Спосіб двухстадійного пакетировання компонентів металовідходів
Формула / Реферат
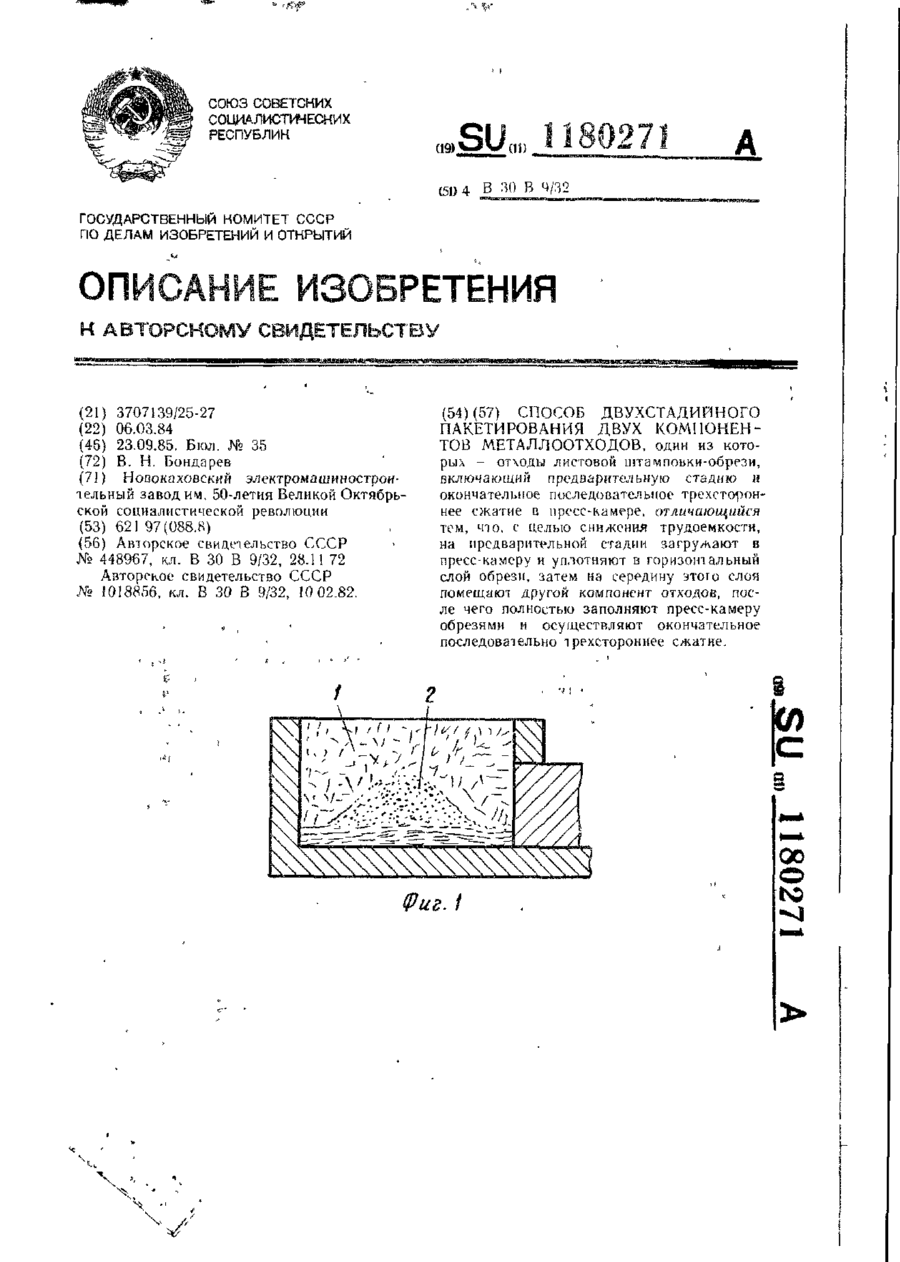
(57) СПОСОБ ДВУХСТАДИЙНОГО ПАКЕТИРОВАНИЯ ДВУХ КОМПОНЕНТОВ МЕТАЛЛООТХОДОВ, один из которых — отходы листовой штамповки-обрези, включающий предварительную стадию и окончательное последовательное трехстороннее сжатие в пресс-камере, отличающийся тем, что, с целью снижения трудоемкости, на предварительной стадии загружают в пресс-камеру и уплотняют в горизонтальный слой обрези, затем на середину этого слоя помещают другой компонент отходов, после чего полностью заполняют пресс-камеру обрезями и осуществляют окончательное последовательно трехстороннее сжатие.
Текст
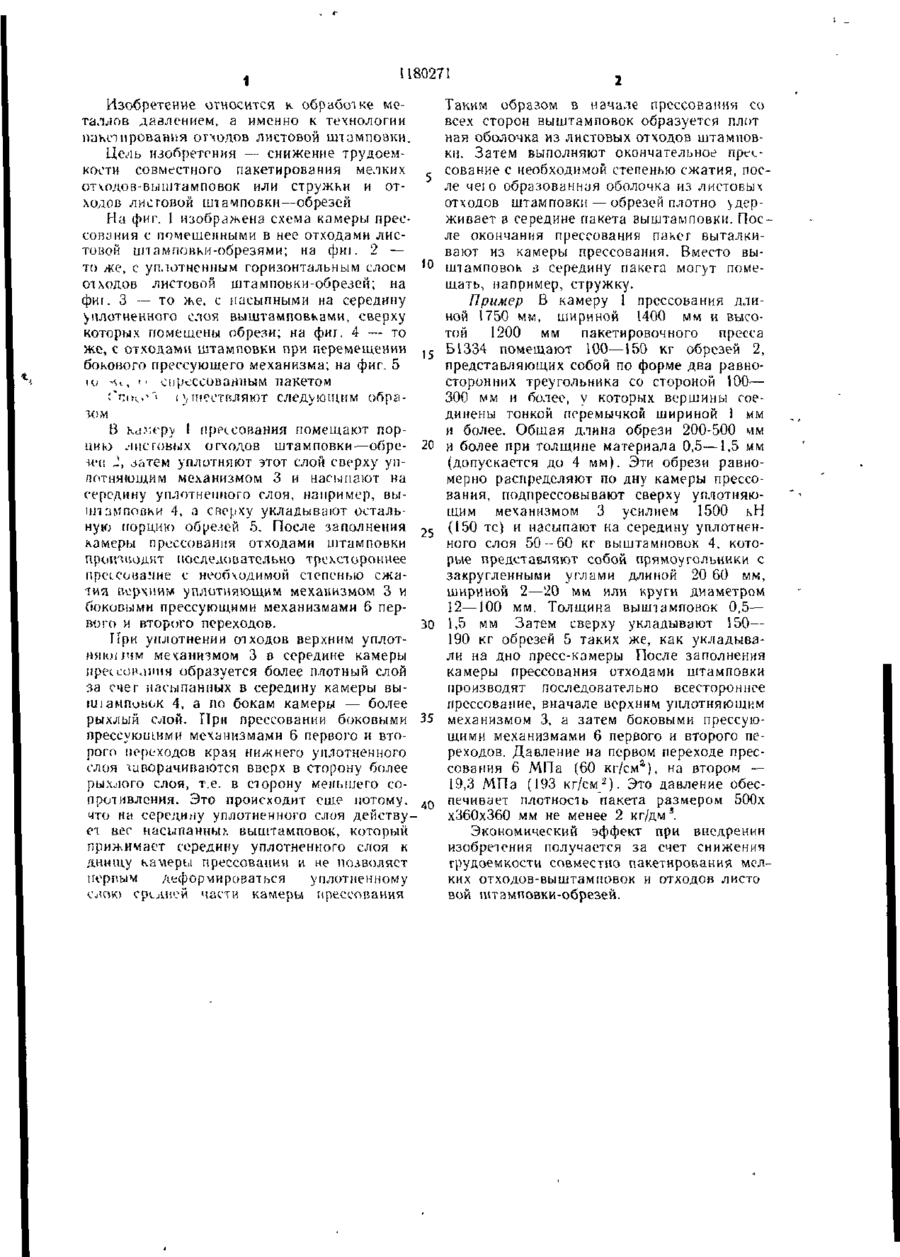
С П О С О Б Д В У Х С Т А Д И Й Н О Г О ПАКЕТИРОВАНИЯ ДВУХ К О М П О Н Е Н ТОВ МЕТАЛЛООТХОДОВ, один из которых - отходы листовой штамповки-обрези, включающий предварительную стадию и окончательное последовательное трехстороннее сжатие в пресс-камере, отличающийся тем, что, с целью снижения трудоемкости, на предварительной стадии загружают в пресс-камеру и уплотняют в горизонтальный слой обрезп, затем на середину этого слоя помещают другой компонент отходов, после чего полностью заполняют пресс-камеру обрезями и осуществляют окончательное последовательно трехстороннее сжатие. 00 о N5 1 1180271 Изобретение относится к обработке меТаким образом в начале прессования со таллов давлением, а именно к технологии всех сторон выштамповок образуется плот пакетирования огчодов листовой штамповки. ная оболочка из листовых отходов штамповки. Затем выполняют окончательное прсЦель изобретения — снижение трудоемсование с необходимой степенью сжатия, поскости совместного пакетирования мелких ле чеі о образованная оболочка из листовых отчодов-выштамповок или стружки и ототходов штамповки — обрезей плотно >дерходов листовой штамповки—обрезей живает а середине пакета выштамповки. ПосНа фиг. 1 изображена схема камеры пресле окончания прессования пакет выталкисования с помешенными в нее отходами лисвают из камеры прессования. Вместо вытовой цпамповки-обрезями; на фи і. 2 — то же, с уплотненным горизонтальным слоем 1 0 штамповок з середину пакета могут помещать, например, стружку. отходов листовой штамповки-обрезей; на фиі. З — то же, с насыпными на середину Пример В камеру 1 прессования длиуплотненного слоя выштамповками, сверху ной 1750 мм, шириной 1400 мм и высокоторых помещены обрези; на фиг. 4 — то той 1200 мм пакетировочного пресса же., с отходами штамповки при перемещении Б1334 помещают 100—150 кг обрезей 2, бокового прессующего механизма; на фиг. 5 представляющих собой по форме два равноіи --и, i> спрессованным пакетом сторонних треугольника со стороной 100— 300 мм и более, у которых вершины сое^^ік^"' !\теет(шяют следующим обрадинены тонкой перемычкой шириной 1 мм зом и более. Общая длина обрези 200-500 мм В к^;еру ! прессования помещают порцию .'і истовых отходов штамповки—обре- 20 и более при толщине материала 0,5—1,5 мм (допускается до 4 мм). Эти обрези равночен J, затем уплотняют этот слой сверху упмерно распределяют по дну камеры прессолотняющим механизмом 3 и насыпают на вания, подпрессовывают сверху уплотняюсередину уплотненного слоя, например, выщим механизмом 3 усилием 1500 кН штзмпооки 4, а сверху укладывают осталь{150 тс) и насыпают на середину уплотненную порцию обречен 5. После заполнения ного слоя 50-60 кг выштамповок 4. котокамеры прессования отходами штамповки рые представляют собой прямоугольники с гфои'їиоднт последовательно трехстороннее закругленными углами длиной 20 60 мм, прессе вам ие с необходимой степенью сжашириной 2—20 мм или круги диаметром тия верхние уплотняющим механизмом 3 и 12—100 мм. Толщина выштамповок 0,5— боковыми прессующими механизмами 6 пер150— вого и второго переходов. 30 1,5 мм Затем сверху укладывают 190 кг обрезей 5 таких же, как укладываПри уплотнении отходов верхним уплотли на дно пресс-камеры После заполнения ияюпчм механизмом 3 в середине камеры камеры прессования отходами штамповки иресіхнчіпнн образуется более плотный слой производят последовательно всестороннее за счет насыпанных в середину камеры выпрессование, вначале верхним уплотняющим нпампииок 4, а по бокам камеры — более рыхлый слой. При прессовании боковыми 35 механизмом 3, а затем боковыми прессующими механизмами 6 первого и второго пепрессующими механизмами 6 первого и втореходов. Давление на первом переходе пресрого перс-ходов края нижнего уплотненного сования 6 МПа (60 кг/сма), на втором — слоя заворачиваются вверх в сторону более 19,3 МПа (193 кг/см 2 ). Это давление обесрыхлого слоя, т.е. в сторону меньшего сопечивает плотность пакета размером 500х противления. Это происходит еще потому, хЗбОхЗбО мм не менее 2 кг/дм!. что на середину уплотненного слоя действует вес насыпанных выштамповок, который Экономический эффект при внедрении прижимает середину уплотненного слоя к изобретения получается за счет снижения днищу камеры прессовании и не полволяет трудоемкости совместно пакетирования мелпервым /сформироваться уплотненному ких отходов-выштамповок и отходов листо слою средней части камеры прессования вой штамповки-обрезей. і 80271 Фиг Z Фиг.З Фиг А Составите іь И Редакторе Саенко Tex реї И tkpet Корректор И Эрлсйн 3dKd3 5813/16 Ttipd* 6-J3 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж--35, Раушская наб, д 4/5 Филиал ППП «Патент», г Ужгород, ул Проектная, 4
ДивитисяДодаткова інформація
Автори англійськоюBondarev Viktor Mykolaiovych
Автори російськоюБондарев Виктор Николаевич
МПК / Мітки
МПК: B30B 9/32
Мітки: спосіб, пакетировання, металовідходів, двухстадійного, компонентів
Код посилання
<a href="https://ua.patents.su/4-23012-sposib-dvukhstadijjnogo-paketirovannya-komponentiv-metalovidkhodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб двухстадійного пакетировання компонентів металовідходів</a>
Пристрій для подрібнювання металовідходів

Номер патенту: 18835
Опубліковано: 25.12.1997
Автори: Стовба Сергій Іванович, Завацький Валентин Леонт'євич, Барбуль Олег Сергійович
МПК: B02C 18/02
Мітки: металовідходів, пристрій, подрібнювання
Формула / Реферат:
1. Устройство для измельчения металлоотходов, включающее корпус, загрузочный бункер с зубчатыми рассекателями, подвижный и неподвижный многоступенчатые ножи, гидропривод с кривошипно-шатунным механизмом, имеющий захваты, и коромыслом, связанным с приводным ножом, отличающееся тем, что подвижный нож установлен в вертикальных направляющих, выполнен с отсекателем потока измельчаемого материала и соединен с коромыслом посредством шарнира,...
Спосіб визначення концентрації компонентів у дисперсних середовищах
Номер патенту: 19638
Опубліковано: 25.12.1997
Автори: Корнаракі Олександр Вікторович, Агашков Володимир Петрович, Лисий Володимир Нікіфорович, Сергєєв Ілларіон Павлович
МПК: G01N 33/06, G01N 21/47
Мітки: дисперсних, середовищах, визначення, концентрації, спосіб, компонентів
Формула / Реферат:
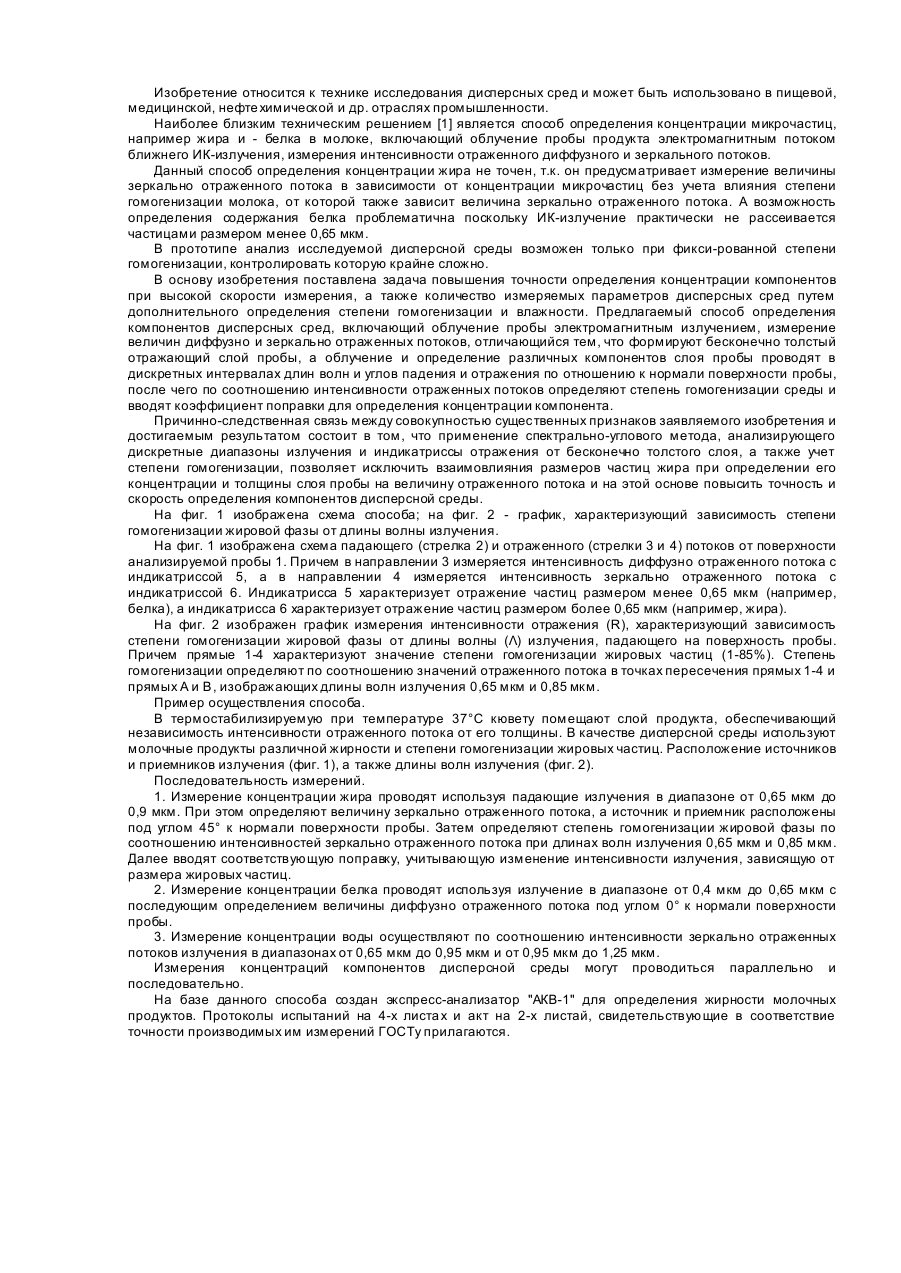
1. Способ определения концентрации компонентов в дисперсных средах, включающий облучение пробы электромагнитным излучением, измерение величин диффузно и зеркально отраженных потоков, отличающийся тем, что формируют бесконечно толстый отражающий слой пробы, а облучение и определение различных компонентов слоя пробы проводят в дискретных интервалах длин волн, а также углов падения и отражения по отношению к нормали поверхности пробы, после чего...
Спосіб подання сипучих компонентів сталеплавильного виробництва та потокова лінія для його здійснення
Номер патенту: 14047
Опубліковано: 25.04.1997
Автори: Аріст Леонід Михайлович, Желєзний Генадій Миколайович, Ліпін Вячеслав Олександрович, Крівченко Юрій Сергійович, Нізяєв Георгій Іванович, Скорубський Леонід Моїсейович, Жаворонков Юрій Іванович, Щербін Арнольд Іванович
Мітки: потокова, сталеплавильного, лінія, компонентів, подання, спосіб, здійснення, сипучих, виробництва
Формула / Реферат:
1. Способ подачи сыпучих компонентов сталеплавильного производства, включающий подачу сыпучих компонентов в бункеры, отделение от них мелкой фракции, взвешивание сыпучих компонентов и их подачу в плавильный агрегат, отличающийся тем, что, с целью повышения эффективности производства за счет непрерывного укрупнения и утилизации отсева компонентов с их возвратом в процесс совмещенного ввода в плавильный агрегат, отделенные компоненты...
Прес напівсухого пресування
Номер патенту: 6989
Опубліковано: 31.03.1995
Автори: Ковтун Олександр Павлович, Лисяк Генадій Миколайович, Бартош Юрій Леонідович, Федоров Георгій Дмитрович, Савченко Олександр Григорович, Тимощенков Володимир Георгійович
МПК: B30B 11/02, B28B 5/00
Мітки: напівсухого, прес, пресування
Формула / Реферат:
1. Пресс полусухого прессования, содержащий размещенные на движущемся возвратно-поступательном столе пресс-формы, питатель, устройство подпрессовки, механизм прессования и калибрующий нож, отличающийся тем, что питатель размещен между механизмом прессования и устройством подпрессовки, а калибрующий нож с рабочей пилообразной кромкой смонтирован на обращенной к механизму прессования стенке питателя.2. Пресс по п. 1, отличающийся тем,...
Прес пакетировочний на пересувній платформі
Номер патенту: 4578
Опубліковано: 28.12.1994
Автори: Романова Ларіса Олексієвна, Потураєв Валентин Микитович, Волошин Олексій Іванович, Бобильов Олександр Леонідович, Шайдров Юрій Олександрович
МПК: B30B 9/32
Мітки: пакетировочний, прес, пересувний, платформи
Формула / Реферат:
(57) Пресс пакетировочный на передвижной платформе, содержащий смонтированную на последней рабочую камеру прессования с приводной поворотной крышкой и приводными ползунами предварительной и оконча тельной ступеней прессования, отличающийся тем, что он снабжен дополнительными ползунами с соосными им приводными цилиндрами, ползуны выполнены с клиновыми рабочими поверхностями, обращенными к оси камеры прессования, при этом ползуны...
Попередній патент: Подшипниковий щит електричної машини
Наступний патент: Ємністний фільтр