Спосіб різання стрічок з армуючими прошарками та пристрій для його здійснення
Текст
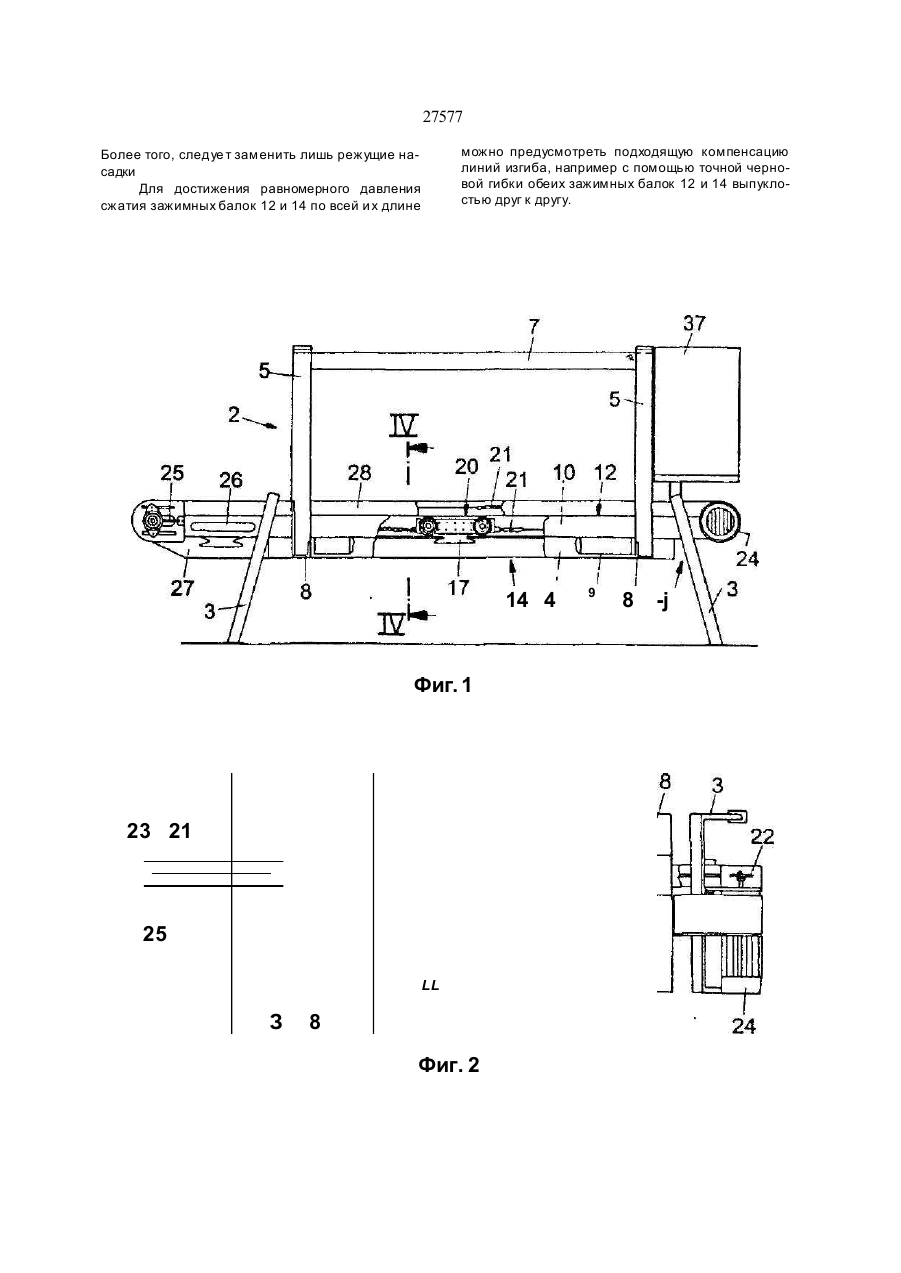
1. Способ резки лент с армирующими прослой ками, включающий расположение ленты между двумя зажимными балками, прижимание зажимных балок с расположенной между ними лентой др уг против друга и одновременное перемещение ножа с помощью привода вдоль зажимных балок и попе рек продольному направлению разрезаемой ленты через материа л лен ты , о тли чающийся тем, что материал ленты во время резки охватывают с обе их сторон режущими кромками, которые образуют между собой острый угол и имеют прямую форму или изогнуты выпукло по направлению к разрезае мой ленте. 2. Способ по пункту 1, отличающийся тем, что нож с режущими кромками перемещают через матери ал лен ты с возможностью сме щения ножа в на правлении, перпендикулярном плоским сторонам разрезаемой ленты, до его автоматического цен трирования относительно включенной в ленту ар мирующей прослойки. 3. Устройство для резки лент с армирующими про слойками, содержащее зажимное устройство, со стоящее из двух прижимаемых друг к другу зажим-т ных балок, расположенных поперек продольному направлению зажимаемой между ними разрезаемой ленты, а также нож с, по меньшей мере, одной ре жущей кромкой, установленный с возможностью перемещения с помощью привода вдоль зажимною устройства , отличающееся тем, что под острым углом к режущей кромке ножа расположена другая режущая кромка так, что материал ленты во время резки охватывается с обеих сторон режущими кром ками, которые имеют прямую форму или изогнуты выпукло по направлению к разрезаемой пекте. 4. Устройство по пункту 3, отличающееся тем, что обе режущие кромки сформированы на ноже. 5. Устройство для резки по п ункту 3 ипи 4, о тли чающееся тем. что обе режущие кромки выполне ны симметрично друг flpvry и вместе образуют при мерно V-обраэный режущий вырез. 6. Устройство по одному из п унктов 3-5, отличаю щееся тем, что нож установлен с возможностью его смещения в направлении, перпендикулярном пло ским сторонам разрезаемой ленты, до его автома тического центрирования относительно включенной в ленту армир ующей прослойки, а в продольном направлении разрезаемой ленты нож установлен жестко. 7. Устройство по одному из пунктов 3-6, о тличаю щееся тем, что нож расположен на перемещаемой вдоль зажимного устройства туда и обратно каретке. 8. Устройство по пункту 7, отличающееся тем, что нож жестко закреплен на каретке и что каретка при прохождении по одной из обеи х зажимных ба лок зажимного устройства установлена с возможностью ее смещения в направлении, перпендикулярном плоским сторонам разрезаемой ленты, до автома тического центрирования ножа относительно вклю ченной в ленту армирующей прослойки. 9. Устройство по пункту 8, отличающееся тем, что каретка на противоположной ножу продольной сто роне снабжена опорными роликами для движения по направляющим поверхностям зажимной балки, служащей опорой для каретки, и что устройство снабжено тяговыми средствами для перемещения каретки, которые прикреплены к каретке на высоте, равной половине высоты каретки со стороны ножа. 10. Устрой ство по о дном у из п унктов 3-9 , о тли чающееся тем, что в зажимных балках выполнены продольные шпицы, через которые проходит нож. 11. Устройство по п ункту 10, отличающееся тем, что смещение ножа в продольном направлении разрезаемой ленты полностью или частично огра ничено продольными шлицами. 12. Устройство по одному из п унктов 3 - 1 1 , отли чающееся тем, что зажимные балки на одном кон це соединены шарниром для обеспечения раскры тия устройства на противоположном конце и раз мещения разрезаемой ленты между раскрытыми зажимными балками. 13. Устройство по п ункту 12, отличающееся тем, что оно снабжено средством для ограничения угла раскрытия зажимных балок. СМ О in CM < 27577 Изобретение относится к способу резки снабженных армирующими пррслойками лент, в частности для резки конвейерных лент из армированного эластомера, при котором лента располагается между двумя зажимными балками, и для осуществления разреза зажимные балки с расположенной между ними лентой прижимаются друг к другу, и одновременно нож с помощью привода проходит вдоль зажимных балок и поперек продольному направлению ленты сквозь материал ленты. Изобретение относится далее к устройству для резки армированных лент, в частности конвейерных лент из армированного эластомера, с зажимным устройством из двух расположенных поперек ленты и прижимаемых друг к другу с промежуточным расположением ленты зажимных балок, и с перемещаемым с помощью привода вдоль зажимного устройства ножом с по меньшей мере одной режущей кромкой. Наиболее близким по совокупности признаков, к заявляемому изобретению «Способ резки лент с армирующими прослойками», является выбранный в качестве прототипа способ резки эластичной ленты, в соответствии с которым лента располагается между двумя зажимными балками и для осуществления разреза зажимные балки с расположенной между ними лентой прижимаются друг против др уга, и одновременно нож с помощью привода проходит вдоль зажимных балок и поперек продольному направлению ленты через материал ленты. По способу-прото тип у эластичная лен та, речь может идти о. ткани с покрытыми резиной нитями, режется с помощью множества проходящих поперек разрезов на отдельные полосы, причем полосы применяются затем для изготовления каркаса шины Используемая в качестве сырья лента натягивается между двумя прижимаемыми друг к другу зажимными балками, и горизонтально перемещаемый нож проходит затем сквозь материал ленты Лента находится при этом на транспортере на резине. Для избежания разреза ножом и ленты транспортера, на нижнем краю снабженного двумя серповидными резцами ножа находится снабженное закруглениями расширение по типу выступа. Во время разрезания выступ вдавливает эластичную ленту транспортера частично вниз в широкий паз нижней зажимной балки, так что лента транспортера во время резания не повреждается. Нож жестко закреплен на каретке, проходящей точно вдоль верхней зажимной балки. Высота резания ножа устанавливается таким образом, чтобы кромка разрезаемой ленты во время резания была на верхней стороне выступа и таким образом скользила вдоль в переходе между выступом и серповидным резцом ножа. У заявляемого изобретения «Способ резки лент с армирующими прослойками» и выбранного прототипа совпадают следующие существенные признаки" лента располагается между двумя зажимными балками и для осуществления разреза зажимные балки с расположенной между ними лентой прижимаются друг против друга, и одновременно нож с помощью привода проходит вдоль зажимных балок и поперек продольному направлению ленты через материал ленты. Получению ожидаемого технического результата при использовании выбранного для заявляемого способа прототипа препятствуют следующие причины. В процессе резки ленты единственная режущая кромка ножа воздействует на материал ленты поперек продольному направлению ленты одновременно по всей высоте места резки, которая равна толщине ленты. При этом сила резания равномерно распределяется по высоте места резки для преодоления сопротивления разрезаемого материала. Если в разрезаемой ленте имеются армирующие прослойки, для разрезания которых необходимо повышение силы резания, то действующей силы резания, равномерно распределенной по высоте места резки, оказывается либо вообще недостаточно для обеспечения разрезки этих армирующи х прослоек, либо недостаточно для обеспечения резки с заданной скоростью лент с армирующими прослойками. Наиболее близким по совокупности признаков, к заявляемому изобретению «Устройство для резки лент с армирующими прослойками», является выбранное в качестве прототипа устройство для резки эластичной ленты, снабженное зажимным устройством из двух расположенных поперек ленты и прижимаемых друг к др угу с промежуточным положением ленты зажимных балок и с перемещаемым с помощью привода вдоль зажимного устройства ножом с по меньшей мере одной режущей кромкой Нож жестко закреплен на каретке, проходящей точно вдоль верхней зажимной балки. Высота резания ножа устанавливается таким образом, чтобы кромка разрезаемой ленты во время резания была на верхней стороне выступа и таким образом скользила вдоль в переходе между выступом и серповидным резцом ножа. У заявляемого изобре тения «Устройство для резки пент с армирующими прослойками» и выбранного прототипа совпадают следующие существенные признаки: устройства снабжены зажимным устройством из двух расположенных поперек ленты и прижимаемых друг к другу с промежуточным положением ленты зажимных балок и с перемещаемым с помощью привода вдоль зажимного устройства ножом с по меньшей мере одной режущей кромкой. Получению ожидаемого технического результата при использовании выбранного для заявляемого устройства прототипа препятствуют следующие причины. В процессе резки ленты единственная режущая кромка ножа воздействует на материал ленты поперек продольному направлению ленты одновременно по всей высоте места резки, которая равна толщине ленты. При этом сила резания равномерно распределяется по высоте места резки для преодоления сопротивления разрезаемого материала. Если в разрезаемой ленте имеются армирующие прослойки, для- разрезания которых необходимо повышение силы резания, то действующей силы резания, равномерно распределенной по высоте места резки, оказывается либо вообще недостаточно для обеспечения разрезки этих армирующих прослоек, либо недостаточно для обеспечения резки с заданной скоростью лент с армирующими прослойками. 27577 Известное режущее устройство можно применять для разрезания тканей и, в частности, также покрытых резиной тканей Однако оно оказалось непригодным для разрезания рассчитанных на большие нагрузки конвейерных лент и, в частности, армированных стальной проволокой конвейерных лент, используемых, например, для транспортировки угля и вскрышных пород в наземных и подземных выработках. Конвейерные ленты, армированные стальными канатами или проволочной сеткой, в настоящее время разрезаются вручную, так как нет подходящи х машин и машинных способов. Как правило, сначала окружающий армирование эластомер надрезается для этого с обеих сторон в виде по возможности глубокого клина Затем, с помощью направляемого рукой стандартного отрезн ого шли фовально го кр уга о тделяе тся каждая отдельная стальная проволока. Именно эта работа, для проведения которой требуется по меньшей мере три человека, чрезвычайно тяжела и связана со значительным шумом и большим о бр азо ван ием п ы ли . Во время ра бо ты шлифо вальным кругом нельзя также избежать за хва та ма те риа ла р езин ы шли фо валь ным к р уго м , вс ле дс т ви е че го э та р а бо та дополнительно связана с выделением паров и неприятным запахом Проводимое таким обычным образом разрезание длится для армированной сталью конвейерной ленты шириной 2м от получаса до часа. Такое время приемлемо, если речь идет об одноразовом разрезании ленты, например при ремонте Но оно неприемлемо, если речь идет о разрезании уже изношенной конвейерной ленты с целью ее утилизации на отдельные небольшие куски, как это потребуется в будущем ввиду все более строгих законов об охране окружающей средь© основу изобретения поставлена задача создать такой «Способ резки лент с армирующими прослойками», в котором усовершенствование путем введения новой совокупности действий, позволило бы при использовании изобретения обеспечить достижение технического результата, заключающегося в повышение скорости резания и срока службы используемого режущего инстр умента при резке всех видов снабженных армированием лент и, в частности, лент, снабженных стальным армированием. В основу изобретения поставлена также задача создать такое «Устройство для резки лент с армирующими прослойками», в котором усовершенствование путем введения новой совокупности элементов и их нового взаиморасположения, позволило бы при использовании изобретения обеспечить достижение технического результата, заключающегося в повышение скорости резания и срока службы используемого режущего инстр умента при резке всех видов снабженных армированием лент и, в частности, лент, снабженных стальным армированием Для решения поставленной задачи предлагается «Способ резки лент с армирующими прослойками», в частности, конвейерных лент из армированного эластомера, в соответствии с которым лента располагается между двумя зажимными балками, и для осуществления разреза зажимные балки с расположенной между ними лен той прижимаются друг против друга, и одновременно нож с помощью привода проходит вдоль зажимных балок и поперек продольному направлению ленты через материал ленты При этом материал ленты во время резки охватывается с обеих сторон режущими кромками, которые образуют между собой острый угол и имеют прямую форму или изогнуты выпукло по направлению к ленте Ог прототипа заявляемый способ оіличается тем, что материал ленты so время резки охватывается с обеих сторон режущими кромками, которые образуют между собой острый уго л и имеют прямую форму или изогн уты выпукло по направлению к ленте Преимущественно нож с режущими кромками перемещают через материал ленты с возможностью смещения ножа в направлении, перпендикулярном плоским сторонам разрезаемой ленты, до его автоматического центрирования относительно включенной в ленту армирующей прослойки При использовании изобретения «Способ резки лент с армирующими прослойками» ожидается достижение технического результата, заключающе гося повышение скорости резания и срока службы используемого режущего инструмента при резке всех видов снабженных армированием лент и, в частности, лент, снабженных стальным армированием Между признаками этого изобретения и достигаемым техническим результатом существует следующая причинно-следственная связь Охватывание с обеих сторон режущими кромками ножа материала ленты во время резки, когда режущие кромки ножа имеют прямую форму или изогнуты выпукло по направлению к ленте, приводит к тому, что в процессе резки на материал ленты воздействуют одновременно две режущие кромки При этом материал ленты надрезается по линии разреза симметрично одновременно с двух противоположных сторон по толщине ленты и каждая режущая кромка воздействует на материал ленты по своему месту резки, высота которого меньше толщины ленты Так как обе режущие кромки образуют между собой острый угол, то в месте резки на материал разрезаемой ленты со стороны каждой режущей кромки будут действовать дополнительные усилия, прижимающие разрезаемую ленту к противополож ной режущей кромке, что способствует локальному повышению сипы резания При этом максимальная сила резания возникает при пересечении линий надрезов в месте пересечения режущих кромок Наличие встречно направпенных дополнительных усилий со стороны образующих острый угол режущих кромок приводит к тому, что нож, установленный с возможностью его смещения в направлении, перпендикулярном плоским сторонам разрезаемой ленты, автоматически центрируется относительно включенной в ленту армирующей прослойки Эта армирующая прослойка автоматически оказывается в усиленном месте пересечении режущих кромок и максимальная сила резания концентрируется именно там где необходимо преодолеть максимальное сопротивление материала Указанные факторы в совокупности и обеспечивают возможность повышения скорости резания лент с армирующими прослойками без интенсивного изнашивания ножа 27577 Для решения поставленной задачи предлагается далее «Устройство для резки лент с армирующими прослойками», в частности, конвейерных лент из армированного эластомера, с зажимным устройством из двух расположенных поперек продольному направлению разрезаемой ленты и прижимаемых друг к другу с промежуточным положением разрезаемой ленты зажимных балок и с перемещаемым с помощью привода вдоль зажимного устройства ножом с по меньшей мере одной режущей кромкой. При этом режущая кромка ножа имеет прямую или выпукло изогн утую к разрезаемой ленте форму, под острым углом к режущей кромке ножа расположена другая режущая кромка и разрезаемая лента во время резки находится между обеими режущими кромками. От прототипа заявляемое устройство отличается тем, что режущая кромка ножа имеет прямую или выпукло изогнутую к разрезаемой ленте форму, под острым углом к режущей кромке ножа расположена другая режущая кромка и разрезаемая лента во время резки находится между обеими режущими кромками. При использовании изобретения «Устройство для резки лент с армирующими прослойками» ожидается достижение технического результата, заключающегося в повышение скорости резания и срока службы используемого режуще го инстр умента при резке всех видов снабженных армированием лент и, в частности, лент, снабженных стальным армированием Между признаками этого изобретения и достигаемым техническим результатом существует следующая причинно-следственная связь. Выполнение в устройстве для резки лент с армирующими прослойками ножа с режущей кромкой, которая имеет прямую или выпукло изогнутую к разрезаемой ленте форму, и снабжение этого устройства другой режущей кромкой, которая расположена под острым углом к имеющейся режущей кромке, способствует тому, что в процессе резки на материал ленты воздействуют одновременно две режущие кромки При этом материал ленты надрезается по линии разреза симметрично одновременно с двух противоположных сторон по толщине ленты. Так как обе режущие кромки образуют между собой острый угол, то в месте резки на материал разрезаемой ленты со стороны каждой режущей кромки будут действовать дополнительные усилия, прижимающие ленту к противоположной режущей кромке, что способствует повышению силы резания. При этом максимальная сила резания возникает при пересечении линий надрезов в месте пересечения режущи х кромок. Наличие встречно направленных дополнительных усилий со стороны образующи х острый угол режущи х кромок приводит к тому, что нож, установленный с возможностью его смещения в направлении, перпендикулярном плоским сторонам разрезаемой ленты, автоматически центрируется относительно включенной в ленту армирующей прослойки. Эта армирующая прослойка автоматически оказывается в усиленном месте пересечении режущи х кромок и максимальная сила резания концентрируется именно там, где необходимо преодолеть максимальное сопротивление материала. Указанные факторы в совокупности и обеспечивают возмож ность повышения скорости резания лент с армирующими прослойками без интенсивного изнашивания ножа. Благодаря в основном V-образному расположению обеих взаимодействующи х реж ущи х кромок можно резать даже армированные сталью ленты необычно быстро и с большим сроком службы резцов ножа Резка резиновой ленты шириной 2 м, армированной стальным канатом, проводится меньше чем за 2 минуты и проходит без выделения пыли и с незначительным шумом. Во время осуществления резки требуется надзор одного человека Согласно предпочтительному варианту исполнения заявляемого устройства для резки лент с армирующими прослойками обе режущие кромки находятся на ноже. При этом обе режущие кромки могут быть симметри чными др уг др угу, причем они вместе образуют примерно V-образный вырез. Эта форма выреза приводит к тому, что нож автоматически центрируется относительно включенной в ленту армирующей прослойки. Максимальная сила резания концентрируется поэтому там, где необходимо преодолеть максимальное сопротивление материала, то есть в области разрезаемого армирования. Для обеспечения центрирования ножа относительно армирования нож установлен с возможностью его смещения в направлении, перпендикулярном плоским сторонам разрезаемой ленты, а в продольном направлении разрезаемой ленты нож в основном жесткий Величина смещения ножа выбирается из усло вия обеспечения его автоматического центрирования относительно включенной в ленту армирующей прослойки. С помощью изобретения далее предлагается, чтобы нож располагался на перемещаемой вдоль зажимного устройства туда и обратно каретке. Для обеспечения при этом необходимой выборки зазоров для ножа нож может жестко закрепляться на каретке, которая с заметным вертикальным зазором проходит по одной из обеих зажимных балок зажимного устройства. Далее оказалось предпочтительным, чтобы силы тяги для перемещения каретки действовали по возможности вблизи от резцов ножа. Для этого с помощью варианта изобретения предлагается, чтобы каретка на обращенной от ножа продольной стороне снабжалась опорными роликами, которые могут перемещаться по направляющим поверхностям зажимной балки, служащей опорой для каретки, и чтобы для движения каретки были предусмотрены тяговые средства, закрепленные на каретке на высоте половины обращенной к ножу каретки. Для предотвращения смещение ножа & продольном направлении разрезаемой ленты зажимная балка может снабжаться продольным шлицом, по которому проходи т нож. В этом случае смещение ножа в продольном направлении разрезаемой ленты полностью или частично ограничено продольным шлицом. Для практического применения устройства для резки в передвижных системах оказалось предпочтительным, чтобы зажимные балки могли поворачиваться друг к другу с помощью шарнира, и устройство для резки, включая зажимные балки 27577 на своем обращенном от шарнира конце, полностью открывалось, чтобы таким образом вставить разрезаемую ленту со стороны между открытыми зажимными балками Таким образом, можно, не проводя демонтаж всего устройства для резки, проводить разрезы на месте, например, на требующей ремонта конвейерной ленте внутри ленточного устройства Для более легкой транспортировки устройства для резки оно может на верхней стороне снабжаться петлями, так что устройство для резки целиком может подниматься портальным краном или другим подъемным устройством и транспортироваться к месту применения или вставляться в ленточное устройство Дальнейшие свойства и преимущества поясняются ниже с помощью вариантов исполнения и приложенных чертежей. На чертежах изображено: на фиг. 1 - схематично вид спереди устройства для резки армированного стальными канатами эластомера, на фиг. 2 - вид сверху на устройства по фиг. 1 ; на фиг. 3 - вид на устройство по фиг. 1 и 2 в перспективе, причем одна часть для большей наглядности представлена в виде фрагмента; на фиг Л - поперечное сечение в плоскости IV - IV фи г 1 ; на фиг. 5 - фрагмент фиг. 4 в увеличенном масштабе; на фиг 6 - вид каретки с закрепленным на ней ножом в сечении в плоскости VI - VI на фиг 5, на фиг. 7 - соответствующее фиг. 5 изображение второго варианта устройства для резки; на фиг. 8 - соответствующее фиг. 6 изображение второго варианта устройства для резки; на фиг. 9 - соответствующее фиг. 3 изображение третьего варианта устройства для резки; на фиг 10 - фрагмент устройства для резки по фиг. 9; на фиг. 11 - увеличенное поперечное сечение в области ножа устройства для резки, на фиг. 12 - сечение в плоскости Х(1 - ХН на фиг. 11. На приведенных чертежах позициями обозначены следующие элементы: 1 - основание 2 - рама 3 - боковые опоры 4 - профильная деталь U-образного сечения 5 - вертикальные брусья 6 - поперечина 7 - перекладина 8 - продольная балка 9 - ролик 10 - профильная деталь U-образного сечения 11 - скоба 12 - верхняя зажимная балка 13 - домкрат 14 - нижняя зажимная балка 1 5 -флан ец 16 - шлиц 17 - нож 18 - фланец 19 -шли ц 20 - каретка 21 - привод 22 - цепное колесо 23 - цепное колесо 24 - редукторный двигатель 25 - натяжное устройство цепи 26 - отверстие 27 - корпус 28 - корпус 29 - пластина 30 - опорный ролик 31 - верхний вертикальный зазор 32 - нижний вертикальный зазор 33 - режущая кромка 34 - режущая кромка 35 - осевая линия 35 - центральная часть 37 - пульт управления 38нож 39 - режущая кромка 40 - каретка 41 - ось 42 - опорный ролик 43 - ось 44 ~ опорный ролик 45 - лезвие 46 - режущая кромка 47- шарнир 48 - конец зажимчой балки 49 - поршневой шток 50 - стопорный болт 51 - упор 52 - кольцо 53 - опорный ролик 54 - направляющая поверхность 55 - нижняя сторона каретки 56 - болт 57 - режущая кромка 58 - режущая кромка 59 - лента 60 - проволока (металлический канат) 61 - линии разреза 62 - плоская сторона ленты Со ссылкой на фиг 1-4 применяемое для осуществления способа резки устройство содержит неподвижное основание 1, на внешних концах которого расположены две боковые опоры 3 Друг против друга горизонтально расположены две профильные детали U-обраэного сечения 10, которые, как приведено на фиг 4, образуют вер хнюю, образующую внутри полость, зажимную балку 12, причем оба профиля этой зажимной балки 12 жестко соединены скобой 11. Подвижная рама 2 смонтирована таким образом, что она может вертикально скользить на основании 1 Подвижная рама 2 содержит пару горизонтальных профильных деталей U-обраэного сечения 4, которые расположены друг против друга, и таким образом образуют нижнюю желобчатую зажимную балк у 14 Две пары вертикальных брусьев 5 расположены вблизи концов этой нижней зажимной балки 14 и со стороны горца соединены перекладиной 7 Далее предусмотрены две горизонтальные продольные балки 8, между которыми смонтированы несколько параллельных друг др угу роликов 9, чтобы таким образом образовать горизонтальную несущую поверхность для разрезаемой ленты На верхних концах вертикальные брусья 5 соединены попарно поперечинами 6 Каждая поперечина 6 поддерживае тся сдвоено действующим домкра 27577 том 13, шток которого соединен с одной из скоб 11, смонтированной на верхней зажимной бапке 12 и находящейся между вертикальными брусьями 5. Домкраты 13 приводятся в действие гидравлически или пневматически. Они могут работать синхронно, чтобы поднимать или опускать нижнюю подвижную зажимную балку 14, чтобы она оставалась параллельной верхней неподвижной зажимной балке 12. Между жесткими профильными деталями U-образного сечения 10 и вертикально подвижными вертикальными брусьями 5 могут быть установлены направляющие, не приведенные нз чертеже. Верхние фланцы 15 профильных деталей Uобраэного сечения 4 образуют зажимные поверхности нижней зажимной балки 14 и находятся почти на одинаковой высоте с поверхностью роликов 9. Как показано на фиг. 5, фланцы 15 разделены шлицом 16, по которому может скользить нож 17. Нижние фланцы 18 профи льных де талей U образного сечения 10 образуют повер хность зажима верхней зажимной балки 12 и также разделены шлицом 19, обеспечивающим прохождение ножа 17. Проти волежа щие др уг др угу фланцы 15 и 18 с выполненными на ни х зажимными повер хностями показаны на чер теже пло скими. Они могут однако иметь возвы шения или допо лнительные формы е ви де лапок , призм и так далее , чтобы лучше уде ржи ва ть р азре заем ую ленту, в частности , если эта лен та изго то влена из эластично го материа ла и имеет заметные признаки износа. Обе профильные детали U-обраэного сечения 10, образующие вер хнюю неподвижную зажимную балку 12, содержат средства для резки, состоящие из каретки 20 с ножом 17 и привода 21 с помощью цепи, движущейся через два цепных колеса 22 и 23, которые смонтированы на концах профильных деталей U-образного сечения 10. Цепное колесо 22 приводится в действие с помощью электрического редукторного двигателя 24. Другое цепное колесо 23 смонтировано на натяжном устройстве цепи 25, вблизи которого каждая профильная деталь U-образного сечения 10 имеет боковое отверстие 26, облегчающее монтаж и демонтаж ножа 17 на каретке 20. Съемный корпус 27, расположенный выше нижней зажимной балки 14, защи щает нож 17 в этой зоне. Др угой корпус g28 защищает цель, используемую для привода каретки 20. На фиг. 5 и 6 изображена каретка 20, состоящая в основном из двух боковых пластин 29, между которыми на ходи тся нож 17. На концах двух пластин 29 закреплены концы цепи. С помощью шарикоподшипников, служащих опорными роликами 30, каретка перемещается внутри профильны х деталей U-образного се чения 10. При этом наружный диаметр каждого шарикоподшипника меньше расстояния между фланцами внутри профильной детали U-образного сечения 10 для обеспечения верхнего вертикального зазора 31 для каретки 20 и ножа 17 и самоцентрирования ножа 17 на разрезаемой ленте, как это будет описано ниже. Пластины 29 и нож 17 соединены друг с другом горизонтальными винтами, проходящими через отверстия. На фиг. 6 показано, что каждый конец ножа 17 снабжен режущим вырезом, имеющим в продольном сечении примерно V-образную форм у, которая имеет две про ти волежа щи х режущи х кромки 33 и 34, из которых одна симметрична другой относи тельно горизон тальной осевой линии 35. Каждый V-обраэный вырез заканчивается в центральной 'части 36. Нож 17 изготовлен преимущественно из быстрорежущей стали, которая вырезается с помощью лазера. Обработка режущего выреза и режущи х углов зависит от разрезаемого изделия. В общем заточка требуется небольшая, чтобы режущий вырез не был слишком чувствительным. Эта конструкция позволяет изготовить относи тельно тонкий нож 17, который может резать резину или металлическое армирование и другой материал, введенный Р резину. Симметричное расположение обоих режущи х кромок 33 и 34 ножа обеспечивает самоцентрирование ножа 17 относительно разрезаемого элемента, который удерживается между двумя зажимными балками 12 и 14. В данном случае это вер хний вертикальный зазор для каретки 20 в вер хней зажимной балке 12, который обеспечивает самоцентрирование. Зазор может также создава ться, если нож 17 устанавли вается подвижно на каретке 20. Во время резки кож 17 проходит поперек пенты и по шлицам 16 и 19, которые находятся между обеими верхней и нижней зажимными балками 12 и 14. Тот факт, что нож 17 имеет две пары режущи х кромок 33. 34 и 57, 58 обеспечивает при необходимости резку поочередно в одном и затем в другом направлении. Но даже в случая х, когда поочередная резка не проводится, этот вид ножа представляет интерес, так как после затупления одного режуще го выреза достаточно изменить направление работы и заменить его другим режущим вырезом. На фиг. 7 и 8 представлен по сравнению с фиг. 1-6 вариант прохождения ножа для специальной резки толстых лент, армированных очень толстыми стальными канатами. Нож 38 является суще ственным элементом каретки 40, причем вер хняя зажимная балка 12 содержит ось 41 с двумя опорными роликами 42 на шарикоподшипниках. В нижней зажимной балке 14 имеется ось 43 с двумя опорными роликами 44 на шарикоподшипниках. Нож 38 имеет прямую режущую кромку 39, проходящую косо в направлении резания. Он изготовлен преимущественно из быстрорежущей стали. Фланцы 15 нижней зажимной балки 14 могут снабжаться жесткими лезвиями 45, которые также изготовлены из быстрорежущей стали. Лезвие .45 состоит из двух режущи х кромок 46 с обеих сторон шлица 16 нижней зажимной балки 14. Как только нож 38 во время резки встречает сопротивление, он поддерживается в положении, в котором каретка' 40 нажимает опорными роликами 42 на верхние фланцы профильных деталей Uобразного сечения 10, причем опорные ролики 44 прижимаются к обратной стороне фланцев 15 профильных де талей U-образного сечения 4. В этом положении режущая кромка 39 оказывает усилие на разрезаемую ленту, часть которого направляется на нижнюю зажимную балку 14 и пытается раздавить внутренние канаты разрезаемой 6 27577 ленты между режущей кромкой 39 ножа 3S и режущими кромками 46 лезвия 45 В другом варианте также возможно, чтобы нож 38 имел вырез такого вида, чтобы возникал V-образный режущий вырез в соответствии с описанным выше вариантом исполнения. Осуществление способа производится чрезвычайно просто и может быть автоматизировано без затруднений. Соответствующие обслуживающие устройства могут размещаться в пульте управления 37, которая содержит электрический блок управления и снабжение током редукторного двигателя 24, а также электрогидравлические или электропневматические блоки для приведения в действие домкратов 13. На фиг 3 показана разрезаемая лента 59. Речь идет, например, об армированной проволокой или металлическими канатами 60 резиновой конвейерной ленте, которая должна быть разрезана поперек по линии разреза 61 Расположенная на роликах 9 лента 59 может вручн ую одним человеком вводится между зажимными балками 12 и 14, прежде чем начнется резка. Таким образом можно быстро разделить старую изношенную конвейерную ленту на легко обрабатываемые куски. После того как лента 59 займет между зажимными балками 12 и 14 правильное положение, необходимое для разреза по линии 61, сначала путем приведения в действие домкратов 13 зажимные балки 12 и 14 прижимаются друг к другу, Затем начинается создаваемое приводом движение ножа 17, находя ще гося сна чала на одном конце зажимных балок 12 и 14. Так как обе режущие кромки 33 и 34 ножа 17 расположены под острым углом др уг к др угу, лента на ходи тся во время резки между этими обеими режущими кромками, то есть нож 17 центрируется автоматически относительно ленты 59. При этом материал ленты с обеих сторон охватывается режущими кромками ножа 17, так что производится симметричная и очень сильная резка, которая разделяет также металлическое армирование. На фиг. 9-12 показан еще один вариант исполнения устройства для резки. Зажимные балки 12 и 14 соединены на одном конце шарниром 47 для Обеспечения раскрытия устройства на противоположном шарниру 47 конце 48 зажимной балки и размещения разрезаемой ленты 59 между раскрытыми зажимными балками 12 и 14. Для этого, как следует из фиг. 10, поршневой шток 49 расположенного там домкрата 13 после отвинчивания стопорного болта 50 отделяется от нижней зажимной балки 14. Затем нижняя зажимная балка 14 путем поворота вокруг шарнира 47 опускается относительно верхней зажимной балки 12, и лента 59 может вводится или выводится сбоку Это создает особое преимущество при ремонтах на бесконечных конвейерных лентах, которые нельзя вставить с торца в устройство для резки. На том же конце зажимного устройства, на котором находится также шарнир 47, закреплен убирающийся между обеими зажимными балками 12 и 14 упор 51, с помощью которого ограничивается максимальный угол раскрытия зажимных балок 12 и 14. Кольца 52 на верхней стороне устройства для резки позволяют поднять его с помощью крана в необходимое для применения место и при необходимости провести резку а поднятом положении Вместо колец 52 или дополнительно к ним могут предусматрива ться также направляющие для лап вилочного погрузчика или другого подъемного устройства. В приведенном на фиг 11 и 12 варианте исполнения зажимных балок 12 и 14, каретки 20. и ножа 17 каждая из обеих зажимных балок 12 и 14 состоит из двух расположенных параллельно профилей в виде двойного «Т». Верхняя пара профилей образует вер хнюю зажимную балку 12, нижняя пара профилей - нижнюю зажимную балку 14. С помощью подходящих распорных элементов расстояние между вертикальными брусьями 5 установлено такое незначительное, что остающи хся продольных шлицов 16 и 19 как раз достаточно для прохождения ножа 17. Смещение ножа 17 производится таким образом преимущественно по краям этих продольных шлицов 16 и 19. Это смещение так мало, что нож 17 в продольном направлении ленты в основном жесткий. В направлении же перпендикулярном плоским сторонам 62 ленты 59 нож 17 имеет возможность смещения до его автоматического центрирования относительно включенной в ленту армирующей прослойки. Это смещение обусловлено согласно фиг. 12 верхним вертикальным зазором 31 и нижним вертикальным зазором 32. Верхний вертикальный зазор 31 имеется между опорными роликами 53 в области верхней продольной стороны каретки 20 и расположенными там направляющими поверхностями 54 поддерживающей каретку верхней зажимной балки 12. Нижний вертикальный зазор 32 имеется между нижней стороной 55 каретки 20 и находящимся там фланцем 18 вер хней зажимной балки 12. Привод 21 в виде цепи закреплен с помощью болта 56 вблизи нижней стороны 55 каретки 20 для обеспечения приложения усилия вблизи ножа 17. Благодаря установлению каретки 20 с зазором нож 17, жестко соединенный с кареткой 20, центрируется автоматически а вертикальном направлении относительно ленты 59 или введенных в нее проволоки и металлических канатов 60. Проволока поступает поэтому при резке точно в ту выпукло заточенную центральную часть 36, в которой сходятся обе симметрично отшлифованные режущие кромки 57 и 58 ножа. Расстояние между режущими кромками 57 и 58 здесь меньше диаметра разделяемой металлической проволоки 60. В варианте исполнения по фиг. 12 они V-образные и расположенные под острым углом друг к др угу режущие кромки 57 и 58 имеют таким образом прямую форму. Можно также снабдить режущие кромки 57 и 58 слегка выпуклым контуром в направлении к ленте 59, например контуром параболы. При этом режущие кромки 57 и 58 имеют в направлении конца режущего выреза в центральной части 36 все более острый угол. Средний угол между режущими кромками 57 и 58 должен в этом случае быть минимум 10° и максимум 45°. Вместо заточки самого ножа можно также выполнить нож в виде основы, в которую затем вставляются подходящие режущие вста вки, например режущие насадки из твердого сплава или керамики. В этом случае после затупления ножа не требуе тся демон таж ножа и ли даже каре тки . 27577 можно предусмотреть подходящую компенсацию линий изгиба, например с помощью точной черновой гибки обеих зажимных балок 12 и 14 выпуклостью друг к другу. Более того, следуе т заменить лишь режущие насадки Для достижения равномерного давления сжатия зажимных балок 12 и 14 по всей и х длине 14 4 Фиг. 1 23 21 25 LL З 8 Фиг. 2 9 8 -j 27577 21 59 60 23 Фиг. 3 15 14 41У 4 5 4 Фиг. 4 27577 10 30 20 ? і \ О О 'О О О / о о о о о о 30 Л /'о 35 34 36 }7 Фиг. 6 36 58 27577 12 43 44 31 40 42 41 Фиг. 8 11 27577 Фиг. 9 -13 49 50 14 Фиг. 10 12 27577 53 54 20 12 .18 19 / JZZ7 62' 62 15 59 17 N6 14' Г'Сv\ Фиг. 11 20 54' 53 ink "itf 10— 18 О\ О О О О О О Фиг. 12 Тира ж 50 е ка. Відкрите акціонерне това риство «П ате нт» Україна. 860 00, м. Ужгород, ву л. Гага рі на, 101 (0 3 1 2 2 )3 -7 2 - 8 9 (0 3 1 2 2 )2 -5 7 - 0 3 56 13
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for cutting strips with reinforcing layers
Автори англійськоюEkirch Etienne
Назва патенту російськоюСпособ резки снабженных армирующими прослойками лент и устройство для его осуществления
Автори російськоюЭкирх Этьен
МПК / Мітки
Мітки: різання, здійснення, стрічок, пристрій, армуючими, прошарками, спосіб
Код посилання
<a href="https://ua.patents.su/15-27577-sposib-rizannya-strichok-z-armuyuchimi-prosharkami-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб різання стрічок з армуючими прошарками та пристрій для його здійснення</a>
Спосіб перевертання стрічок стебел високостеблових культур та підбирач-перевертувач для його здійснення
Номер патенту: 12922
Опубліковано: 28.02.1997
Автори: Гридякін Віктор Олександрович, Головій Віталій Сергійович
МПК: A01D 45/00, A01D 45/06
Мітки: перевертання, стебел, спосіб, здійснення, підбирач-перевертувач, культур, високостеблових, стрічок
Формула / Реферат:
(57) 1. Способ оборачивания лент стеблейвысокостебельных культур, включающий подъем стеблей из лент расстила, транспортирование и разворот стеблей на 180°, укладывание стеблей верхней стороной вниз, о т личающийся тем, что оборачивание стеблей производят одновременно с их выравниванием.2. Подборщик-оборачиватель лент стеблей высокостебельных культур, содержащий смонтированные на раме подбирающий барабан, оборачивающее и расстилающее...
Спосіб різання харчових продуктів шматочками та пристрій для його здійснення
Номер патенту: 21658
Опубліковано: 20.01.1998
Автор: Маловічко Володимир Валентинович
МПК: A47J 43/04
Мітки: продуктів, пристрій, різання, шматочками, спосіб, харчових, здійснення
Формула / Реферат:
1. Способ резания пищевых продуктов кусочками, при котором продукт прижимают к опорной поверхности и выполняют на нем вертикальные надрезы в одной плоскости, а затем надрезанную часть продукта отрезают горизонтальным ножом, отличающийся тем, что после выполнения вертикальных надрезов продукт поворачивают в плоскости его расположения под углом к плоскости расположения этих надрезов и выполняют дополнительные вертикальные надрезы.2....
Пристрій для різання полімерних матеріалов
Номер патенту: 11848
Опубліковано: 25.12.1996
Автори: Гладков Юрій Олександрович, Рубан Віктор Олександрович, Звєрєв Михайло Федорович, Пісковатський Віктор Сергійович, Абрамсон Володимир Ілліч
МПК: B29B 11/00
Мітки: полімерних, матеріалов, різання, пристрій
Формула / Реферат:
Устройство для резки полимерных материалов, содержащее смонтированные в корпусе верхний дисковый нож с режущей частью на периферии и установленный под ним нижний режущий инструмент в виде двух дисковых ножей, при этом режущая часть верхнего дискового ножа расположена между последними, отличающееся тем, что, с целью повышения надежности и эффективности работы устройства при резке резинотросовых лент, верхний дисковый нож выполнен с...
Пристрій для місцевої вулканізації конвейєрних стрічок

Номер патенту: 1747
Опубліковано: 25.10.1994
Автори: Петер Тіс, Гаральд Фудікар
МПК: B29C 35/02, B29C 73/00, B29L 29/00
Мітки: стрічок, пристрій, конвейєрних, вулканізації, місцевої
Формула / Реферат:
1. Устройство для местной вулканизации конвейерных лент по патенту № 1034600, отличающееся тем, что, с целью расширения технологических возможностей устройства при одновременном упрощении монтажа, обогреваемые плиты выполнены в виде набора полых брусков, равных по размерам поверхности нажимных пластин и смонтированных по одному на траверсе.2. Устройство по п.1, отличающееся тем, что на верхней траверсе бруски смонтированы под...
Пристрій для різання полімерних матеріалів
Номер патенту: 11619
Опубліковано: 25.12.1996
Автори: Гладков Юрій Олексійович, Рубан Віктор Олександрович, Пісковатський Віктор Сергійович, Абрамсон Володимир Ілліч, Звєрєв Михайло Федорович
МПК: B29B 11/00
Мітки: пристрій, полімерних, матеріалів, різання
Формула / Реферат:
Устройство для резки полимерных материалов по авт. св. № 1237450, отличающееся тем, что, с целью повышения надежности и снижения энергозатрат за счет уменьшения усилия резания, зубья одного ряда режущей части дискового ножа расположены со смещением относительно зубьев другого ряда на величину, равную половине их углового шага.
Попередній патент: Спосіб відновлення робочої поверхні валків прокатного стана
Наступний патент: Спосіб ідентифікації декаметоксину
Випадковий патент: Спосіб пресування кінців волокнистооптичних жгутів