Спосіб радіального кування
Номер патенту: 27191
Опубліковано: 15.08.2000
Автори: Поспелов Ігор Олексійович, Залужний Юрій Григорович, Лазоркін Віктор Андрієвич, Скорняков Юрій Миколаївич, Тюрін Валерій Олександрович
Формула / Реферат
Формула изобретения
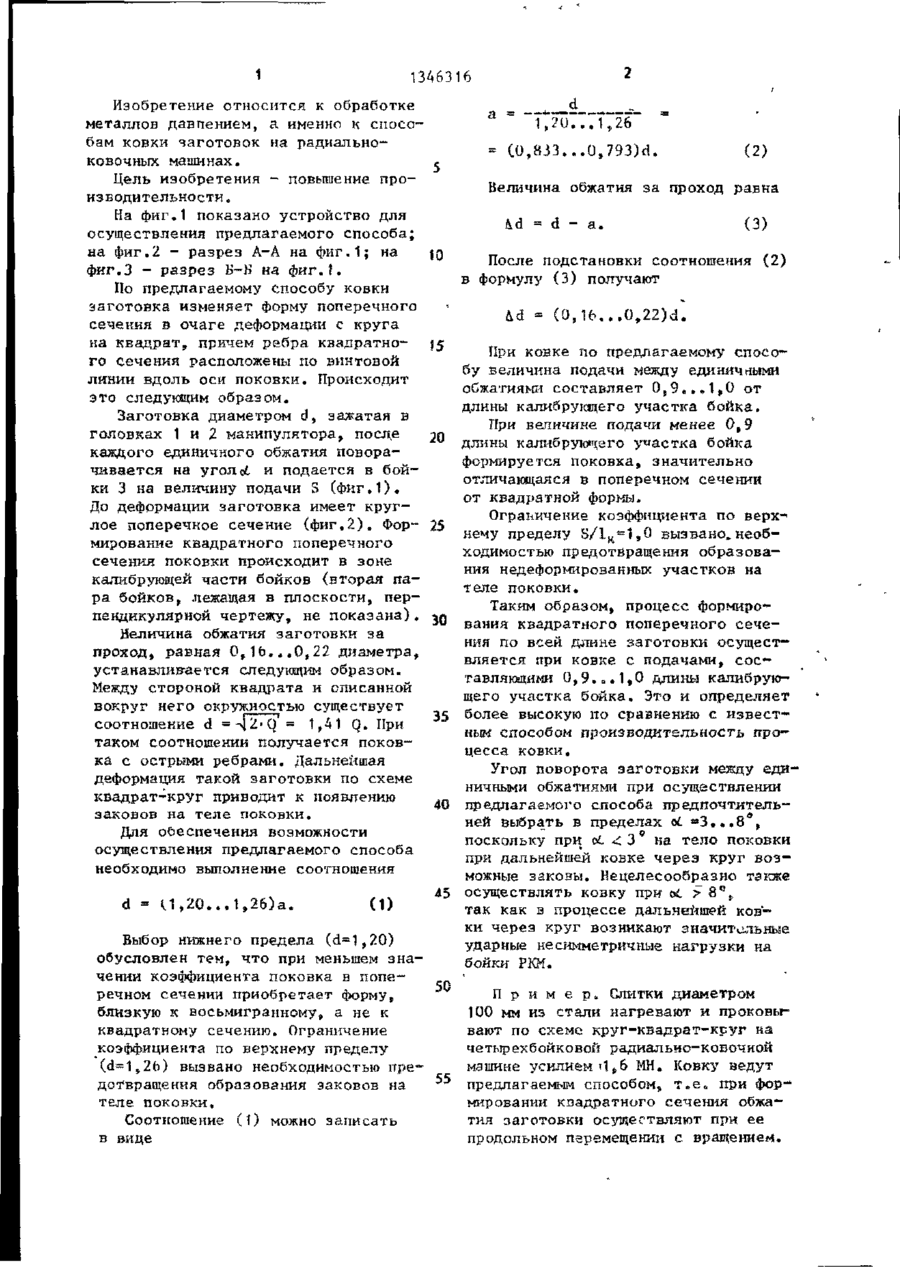
Способ радиальной ковки, при котором заготовку деформируют бойками за два перехода по схеме круг-квадрат-круг, на первом из которых заготовку деформируют при ее подаче и повороте между единичными обжатиями, отличающийся тем, что, с целью повышения производительности, деформирование на первом переходе выполняют с обжатиями 0,16...0,22 диаметра заготовки и с подачей 0,9...1,0 длины калибрующего участка бойка.
Текст
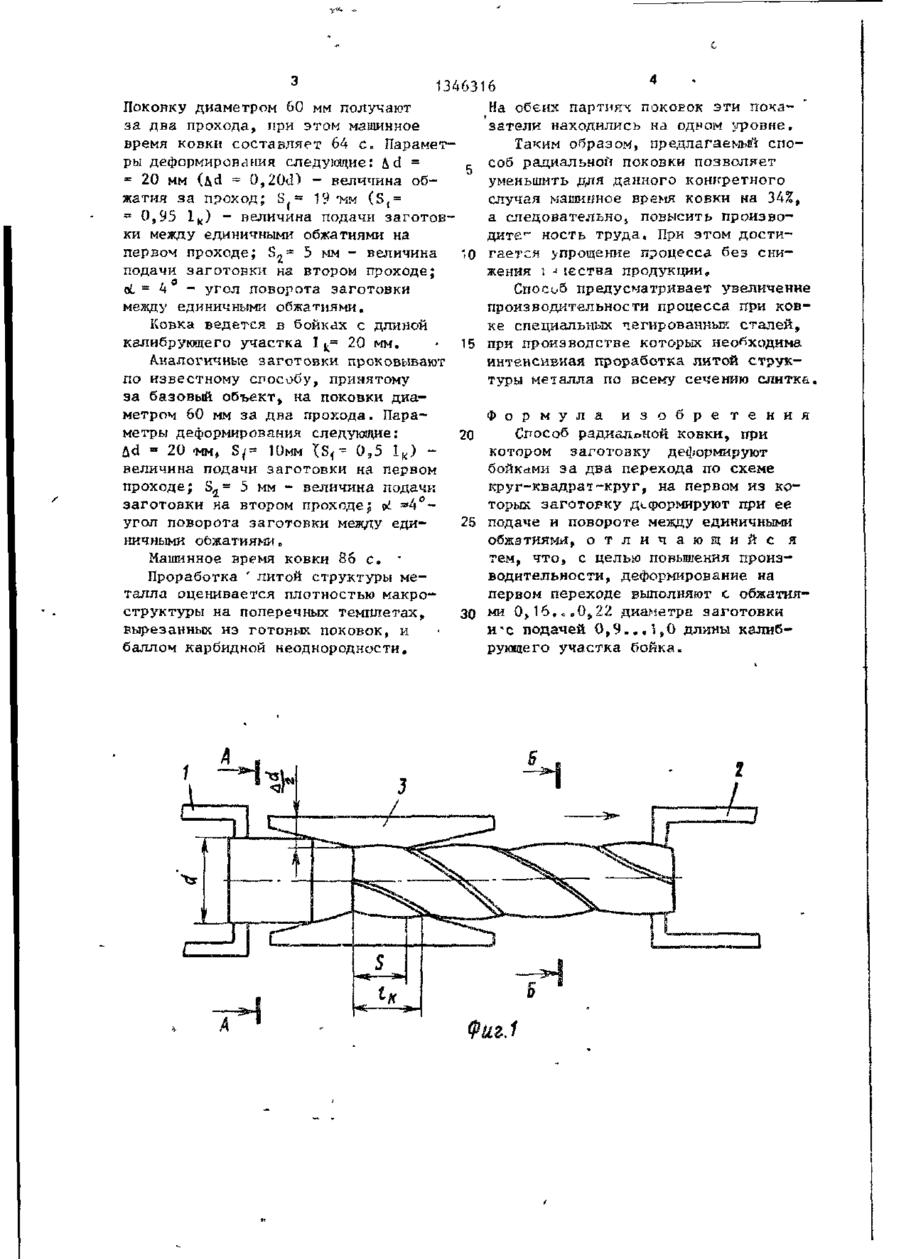
Изобретение относится к обработке металлов давлением, к технологии ковки на радиально-ковочных машинах. Оно позволяет повысить п р о изводительность ковки путем выполнения ее з а два перехода. Способ радиальной ковки состоит в деформировании заготовки по схеме к р у г квадрат-круг. На первом переходе ков ка выполняется при продольной подаче заготовки и ее повороте между единичными обжатиями, величина которых составляет 0,16-0,22 диаметра з а г о товки. При этом подача составляет 0,9-1,0 длины калибрующего участка бойка. Эти режимы ковки обеспечивают заданную проработку металла з а г о т о в ки за два перехода, что обусловливает повышение производительности ков* ки. 3 и л . 1 13A6316 Изобретение относится к обработке металлов давлением, а именно к способам ковки заготовок на радиальноковочных машинах. Цель изобретения - повышение производительности. На фиг.1 показано устройство для осуществления предлагаемого способа; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-К на фиг.ї. По предлагаемому способу ковки заготовка изменяет форму поперечного сечения в очаге деформации с круга на квадрат, причем ребра квадратного сечения расположены по винтовой линии вдоль оси поковки. Происходит это следующим образом. Заготовка диаметром d, зажатая в головках 1 и 2 манипулятора, посде каждого единичного обжатия поворачивается на уголоб и подается в бойки 3 на величину подачи S (фиг.1). До деформации заготовка имеет круглое поперечное сечение (фиг.2). Формирование квадратного поперечного сечения поковки происходит в зоне калибрующей части бойков (вторая пара бойков, лежащая в плоскости, перпендикулярной чертежу, не показана), Неличина обжатия заготовки за проход, равная 0,16...О,22 диаметра, устанавливается следующим образом. Между стороной квадрата и списанной вокруг него окружностью существует соотношение d = л[2' Q' = 1,41 Q. При таком соотношении получается поковка с острыми ребрами. Дальнейшая деформация такой заготовки по схеме квадрат-круг приводит к появлению заковов на теле поковки. Для обеспечения возможности осуществления предлагаемого способа необходимо выполнение соотношения d = (1) 1,20...1,26 = CO,8J3...O,793)d, (2) Величина обжатия за проход равна &d = d - а. 10 (3) После подстановки соотношения (2) в формулу (3) получают id = (0,16...0,22)d. 20 25 30 35 При ковке по предлагаемому способу величина подачи между единичными обжатиями составляет 0 , 9 . . И , О от длины калибрующего участка бойка. При величине подачи менее 0,9 длины калибрующего участка бойка формируется поковка, значительно отличающаяся в поперечном сечении от квадратной формы. Ограничение коэффициента по верх-нему пределу S / l K = 1 , 0 вызвано,необходимостью предотвращения образования недеформированных участков на теле поковки. Таким образом, процесс формирования квадратного поперечного сечения по всей длине заготовки осуществляется при ковке с подачами, с о с тавляющими 0 , 9 . в . 1 , 0 длины калибрующего участка бойка. Это и определяет более высокую по сравнению с и з в е с т ным способом производительность процесса ковки. Угол поворота заготовки между единичными обжатиями при осуществлении предлагаемого способа предпочтительв ней выбрать в пределах Ы. » 3 . « . 8 , поскольку при oL 8°t так как в процессе дальнейшей ковки через круг возникают значительные ударные несимметричные нагрузки на бойки РКК. Выбор нижнего предела (d~1,20) обусловлен тем, что при меньшем значении коэффициента поковка в поперечном сечении приобретает форму, П р и м е р . Слитки диаметром близкую к восьмигранному, а не к 100 мм из стали нагревают и проковыквадратному сечению. Ограничение вают по схеме круг-квадрат-круг на коэффициента по верхнему пределу четырехбойковой радиально-ковочной (d=1,2b) вызвано необходимостью премашине усилием>1,6 МН. Ковку ведут 55 предлагаемым способом^ т . е а при фордотвращения образования заковов на теле поковки. мировании квадратного сечения обжатия заготовки осуществляют при ее Соотношение (1) можно записать продольном перемещении с вращением. в виде 3 134631 Поковку диаметром 60 мм получают На обеих партиях пОКОРОК ЭТИ показа два прохода, при этом машинное затели находились на ОДРОМ уровне. время ковки составляет 64 с. ПараметТаким образом, предлагаемый споры деформирования следующие: Д d = , соб радиальной поковки позволяет = 20 мм (id - 0,20
ДивитисяДодаткова інформація
Автори англійськоюLazorkin Viktor Andriievych, Tiurin Valerii Oleksandrovych
Автори російськоюЛазоркин Виктор Андреевич, Тюрин Валерий Александрович
МПК / Мітки
Мітки: кування, радіального, спосіб
Код посилання
<a href="https://ua.patents.su/4-27191-sposib-radialnogo-kuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб радіального кування</a>
Інструмент для радіального кування
Номер патенту: 27168
Опубліковано: 15.08.2000
Автори: Будзинський Олександр Сергієвич, Скорняков Юрій Миколаєвич, Лазоркін Віктор Андрієвич, Поспєлов Ігор Олексійович, Потапов Іван Іванович, Артамонов Юрій Вікторович, Гаврилов-Крямічев Микола Львович
Мітки: радіального, кування, інструмент
Формула / Реферат:
(57) Инструмент для радиальной ковки, содержащий две пары бойков, установленных с возможностью попарного перемещения в двух взаимно перпендикулярных плоскостях, каждый из которых выполнен с заходным и калибрующим участками рабочей поверхности, отличающийся тем, что, с целью повышения качества получаемых изделий за счет снижения неравномерности свойств в объеме по ковки, заходный участок рабочей поверхности каждого бойка выполнен в виде двух...
Спосіб радіального кування заготовок переважно з металів і сплавів, які важко деформуються
Номер патенту: 27166
Опубліковано: 15.08.2000
Автори: Сивоконь Микола Анатолієвич, Потапов Іван Іванович, Залужний Юрій Григорович, Артамонов Юрій Вікторович, Сіменяка Павло Степанович, Долгая Світлана Павлівна, Гаврилов-Крямічев Микола Львович, Кнохін Валерій Георгієвич, Поспєлов Ігор Олексійович, Лазоркін Віктор Андрієвич, Скорняков Юрій Миколаєвич
Мітки: радіального, кування, спосіб, важкої, заготовок, металів, сплавів, деформуються, переважно
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и яСпособ радиальной ковки заготовок преимущественно из труднодеформируемых металлов и сплавов, включающий деформирование заготовки проходами в бойках с заходными коническими и калибрующими цилиндрическими участками путем подачи и кантовки заготовки после каждого единичного обжатия с изменением направления подачи после каждого прохода, о т л и ч а ю щ и й с я тем, что, с целью повышения...
Спосіб радіального кування
Номер патенту: 27180
Опубліковано: 15.08.2000
Автори: Залужний Юрій Григорович, Поспєлов Ігор Олексійович, Долгая Світлана Павлівна, Лазоркін Віктор Андрієвич, Скорняков Юрій Миколаєвич, Тюрін Валерій Олександрович, Артамонов Юрій Вікторович
Мітки: кування, спосіб, радіального
Формула / Реферат:
Формула изобретенияСпособ радиальной ковки, заключающийся в обжиме цилиндрической заготовки одновременно в двух взаимно перпендикулярных плоскостях двумя парами бойков с вращением ее вокруг оси и периодической подачей в направлении продольной оси, отличающийся тем, что, с целью повышения качества изделий за счет улучшения проработки структуры материала заготовки, обжатия в каждой из двух взаимно перпендикулярных плоскостей изменяют на...
Спосіб кування заготовок у чотирьохбойковому кувальному пристрої
Номер патенту: 21366
Опубліковано: 02.12.1997
Автор: Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: спосіб, чотирьохбойковому, кувальному, пристрої, кування, заготовок
Формула / Реферат:
1. Способ ковки заготовок в четырехбойковом ковочном устройстве, включающий обжатия заготовки двумя парами бойков в двух взаимно перпендикулярных плоскостях в радиальном направлении со сдвигом, подачи и кантовки с формированием на каждом проходе заготовки с поперечным сечением, центральная ось которого смещена относительно центральной оси заготовки, полученной на предыдущем проходе, отличающийся тем, что на каждом промежуточном проходе...
Пристрій для ущільнення радіального зазору поміж статором і ротором турбомашини і спосіб його монтажу
Номер патенту: 24211
Опубліковано: 07.07.1998
Автори: Лисенко Валентин Микитович, Спіцин Володимир Євгенович, Жирицький Олександр Олегович
МПК: F01D 25/24
Мітки: турбомашині, поміж, ротором, пристрій, ущільнення, радіального, спосіб, зазору, статором, монтажу
Формула / Реферат:
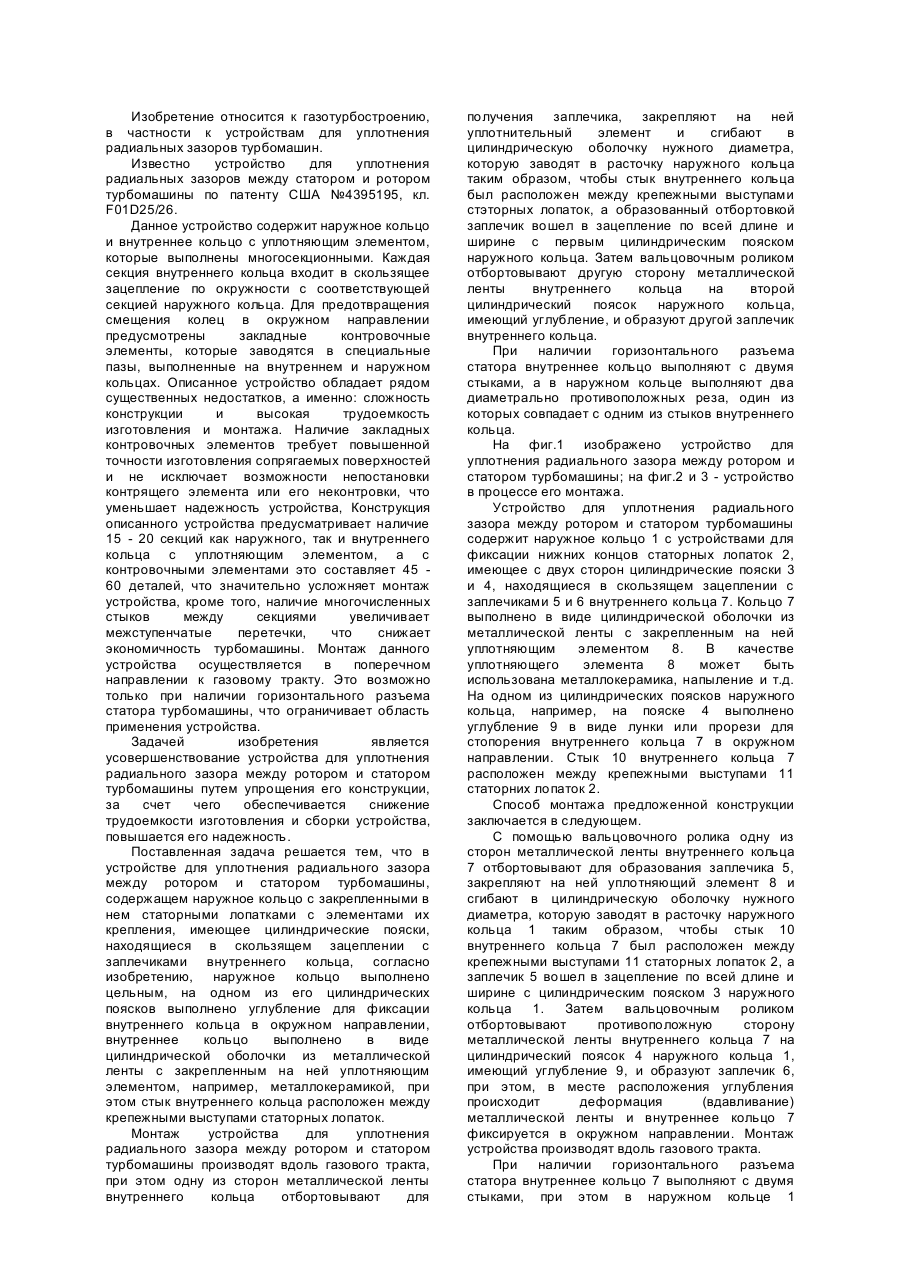
1. Устройство для уплотнения радиального зазора между статором и ротором турбомашины, содержащее наружное кольцо с закрепленными в нем статорными лопатками с элементами их крепления, имеющее цилиндрические пояски, находящиеся в скользящем зацеплении с заплечиками внутреннего кольца, отличающееся тем, что наружное кольцо выполнено цельным, на одном из его цилиндрических поясков выполнено углубление для фиксации внутреннего кольца в окружном...
Попередній патент: Спосіб електролітичного одержання титану в розплаві галогенідів лужних і лужноземельних металів
Наступний патент: З`єднуючий вузол газовипускної магістралі двигуна внутрішнього згорання
Випадковий патент: Газостатичний упорний підшипниковий вузол