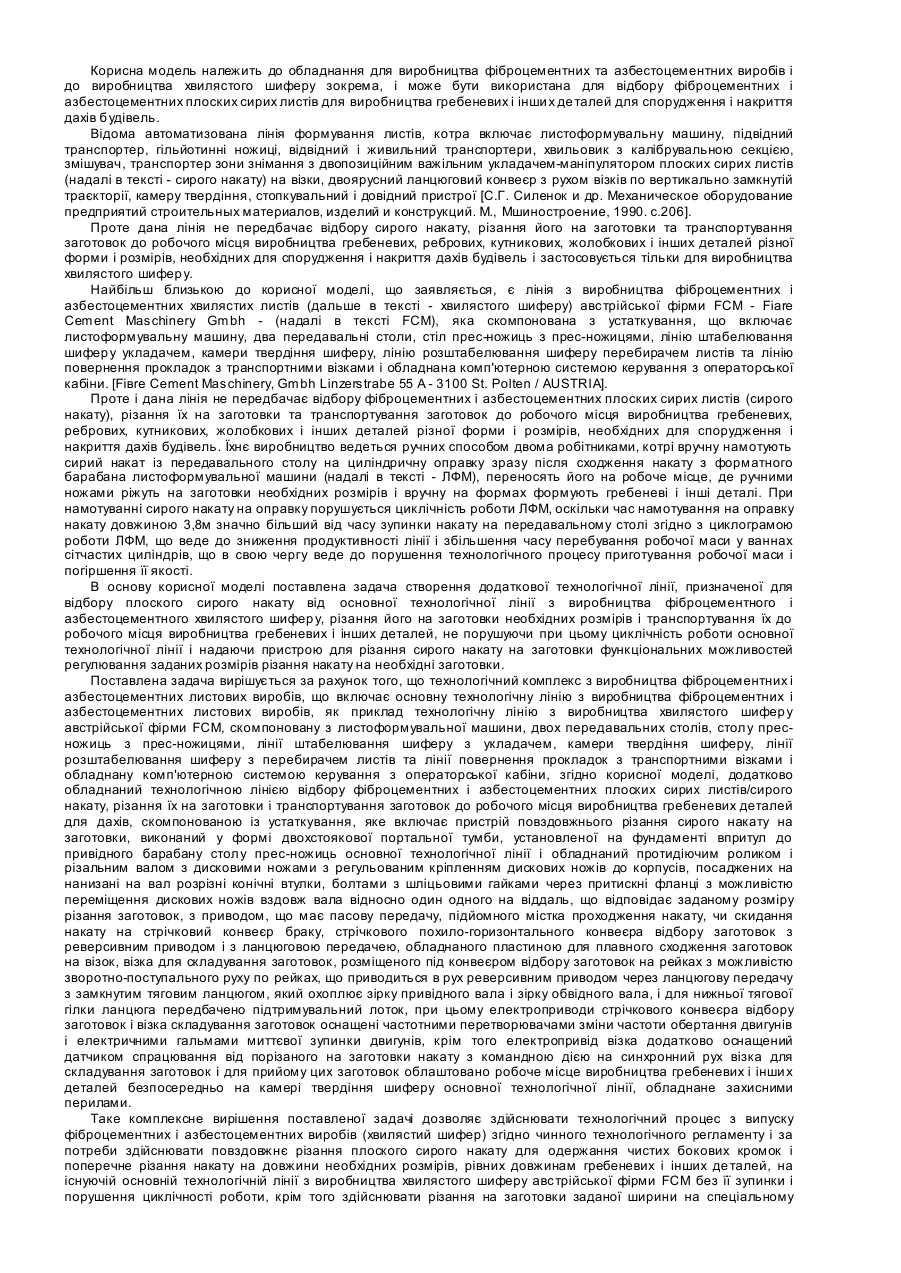
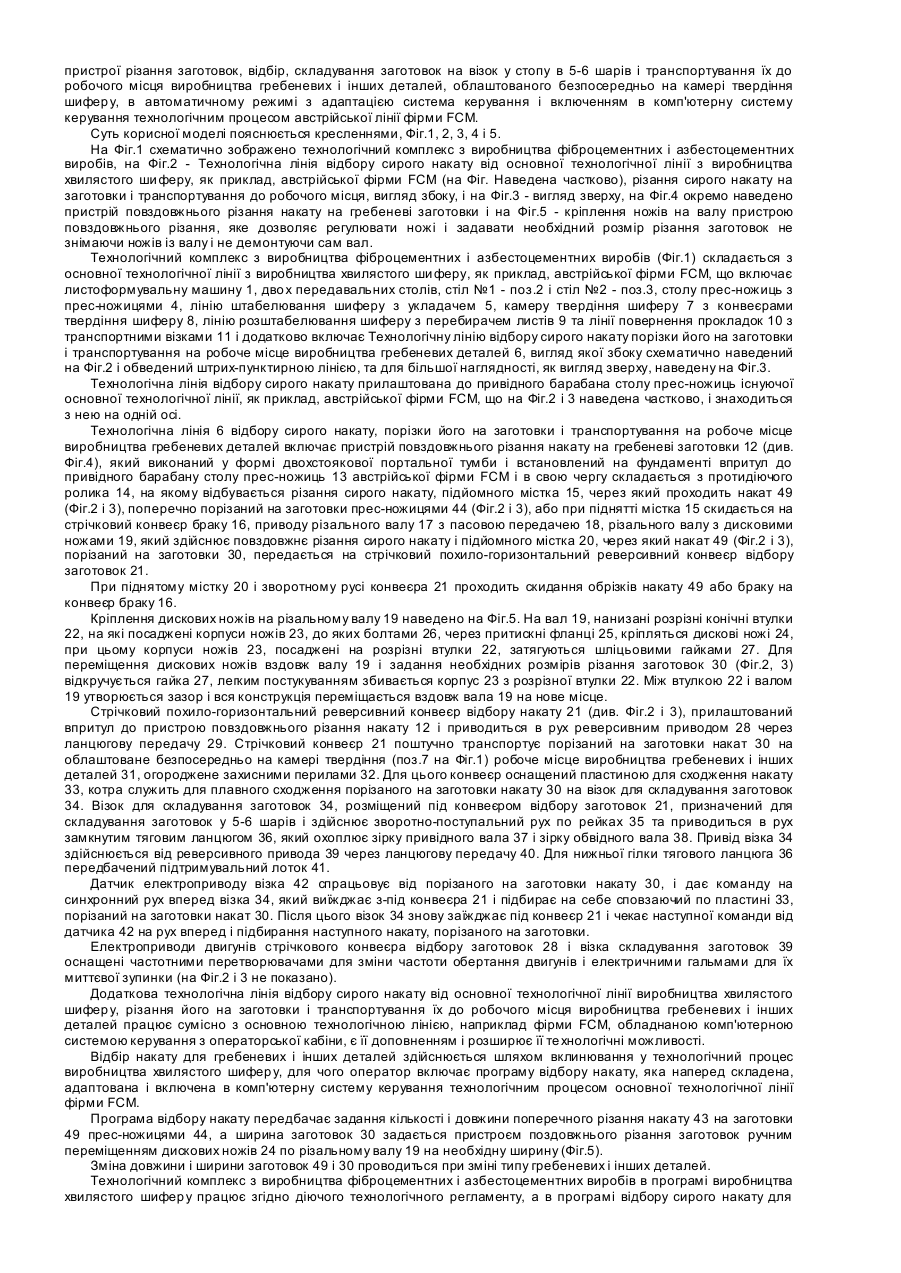
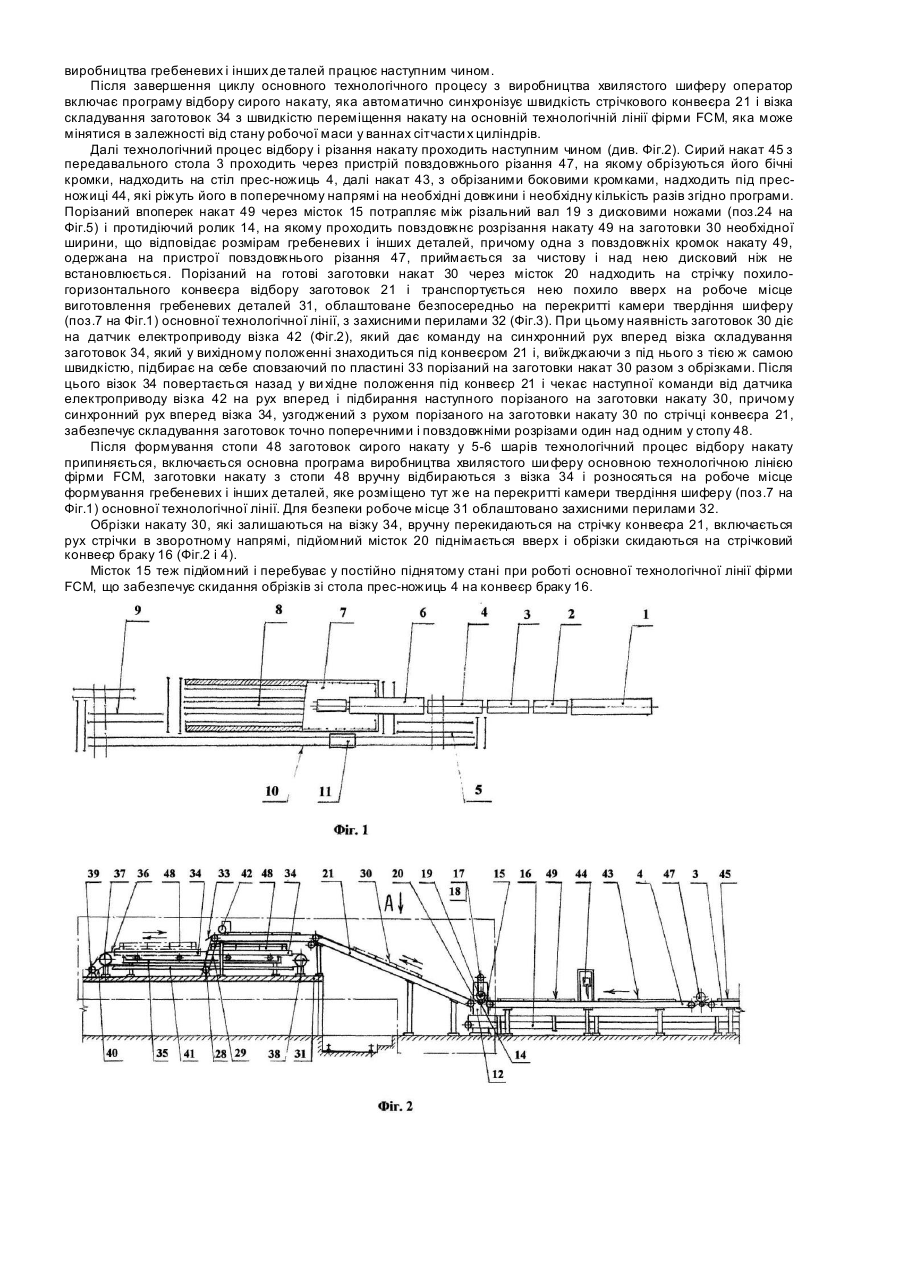
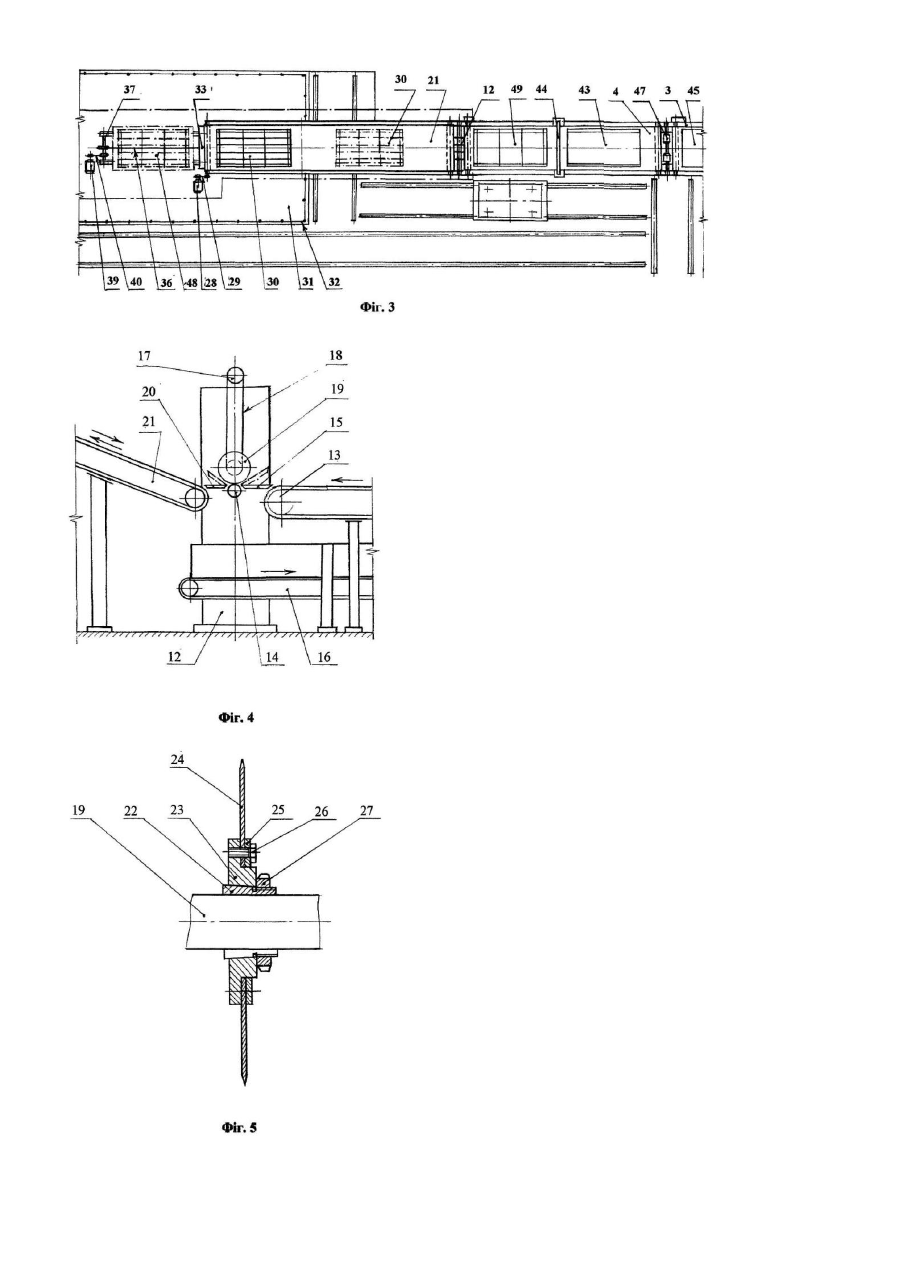
Корисна модель належить до обладнання для виробництва фіброцементних та азбестоцементних виробів і до виробництва хвилястого шиферу зокрема, і може бути використана для відбору фіброцементних і азбестоцементних плоских сирих листів для виробництва гребеневих і інши х де талей для спорудження і накриття дахів будівель. Відома автоматизована лінія формування листів, котра включає листоформувальну машину, підвідний транспортер, гільйотинні ножиці, відвідний і живильний транспортери, хвильовик з калібрувальною секцією, змішувач, транспортер зони знімання з двопозиційним важільним укладачем-маніпулятором плоских сирих листів (надалі в тексті - сирого накату) на візки, двоярусний ланцюговий конвеєр з рухом візків по вертикально замкнутій траєкторії, камеру твердіння, стопкувальний і довідний пристрої [С.Г. Силенок и др. Механическое оборудование предприятий строительных материалов, изделий и конструкций. М., Мшиностроение, 1990. с.206]. Проте дана лінія не передбачає відбору сирого накату, різання його на заготовки та транспортування заготовок до робочого місця виробництва гребеневих, ребрових, кутникових, жолобкових і інших деталей різної форми і розмірів, необхідних для спорудження і накриття дахів будівель і застосовується тільки для виробництва хвилястого шифер у. Найбільш близькою до корисної моделі, що заявляється, є лінія з виробництва фіброцементних і азбестоцементних хвилястих листів (дальше в тексті - хвилястого шиферу) австрійської фірми FCM - Fiare Cement Maschinery Gmbh - (надалі в тексті FCM), яка скомпонована з устаткування, що включає листоформувальну машину, два передавальні столи, стіл прес-ножиць з прес-ножицями, лінію штабелювання шифер у укладачем, камери твердіння шиферу, лінію розштабелювання шиферу перебирачем листів та лінію повернення прокладок з транспортними візками і обладнана комп'ютерною системою керування з операторської кабіни. [Fівrе Cement Maschinery, Gmbh Linzerstrabe 55 A - 3100 St. Polten / AUSTRIA]. Проте і дана лінія не передбачає відбору фіброцементних і азбестоцементних плоских сирих листів (сирого накату), різання їх на заготовки та транспортування заготовок до робочого місця виробництва гребеневих, ребрових, кутникових, жолобкових і інших деталей різної форми і розмірів, необхідних для спорудження і накриття дахів будівель. Їхнє виробництво ведеться ручних способом двома робітниками, котрі вручну намотують сирий накат із передавального столу на циліндричну оправку зразу після сходження накату з форматного барабана листоформувальної машини (надалі в тексті - ЛФМ), переносять його на робоче місце, де ручними ножами ріжуть на заготовки необхідних розмірів і вручну на формах формують гребеневі і інші деталі. При намотуванні сирого накату на оправку порушується циклічність роботи ЛФМ, оскільки час намотування на оправку накату довжиною 3,8м значно більший від часу зупинки накату на передавальному столі згідно з циклограмою роботи ЛФМ, що веде до зниження продуктивності лінії і збільшення часу перебування робочої маси у ваннах сітчастих циліндрів, що в свою чергу веде до порушення технологічного процесу приготування робочої маси і погіршення її якості. В основу корисної моделі поставлена задача створення додаткової технологічної лінії, призначеної для відбору плоского сирого накату від основної технологічної лінії з виробництва фіброцементного і азбестоцементного хвилястого шифер у, різання його на заготовки необхідних розмірів і транспортування їх до робочого місця виробництва гребеневих і інших деталей, не порушуючи при цьому циклічність роботи основної технологічної лінії і надаючи пристрою для різання сирого накату на заготовки функціональних можливостей регулювання заданих розмірів різання накату на необхідні заготовки. Поставлена задача вирішується за рахунок того, що технологічний комплекс з виробництва фіброцементних і азбестоцементних листових виробів, що включає основну технологічну лінію з виробництва фіброцементних і азбестоцементних листових виробів, як приклад технологічну лінію з виробництва хвилястого шифер у австрійської фірми FCM, скомпоновану з листоформувальної машини, двох передавальних столів, столу пресножиць з прес-ножицями, лінії штабелювання шиферу з укладачем, камери твердіння шиферу, лінії розштабелювання шиферу з перебирачем листів та лінії повернення прокладок з транспортними візками і обладнану комп'ютерною системою керування з операторської кабіни, згідно корисної моделі, додатково обладнаний технологічною лінією відбору фіброцементних і азбестоцементних плоских сирих листів/сирого накату, різання їх на заготовки і транспортування заготовок до робочого місця виробництва гребеневих деталей для дахів, скомпонованою із устаткування, яке включає пристрій повздовжнього різання сирого накату на заготовки, виконаний у формі двохстоякової портальної тумби, установленої на фундаменті впритул до привідного барабану столу прес-ножиць основної технологічної лінії і обладнаний протидіючим роликом і різальним валом з дисковими ножами з регульованим кріпленням дискових ножів до корпусів, посаджених на нанизані на вал розрізні конічні втулки, болтами з шліцьовими гайками через притискні фланці з можливістю переміщення дискових ножів вздовж вала відносно один одного на віддаль, що відповідає заданому розміру різання заготовок, з приводом, що має пасову передачу, підйомного містка проходження накату, чи скидання накату на стрічковий конвеєр браку, стрічкового похило-горизонтального конвеєра відбору заготовок з реверсивним приводом і з ланцюговою передачею, обладнаного пластиною для плавного сходження заготовок на візок, візка для складування заготовок, розміщеного під конвеєром відбору заготовок на рейках з можливістю зворотно-поступального руху по рейках, що приводиться в рух реверсивним приводом через ланцюгову передачу з замкнутим тяговим ланцюгом, який охоплює зірку привідного вала і зірку обвідного вала, і для нижньої тягової гілки ланцюга передбачено підтримувальний лоток, при цьому електроприводи стрічкового конвеєра відбору заготовок і візка складування заготовок оснащені частотними перетворювачами зміни частоти обертання двигунів і електричними гальмами миттєвої зупинки двигунів, крім того електропривід візка додатково оснащений датчиком спрацювання від порізаного на заготовки накату з командною дією на синхронний рух візка для складування заготовок і для прийому цих заготовок облаштовано робоче місце виробництва гребеневих і інши х деталей безпосередньо на камері твердіння шиферу основної технологічної лінії, обладнане захисними перилами. Таке комплексне вирішення поставленої задачі дозволяє здійснювати технологічний процес з випуску фіброцементних і азбестоцементних виробів (хвилястий шифер) згідно чинного технологічного регламенту і за потреби здійснювати повздовжнє різання плоского сирого накату для одержання чистих бокових кромок і поперечне різання накату на довжини необхідних розмірів, рівних довжинам гребеневих і інших де талей, на існуючій основній технологічній лінії з виробництва хвилястого шиферу австрійської фірми FCM без її зупинки і порушення циклічності роботи, крім того здійснювати різання на заготовки заданої ширини на спеціальному пристрої різання заготовок, відбір, складування заготовок на візок у стопу в 5-6 шарів і транспортування їх до робочого місця виробництва гребеневих і інших деталей, облаштованого безпосередньо на камері твердіння шифер у, в автоматичному режимі з адаптацією система керування і включенням в комп'ютерну систему керування технологічним процесом австрійської лінії фірми FCM. Суть корисної моделі пояснюється кресленнями, Фіг.1, 2, 3, 4 і 5. На Фіг.1 схематично зображено технологічний комплекс з виробництва фіброцементних і азбестоцементних виробів, на Фіг.2 - Технологічна лінія відбору сирого накату від основної технологічної лінії з виробництва хвилястого ши феру, як приклад, австрійської фірми FCM (на Фіг. Наведена частково), різання сирого накату на заготовки і транспортування до робочого місця, вигляд збоку, і на Фіг.3 - вигляд зверху, на Фіг.4 окремо наведено пристрій повздовжнього різання накату на гребеневі заготовки і на Фіг.5 - кріплення ножів на валу пристрою повздовжнього різання, яке дозволяє регулювати ножі і задавати необхідний розмір різання заготовок не знімаючи ножів із валу і не демонтуючи сам вал. Технологічний комплекс з виробництва фіброцементних і азбестоцементних виробів (Фіг.1) складається з основної технологічної лінії з виробництва хвилястого ши феру, як приклад, австрійської фірми FCM, що включає листоформувальну машину 1, дво х передавальних столів, стіл №1 - поз.2 і стіл №2 - поз.3, столу прес-ножиць з прес-ножицями 4, лінію штабелювання шиферу з укладачем 5, камеру твердіння шиферу 7 з конвеєрами твердіння шиферу 8, лінію розштабелювання шиферу з перебирачем листів 9 та лінії повернення прокладок 10 з транспортними візками 11 і додатково включає Технологічну лінію відбору сирого накату порізки його на заготовки і транспортування на робоче місце виробництва гребеневих деталей 6, вигляд якої збоку схематично наведений на Фіг.2 і обведений штрих-пунктирною лінією, та для більшої наглядності, як вигляд зверху, наведену на Фіг.3. Технологічна лінія відбору сирого накату прилаштована до привідного барабана столу прес-ножиць існуючої основної технологічної лінії, як приклад, австрійської фірми FCM, що на Фіг.2 і 3 наведена частково, і знаходиться з нею на одній осі. Технологічна лінія 6 відбору сирого накату, порізки його на заготовки і транспортування на робоче місце виробництва гребеневих деталей включає пристрій повздовжнього різання накату на гребеневі заготовки 12 (див. Фіг.4), який виконаний у формі двохстоякової портальної тумби і встановлений на фундаменті впритул до привідного барабану столу прес-ножиць 13 австрійської фірми FCM і в свою чергу складається з протидіючого ролика 14, на якому відбувається різання сирого накату, підйомного містка 15, через який проходить накат 49 (Фіг.2 і 3), поперечно порізаний на заготовки прес-ножицями 44 (Фіг.2 і 3), або при піднятті містка 15 скидається на стрічковий конвеєр браку 16, приводу різального валу 17 з пасовою передачею 18, різального валу з дисковими ножами 19, який здійснює повздовжнє різання сирого накату і підйомного містка 20, через який накат 49 (Фіг.2 і 3), порізаний на заготовки 30, передається на стрічковий похило-горизонтальний реверсивний конвеєр відбору заготовок 21. При піднятому містку 20 і зворотному русі конвеєра 21 проходить скидання обрізків накату 49 або браку на конвеєр браку 16. Кріплення дискових ножів на різальному валу 19 наведено на Фіг.5. На вал 19, нанизані розрізні конічні втулки 22, на які посаджені корпуси ножів 23, до яких болтами 26, через притискні фланці 25, кріпляться дискові ножі 24, при цьому корпуси ножів 23, посаджені на розрізні втулки 22, затягуються шліцьовими гайками 27. Для переміщення дискових ножів вздовж валу 19 і задання необхідних розмірів різання заготовок 30 (Фіг.2, 3) відкручується гайка 27, легким постукуванням збивається корпус 23 з розрізної втулки 22. Між втулкою 22 і валом 19 утворюється зазор і вся конструкція переміщається вздовж вала 19 на нове місце. Стрічковий похило-горизонтальний реверсивний конвеєр відбору накату 21 (див. Фіг.2 і 3), прилаштований впритул до пристрою повздовжнього різання накату 12 і приводиться в рух реверсивним приводом 28 через ланцюгову передачу 29. Стрічковий конвеєр 21 поштучно транспортує порізаний на заготовки накат 30 на облаштоване безпосередньо на камері твердіння (поз.7 на Фіг.1) робоче місце виробництва гребеневих і інших деталей 31, огороджене захисними перилами 32. Для цього конвеєр оснащений пластиною для сходження накату 33, котра служить для плавного сходження порізаного на заготовки накату 30 на візок для складування заготовок 34. Візок для складування заготовок 34, розміщений під конвеєром відбору заготовок 21, призначений для складування заготовок у 5-6 шарів і здійснює зворотно-поступальний рух по рейках 35 та приводиться в рух замкнутим тяговим ланцюгом 36, який охоплює зірку привідного вала 37 і зірку обвідного вала 38. Привід візка 34 здійснюється від реверсивного привода 39 через ланцюгову передачу 40. Для нижньої гілки тягового ланцюга 36 передбачений підтримувальний лоток 41. Датчик електроприводу візка 42 спрацьовує від порізаного на заготовки накату 30, і дає команду на синхронний рух вперед візка 34, який виїжджає з-під конвеєра 21 і підбирає на себе сповзаючий по пластині 33, порізаний на заготовки накат 30. Після цього візок 34 знову заїжджає під конвеєр 21 і чекає наступної команди від датчика 42 на рух вперед і підбирання наступного накату, порізаного на заготовки. Електроприводи двигунів стрічкового конвеєра відбору заготовок 28 і візка складування заготовок 39 оснащені частотними перетворювачами для зміни частоти обертання двигунів і електричними гальмами для їх миттєвої зупинки (на Фіг.2 і 3 не показано). Додаткова технологічна лінія відбору сирого накату від основної технологічної лінії виробництва хвилястого шифер у, різання його на заготовки і транспортування їх до робочого місця виробництва гребеневих і інших деталей працює сумісно з основною технологічною лінією, наприклад фірми FCM, обладнаною комп'ютерною системою керування з операторської кабіни, є її доповненням і розширює її те хнологічні можливості. Відбір накату для гребеневих і інших деталей здійснюється шляхом вклинювання у технологічний процес виробництва хвилястого шифер у, для чого оператор включає програму відбору накату, яка наперед складена, адаптована і включена в комп'ютерну систему керування технологічним процесом основної технологічної лінії фірми FCM. Програма відбору накату передбачає задання кількості і довжини поперечного різання накату 43 на заготовки 49 прес-ножицями 44, а ширина заготовок 30 задається пристроєм поздовжнього різання заготовок ручним переміщенням дискових ножів 24 по різальному валу 19 на необхідну ширину (Фіг.5). Зміна довжини і ширини заготовок 49 і 30 проводиться при зміні типу гребеневих і інших деталей. Технологічний комплекс з виробництва фіброцементних і азбестоцементних виробів в програмі виробництва хвилястого шифер у працює згідно діючого технологічного регламенту, а в програмі відбору сирого накату для виробництва гребеневих і інших де талей працює наступним чином. Після завершення циклу основного технологічного процесу з виробництва хвилястого шиферу оператор включає програму відбору сирого накату, яка автоматично синхронізує швидкість стрічкового конвеєра 21 і візка складування заготовок 34 з швидкістю переміщення накату на основній технологічній лінії фірми FCM, яка може мінятися в залежності від стану робочої маси у ваннах сітчасти х циліндрів. Далі технологічний процес відбору і різання накату проходить наступним чином (див. Фіг.2). Сирий накат 45 з передавального стола 3 проходить через пристрій повздовжнього різання 47, на якому обрізуються його бічні кромки, надходить на стіл прес-ножиць 4, далі накат 43, з обрізаними боковими кромками, надходить під пресножиці 44, які ріжуть його в поперечному напрямі на необхідні довжини і необхідну кількість разів згідно програми. Порізаний впоперек накат 49 через місток 15 потрапляє між різальний вал 19 з дисковими ножами (поз.24 на Фіг.5) і протидіючий ролик 14, на якому проходить повздовжнє розрізання накату 49 на заготовки 30 необхідної ширини, що відповідає розмірам гребеневих і інших деталей, причому одна з повздовжніх кромок накату 49, одержана на пристрої повздовжнього різання 47, приймається за чистову і над нею дисковий ніж не встановлюється. Порізаний на готові заготовки накат 30 через місток 20 надходить на стрічку похилогоризонтального конвеєра відбору заготовок 21 і транспортується нею похило вверх на робоче місце виготовлення гребеневих деталей 31, облаштоване безпосередньо на перекритті камери твердіння шиферу (поз.7 на Фіг.1) основної технологічної лінії, з захисними перилами 32 (Фіг.3). При цьому наявність заготовок 30 діє на датчик електроприводу візка 42 (Фіг.2), який дає команду на синхронний рух вперед візка складування заготовок 34, який у вихідному положенні знаходиться під конвеєром 21 і, виїжджаючи з під нього з тією ж самою швидкістю, підбирає на себе сповзаючий по пластині 33 порізаний на заготовки накат 30 разом з обрізками. Після цього візок 34 повертається назад у ви хідне положення під конвеєр 21 і чекає наступної команди від датчика електроприводу візка 42 на рух вперед і підбирання наступного порізаного на заготовки накату 30, причому синхронний рух вперед візка 34, узгоджений з рухом порізаного на заготовки накату 30 по стрічці конвеєра 21, забезпечує складування заготовок точно поперечними і повздовжніми розрізами один над одним у стопу 48. Після формування стопи 48 заготовок сирого накату у 5-6 шарів технологічний процес відбору накату припиняється, включається основна програма виробництва хвилястого ши феру основною технологічною лінією фірми FCM, заготовки накату з стопи 48 вручну відбираються з візка 34 і розносяться на робоче місце формування гребеневих і інших деталей, яке розміщено тут же на перекритті камери твердіння шиферу (поз.7 на Фіг.1) основної технологічної лінії. Для безпеки робоче місце 31 облаштовано захисними перилами 32. Обрізки накату 30, які залишаються на візку 34, вручну перекидаються на стрічку конвеєра 21, включається рух стрічки в зворотному напрямі, підйомний місток 20 піднімається вверх і обрізки скидаються на стрічковий конвеєр браку 16 (Фіг.2 і 4). Місток 15 теж підйомний і перебуває у постійно піднятому стані при роботі основної технологічної лінії фірми FCM, що забезпечує скидання обрізків зі стола прес-ножиць 4 на конвеєр браку 16.
ДивитисяДодаткова інформація
Назва патенту англійськоюTechnological complex from producing fibro-cement and asbestos cement sheet articles
Автори англійськоюKruts Mykola Fedorovych, Zaiats Bohdan Yosypovych, Lytvynets Ihor Petrovych
Назва патенту російськоюТехнологический комплекс по производству фиброцементных и асбестоцементных изделий
Автори російськоюКруц Николай Федорович, Заяц Богдан Иосифович, Литвинец Игорь Петрович
МПК / Мітки
МПК: B28B 15/00, B28B 11/12, B28B 5/00
Мітки: виробів, азбестоцементних, комплекс, технологічний, виробництва, фіброцементних
Код посилання
<a href="https://ua.patents.su/4-22558-tekhnologichnijj-kompleks-z-virobnictva-fibrocementnikh-i-azbestocementnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Технологічний комплекс з виробництва фіброцементних і азбестоцементних виробів</a>
Захисне покриття для азбестоцементних виробів
Номер патенту: 38408
Опубліковано: 15.05.2001
Автори: Шевченко Людмила Андріївна, Халецька Ольга Миколаївна, Сербін Володимир Петрович, Алейнер Олександр Борисович
МПК: C04B 28/26, C04B 41/60, C04B 14/12
Мітки: захисне, виробів, покриття, азбестоцементних
Формула / Реферат:
Захисне покриття для азбестоцементних виробів, яке містить рідке скло, оксид цинку та неорганічний пігмент, яке відрізняється тим, що в якості рідкого скла містить калієво-натрієве скло, а в якості неорганічного пігменту містить керамзитовий пил при наступному співвідношенні компонентів, мас %:Калієво-натрієве рідке скло - 40 - 55Оксид цинку - 5 - 15Керамзитовий пил - 40 - 45
Армуюча волокнисто-цементна суміш для виготовлення азбестоцементних виробів
Номер патенту: 36861
Опубліковано: 16.04.2001
Автори: Заяць Богдан Йосипович, Вакула Ярослав Олексійович, Лютий Василь Іванович, Круць Микола Федорович, Горпинко Олександр Федорович
МПК: C04B 14/38, C04B 30/00
Мітки: волокнисто-цементна, азбестоцементних, виготовлення, суміш, армуюча, виробів
Формула / Реферат:
Армуюча волокнисто-цементна суміш для виготовлення азбестоцементних виробів, що містить портландцемент, азбест і воду, яка відрізняється тим, що вона додатково містить базальтове волокно при наступному співвідношенні компонентів, ваг.%: портландцемент 80,0 - 88,0 азбест 11,0 - 13,0 базальтове волокно 0,7 - 1,4 ...
Спосіб одержання портландцементу для виготовлення азбестоцементних виробів
Номер патенту: 36859
Опубліковано: 16.04.2001
Автори: Салига Іван Васильович, Скрип'юк Богдан Федорович, Деркач Микола Васильович, Лютий Василь Іванович
МПК: C04B 14/38, C04B 7/36
Мітки: одержання, виробів, азбестоцементних, виготовлення, спосіб, портландцементу
Формула / Реферат:
Спосіб одержання портландцементу для виготовлення азбестоцементних виробів шляхом спільного помелу клінкеру, гіпсу і активної добавки, який відрізняється тим, що при помелу як активну добавку вводять дисперсну армуючу суміш із твердих відходів азбестоцементного виробництва у кількості 1 - 3 % від маси клінкеру, яку попередньо подрібнюють до фракції 10 - 20 мм, що містить, ваг. %: хризотил-азбест 12 - 14 ...
Композиційна суміш для виготовлення азбестоцементних виробів
Номер патенту: 13385
Опубліковано: 15.03.2006
Автори: Галіпчак Микола Антонович, Заяць Богдан Йосипович, Круць Микола Федорович
МПК: C04B 14/38, C04B 28/02
Мітки: азбестоцементних, виготовлення, виробів, суміш, композиційна
Формула / Реферат:
Композиційна суміш для виготовлення азбестоцементних виробів, що містить портландцемент, азбест і воду, яка відрізняється тим, що вона додатково містить поліпропіленове волокно, при наступному співвідношенні компонентів, ваг.%: портландцемент 80,0-82,0 азбест 16,0-14,0 поліпропіленове волокно 2,0-0,9 технологічна вода ...
Робото-технологічний комплекс
Номер патенту: 12497
Опубліковано: 15.02.2006
Автори: Пестунов Володимир Михайлович, Коваленко Сергій Вікторович, Артюхов Анатолій Миколайович
МПК: B65G 63/00
Мітки: робото-технологічний, комплекс
Формула / Реферат:
1. Робото-технологічний комплекс, що містить багатоопераційні верстати, датчики, роботи зв'язані системою керування і проміжними столами, який відрізняється тим, що додатково оснащений транспортною системою, на вході якої встановлена цифрова фотокамера, що через комп'ютер зв'язана з розподілювачем потоку заготовок та багатоопераційними верстатами з числовим програмним керуванням.2. Робото-технологічний комплекс за п. 1, який...
Попередній патент: Спосіб визначення інгібуючої активності копрофільтратів по відношенню до представників нормальної мікрофлори, що входять до складу пробіотиків
Наступний патент: Повітророзділова установка
Випадковий патент: Вантова система