Спосіб виготовлення пористого матеріалу переважно для фільтрації високов’язких розплавів полімерів
Номер патенту: 26049
Опубліковано: 26.02.1999
Автори: Шевчук Михайло Степанович, Дайбов Андрій Георгійович, Гуслієнко Юрій Олександрович, Агарков Анатолій Андрійович, Осінов Віталій Іванович, Тихонович Тетяна Миколаївна, Сєчкін Микола Володимирович
Формула / Реферат
Способ изготовления пористого материала преимущественно для фильтрации высоковязких расплавов полимеров, включающий прессование волокна на основе меди и спекание пористой заготовки, отличающийся тем, что, с целью повышения прочности, теплопроводности и ресурса работы материала, на спеченную пористую заготовку наносят композиционное электрическое покрытие никель - бор в течение 0,3 - 0,6ч, полученную заготовку промывают, сушат и подвергают диффузионному отжигу в вакууме при 600 - 800°C в течение 1 - 3ч.
Текст
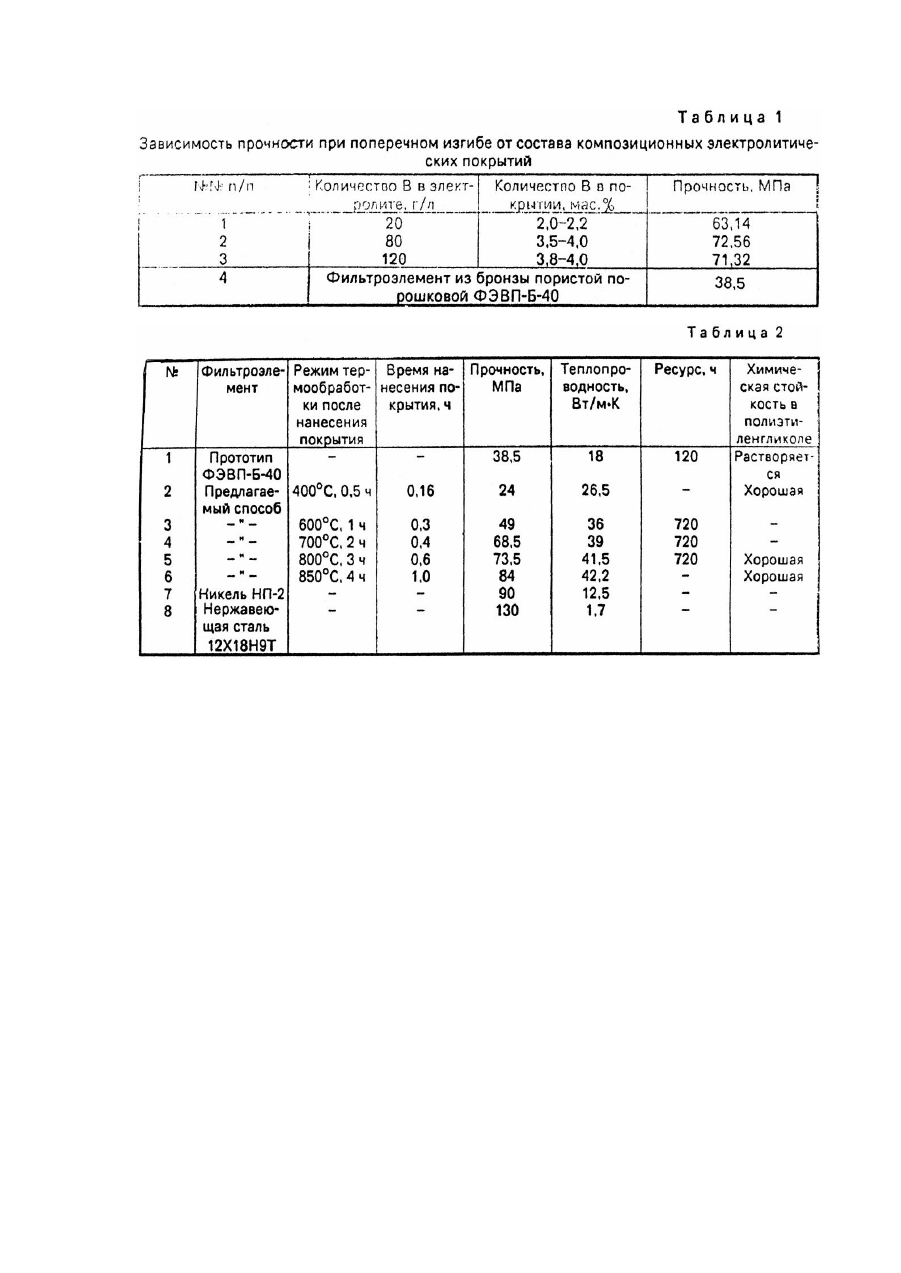
Изобретение относится к порошковой металлургии, а именно к способам изготовления фильтров, предназначенных для фильтрации расплавов высоковязких полимеров, лаков, в частности для фильтрации расплава полиэтилентерефталата, используемого при изготовлении основы магнитных лент и кинофотоматериалов. Одним из основных направлений повышения качества изделий, выпускаемых предприятиями Минхимпрома СССР, является фильтрация расплавов и растворов полимеров с целью улавливания всевозможных видов загрязнений, пузырьков газов и гелей. Однако, до недавнего времени этому вопросу не уделялось должного внимания, что приводило к сокращению срока службы оборудования, снижению производительности труда и очень низкому (иногда до 10%) выходу годной продукции. Пористые материалы, предназначенные для фильтрации расплавов и растворов полимеров, должны отвечать следующим требованиям: высокая степень фильтрации, вплоть до улавливания частиц размером 2 - 3мкм; высокая теплопроводность и термическая стойкость, обеспечивающие равномерный, без окисления, прогрев всей фильтрующей поверхности (температура расплава 300 - 350°C); высокие прочностные характеристики, исключающие возможность миграции фильтрующего материала в полимер (давление в фильтре до 200 атм., вязкость до 1000Па × с) и обеспечивающие необходимый ресурс работы; хорошая очищаемость и многократность использования; совместимость с фильтруемыми полимерами (не должно быть окисления, расщепления, разложения или обесцвечивания полимеров). Наиболее полно вышеперечисленным требованиям отвечают пористые материалы, изготовленные из металловолокна. Известен способ изготовления фильтрующи х элементов из отрезков проволоки в виде спиралей, которые прессуются и пропитываются эластичным антикоррозионным наполнителем (см. а.с. №183174, а.с. №895578 по кл. B21 21/00, 27/12 от 27.07.1960). Существенными недостатками вышеуказанных способов является недостаточная прочность, проницаемость, теплопроводность, сложность изготовления изделий. Фильтроэлементы, изготовленные путем заполнения перфорированного металлического каркаса порошками металлов или металлическими волокнами с последующим спеканием (см. патент Англии №933825 по кл. B23 п. C22 c от 1961г.), не обладают необходимой высокой теплопроводностью в случае применения материалов на основе нержавеющей стали, никеля и сплавов на основе никеля или их невозможно регенерировать в случае применения медного или бронзового материала из-за химического взаимодействия вышеуказанных материалов с растворителем (полиэтиленгликон), которым промывают фильтроэлементы. Наиболее близким по большинству существенных признаков являются серийно выпускаемые по ТУ 6 - 17 - 869. П-87 фильтроэлеманты из порошка оловянной бронзы типа фильтроэлементы ВП-Б-40 - 200, которые изготавливают путем свободной засыпки в форму и спекания в среде водорода. Основными недостатками таких фильтроэлементов является малый ресурс работы из-за невозможности их регенерировать, низкая прочность, что не исключает вторичное загрязнение расплава сферическими частицами, оторвавшимися от поверхности фильтроэлемента, недостаточная совместимость с расплавами (особенно в пусковой момент), что приводит к частичному окислению расплавов полиэтилентерефталата. Целью изобретения является увеличение ресурса работы, повышение прочности и теплопроводности пористого материала, предназначенного для фильтрации расплавов полимеров. Поставленная цель достигается за счет того, что в способе изготовления пористого материала, включающем прессование и спекание дискретных медных волокон, наносят композиционное электролитическое покрытие состава никель - бор в течение 0,3 - 0,6ч, полученную заготовку подвергают ди ффузионному отжигу в вакууме при 600 - 800°C с выдержкой 1 - 3ч. Известен ряд способов, позволяющих придавать пористым материалам различные новые свойства путем нанесения покрытий, в частности, например, хромирование через газовую фазу. Однако без композиционного электролитического покрытия одновременно получить комплекс свойств, оказывающих влияние как на фильтрующий материал, так и на фильтрующую среду, невозможно. Одним из главных условий получения композиционных электролитических покрытий определенного состава и свойств является количество дисперсных частиц в покрытии. Известно, что при получении композиционных электролитических покрытий (КЭП) максимально возможное количество заращиваемого бора в покрытие составляет 5мас.%. Из основных технологических параметровпроцесса осаждения КЭП определяющее влияние на содержание бора в покрытии оказывает его количество в электролите. Последующая термообработка КЭП приводит к взаимодействию бора с никелевой матрицей и образованию боридов и, таким образом, изменяются свойства покрытий. Поэтому состав композиционных электролитических покрытий существенно влияет на их свойства. Установлено, что оптимальным содержанием бора в электролите, обусловливающим максимальное их содержание в покрытии и, соответственно, повышение свойств, является 60 80г/л. Пример 1. Фильтроэлемент пористостью 45%, диаметром 175мм, высотой 1мм изготавливался из дискретных медных волокон диаметром 70мкм, длиной 6мм методом вибровойлокования при частоте 50 - 20Гц и последующем двухстороннем прессовании при удельном давлении 50 - 70МПа. Спекался в среде остроосушенного водорода при 950°C с выдержкой 2ч. Перед нанесением КЭП Ni-B фильтроэлемент травился в 15% - ном растворе HCl в течение 5мин. Состав электролитической ванны: NiCl2 × 6H2O 300г/л H3BO3 40г/л B 20г/л что соответствует его содержанию в покрытии 2 - 2,2мас.%. Плотность тока 10А/дм 2, pH 3 - 4, температура раствора 40°C, время осаждения 0,4ч. После промывки в воде и сушке при 40°C фильтроэлемент подвергался диффузионному отжигу в вакууме 10-4мм рт.ст. при 600°C в течение 3ч. Значения величины прочности при изгибе приведены в табл.1. Пример 2. Фильтроэлемент пористостью 45%, диаметром 175мм, высотой 1мм изготавливался из дискретных медных волокон, диаметром 70мкм, длиной 6мм, методом вибровойлокования при частоте 50 - 20Гц и последующем двухстороннем прессовании при удельном давлении 50 - 70МПа. Спекался в среде остроосушенного водорода при 950°C с выдержкой 2ч. Перед нанесением КЭП Ni-B фильтроэлемент травился в 15% - ном растворе HCl в течение 5мин. Состав электролитической ванны: NiCl2 × 6H2O 300г/л H3BO3 40г/л B 80г/л что соответствует его содержанию в покрытии 3,5 - 4мас.%. Плотность тока 10А/дм 2, pH 3 - 4, температура раствора 40°C, время осаждения 0,4ч. После промывки в воде и сушке при 40°C фильтроэлемент подвергался диффузионному отжигу в вакууме 10-4мм рт.ст. при 600°C в течение 3ч. Значения величины прочности при изгибе приведены в табл.1. Пример 3. Фильтроэлемент пористостью 45%, диаметром 175мм, высотой 1мм изготавливался из дискретных медных волокон диаметром 70мкм, длиной 66мм методом вибровойлокования при частоте 50 - 20Гц и последующем двухстороннем прессовании при удельном давлении 50 - 70МПа. Спекался в среде остроосущенного водорода при 950°C с выдержкой 2ч. Перед нанесением КЭП Ni-B фильтроэлемент травился в 15% - нам растворе HCl в течение 5мин. Состав электролитической ванны: NiCl2 × 6H2O 300г/л H3BO3 40г/л B 120г/л что соответствует его содержанию в покрытии 3,8 - 4мас.%. Плотность тока 10А/дм 2, pH 3 - 4, температура раствора 40°C, время осаждения 0,4ч. После промывки в воде и сушке при 40°C фильтроэлемент подвергался диффузионному отжигу в вакууме 10-4мм рт.ст. при 600°C в течение 3ч. Значения величины прочности при изгибе приведены в табл.1. Прочностные характеристики определялись в соответствии с ГОСТ 18228 - 85. Таким образом, оптимальный состав покрытий Ni 3,5 - 4мас.% B, что достигается при введении в электролитическую ванну 60 - 80г/л бора. Пример 4. Фильтроэлемент пористостью 45%, диаметром 175мм, высотой 1мм изготавливался из дискретных медных волокон диаметром 70мкм, длиной 6мм методом вибровойлокования при частоте 50 - 20Гц и последующем двухстороннем прессовании при удельном давлении 50 - 70МПа. Спекался в среде остроосушенного водорода при 950°C с выдержкой 2ч. Перед нанесением композиционного электролитического покрытия Ni-B фильтроэлемент травился в 15% - ом растворе HCl в течение 5мин. Состав электролитической ванны: NiCl2 × 6H2O 300г/л H3BO3 40г/л B 80г/л Катодная плотность тока 10А/дм 2, pH 3 - 4, температура раствора 40°C. Время осаждения 0,16ч. После промывки в воде и сушке при 40°C фильтроэлемент подвергался диффузионному отжигу в вакууме 10-4мм рт.ст. при 400°C в течение 0,5ч. Значения величины прочности при изгибе и теплопроводность приведены в табл.2. Пример 5. Фильтроэлемент пористостью 45%, диаметром 175мм, высокой 1мм изготавливался из дискретных медных волокон диаметром 70мкм, длиной 6мм методом вибровойлокования при частоте 50 - 20Гц и последующем двухстороннем прессовании при удельном давлении 50 - 70МПа. Спекался в среде остроосушенного водорода при 950°C с выдержкой 2ч. Перед нанесением композиционного электролитического покрытия Ni-B фильтроэлемент травился в 15% - ом растворе HCl в течение 5мин. Состав электролитической ванны: NiCl2 × 6H2O 300г/л H2BO3 40г/л B 80г/л Катодная плотность тока 10А/дм 2, pH 3 - 4, температура раствора 40°C, время осаждения 0,3ч. После промывки в воде и сушке при 40°C фильтроэлемент подвергался диффузионному отжигу в вакууме 10-4мм рт.ст. при 600°C в течение 1ч. Значения величины прочности при изгибе и теплопроводность приведены в табл.2. Пример 6. Фильтроэлемент пористостью 45%, диаметром 175мм, высотой 1мм изготавливался из дискретных медных волокон диаметром 70мкм, длиной 6мм методом вибровойлокования при частоте 50 - 20Гц и последующем двухстороннем прессовании при удельном давлении 50 - 70МПа. Спекался в среде остроосушенного водорода при 950°C с выдержкой 2ч. Перед нанесением композиционного электролитического покрытия Ni-B фильтроэлемент травился в 15% - ом растворе HCl в течение 5мин. Состав электролитической ванны: NiCl2 × 6H2O 300г/л H3BO3 40г/л B 80г/л Катодная плотность тока 10А/дм 2, pH 3 - 4, температура раствора 40°C, время осаждения 0,4ч. После промывки в воде и сушке при 40°C фильтроэлемент подвергался диффузионному отжигу в вакууме 10-4мм рт.ст. при 700°C в течение 2ч. Значения величины прочности при изгибе и теплопроводность приведены в табл.2. Пример 7. Фильтроэлемент пористостью 45%, диаметром 175мм, высотой 1мм изготавливался из дискретных медных волокон диаметром 70мкм, длиной 6мм методом вибровойлокования при частоте 50 - 20Гц и последующем двухстороннем прессовании при удельном двлении 50 - 70МПа. Спекался в среде остроосушенного водорода при 950°C с выдержкой 2ч. Перед нанесением композиционного электролитического покрытия Ni-B фильтроэлемент травился в 15%-ом растворе HCl в течение 5мин. Состав электролитической ванны: NiCl2 × 6H2O 300г/л H3BO3 40г/л B 80г/л Катодная плотность тока 10А/дм 2, pH 3 - 4, температура раствора 40°C, время осаждения 0,6ч. После промывки в воде и сушке при 40°C фильтроэлемент подвергался диффузионному отжигу в вакууме 10-4мм рт.ст. при 800°C в течение 3ч. Значения величины прочности при изгибе и теплопроводность приведены в табл.2. Пример 8. Фильтроэлемент пористостью 45%, диаметром 175мм, высотой 1мм изготавливался из дискретных медных волокон диаметром 70мкм, длиной 6мм методом вибровойлокования при частоте 50 - 20Гц и последующем двухстороннем прессовании при удельном двлении 50 - 70МПа. Спекался в среде остроосушенного водорода при 950°C с выдержкой 2ч. Перед нанесением композиционного электролитического покрытия Ni-B фильтроэлемент травился в 15%-ом растворе HCl в течение 5мин. Состав электролитической ванны: NiCl2 × 6H2O 300г/л H3BO3 40г/л B 80г/л Катодная плотность тока 10А/дм 2, pH 3 - 4, температура раствора 40°C, время осаждения 1ч. После промывки в воде и сушке при 40°C фильтроэлемент подвергался диффузионному отжигу в вакууме 10-4мм рт.ст. при 850°C в течение 4ч. Значения величины прочности при изгибе и теплопроводность приведены в табл.2. Прочностные характеристики определялись в соответствии с ГОСТ 18228 - 85, а теплопроводность оценивалась на установке для измерения теплопроводности ИТ-А-400. Технический эффект от использования изобретения приведен в табл.2 и в акте промышленных испытаний проведенных на НПО "Свема". Промышленные испытания показали, что фильтроэлементы, изготовленные заявляемым способом, прочнее чем прототип в 2 - 3 раза, из-за более высокой теплопроводности удалось улучшить равномерность основы по толщине разнотолщинность не более 2мкм, обладают более высоким ресурсом. В настоящее время фильтроэлементы прошли шестикратную регенерацию и ресурсные испытания продолжаются.
ДивитисяДодаткова інформація
Автори англійськоюHuslienko Yurii Oleksandrovych
Автори російськоюГуслиенко Юрий Александрович
МПК / Мітки
МПК: C22C 1/08
Мітки: переважно, розплавів, фільтрації, пористого, полімерів, матеріалу, виготовлення, високов'язких, спосіб
Код посилання
<a href="https://ua.patents.su/4-26049-sposib-vigotovlennya-poristogo-materialu-perevazhno-dlya-filtraci-visokovyazkikh-rozplaviv-polimeriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пористого матеріалу переважно для фільтрації високов’язких розплавів полімерів</a>
Сировинна суміш для виготовлення пористого будівельного матеріалу
Номер патенту: 5819
Опубліковано: 29.12.1994
Автори: Гоц Володимир Іванович, Дорошенко Вячеслав Олександрович, Бабійчук Ігор Павлович, Числицька Олена Василівна, Румина Галина Вячеславівна, Глуховський Віктор Дмитрович
МПК: C04B 38/10, C04B 28/26, C04B 38/08
Мітки: виготовлення, пористого, суміш, матеріалу, сировинна, будівельного
Формула / Реферат:
Сырьевая смесь для изготовления пористого строительного материала, включающая жидкое стекло с Мс=2, молотый доменный гранулированный шлак, легкий заполнитель и мылонафт, отличающаяся тем, что, с целью повышения коэффициента конструктивного качества при сохранении прочности, она содержит в качестве легкого заполнителя вспученный перлитовый песок и дополнительно древесную шерсть с длинной волокон 2-5 мм, диаметром 0,1-0,3 мм при следующем...
Спосіб виготовлення пористого матеріалу з профільованих металевих волокон
Номер патенту: 24829
Опубліковано: 06.10.1998
Автори: Карташова Людмила Іванівна, Ларін Віктор Валєрієвіч, Сало Володимир Іванович
МПК: B01J 35/00, B01D 35/00
Мітки: виготовлення, спосіб, металевих, профільованих, пористого, матеріалу, волокон
Формула / Реферат:
Спосіб виготовлення пористого матеріалу з профільованих металевих волокон, включаючий одержання волокон різкою дроту, їх подачі у прес-форми, пресування та спікання, який відрізняється тим, що перед різкою дріт деформується профілюючими роликами з метою усунення його прямолінійності.
Спосіб виготовлення монолітно-пористого матеріалу

Номер патенту: 23157
Опубліковано: 19.05.1998
Автори: Мельник Людмила Олексіївна, Віхірєва Наталія Павлівна, Гусаров Борис Петрович
МПК: B29C 65/04, B29C 43/02
Мітки: виготовлення, матеріалу, спосіб, монолітно-пористого
Формула / Реферат:
Способ получения монолитно-пористого материала, включающий помещение полимерной композиции в прессформу и ее нагрев, отличающийся тем, что нагрев производят при холодных плитах прессформы обработкой током высокой частоты с силой тока на сетке 90-130мА в течение 20-30 секунд и последующей выдержкой в прессформе в течение 40-60 секунд после отключения тока высокой частоты.
Фільєра для виготовлення плоских плівок і листів з розплавів полімерів
Номер патенту: 14269
Опубліковано: 25.04.1997
Автори: Антіпов Альберт Іванович, Кондратенко Віктор Федорович, Моісієнко Валерій Константинович
МПК: B29L 7/00, B29C 47/16
Мітки: виготовлення, фільєра, плоских, розплавів, полімерів, листів, плівок
Формула / Реферат:
Фильера для изготовления плоских пленок и листов из расплавов полимеров, содержащая две скрепленные полуформы, одна из которых имеет упругодеформируемую губку, смонтированные с образованием между собой распределительного и выравнивающего каналов и выходной формующей щели, причем полуформы закрыты торцовыми крышками, в одной из которых выполнено отверстие для ввода расплава в фильеру, отличающаяся тем, что, с целью повышения качества...
Спосіб отримання пористого проникного матеріалу
Номер патенту: 16654
Опубліковано: 29.08.1997
Автори: Слєпцова Ніна Петрівна, Шеремет Володимир Єфимович, Лунін Леонід Євгенович, Косторнов Анатолій Григорович
Мітки: отримання, пористого, спосіб, проникного, матеріалу
Формула / Реферат:
Способ получения пористого проницаемого материала, включающий размол и смешивание порообразователя с металлическим порошком в шаровой мельнице, прессование и спекание, отличающийся тем, что, с целью уменьшения размера пор, повышения тонкости очистки и эффективности, порообразователь предварительно размалывают в течение 15-25 мин при соотношении масс порообразователя и шаров (1:8,5)-(1:11,5), частоте колебаний 8-12 Гц и амплитуде 3-7 мм, а...
Попередній патент: Пристрій для забивання свай при закладанні фундаменту, переважно для опори
Наступний патент: Механічний трубний ключ
Випадковий патент: Спосіб внутрішньоматкового осіменіння свиноматок