Спосіб виготовлення гнутих профілів із листових заготовок з покриттям , переважно панелей

Формула / Реферат
1. Спосіб виготовлення гнутих профілів, із листових заготовок з покриттям, переважно панелей, який містить послідовне повздовжнє згинання листової заготовки, нанесення полімерного покриття, яку піддають термообробці, який відрізняється тим, що згинання проводять профілюванням кромок заготівки на асиметричний профіль Г-подібний по одній кромці, S-подібний по другій, причому горизонтальні полищі отриманого профілю мають довжину, яка забезпечує з'єднання панелей між собою при збиранні, а як покриття використовують порошкову фарбу.
2. Спосіб за п.1, який відрізняється тим, що покриття наносять методом електростатичного або трибостатичного напилення.
3. Спосіб за п.1 .який відрізняється тим, що нанесення покриття здійснюють на внутрішню і зовнішню поверхні заготовки.
4. Спосіб за п. 1 , який відрізняється тим, що термообробку проводять при t° 180 - 200°С протягом 10 хвилин.
5. Спосіб за п. 1 , який відрізняється тим, що горизонтальна полиця Г- подібного профілю має довжину 5мм, S – подібного -10 мм.
6. Спосіб за п.1 , який відрізняється тим, що використовують заготовку товщиною не більше 1мм.
Текст
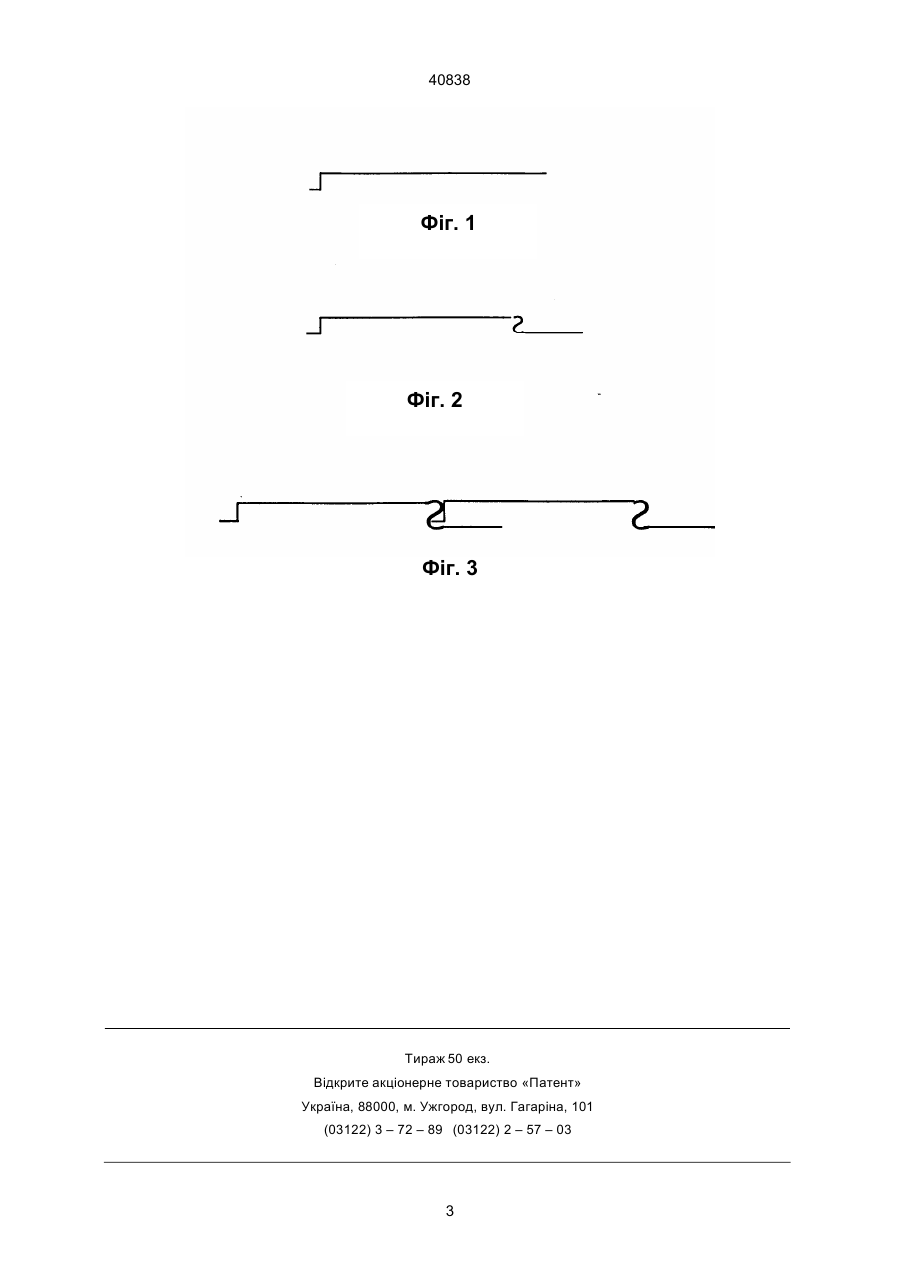
1. Спосіб виготовлення гнутих профілів із листових заготовок з покриттям, переважно панелей, який містить послідовне повздовжнє згинання листової заготовки, нанесення полімерного покриття, яку піддають термообробці, який відрізняється тим, що згинання проводять профілюванням кромок заготівки на асиметричний профіль Г-подібний по одній кромці, S-подібний по другій, причому горизонтальні полиці отриманого профілю мають довжину, яка забезпечує з'єднання панелей між собою при збиранні, а як покриття використовують порошкову фарбу. 2. Спосіб за п.1, який відрізняється тим, що покриття наносять методом електростатичного або трибостатичного напилення. 3. Спосіб за п.1, який відрізняється тим, що нанесення покриття здійснюють на внутрішню і зовнішню поверхні заготовки. 4. Спосіб за п. 1, який відрізняється тим, що термообробку проводять при t° 180 - 200°С протягом 10 хвилин. 5. Спосіб за п. 1, який відрізняється тим, що горизонтальна полиця Г-подібного профілю має довжину 5 мм, S-подібного -10 мм. 6. Спосіб за п.1, який відрізняється тим, що використовують заготовку товщиною не більше 1 мм. Зоя (13) 40838 (11) UA В зв'язку з необхідністю формоутворення складних конструкцій відомі способи характеризуються великим числом операцій згинання; отримані деталі мають складний гнутий профіль, що потребує особливого обладнання та високої точності виготовлення. Крім того, виготовлені деталі не можуть використовуватись як панелі для облицьовування фасадів і їх форма (конструкція) не передбачає можливості з'єднання між собою, що б дозволило збирати конструкції різної довжини, висоти, форми. Виявлені ознаки характеризують недоліки аналогів. Відомі також з'єднання стикових поверхoнь елементів, які застосовують у будівництві (патент РФ № 2019653, Е04В1/38, опуб.1994 р., патент РФ № 2024701, Е04В 1/38, опуб. 1994 р., патент РФ № 2023827, Е04В 1/38, onyб. 30.11.94 p., патент РФ № 2023826, Е04В 1/61, опуб. 30.11.94 р.). Однак такі з'єднання характеризуються ускладненням конструкції із-за наявності додаткових замкових елементів та обрамлень, зумовлених специфікою стиковових поверхонь: теплоізоляційний шар, деревинно-стружкові плити, обштукатурені поверхні. Найбільш близьким по технічній суті до заявленого pішення є спосіб виготовлення гнутих профілів з покриттям, які містять стінку, подвійні полки, нахилені стінки, при якому послідовно відформовують гнутий напівзамкнутий профіль і обтискують місця з'єднання (патент РФ № 2025163, В21D 5/06, опуб.30.12.94 р.). Недоліком прототипу є те, що отримувана форма профілю не забезпечує можливості з'єднання суміжних профілів між собою, що не дозволяє їх використовувати для облицювання будівельних конструкцій. Крім того, не передбачено застосування як покриття фарби, що якісно підвищило б товарний вигляд отримуваного профілю. В основу винаходу поставлено задачу - виготовити панель із забезпеченням з'єднання суміжних панелей між собою без додаткових замкових елементів, з покриттям, яке створює товарний вигляд. При цьому форма панелі повинна бути простою без необхідності застосування для ви (19) Винахід відноситься до способів обробки металів тиском, зокрема до виготовлення панелей, які використовують для облицьовування фасадів будівельних конструкцій типу ларків, павільйонів, балконів. Відомі способи виготовлення просторових деталей із листових заготoвок шляхом вирізки заготовки із металевого листа і наступного її формоутворення (див. авт. св-во СРСР № 617115, В21D 11/20, опуб. 30.07.78 р., авт. св-во СРСР № 1013023, В21D 11/20, опуб. 23.04.83 р.). А ____________________ 40838 готовлення складного обладнання і великого числа операцій (переходів) для формування гнутого профілю. Технічний результат досягається тим, що за способом виготовлення гнутих профілів з покриттям із листової заготовки, переважно панелей, який включає послідовний поздовжній згин листової заготовки, нанесення полімерного покриття, яке піддають термообробці, згин проводять профілюванням кромок заготовки на асиметричний профіль, Г-подібний по одній кромці та S-подібний по другій, причому горизонтальні полки отриманого профілю мають довжини, які забезпечують з'єднання панелей між собою при зборці, а як покриття використовують порошкову фарбу. При цьому покриття наносять методом електростатичного або трибостатичного напилення. При цьому нанесення покриття здійснюють на внутрішню та зовнішню поверхню заготовки. При цьому термообробку проводять при температурі 180-200°С на протязі 10 хвилин. При цьому горизонтальна полка Г-подібного профілю має довжину 5 мм, S-подібного профілю 10 мм. При цьому використовуютьзаготовку товщиною не більше 1 мм. Завдяки згину по кромках заготовки на асиметричний профіль Г-подібного по одній кромці і S-подібного по другій профілюється "замок": забезпечується можливість з'єднання суміжних панелей між собою без додаткових елементів, що в свою чергу дозволяє облицьовувати фасади будівельних конструкцій різної довжини, створювати різні форми (конструкції). При цьому довжини горизонтальних полок отриманого профілю забезпечують надійність з'єднання суміжних панелей по типу "замка". Використовування полімерного покриття у вигляді порошкової фарби, яку наносять методом електростатичного (або трибостатичного) напилення з наступною термообробкою забезпечує високу якість панелей, товарний вигляд і гарантує тривалий строк експлуатації (50 років). Форма отриманих панелей порівняно проста, не потребує для виготовлення складних штампів, кількість переходів для профілювання - два. Суть винаходу пояснюється кресленням, в кількості 3-х фігур, на яких подані: фіг. 1 - профілювання Г-подібного профілю по одній кромці; фіг.2 - профілювання S-подібного профілю по другій кромці; фіг.3 - схема з'єднання панелей між собою при збиранні. Запропонований спосіб здійснюється в наступному порядку. Вихідний матеріал - сталеві листи або рулони, товщиною 0,5 - 1,0 мм. Готують заготовку у вигляді полоси різанням вихідного матеріалу на роликових або гильйотинних ножицях з довжиною полоси 2,5 метри, шириною більше 10 см. Потім заготовку направляють на згин, здійснюваний, наприклад, на фальцезакатній машині. Заготовку піддають деформації шляхом обкатування роликами, які видвинуті на заданий розмір. Згин проводять по кромках заготовки, профілюючи асиметричний профіль. На першому переході вздовж однієї кромки на відстані 5 мм формують Г-подібний профіль (фіг.1), на другому переході вздовж другої на відстані 10 мм формують S-подібний профіль (фіг.2). Аналогічне профілювання застосовують для створення з'єднувальних швів у жерстянобанковому виробництві і консервній промисловості для з'єднання подвійним швом (у "замок") днищ і кришок з боковими стінками судин, банок (див.книгу В.П.Романовского "Справочник по холодной штамповке", изд-во "Машиностроение", Ленинград, 1971, с. 384). Однак форма "замка" відрізняється від запропонованого у винаході, до того ж обов'язковим при цьому було клепання шва. Горизонтальні полки профілю (фіг. 1,2) мають довжини, які забезпечують надійність з'єднання панелей між собою при збиранні. Отримана заготовка направляється далі на знежирювання, наприклад, протирання ацетоном. Потім здійснюють нанесення полімерного покриття, в якості якого використовують порошкову фарбу типу ПЕП. Нанесення покриття здійснюють в спеціальній камері, яка обладнана стійками, на які укладають заготовки. Фарбу наносять з допомогою електростатичного пістолету, спочатку на одну сторону заготовки (зовнішню), потім, перевернувши, на другу (внутрішню). Нанесення порошкової фарби здійснюють методом електростатичного або трибостатичного напилення. Для якісного "спікання" фарби проводять термообробку, для чого заготовки розміщюють у піч на стелажі. Термообробку проводять при t 180-200°C на протязі 10 хвилин. На протязі цього часу відбувається локальна полімерізація фарби. Потім панелі розміщують на складі, де на протязі 6 год проходить повна полімерізація шару покриття. Панель готова до експлуатації. Довжина панелі варіюється від 2,5 м і вище. У такому вигляді панель постачається в будівельні фірми. Для облицювання фасадів будівельних конструкцій панелі збирають, установлюючи у зигзагоподібний профіль попередньої панелі Г-подібний профіль наступної (фіг.3). Довжини горизонтальних полок відформованого асиметричного профілю забезпечують надійність з'єднання, при цьому не потрібно додаткових кріпильних елементів, не потрібно проводити клепання. Колір порошкової фарби, що застосовується, варіюється, що дає можливість виробляти панелі різних кольорових модифікацій. Металева панель з нанесеною фарбою відрізняється високим товарним виглядом, якістю, які не погіршуються на протязі тривалого строку експлуатації. Строк служби такої панелі складає 50 років. Вироблена панель має просту конструкцію, при збиранні не потребує застосування додаткових з'єднувальних елементів, а при виготовленні складного або багаторядного обладнання. 2 40838 Фіг. 1 Фіг. 2 Фіг. 3 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 3 40838 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing of bent type coated profiles from sheet billets, mainly, panels
Автори англійськоюMakhova Liudmyla Ivanovna
Назва патенту російськоюСпособ изготовления гнутых профилей из листовых заготовок с покрытием, преимущественно панелей
Автори російськоюМахова Людмила Ивановна
МПК / Мітки
Мітки: заготовок, покриттям, панелей, виготовлення, спосіб, переважно, листових, гнутих, профілів
Код посилання
<a href="https://ua.patents.su/4-40838-sposib-vigotovlennya-gnutikh-profiliv-iz-listovikh-zagotovok-z-pokrittyam-perevazhno-panelejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гнутих профілів із листових заготовок з покриттям , переважно панелей</a>
Спосіб виготовлення гнутих профілів
Номер патенту: 13197
Опубліковано: 28.02.1997
Автори: Підлісний Володимир Дмитрович, Пшенична Наталя Веніаміновна, Докторов Марк Юхимович, Лінчевський Валерій Валентинович, Богданов Олександр Михайлович, Ахлестін Володимир Леонідович, Шестаков Валентин Васильович
МПК: B21D 5/06
Мітки: профілів, спосіб, виготовлення, гнутих
Формула / Реферат:
(57)1. Способ изготовления гнутых профилей, содержащих стенку и полую полку, путем последовательной по переходам подгибки элементов профиля в валках и размещения при этом стенки профиля в горизонтальной плоскости, отличающийся тем, что профиль изготавливают по меньшей мере из двух отдельных заготовок, по ширине и толщине соответствующих будущим стенке и полке профиля, при этом вна-чале осуществляют профилирование одной из заготовок, затем...
Спосіб виготовлення гнутих профілів розставленого перерізу
Номер патенту: 1706
Опубліковано: 25.10.1994
Автор: Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: спосіб, профілів, виготовлення, гнутих, розставленого, перерізу
Формула / Реферат:
1. Способ изготовления гнутых профилей расставленного сечения, включающий разделение исходной заготовки на полосы по продольной зигзагообразной линии разрезкой, выведение из зацепления разделенных участков, относительное их смещение, последующее возвращение разделенных участков полос в одну плоскость и их сварку с последующим профилированием, отличающийся тем, что исходную заготовку разделяют на полосы по продольной зигзагообразной линии,...
Спосіб виготовлення гнутих гофрованих профілів
Номер патенту: 5364
Опубліковано: 28.12.1994
Автори: Пшенична Наталя Веніаміновна, Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: профілів, виготовлення, спосіб, гофрованих, гнутих
Формула / Реферат:
Способ изготовления гнутых гофрированных профилей, преимущественно листовых с гофрами трапециевидной формы, включающий формообразование профиля в валках клетей стана по технологическим переходам, по которому заготовке подгибкой ее участков придают форму промежуточного профиля с трапециевидными гофрами и горизонтальными межгофровыми участками, а места контакта валков с внутренней зоной мест изгиба гофров профиля размещают от оси вращения...
Спосіб виготовлення гнутих гофрованих профілів

Номер патенту: 22995
Опубліковано: 05.05.1998
Автори: Докторов Марк Юхимович, Бриков Костянтин Семенович
МПК: B21D 5/08
Мітки: профілів, гнутих, спосіб, гофрованих, виготовлення
Формула / Реферат:
Способ изготовления гнутых гофрированных профилей, включающий последовательную подгибку в валках элементов гофров по переходам, отличающийся тем, что подгибку элементов гофров осуществляют при соблюдении следующего условиягде L - межклетьевое расстояние между рабочими клетями, в которых усилия формовки прикладываются через валки в n-ом и n+1-ом переходах; - длина очага деформации за валками после приложения усилия в n-ом...
Спосіб виготовлення коритних гнутих профілів

Номер патенту: 15600
Опубліковано: 30.06.1997
Автори: Гуменюк-Грицай Петро Онисимович, Рябушенко Олександр Васильович, Гулько Альбєрт Ізраіловіч, Певзнер Григорій Михайлович, Овчіннікова Татьяна Алєксандровна, Порада Олексій Миколайович, Свєтлічний Віталій Фьодоровіч, Брутман Леонід Борисович, Ніколаєв Віктор Ніколаєвіч, Бєрман Гаррі Захаровіч
МПК: B21D 5/06
Мітки: спосіб, коритних, гнутих, виготовлення, профілів
Текст:
...двойных участков и среднего участка 16, который 50 осью профиля делится пополам. При изготовлении профиля по предложенному способу формовку профиля начинают со П перехода формовкой ориентирующего центрального элемента 21, 55 прямолинейные полки которого длиной І2 выполнены под углом ai=45°. Ориентирующий элемент- промежуточный элемент формовки центральной впадины между 6 гофрами. Фиксацию при формовке ориентирующего элемента...
Попередній патент: Переділкове обладнання для проходу трубопроводів
Наступний патент: Спосіб отримання сечовиноформальдегідної смоли
Випадковий патент: Імпульсний розпилювач