Гарячекатаний профіль для ободу колеса пневматичних шин
Номер патенту: 2381
Опубліковано: 26.12.1994
Автори: Маякін Андрій Васильович, Біда Микола Іванович, Кулагин Георгій Федорович, Курець Євгеній Васильович, Сліпинін Олександр Григорович, Леготкін Генадій Іванович, Шевцов Віталій Тимофійович, Деревянко Василь Іванович, Зайченко Ігор Викторович, Романов Євгеній Спиридонович, Куцигін Володимир Дмитрович, Немировський Іван Петрович, Чигиринський Валерій Вікторович, Махнін Владилен Семенович

Формула / Реферат
Горячекатаный профиль для обода колеса пневматических шин, состоящий из бортовой закраины, посадочной полки, замочной части и центрального участка, наружная и внутренняя поверхности которого в поперечном сечении выполнены в виде синусоид, отличающийся тем, что, с целью снижения металлоемкости профиля и улучшения технологичности его изготовления, центральный участок профиля выполнен с амплитудой, равной 0,5...3,67 его толщины, а расстояние между вершинами синусоид составляет 0,29...0,67 длины синусоидальной поверхности.
Текст
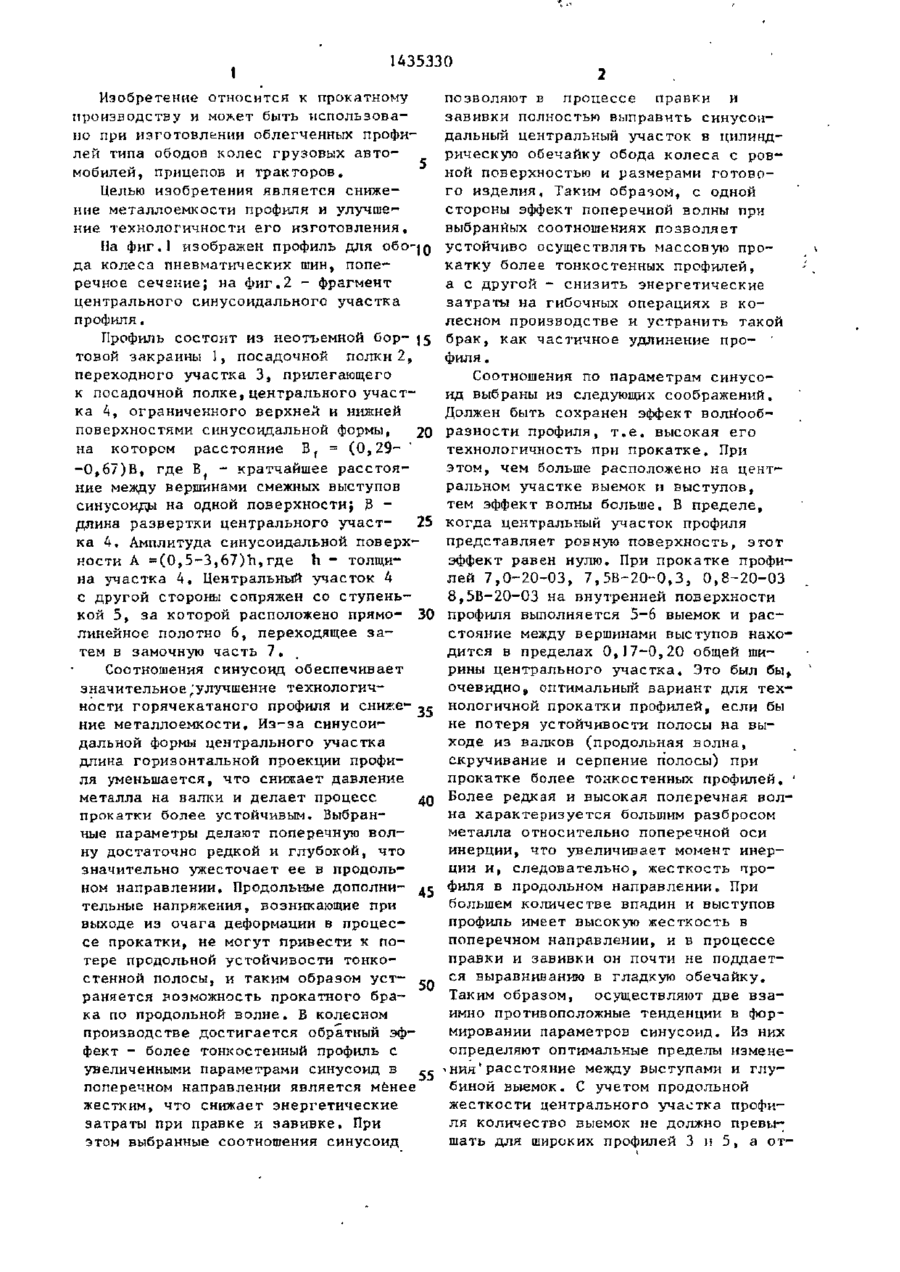
Изобретение относится к прокатному производству и может быть испрльэовано при изготовлении облегченных профилей типа ободов колес грузовых автомобилей, прицепов тракторов. Цель изобретения - снижение металлоемкости профиля и улучшение технологичное-* ти его изготовления - достигается конфигурацией профиля, имеющего центральный участок синусоидального профиля с расстоянием между вершинами смежных выступов В, = (0,29..,0.67)В, где В - длина развертки центрального участка, и амплитудой А = (0,5,.,3,67)h, где ,h - толщина полотна центрального участка. Указанные параметры сбеспе- і чивают высокую технологичность при прокатке, правке и завивке профиля и позволяет снизить его металлоемкость за счет возможности уменьшения толщины полотна центрального участка. 2 ил (Л СО СП со СО 1 1435330 Изобретение относится к прокатному производству и может быть использовано при И З Г О Т О В Л Е Н И И облегченных профилей типа ободов колес грузовых автомобилей, прицепов и тракторов. Целью изобретения является снижение металлоемкости профиля и улучшение технологичности его изготовления, На фиг.1 изображен профиль для O6O-JQ да колеса пневматических шин, поперечное сечение; на фиг,2 - фрагмент центрального синусоидального участка профиля. Профиль состоит из неотъемной бор- J5 товой закраины 1, посадочной полки 2, переходного участка 3, прилегающего к посадочной полке, центрального участ ка 4, ограниченного верхней и нижней поверхностями синусоидальной формы, 20 на котором расстояние B f = (0,29-0,67)Б, где В - кратчайшее расстояние между вершинами смежных выступов синусоидьг на одной поверхности; В длина развертки центрального участ25 ка 4. Амплитуда синусоидальной поверхности A =(0,5-3,67)h,где h - толщина участка 4• Центральный участок 4 с другой стороны сопряжен со ступенькой 5, за которой расположено прямо30 линейное полотно 6, переходящее затем в замочную часть 7» позволяют в процессе правки и завивки полностью выправить синусоидальный центральный участок в цилиндрическую обечайку обода колеса с ровной поверхностью и размерами готового изделия, Таким образом, с одной стороны эффект поперечной волны при выбранных соотношениях позволяет устойчиво осуществлять массовую прокатку более тонкостенных профилей, а с другой - снизить энергетические затраты на гибочных операциях в колесном производстве и устранить такой брак, как частичное удлинение профиля. Соотношения по параметрам синусоид выбраны из следующих соображений. Должен быть сохранен эффект волнообразности профиля, т.е. высокая его технологичность при прокатке. При этом, чем больше расположено на центральном участке выемок и выступов, тем эффект волны больше, В пределе, когда центральный участок профиля представляет ровную поверхность, этот эффект равен нулю. При прокатке профилей 7,0-20-03, 7,5В-20-0,3, 0,8-20-03 8,5В-20-03 на внутренней поверхности профиля выполняется 5-6 выемок и расстояние между вершинами выступов находится в пределах 0,17-0,20 общей ширины центрального участка. Это был бы, Соотношения синусоид обеспечивает очевидно, оптимальный вариант для техзначительное;улучшение технологичнологичной прокатки профилей, если бы ности горячекатаного профиля и снижене потеря устойчивости полосы на выние металлоемкости. Из-за синусоиходе из валков (продольная волна, дальной формы центрального участка скручивание и серпение полосы) при длина горизонтальной проекции профипрокатке более тонкостенных профилей, ' ля уменьшается, что снижает давление Более редкая и высокая поперечная волметалла на валки и делает процесс 40 на характеризуется большим разбросом прокатки более устойчивым. Выбранметалла относительно поперечной оси ные параметры делают поперечную волинерции, что увеличивает момент инерну достаточно редкой и глубокой, что ции и, следовательно, жесткость чрозначительно ужесточает ее в продольфиля в продольном направлении. При ном направлении. Продольные дополнибольшем количестве впадин и выступов тельные напряжения, возникающие при профиль имеет высокую жесткость в выходе из очага деформации в процеспоперечном направлении, и в процессе се прокатки, не могут привести к поправки и завивки он почти не поддаеттере продольной устойчивости тонкося выравниванию в гладкую обечайку. стенной полосы, и таким образом устраняется возможность прокатного бра- » Таким образом, осуществляют две взаимно противоположные тенденции в форка по продольной волне, В колесном мировании параметров синусоид. Из них производстве достигается обратный эфопределяют оптимальные пределы изменефект - более тонкостенный профиль с чния'расстояние между выступами и глуувеличенными параметрами синусоид в „ биной выемок. С учетом продольной поперечном направлении является менее жесткости центрального участка профижестким, что снижает энергетические ля количество выемок не должно превызатраты при правке и завивке. При шать для широких профилей 3 и 5, а отэтом выбранные соотношения синусоид 1435330 ношение расстояния между вершинами выступов к ширине полотна центрального участка должно быть не менее 0,29. В этом случае достигается с прокатной точки зрения максимальный технологический эффект при деформации. За счет снижения жесткости в поперечном направлении улучшаются условия правки и завивки в колесном производстве. От10 мечается устойчивьй процесс правки, что позволяет добиться качественного выпуска готовой продукции. Для узких профилей количество реализуемых выемок должно быть не менее 1,5, что со- 15 ответствует отношению не более 0,67, В данном случае еще существует достаточный эффект поперечной волны, а продольная'жесткость является большой. Условия правки и завивки при этом 20 являются наиболее благоприятными. Дальнейшее увеличение отношения более 0,67 ведет к тому, что технологические возможности профиля при прокатке резко ухудшаются за счет ухудшения ки-25 нематических условий течения металла. При выборе соотношения по глубине выемок необходимо учитывать те же факторы, что для выбора параметра В(т, Для надежной правки и раскатки профи- зо ля в поперечном направлении жесткость центрального участка должна быть оптигмальной. Она определяется слоем металла, который находится между вершинами выемок наружной и внутренней по35 верхностей профиля. С утонением этого слоя жесткость уменьшается, и в пределе, когда толщина этого слоя равна нулю, жесткость оказывается оптимальной для обеспечения правки и раскат- 40 ки в условиях колесного производства. Такое положение определяется тем, что вершины выемок синусоид со стороны верхней и нижней поверхностей должны находится на одной линии. Эта линия проходит параллельно огибающим, проведенным через вершины выступов синусоид со стороны обеих указанных поверхностей, С учетом сказанного, значение амплитуды синусоид должно составлять 50 не менее 0,5 толщины облегченного полотна центрального участка. Толщина полотна центрального участка по соображениям коррозионной стойкости должна быть не менее 3 мм. 55 Максимальное соотношение амплитуды и толщины полотна определяется углом загиба в вершинах синусоид, образованных 'Верхней и нижней поверхностями центральной части оОпда, Этот угол не должен превышать 30 . Увеличение этого угла более 30° значительно ухудшает условия правки и завивки, ухудшаются характеристики колеса. С большими углами загиба происходит в большей степени наклеп металпа. что снижает его пластичность, Возникающие при этом остаточные напряжения суммируются с рабочими напряжениями и могут быстро достигать критического значения и привести к разрушению обода. В то же время существующий опыт правки и завивки горячекатаных профилей показывает, что при углах загиба полотна до 30°, при массовом производстве, эти операции осуществляются устойчиво, не снижая прочностные характеристики обода. Принимая -это во внимание, и с учетом существующих длин центральной части обода и количества выбранных выемок синусоид со стороны нижней поверхности, отношение амплитуды к толщине полотна должно быть не более 3,67, Толщина центрального участка 4 должна составлять 0,50-1,0 толщины переходного участка 3, прилегающего к посадочной полке 2, Пределы выбрав ны исходя из конструктивных па раме т'ров волнообразного полотна. Учитывая, что в предельном случае вершины выемок со стороны верхней и нижней поверхностей должны находиться на одной линии и что толщина переходного участка от посадочной полки к центральному участку для ободов грузовых автомобилей выполняется не более 6 мм, а минимальная толщина центрального участка равна 3 мм, то их отношение можно принять за минимальный предел, Б этом случае вершины выступов синусоид волнообразного центрального участка в поперечном сечение не выходят за контуры полотна цилиндричес-_ кой конструкции, являющегося продолжением переходного участка 3 и равного его толщине (фиг,2). Максимальный предел связан с конструкцией центрального участка, выходящего вершинами за пределы указанного контура. При этом, чем больше амплитуда волны,тем больше рассматриваемое отношение, тем меньше- возможное снижение размеров обода вследствие частичной раскатки волнообразного центрального участка профиля. Полученный обод, при извест 1435330 ной технологии, позволяет снизить металлоемкость колеса. П р и м е р , Для ободов колес грузового автомобиля ЗИЛ-130 производится горячекатаный профиль 7,0-20-03 с синусоидальным центральным участком по техническим условиям с массой одного метра 11,4 к г . Применение предлагаемого технического решения позволяет снизить металлоемкость профиля за счет уменьшения длины центрального участка и толщины центрального участка, ка указанного профиля позволяет снизить его металлоемкость на 5-9% и дать значительный экономический эффект в народном хозяйстве. Аналогичный эффект может быть д о стигнут на профилях 7,5-20-03, 8,020-03, 8,5-20-03 и другие, в конструкции которых входит синусоидальный центральный участок. Для указанного профиля длина центрального участка уменьшается на 5,9 мм 15 при длине полотна готового профиля 93,01 мм. Толщина центрального участка должна быть при заданных соотношениях в пределах 3 , 0 - 5 , 0 мм. При р е ально выполнимой на существующем обо- 20 рудовании толщине полотна 3,4 мм амплитуда синусоидальной поверхности равна 1,7 мм (отношение амплитуды к толщине полотна готового профиля 0,5), Расстояние между вершинами синусоид 25 выполняется равным 62,3 мм (отношение расстояния между вершинами к длине синусоидальной поверхности 0,67), Такая конструкция центрального участ Горячекатаный профиль для обода колеса пневматических шин, состоящий из бортовой закраины, посадочной полки, замочной части и центрального участка, наружная и внутренняя поверхности которого в поперечном сечении выполнены в виде синусоид, о т л и ч а ю щ и й с я тем, что, с целью , что, Редактор 0.Головач Ф о р м у л а и з о б р е т е н и я снижения металлоемкости профиля и улучшения технологичности его и з г о товления, центральный участок лрофиля выполнен с амплитудой, равной 0 , 5 , . , 3 , 6 7 его толщины, а расстояние между вершинами синусоид составляет 0 , 2 9 . . . 0 . 6 7 длины синусоидальной поверхности. Составитель Б.Бейнфест Техред Н.Дидык Корректор М.Максимишинец Заказ 5587/9 Тираж 467 Подписное В И Т Государственного комитета СССР Н ШИ по делам изобретений и открытий^ 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-полиграфическое предприятие, г , .Ужгород, ул. Проектная,
ДивитисяДодаткова інформація
Назва патенту англійськоюHot-rolled profile for wheel rim of pneumatic tires
Автори англійськоюChyhyrynskyi Valerii Viktorovych, Derevianko Vasyl Ivanovych, Kulahin Heorhii Fedorovych, Bida Mykola Ivanovych, Nemyrovskyi Ivan Petrovych, Maiakin Andrii Vasyliovych, Kutsyhin Volodymyr Dmytrovych, Romanov Yevhenii Spyrydonovych, Slipynin Oleksandr Hryhorovych, Kurets Yevhenii Vasyliovych, Zaichenko Ihor Vyktorovych, Lehotkin Henadii Ivanovych, Shevtsov Vitalii Tymofiiovych, Makhnin Vladylen Semenovych
Назва патенту російськоюГорячекатаный профиль для обода колеса пневматических шин
Автори російськоюЧигиринский Валерий Викторович, Деревянко Василий Иванович, Кулагин Георгий Федорович, Бида Николай Иванович, Немировский Иван Петрович, Маякин Андрей Васильевич, Куцыгин Владимир Дмитриевич, Романов Евгений Спиридонович, Слипынин Александр Григорьевич, Курец Евгений Васильевич, Зайченко Игорь Викторович, Леготкин Геннадий Иванович, Шевцов Виталий Тимофеевич, Махнин Владилен Семенович
МПК / Мітки
МПК: B21B 1/08
Мітки: профіль, пневматичних, ободу, шин, колеса, гарячекатаний
Код посилання
<a href="https://ua.patents.su/4-2381-garyachekatanijj-profil-dlya-obodu-kolesa-pnevmatichnikh-shin.html" target="_blank" rel="follow" title="База патентів України">Гарячекатаний профіль для ободу колеса пневматичних шин</a>
Кутовий гарячекатаний профіль
Номер патенту: 952
Опубліковано: 15.12.1993
Автори: Кацнельсон Євгеній Генріхович, Деревянко Василь Іванович, Кацнельсон Генріх Майорович
МПК: B21B 1/08
Мітки: профіль, гарячекатаний, кутовий
Формула / Реферат:
Формула изобретения1. Угловой горячекатаный профиль, содержащий в поперечном сечении две полки, наружные поверхности которых при пересечении между собой составляют прямой угол, и внутренний участок их взаимного сопряжения, отличающийся тем, что, с целью уменьшения металлоемкости профиля и повышения его несущей способности, сопряжение обеих полок с внутренней стороны профиля выполнено выпуклым участком дуги окружности, вписанной в...
Гарячекатаний низькотавровий профіль
Номер патенту: 985
Опубліковано: 15.12.1993
Автори: Поляков Володимир Миколайович, Деревянко Василь Іванович, Цимбал Володимир Дмитрович, Кокін Володимир Михайлович, Кулагин Георгій Федорович, Малий Юрій Георгійович
МПК: B21B 1/08
Мітки: профіль, низькотавровий, гарячекатаний
Формула / Реферат:
Формула изобретенияГорячекатаный низкотавровый профиль, содержащий стенку с наклонными боковыми и верхней гранями, полку с верхними боковыми и нижней гранями, а также участки сопряжения боковых граней стенки и верхних граней полок, отличающийся тем, что, с целью повышения качества и снижения металлоемкости профиля при одновременном повышении технологичности изготовления и применения, участки сопряжения боковых граней стенки с верхними...
Фланцевий прокатний профіль
Номер патенту: 982
Опубліковано: 15.12.1993
Автори: Поляков Володимир Миколайович, Малий Юрій Георгійович, Кокін Володимир Михайлович, Деревянко Василь Іванович
МПК: B21B 1/08
Мітки: профіль, фланцевий, прокатній
Формула / Реферат:
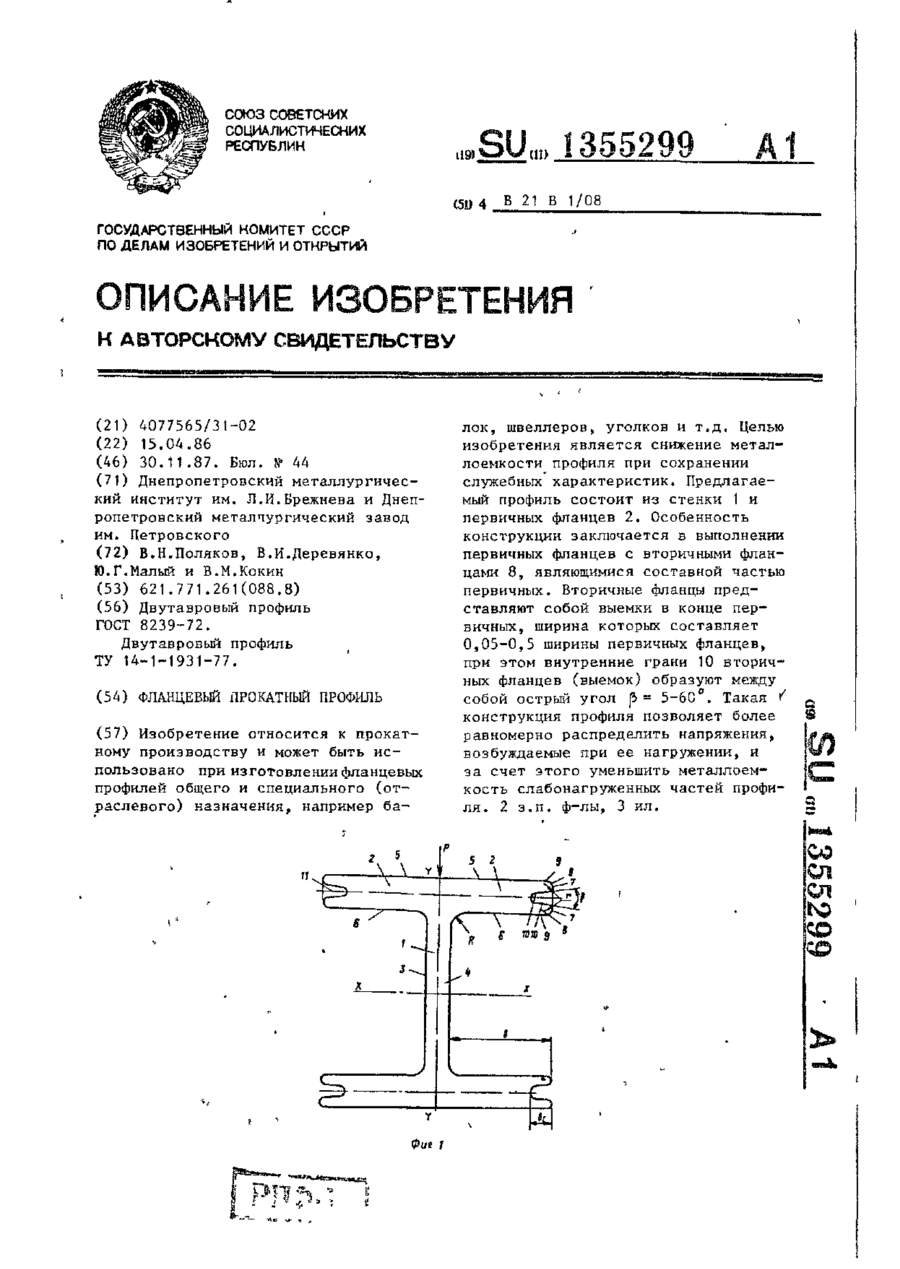
Формула изобретения1. Фланцевый прокатный профиль, содержащий стенку и фланцы, отличающийся тем, что, с целью снижения металлоемкости при сохранении служебных характеристик, по меньшей мере один фланец выполнен с вторичными фланцами, наружные боковые грани которых расположены в одной плоскости с внутренними и наружными боковыми гранями первичных фланцев, а внутренние грани вторичных фланцев образуют между собой острый угол.2....
Спосіб виготовлення герметизуючого шара покришок пневматичних шин

Номер патенту: 2416
Опубліковано: 26.12.1994
Автори: Смірнов Олександр Генадійович, Смелянський Володимир Михайлович
МПК: B29D 30/00
Мітки: пневматичних, шин, спосіб, герметизуючого, виготовлення, шара, покришок
Формула / Реферат:
Способ изготовления герметизирующего слоя покрышек пневматических шин, по авт. св. N 1162616, отличающийся тем, что, с целью повышения качества бескамерных покрышек за счет устранения образования складок на поверхности герметизирующего слоя, после наложения верхнего слоя изолирующим материалом наружу осуществляют последующую закатку заготовки герметизирующего слоя в рулон изолирующим материалом наружу.
Горячекатаний предчистовий овальний профіль для одержування круглої заготовки
Номер патенту: 1016
Опубліковано: 30.12.1993
Автори: Малий Юрій Георгійович, Кулагин Георгій Федорович, Кокін Володимир Михайлович, Деревянко Василь Іванович, Поляков Володимир Миколайович
МПК: B21B 1/02
Мітки: круглої, предчистовий, одержування, заготовки, горячекатаний, овальний, профіль
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и яГорячекатаный предчистовой овальный профиль для получения круглой заготовки, содержащий верхнюю и нижнюю радиусные поверхности и боковые взаимно вогнутые поверхности с вогнутостями, равными 0,2-1,5% ширины калибра, о т л и ч а ю щ и й с я тем, что, с целью снижения расхода металла и повышения долговечности чистового калибра за счет стабилизации размеров чистового круга и выравнивания износа по...
Попередній патент: Трансформатор струму
Наступний патент: Штам гриба rhizopus cohnii berl ef de toni продуцент ліпази з каталазною активністю
Випадковий патент: Спосіб фіксації монодискового протеза в аортальній позиції