Мультипроцесорна багатофункціональна система цифрової індикації
Номер патенту: 2269
Опубліковано: 15.01.2004
Автори: Хрестолюбов Віктор Олександрович, Сорокін Олександр Ігорович
Формула / Реферат
Мультипроцесорна багатофункціональна система цифрової індикації для металорізального устаткування, що містить електронну схему обчислювачів, виконану з можливістю взаємодії з перетворювачами лінійних і кругових переміщень, і блок цифрової індикації, яка відрізняється тим, що система оснащена додатковим обчислювачем обертів і подач, при цьому електронна схема обчислювачів реалізована на базі однокристальних мікро-ЕОМ і контроль по кожній координатній осі здійснюється персональною мікро-ЕОМ, крім того обчислювачі переміщень об'єднані в локальну мережу повним послідовним дуплексним портом з можливістю підключення до центральної ЕОМ.
Текст
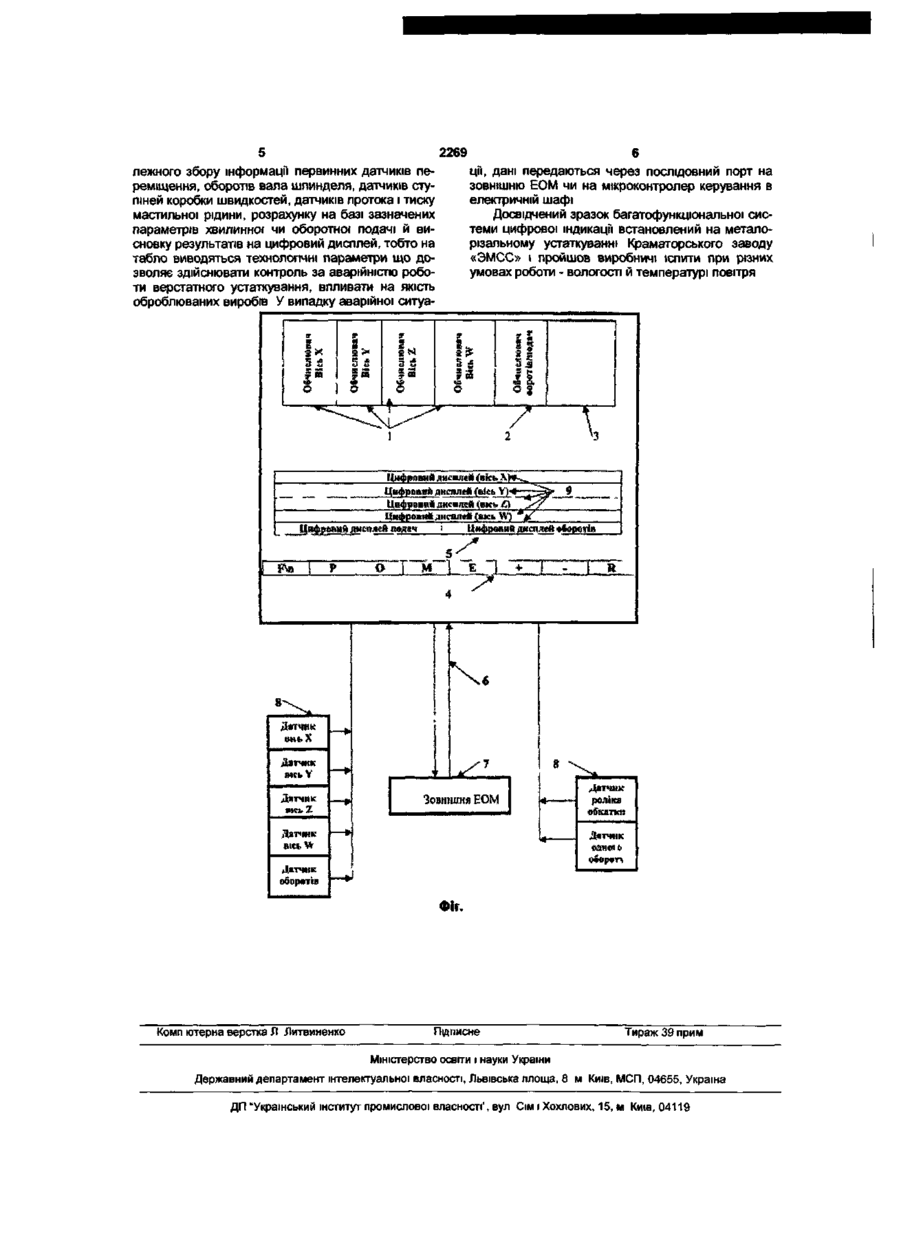
Мультипроцесорна багатофункціональна система цифрової індикації для металорізального устаткування, що містить електронну схему обчи слювачів, виконану з можливістю взаємодії з перетворювачами ЛІНІЙНИХ і кругових переміщень, і блок цифрової індикації, яка відрізняється тим, що система оснащена додатковим обчислювачем обертів і подач, при цьому електронна схема обчислювачів реалізована на базі однокристальних мікро-ЕОМ і контроль по кожній координатній осі здійснюється персональною мікро-ЕОМ, крім того обчислювачі переміщень об'єднані в локальну мережу повним послідовним дуплексним портом з можливістю підключення до центральної ЕОМ Мультипроцесорна багатофункціональна система цифрової індикації є допоміжним пристроєм металорізального устаткування, призначеним для індикації параметрів при роботі на металорізальних верстатах, і може бути, використана в пультах керування розточувальних, токарно-карусельних і ін металорізальних верстатів для виміру ЛІНІЙНИХ переміщень по координатних осях, виміру оборотів шпинделя, хвилинної й оборотної подач в обраній осі переміщення і т д Найпростіша система контролю параметрів переміщень представляє собою привод установочних переміщень і ВІДЛІКОВИЙ пристрій для відліку величини переміщень робочого органа Найпростіший варіант ВІДЛІКОВОГО пристрою являє собою сполучення лінійної штрихової шкали для безпосереднього відліку і лімба, кінематичне зв'язаного з приводом рухливого робочого органа Застосування такої системи відліку не дає можливості використовувати переваги координатної системи відліку, як це робиться у верстатах із програмним керуванням Модернізувати технічно застарілі універсальні металорізальні верстати можна, оснастивши їх вимірювальними системами з цифровою індикацією Пристрій універсальної цифровий індикація (УЦІ-5000), являє собою електронну схему обчислювача, виконану у виді плати мікропроцесора з логічними елементами, плату індикації і зв'язку з датчиком переміщення і плату зв'язку з електроавтоматикою верстата Переваги УЦІ-5000 полягають у тім, що він за безпечує якісну роботу в наступних режимах - індикація поточного положення чи збільшення щодо початкового положення - відновлення координати опорної крапки, - введення і (чи) контролю значень параметрів, - позиційнування у точку з заданими координатами і видачею релейних сигналів гальмування і напрямки руху чи аналогового сигналу управління приводом постійного струму у діапазоні від -10V до +10V з формуванням відрізку розгону і гальмування, - відпрацьовування до 25 кадрів керуючої програми (УП), - уведення, реєстрації / (чи) контролю УП, - введення і (чи) контролю програми керування виконавчими механізмами УЦІ-5000 працює в однокоординатному режимі Для забезпечення його роботи в трьох системах координат необхідно три таких УЦІ, що ускладнить саму конструкцію і зробить й громіздкої Крім того, УЦІ призначена для експлуатації при температурі навколишнього повітря від 1 до 40°С, однак у цехах наших сучасних заводів температура повітря в зимовий період буває значно нижче 1°С, що негативно позначається на роботі устаткування Як прототип обрана вимірювальна система цифрової індикації, розроблена спільним Литовсько-Американським підприємством «Браун энд Шарп - Прецизика», що пропонує ООО «Ритм» м Дніпропетровськ Зазначена вимірювальна система містить у собі перетворювач (чи перетворювачі у залежності від КІЛЬКОСТІ координат на верстаті) О С4 2269 ЛІНІЙНИХ або кругових переміщень і блок цифрової індикації Описана вимірювальна система дає можливість роботи, із застосуванням принципу координатного відліку в декількох системах координат, деталі майже не застосовуючи штангенциркуля Недоліками зазначеної вимірювальної системи є відсутність можливості контролю по осі W розточувальних верстатів, що позначається на точності обробки складних фасонних деталей, контролю (витримуванню) швидкості різання, що знижує якість обробки деталей і зменшує термін служби верстатного інструмента, не здійснюється контроль за експлуатацією устаткування В основу пропонованої корисної моделі поставлена технічна задача, удосконалити систему цифрової індикації, шляхом заміни апаратної її частини на програмну і створити таку систему, яка представляла б собою пристрій незалежного збору інформації, відрізнялася компактністю, і здійснювала більш повний контроль параметрів роботи устаткування, що у свою чергу дозволяє підвищити якість оброблюваних деталей і підвищити термін експлуатації робочого інструмента верстата Одержання зазначеного технічного результату забезпечується сукупністю істотних ознак, що є сутністю корисної моделі і полягають у тім, що, мультипроцесорна багатофункціональна система цифрової індикації (МБСЦІ), що представляє собою електронну схему обчислювачів, виконану з можливістю взаємодії з перетворювачами ЛІНІЙНИХ І кругових переміщень і розміщену в блоці цифрової індикації, постачена додатковим обчислювачем оборотів і подач, причому електронна схема обчислювачів реалізована на базі однокристальних ЕОМ і контроль по кожній координатній осі здійснюється персональної мікро ЕОМ, при цьому обчислювачі переміщень, оборотів і подач об'єднані в локальну мережу повним послідовним дуплексним портом із можливістю підключення до центрального ЕОМ Між ВІДМІТНИМИ ознаками, що заявляється, і результатом, що досягається при використанні моделі технічним, існує причинно-наслідковий зв'язок Особливістю системи, що заявляється, є те, що конструктивне удосконалення системи дозволяє одержати пристрій, що відрізняється компактністю, можливістю здійснювати більш повний контроль за роботою устаткування, що у свою чергу дозволяє підвищити якість оброблюваних деталей і термін експлуатації робочого інструмента верстата У такий спосіб для досягнення цього технічного результату необхідна наступна нова сукупність ВІДМІТНИХ ознак - наявність додаткового обчислювача оборотів і подач, - електронна схема обчислювачів реалізована на базі однокристальних ЕОМ, - контроль по кожній координатної осі здійснюється персональної мікро ЕОМ, - обчислювачі переміщень об'єднані в локальну мережу повним послідовним дуплексним портом із можливістю підключення до центральної ЕОМ Кожна відмітна ознака системи, що заявляєть ся, цифрової індикації є необхідним, а всі разом достатніми для досягнення поставленої задачі Виключення із зазначеної сукупності ВІДМІТНИХ ознак хоча б одного - не дозволить одержати технічний результат, який є метою створення корисної моделі Отже, зазначені нові ВІДМІТНІ ознаки є істотними, тому що кожний з них, окремо узятий, необхідний, а всі, разом узяті, достатні для того, щоб відрізнити даний об'єкт від усіх інших об'єктів того ж призначення й одержати новий технічний результат Сутність технічного рішення пояснюється кресленням, на якому представлено блокову схему мультипроцесорної багатофункціональної системи цифрової індикації (МБСЦІ) Представлена на схемі МБСЦІ містить обчислювачі ЛІНІЙНИХ і кругових переміщень 1, оборотів і подач 2, плату спряження клавіатури 3, клавіатуру 4 і блок цифрової індикації 5 Обчислювачі переміщень 1, оборотів і подач 2 об'єднані в локальну мережу повним послідовним дуплексним портом б із можливістю підключення до центрального ЕОМ 7, Зібрана з датчиків 8 інформація виводиться на дисплей 9 МБСЦІ працює в такий спосіб При включенні постачання системи на всіх платах обчислювачів 1, 2 запускається тестування з висновком результату на дисплей 9 блоку цифрової індикації 5, причому, якщо йде не перше включення, то на дисплей 9 виводиться збережена попередня інформація датчиків 8 переміщення Кнопкою (Р) вибору осі для установки потрібного режиму роботи через плату сполучення клавіатури 2 здійснюється підключення клавіатури 4 до необхідного обчислювача Натисканням кнопки (М) послідовно вибираються режими для обчислювачів переміщень 1 - індикація поточних значень первинних датчиків - введення значень люфту, - індикація реального часу з можливістю установки хвилин і годин, - індикація поточних значень первинних датчиків з індикацією відпрацьовування введеного значення люфту (необхідно при налагоджувальних роботах), - режим попереднього набору - режим виміру діаметра Останні два режими застосовуються для токарської й карусельний групи Установка значень виробляється кнопками (+) і (-), скидання значень (обнуління) - кнопкою (R) для значень люфту й кнопками (Е) і (Р) для поточних значень Кнопкою (F\n) виробляється переключення на вимір хвилинної подачі Кнопкою (О) створюється вибір необхідної осі для вимірника подач Інформація з датчиків необхідна для визначення аварійного підвищення оборотів при виникненні несправності в датчиках протоки й тиску мастильної рідини Інформація обробляється обчислювачем оборотів і подач і, у випадку аварійної ситуації, передається через послідовний порт на зовнішню ЕОМ чи на мікроконтролер керування в електричній шафі Таким чином, завдяки удосконалюванню конструкції системи удалося створити пристрій неза 2269 ції, дані передаються через послідовний порт на зовнішню ЕОМ чи на мікроконтролер керування в електричній шафі Досвідчений зразок багатофункціональної системи цифрової індикації встановлений на металорізальному устаткуванні Краматорського заводу «ЭМСС» і пройшов виробничі іспити при різних умовах роботи - вологості й температурі повітря лежного збору інформації первинних датчиків переміщення, оборотів вала шпинделя, датчиків ступіней коробки швидкостей, датчиків протока і тиску мастильної рідини, розрахунку на базі зазначених параметрів хвилинної чи оборотної подачі й висновку результатів на цифровий дисплей, тобто на табло виводяться технологічні параметри що дозволяє здійснювати контроль за аварійністю роботи верстатного устаткування, впливати на якість оброблюваних виробів У випадку аварійної ситуа 5* З £ ш т X я І 16 v. Цифровий дисплей (вісь X)»--. Цифровий дисплей (вісь V) Цифровая дкснлш (ВІСЬ £.\ ^ 7 Цифровий дисплей (вісь W) Цифровий дисплей Ф&НКГГІ» Датчик Датчик »кь V Датчик Зовнішня ЕОМ B1C1.Z Датчик вісь V/ U „ Датчик роліка Дятчкк — * • Датчик оборотів ФІГ. Комп ютерна верстка Л Литвиненко Підписне Тираж 39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8 м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності', вул Сім і Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23Q 17/00
Мітки: цифрової, багатофункціональна, мультипроцесорна, система, індикації
Код посилання
<a href="https://ua.patents.su/4-2269-multiprocesorna-bagatofunkcionalna-sistema-cifrovo-indikaci.html" target="_blank" rel="follow" title="База патентів України">Мультипроцесорна багатофункціональна система цифрової індикації</a>
Пристрій цифрової індикації розташування сосуду шахтної підйомної машини
Номер патенту: 5110
Опубліковано: 28.12.1994
Автори: Марищенко Олександр Іванович, Матвієнко Микола Павлович
МПК: B66B 3/02
Мітки: машини, індикації, розташування, цифрової, підйомної, шахтної, сосуду, пристрій
Формула / Реферат:
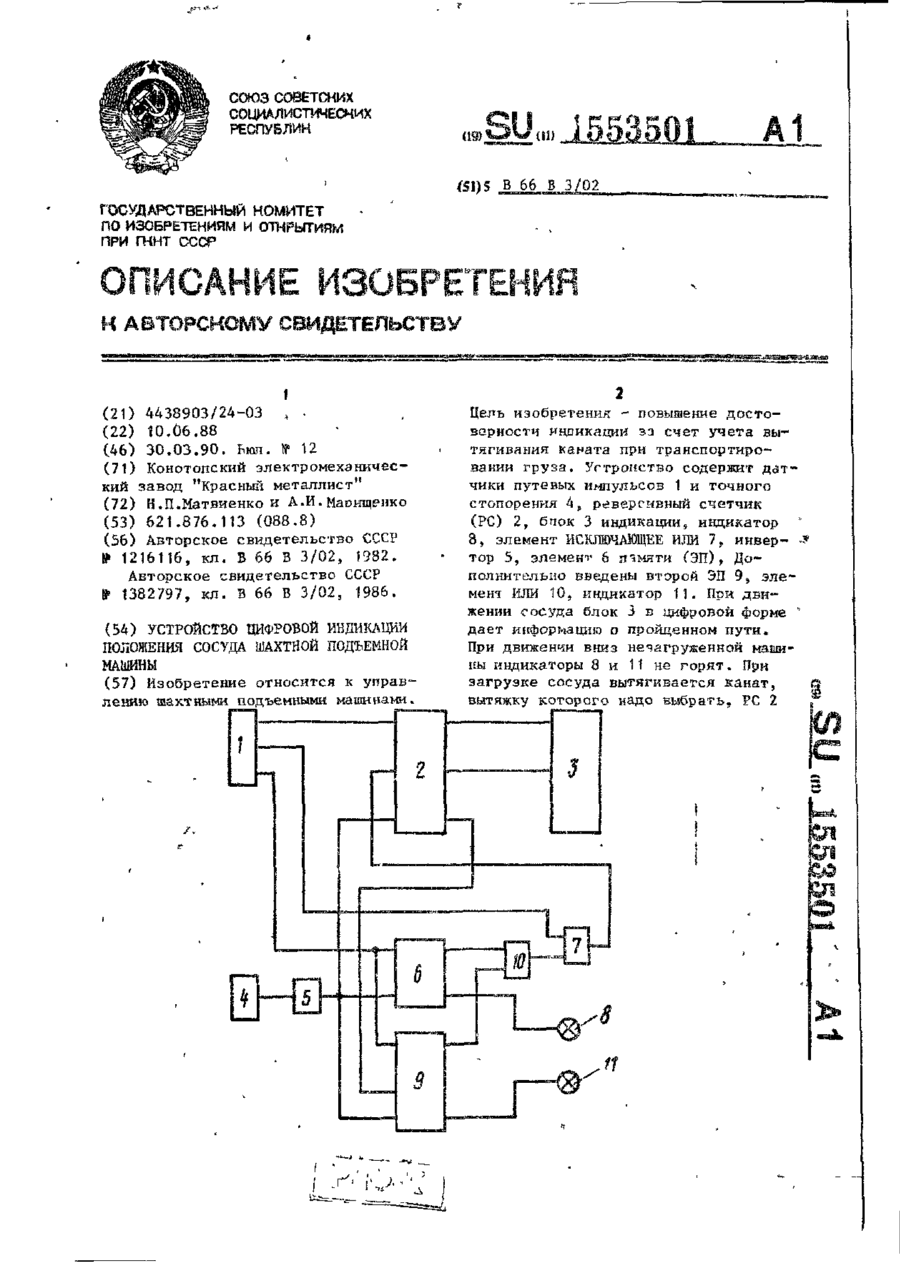
Устройство цифровой индикации положения сосуда шахтной подъемной машины, содержащее датчик путевых импульсов, соответствующие выходы которого соединены со счетным входом реверсивного счетчика, с входом элемента исключающее или, выход которого соединен с управляющим входом реверсивного счетчика, и с информационным входом первого элемента памяти, первый выход которого соединен с первым индикатором, блок цифровой индикации, входы которого...
Пристрій цифрової індикації розташування сосуду шахтної підйомної машини
Номер патенту: 6068
Опубліковано: 29.12.1994
Автори: Марищенко Олександр Іванович, Матвієнко Микола Павлович
МПК: B66B 3/02
Мітки: підйомної, розташування, індикації, сосуду, цифрової, пристрій, машини, шахтної
Формула / Реферат:
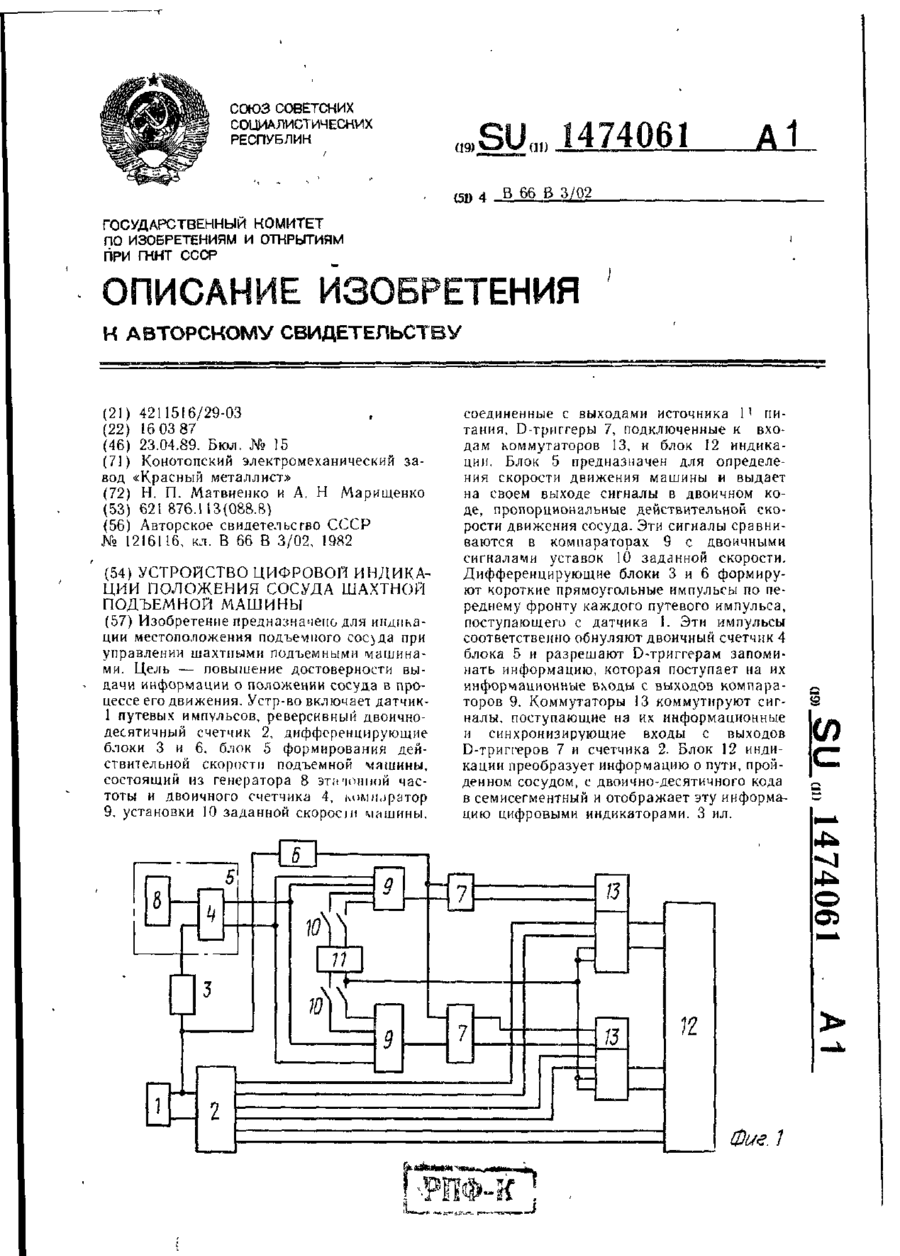
Устройство цифровой индикации положения сосуда шахтной подъемной машины, содержащее датчик путевых импульсов, первый и второй выходы которого соединены соответственно со счетным и управляющим входами реверсивного двоично-десятичного счетчика, выходы старших декад которого подключены к старшим декадам блока индикации, два компаратора, первые входы которых через уставки заданной скорости шахтной подъемной машины соединены с выходами...
Пристрій цифрової індикації розташування сосуду шахтної підйомної машини
Номер патенту: 6069
Опубліковано: 29.12.1994
Автори: Марищенко Олександр Іванович, Матвієнко Микола Павлович
Мітки: сосуду, розташування, пристрій, індикації, шахтної, машини, підйомної, цифрової
Формула / Реферат:
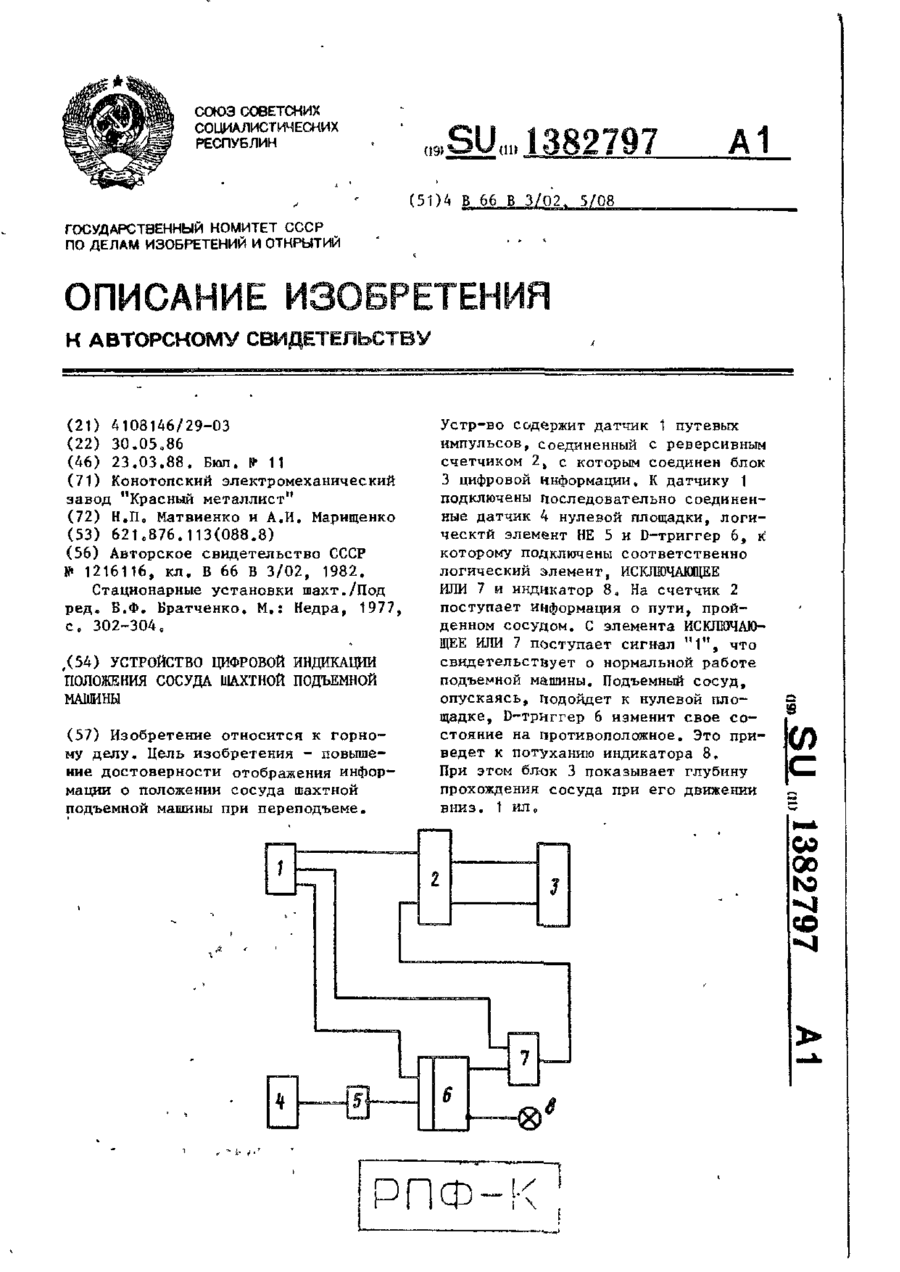
Устройство цифровой индикации положения сосуда шахтной подъемной машины, содержащее датчик путевых импульсов, выход которого соединен со счетным входом реверсивного счетчика, а также блок цифровой индикации, оба входа которого соединены с выходами реверсивного счетчика, отличающееся тем, что с целью повышения достоверности отображения информации о положении сосуда шахтной подъемной машины при переподь-еме, оно дополнительно снабжено...
Система цифрової автокомпенсації
Номер патенту: 38494
Опубліковано: 15.01.2004
Автори: Мокеєв Юрій Генадійович, Немчин Олександр Федорович
МПК: G01S 7/36
Мітки: автокомпенсації, система, цифрової
Формула / Реферат:
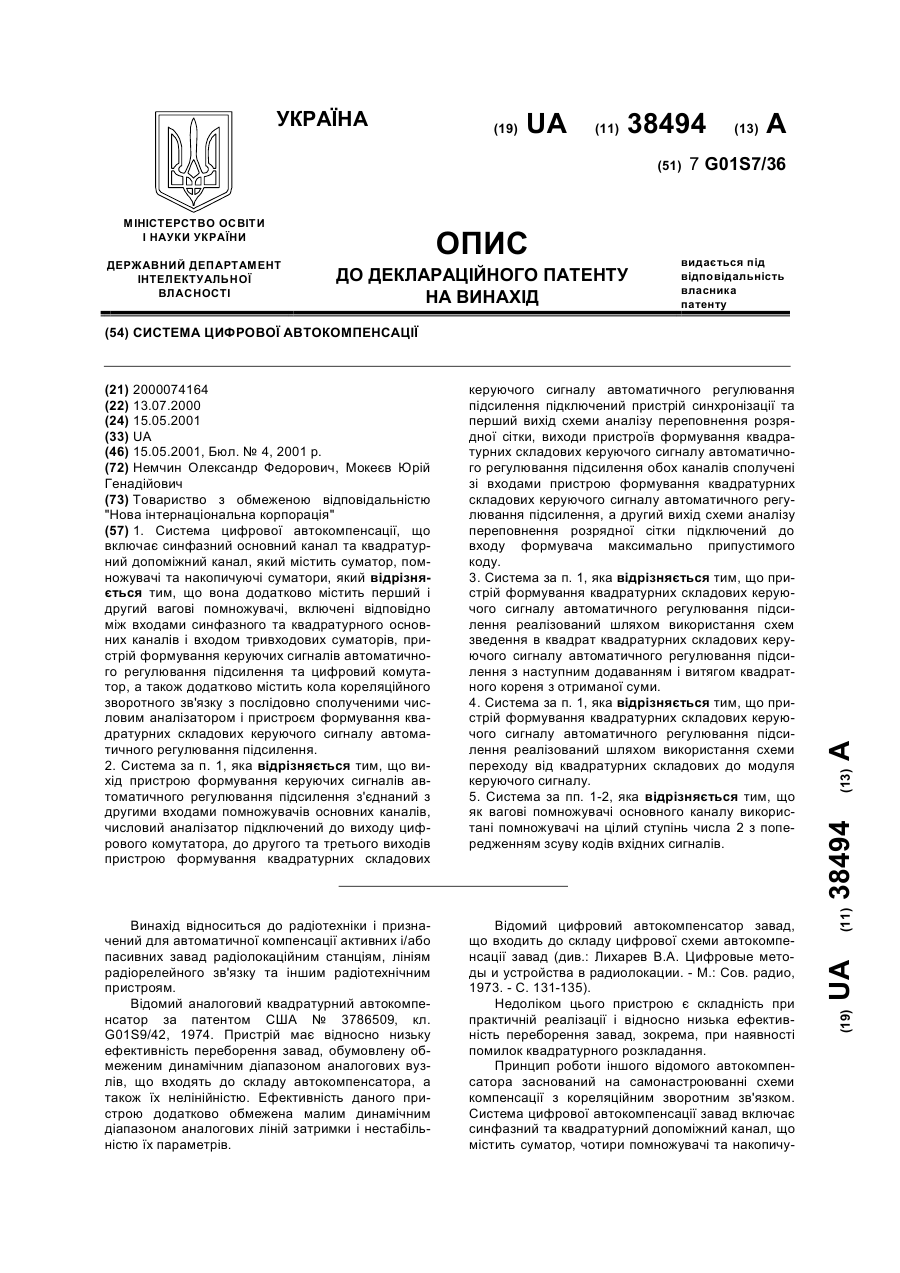
1. Система цифрової автокомпенсації, що містить синфазний основний канал та квадратурний допоміжний канал, кожний з яких має суматор та помножувачі, яка відрізняється тим, що вона додатково містить перший і другий вагові помножувачі, перші входи яких є входами синфазного та квадратурного каналів, пристрій формування керуючого сигналу автоматичного регулювання підсилення, пристрій формування квадратурних складових керуючого сигналу...
Багатофункціональна система зв’язку
Номер патенту: 50185
Опубліковано: 15.10.2002
Автори: Кудлай Олексій Володимирович, Слесаренко Сергій Сергійович, Кобак Микола Миколайович, Гассанов Лев Гассанович, Присяжнюк Павло Васильович
МПК: H04B 1/00
Мітки: система, багатофункціональна, зв'язку
Формула / Реферат:
Багатофункціональна система зв’язку, що містить перший пристрій зв’язку, який складається з першого і другого прийомопередавачів, одні виводи яких зв’язані з першою і другою лініями передачі даних, причому першою лінією передачі є оптична лінія, другою лінією передачі – надвисокочастотна (НВЧ) лінія, крім того система містить сітьовий контролер та пристрій комутації, яка відрізняється тим, що в першому пристрої зв’язку є третій...
Попередній патент: Установка для дозованого наливу нафтопродуктів у транспортний засіб
Наступний патент: Пристрій для кріплення шарнірних u-подібних з’єднувачів п-подібними скобами до кінця конвеєрної стрічки
Випадковий патент: Фармацевтична композиція у вигляді гідрогелю для трансдермального введення в організм діючих речовин