Спосіб виготовлення облицювальних панелей
Формула / Реферат
Спосіб виготовлення облицювальних панелей, що полягає в підготовці листової заготівки, укладанні декоративного покриття на листову заготівку і наступному накочуванні, який відрізняється тим, що на попередньо підготовлену поверхню листа гіпсокартону наносять ґрунтувальний шар полімерного клею товщиною від 0,01 до 2 мм, заґрунтований лист гіпсокартону витримують приблизно протягом 24 годин, після чого наносять ґрунтувальний шар з полімерного клею на зворотну поверхню викроєного по розміру і формі гіпсокартонної заготівки декоративного матеріалу у вигляді листового пластику або рулонної полімерної плівки, яку укладають на заґрунтовану поверхню гіпсокартонного листа, потім отриману заготівку, нагріту при необхідності приблизно до 100oС, накочують у вальцювальному пресі зі швидкістю протягання 10-50 мм/сек і зусиллям пресування від 0,01 до 5 кгс/см2, пропускають через вальцювальний прес у зворотному напрямку і витримують під пресом протягом до 24 годин.
2. Спосіб виготовлення облицювальних панелей за п. 1, який відрізняється тим, що співвідношення товщини в мм гіпсокартонного листа і декоративного покриття складає 100-90:0,001-10.
Текст
Спосіб виготовлення облицювальних панелей, що полягає в підготовці листової заготівки, укладанні декоративного покриття на листову заготівку і наступному накочуванні, який відрізняє ться тим, що на попередньо підготовлену поверхню листа гіпсокартону наносять ґрунтувальний шар полімерного клею товщиною від 0,01 до 2 мм, заґрунтований лист гіпсокартону витримують приблизно протягом 24 годин, після чого наносять ґрунтувальний шар з полімерного клею на зворотну поверхню 3 24856 заготівку і наступне накочування [Авт. св. SU №1736750 «Спосіб виготовлення облицювальних панелей», МКИ 5 В 44 С 5/00, публ. 30.05.92. Бюл. №20], обрано за прототип. До причин, що перешкоджають досягненню зазначеного технічного результату при використанні відомого способу відноситься те, що відомим способом виготовляють панелі з декоративним покриттям на паперовій основі, які технологічно досить прості у виготовленні, однак мають невисоку міцність при високому ступені водопоглинення і не годяться для облицювання віконних прорізів, перегородок, стель. Суть корисної моделі полягає в наступному. Широке розповсюдження в якості конструкційного матеріалу одержав гіпсокартон через свої універсальні конструкційні можливості: гіпсокартон легкий, досить міцний, легко піддається обробці, однак вимагає використання прийомів зовнішньої обробки, кращим з яких є облицювання сучасними листовими матеріалами і рулонними плівками. Як правило, облицьовують лицьову сторону панелей (деталей обробки) для надання їм декоративного вигляду і для захисту гіпсокартонної основи від зовнішніх впливів. Проведений аналіз рівня техніки дає можливість зробити висновок, що відомі технічні рішення переважно спрямовані на застосування способів виготовлення облицювальних панелей у промислових масштабах на матері ало-і енергоємному устатк уванні, тоді як у даний час збільшилась цікавість споживачів до індивідуальних проектів забудови, реконструкції, ремонту, оформлення осель і офісів, до нових конструктивних рішень у виробництві меблів, тому крім стандартних будівельних деталей, які застосовуються у нових проектах, необхідні технології для індивідуальних потреб замовників, тобто виготовлення штучних виробів. Отже, незважаючи на те, що способів виготовлення облицювальних панелей досить багато, поява нових оздоблювальних матеріалів вимагає нових технологій. Задачею даного винаходу є розширення асортименту облицювальних панелей. Технічний результат - розробка способу виготовлення облицювальних панелей на основі гіпсокартону з декоративним покриттям з листового пластику або рулонних полімерних плівкових матеріалів, що мають підвищену міцність, довговічність, низьке водопоглинення і високу технологічність в подальшій переробці, досягнення при цьому високої якості зчеплення декоративного покриття з гіпсокартонною основою, а також можливості використання способу для виконання індивідуальних вимог споживачів. Зазначений технічний результат при здійсненні винаходу досягається тим, що у відомому способі виготовлення облицювальних панелей, який полягає в підготовці листової заготівки, укладанні декоративного покриття на листову заготівку і наступне накочування, особливість полягає в тім, що на попередньо підготовлену поверхню листа гіпсокартону 4 наносять ґрунтувальний шар полімерного клею товщиною від 0,01 до 2мм, заґрунтований лист гіпсокартону витримують приблизно протягом 24 годин, після чого наносять ґрунтувальний шар полімерного клею на зворотну поверхню викроєного по розміру і формі гіпсокартонної заготівки декоративного покриття у вигляді листового пластику або рулонної полімерної плівки, яку укладають на заґрунтовану поверхню гіпсокартонного листа, потім отриману заготівку при необхідності нагрівають приблизно до 100°С, накочують у вальцювальному пресі зі швидкістю протягання 10-50мм/сек і з зусиллям пресування від 0,01 до 5кгс/см 2, заготівку вдруге пропускають через вальцювальний прес у зворотному напрямку і витримують під пресом протягом до 24 годин. Важливо також співвідношення, яке заявляється, гіпсокартонної основи і декоративного покриття 100-90:0,001-10, тому що товщина декоративного покриття менш 0,001 товщини гіпсокартону нетехнологічна, а вище 10 - економічно недоцільна. Полімерний клей, нанесений на поверхню заготівки в об'ємі, що заявляється, просочує верхні шари гіпсокартону. Під час витримки протягом 24 годин у нанесеному ґрунтувальному шарі, крім просочення, йде повільний процес полімеризації клею на поверхні заготівки й у суміші картону і гіпсу. Верхній шар заготівки набуває міцність, пружність, а неповний процес полімеризації залишає можливість для подальшої полімеризації під дією температури і тиску спільно з полімерним клеєм ґрунтувального шару, нанесеного на зворотну поверхню декоративного покриття. Оскільки декоративні покриття, як правило, теж полімерні, то в їхньому складі є вільні зв'язки, які теж беруть участь у полімеризації; під тиском і при підвищеній температурі кількість вільних зв'язків збільшується, а шари полімерного клею перемішуються. У результаті утворюється зшитий монолітний прошарок, який забезпечує міцність і вологостійкість отриманої облицювальної панелі, а при подальшій переробці особливу технологічність. Заявлений режим пресування виведено дослідним шляхом, і він знаходиться в прямій залежності від покриттів, що використовуються. Вторинне протягання заготівки через вальцювальний прес у зворотному напрямку і витримку під пресом проводять для додаткової полімеризації, при якій зрівнюються міцністні характеристики облицювальної панелі, а також для поліпшення її зовнішнього вигляду. Режим пресування, що заявляється - температура, тиск, швидкість протягання -розроблений дослідним шляхом і знаходиться в прямій залежності від покриття і полімерного клею, які використовуються. З огляду на те, що в даний час промисловістю випускається безліч різноманітних полімерних клеїв і покриттів, режим виготовлення розробляється індивідуально в межах, які заявляються. При реалізації даного способу не має значення, у якому напрямку - подовжньому або поперечному - розташовані декоративні матеріали на поверхні панелі, що надає облицювальним панелям додаткові міцністні 5 24856 переваги, тому що у виробі немає подовжнього або поперечного напрямку, а також розширює можливості для декорування виробів. Спосіб здійснюють таким чином. Для виготовлення облицювальних панелей використовують гіпсокартонні аркуші, декоративні покриття у виді листового пластику, наприклад, ПХВ або рулонної полімерної плівки, наприклад, МДФ, полімерні клеї, зокрема клей полівій і лацетатний (ПВА). Полімерний клей підбирається індивідуально в залежності від декоративного покриття, яке застосовується, і можливе використання практично будь-яких полімерних клеїв, але клей ПВА найбільше технологічний, добре просочує матеріал, йому можна надавати будь-яку в'язкість у процесі роботи, більш кращий по якості одержуваних виробів, тому що по закінченні полімеризації утворється міцний пружний прошарок між гіпсокартоном і основою декоративного покриття, а також найбільш придатний по санітарним вимогам, пропонованим до готових виробів, та економічним показникам виготовлення виробів. Готують гіпсокартонну заготівку у виді цільного листа, або розпиляного по визначеному розміру, або розкроєного потрібной форми. Поверхню заготівки, що контактує з декоративним покриттям, спочатку зачищають від технологічних забруднень і нерівностей, наприклад, шліфують, потім очищають, після чого наносять ґрунтувальний шар полімерного клею товщиною від 0,01 до 2мм. Заґрунтований лист гіпсокартону витримують приблизно 24 години. Потім лист декоративного пластику або рулонної полімерної плівки викроюють по розміру і формі гіпсокартонної заготівки, наносять ґрунтувальний шар на її зворотну сторону і відразу ж укладають на підготовлену поверхню гіпсокартону. Заготівку накочують вальцювальним пресом, нагріваючи (при необхідності) до 100°С ТЕНами, розташованими безпосередньо перед валками вальцювального преса. Оптимальні режими накочення: швидкість протягання 10-50мм/сек, зусилля пресування 0,01-5кгс/см 2. Облицювальна панель після першої прокатки може мати технологічні нерівності, які усувають, простукуючи облицьовану поверхню гумовим молотком. Через застосування «лагідного» режиму пресування у вальцювальному пресі міцність панелі після першого накочення недостатньо однорідна на різних ділянках, а клейовий прошарок недостатньо заполімеризувався, тому панель удруге пропускають через вальцювальний прес у зворотному напрямку, що, на думку заявника, сприяє вирівнюванню міцнісних і технологічних показників готового виробу. З тією же метою виріб піддають 24-годинній витримці під пресом. Корисна модель ілюструється прикладами. Приклад 1 По наведеному вище способі готують гіпсокартонну заготівку. Беруть стандартний лист, 6 зачищають нерівності, шліфують, очи щають від пилу і технологічних забруднень. На очищену поверхню наносять шар клеюПВА товщиною 1 мм, витримують 24 години. Викроюють аркушевий полімерний пластик ПХВ за формою і розміром гіпсокартонної заготівки, на його зворотну сторону наносять шар клею ПВА товщиною 1мм, пластик укладають на заготівку, яку подають у вальцювальний прес. Перед пресуванням заготівку нагрівають до 100°С, потім накочують зусиллям 1кгс/см 2 зі швидкістю протягання 10мм/сек. Отриману облицювальну панель при необхідності «обстукують» гумовими молотками і накочують ще раз, направляючи панель у зворотному напрямку, після чого витримують протягом 24 годин під пресом. Виготовлена облицювальна панель характеризується: водопоглинення - менш 10%, зовнішній вигляд - декоративна поверхня гладка, при розпилі не кришиться. Приклад 2. З листа гіпсокартону вирізують фігурн у деталь з габаритами по довжині 1800мм, і по ширині 1250мм, обробляють за прикладом 1. Потім наносять шар клею ПВА товщиною 0,5мм, заготівку витримують 24 години. Рулонну декоративну полімерну плівку викроюють за формою і розміром гіпсокартонної заготівки з технологічними припусками по всьому периметру приблизно 10-12 мм. На зворотну сторону декоративної плівки наносять шар клею товщиною 0,3мм, плівку укладають на підготовлену поверхню гіпсокартонної заготівки, накочують вальцювальним пресом зі швидкістю протягання 20мм/сек і з зусиллям пресування 0,05кгс/см 2. Заготівку повторно пропускають через вальцювальний прес, розташовуючи в зворотному напрямку. Готову панель витримують протягом 24 годин. Облицювальна панель має характеристики: водопоглинення - менш 10%, зовнішній вигляд - гладка, рівна поверхня; деталь викроєна необхідної форми і розміру, усадка і деформація відсутні. Таким чином, для способу виготовлення облицювальних панелей, що заявляється, підтверджена можливість його здійснення за допомогою засобів і методів, приведених у формулі корисної моделі. Перевага способу, що заявляється, полягає у виготовленні облицювальних панелей з високим ступенем зчеплення гіпсокартонної основи з полімерним покриттям, що мають високу міцність, низьку водопроникність, технологічні при подальшій переробці, а також иснує можливість виготовляти облицювальні панелі практично індивідуально з мінімальними витратами ручної праці, але при необхідності виробництво легко трансформується в дрібносерійне або серійне. 7 Комп’ютерна в ерстка Д. Шев ерун 24856 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparing lining panels
Назва патенту російськоюСпособ изготовления облицовочных панелей
МПК / Мітки
МПК: B44C 1/00, B32B 5/16, B32B 13/00
Мітки: облицювальних, виготовлення, спосіб, панелей
Код посилання
<a href="https://ua.patents.su/4-24856-sposib-vigotovlennya-oblicyuvalnikh-panelejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення облицювальних панелей</a>
Спосіб виготовлення нагрівальних випромінювальних панелей (варіанти)
Номер патенту: 73417
Опубліковано: 15.07.2005
Автори: Козліков Вадім Львовіч, Маркєвіч Максім Алєксандровіч, Головєнков Алєксєй Вітальєвіч
МПК: H05B 3/22
Мітки: панелей, виготовлення, випромінювальних, спосіб, нагрівальних, варіанти
Формула / Реферат:
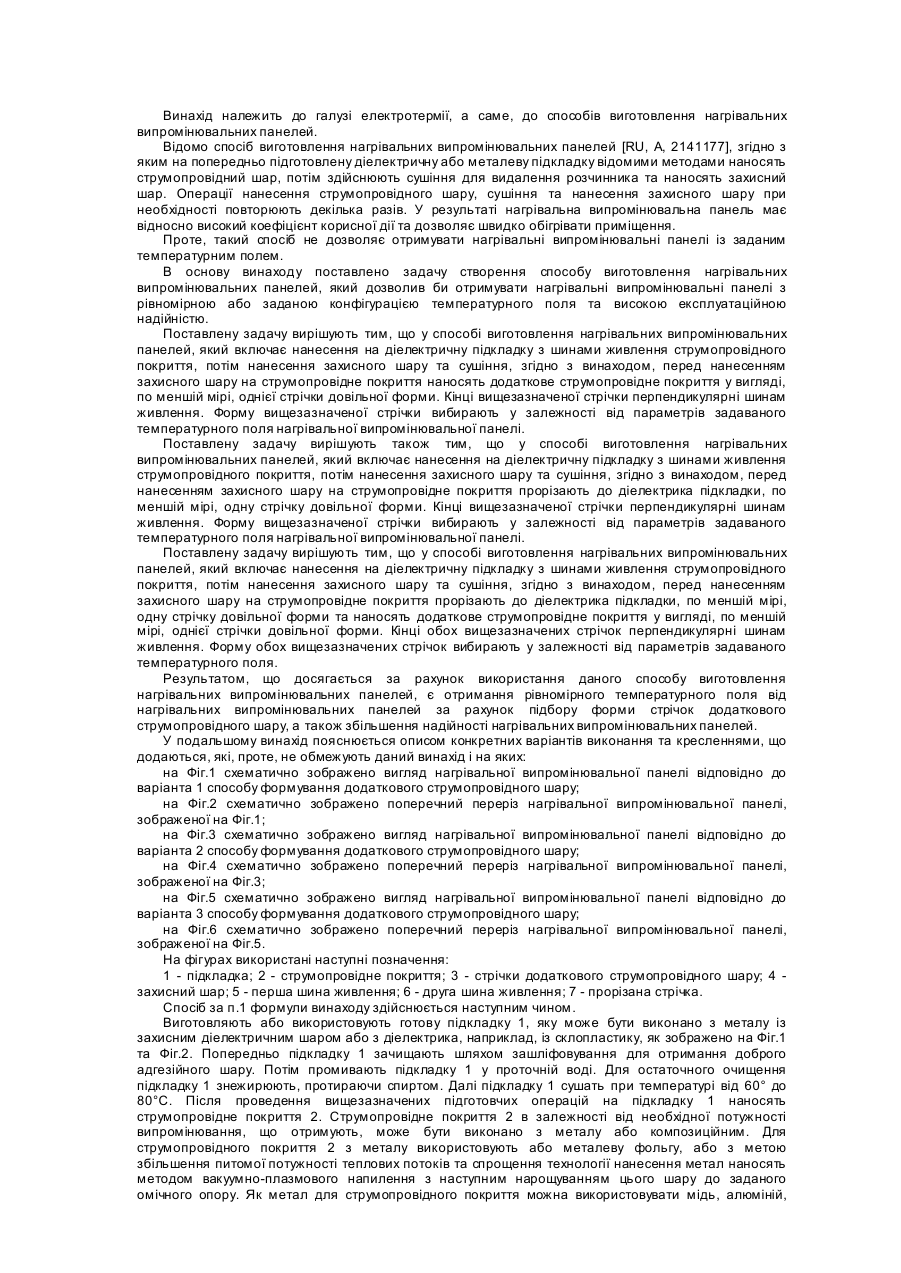
1. Спосіб виготовлення нагрівальних випромінювальних панелей, який включає нанесення на діелектричну підкладку з шинами живлення струмопровідного покриття, нанесення захисного шару та сушіння, який відрізняється тим, що перед нанесенням захисного шару на струмопровідне покриття наносять додаткове струмопровідне покриття у вигляді щонайменше однієї стрічки довільної форми, кінці якої відповідно перпендикулярні шинам живлення.2. Спосіб...
Спосіб виготовлення гнутих профілів із листових заготовок з покриттям , переважно панелей
Номер патенту: 40838
Опубліковано: 15.08.2001
Автор: Махова Людмила Іванівна
Мітки: профілів, листових, спосіб, гнутих, покриттям, виготовлення, переважно, панелей, заготовок
Формула / Реферат:
1. Спосіб виготовлення гнутих профілів, із листових заготовок з покриттям, переважно панелей, який містить послідовне повздовжнє згинання листової заготовки, нанесення полімерного покриття, яку піддають термообробці, який відрізняється тим, що згинання проводять профілюванням кромок заготівки на асиметричний профіль Г-подібний по одній кромці, S-подібний по другій, причому горизонтальні полищі отриманого профілю мають довжину, яка забезпечує...
Суміш для виготовлення облицювальних виробів
Номер патенту: 42439
Опубліковано: 15.10.2001
Автори: Корецька Світлана Олександрівна, Шпірько Микола Васильович
МПК: C04B 14/04, C04B 18/08, C04B 30/00
Мітки: облицювальних, виробів, виготовлення, суміш
Формула / Реферат:
Суміш для виготовлення облицювальних виробів, яка включає водну висококонцентровану керамічну суспензію (ВВКС) та заповнювач, яка відрізняється тим, що вона додатково містить пил газоочищення виробництва металевого марганцю та мулітокремнеземисте волокно, як ВВКС - продукт сумісного мокрого помелу кварцового піску та склобою у співвідношенні 1:1 при водно-твердому відношенні 0,4, а як заповнювач - кварцовий пісок із зерновим розміром...
Спосіб збереження натурального кольору черепка облицювальних керамічних виробів
Номер патенту: 41678
Опубліковано: 17.09.2001
Автори: Лопушанський Андрій Ярославович, Карєв Олександр Анатолійович, Терентьєва Ольга Валентинівна, Калашник Анатолій Іванович
МПК: C04B 41/45
Мітки: спосіб, натурального, керамічних, збереження, виробів, кольору, черепка, облицювальних
Формула / Реферат:
Спосіб збереження натурального кольору черепка облицювальних керамічних виробів шляхом нанесення органічного плівкоутворюючого розчину на облицювальну поверхню свіжосформованих виробів, який відрізняється тим, що як плівкоутворюючий розчин використовують 0-15% водний розчин полівінілацетатного клею /ПВА/.
Спосіб виготовлення облицювальних матеріалів
Номер патенту: 332
Опубліковано: 30.04.1993
Автори: Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович, Костюк Богдана Василівна, Куліченко Людмила Андрійовна, Бурлика Анатолій Пилипович
МПК: B32B 13/00
Мітки: облицювальних, спосіб, виготовлення, матеріалів
Формула / Реферат:
Формула изобретенияСпособ изготовления облицовочных панелей, включающий подготовку листов-заготовок, нанесение слоя клея, укладку декоративной пленки и прикатку, отличающийся тем, что, с целью повышения прочности сцепления декоративной пленки с листом-заготовкой и улучшения качества облицовочных панелей, перед укладкой декоративную пленку замачивают в 1-2%-ном водном растворе смачивателя НБ на основе натриевой соли...
Попередній патент: Спосіб отримання торфу активованого для згрудкування залізорудних матеріалів
Наступний патент: Спосіб модернізації електромеханічних атс
Випадковий патент: Спосіб лікування дітей з відхиленнями у розвитку психіки