Спосіб одержання зміцнювальних покриттів на стальних деталях
Номер патенту: 27396
Опубліковано: 15.09.2000
Автори: Зарічний Анатолій Михайлович, Чорна Галина Олексіївна, Долженков Іван Єгорович, Пригоцький Володимир Михайлович
Текст
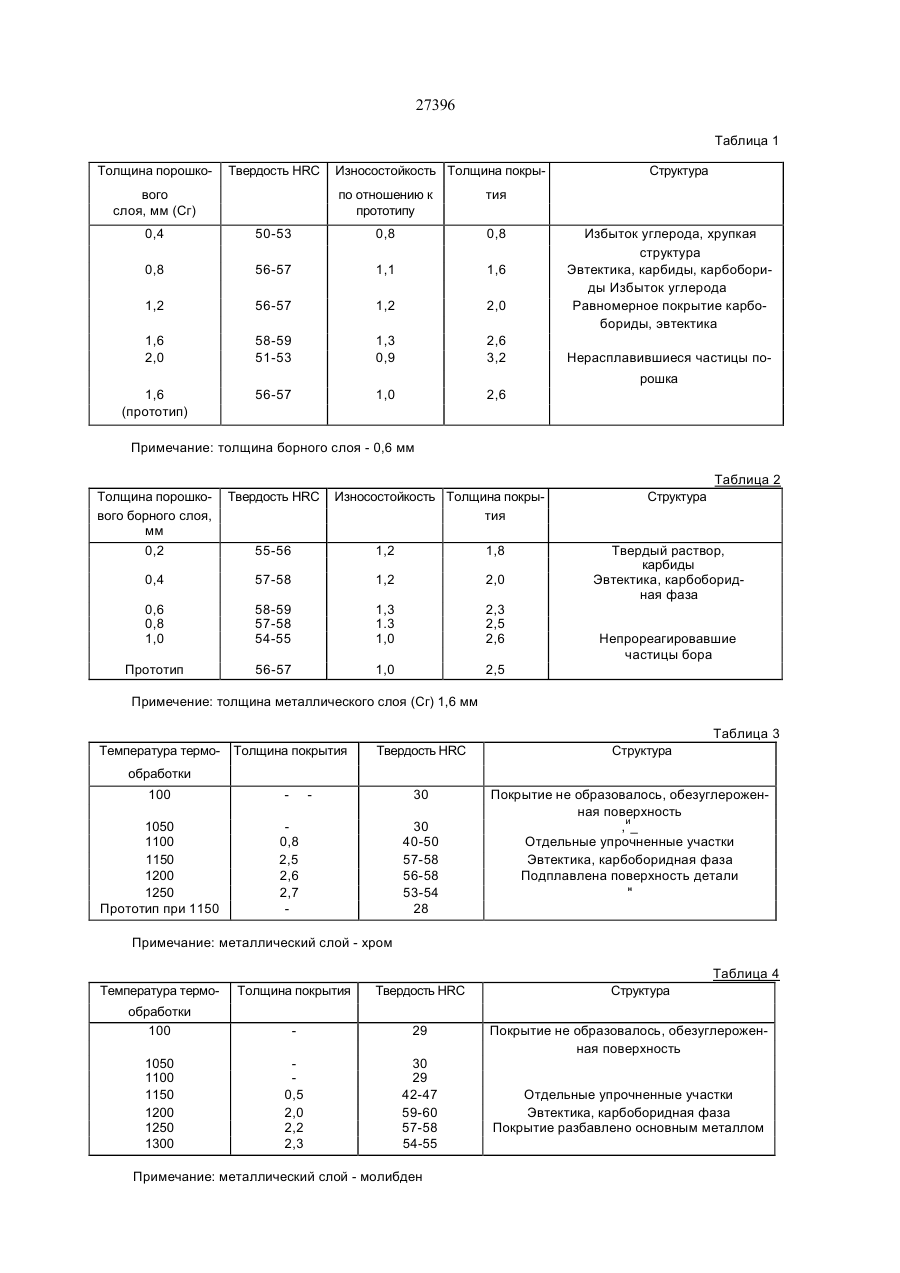
Способ получения упрочняющих покрытий на стальных деталях, включающий нанесение на деталь слоя порошка карбидообразующего металла и слоя углеродсодержащего тканевого материала и термообработку, отличающийся тем, что после нанесения слоя порошка карбидообразующего металла на деталь наносят порошок борного материала, термообработку проводят при 1150— 1200°С. Предлагаемое изобретение относится к области химико-термической обработки стальных деталей, а именно к способам нанесения упрочняющих покрытий и может быть использовано в различных областях машиностроения. Известны методы получения упрочняющих покрытий на поверхности стальных деталей, основанные на получении карбидной фазы в верхних слоях детали путем диффузионной металлизации, описанные в кн. Гуляева А.Г. "Металловедение", М., 1984, с. 340. Для них характерна сравнительно низкая трудоемкость, использование широко распространенного несложного оборудования, они позволяют получать равномерные, плотные, прочно соединенные с основой посредством переходной зоны диффузионные упрочненные слои, содержа* щие карбиды тугоплавких металлов. Однако эти методы имеют существенные недостатки: высокую (более 12 часов) длительность процесса насыщения и недостаточную (около 50 мкм) толщину получаемых покрытий, что не обеспечивает необходимой износостойкости и долговечности деталей. Известен (А.с. № 326256 СССР МКИ С 23 С 9/00. Способ химико-термической обработки металлов и сплавов) способ получения покрытий, позволяющий расширить возможности получения многокомпонентных покрытий, содержащих упрочняющую фазу и увеличить толщину диффузионного слоя. Этот метод заключается в предварительном насыщении поверхности изделия элементами, снижающими температуру плавления этого слоя и последующем насыщении поверхности при этой температуре из твердых шихтовых смесей легирующими металлами. Этот метод, однако, является двухстадийным и не менее длительным, чем традиционные методы диффузионного насыщения. Известен метод, позволяющий уменьшить время обработки. Это А.с. № 745961 "Способ получения покрытий на стальных деталях" МКИ С 23 С 9/00. Он использует в качестве источника углерода для получения карбидной фазы органический тканевый материал, который предварительно наносится на деталь. При температуре выше 40°С кислород и водород из него удаляется. При оптимальных температурах диффузионной металлизации идет процесс взаимодействия металла-диффузанта, входящего в состав насыщающей смеси, с углеродом с образованием карбидов. Все же длительность метода остается высокой (8-10 часов). К тому же нанесение покрытий таким способом не позволяет получать покрытия достаточно высокой тпщины, которая обеспечила бы высокую износостойкость и долговечность. Наиболее близким по технической сущности и достигаемому результату к заявляемому способу является "Способ получения карбидных покрытий на стальных деталях", заявка № 4946255/02/050930 на изобретение, по которому подучено положительное решение 13.01.1992 г. авторов Заречного A.M., Долженкова И.Е., Черной Г.А., Пригоцкого В.М., Патлатюка А.С. Упрочняющие покрытия на стали образуются при использо (46) 15.09.2000, Бюл. № 4, 2000 р. (72) Зарічний Анатолій Михайлович, Долженков Іван Єгорович, Чорна Галина Олексіївна, Пригоцький Володимир Михайлович (73) Вінницький політехнічний інститут (56) Заявка .№ 4946255/02/050930, положительное решение 13.01.1992 г., авторов Заречного A.M., Долженкова И.Е., Черной Г.А., Пригоцкого В.М., Патлатюка А.С. 27396 вании этого метода в результате взаимодействия компонентов двух слоев упрочняющего материала - внутреннего из порошка карбидообразующего металла и внешнего - из углеродсодержащего тканевого материала. При этом происходит выделение тепла и образование расплавленной эвтектики. Жидкая эвтектическая фаза ускоряет протекание диффузионных процессов и формирование покрытия, что приводит к сокращению времени технологического процесса. Недостатком метода является высокая температура нагрева, которая приводит к ухудшению структуры основного металла и повышению энергоемкости технологического процесса, а также к появлению дефектов в структуре покрытия из-за неполного расплавления компонентов упрочняющего материала. К тому же часто образуется грубозернистая структура покрытия, что приводит к снижению его износостойкости. Задача изобретения заключается в том, чтобы создать технологический процесс нанесения упрочняющих покрытий, отличающийся от аналогичных пониженной температурой нагрева деталей и более высокой износостойкостью покрытий, что обеспечит экономию электроэнергии и увеличение срока службы деталей. Выполнение указанной задачи обеспечивает то, что в процессе образования покрытий участвует бор, который приводит к снижению температуры эвтектического плавления упрочняющего материала и материала детали, т.е. температуры нанесения покрытий и повышению износостойкости деталей. Заявляемый способ заключается в следующем. На деталь последовательно наносят металлический, борный и углеродсодержащий слои, закрепляют их в струбцины с наложением повышенного давления и подвергают нагреву в термопечах при температуре 1150-1200°С При этом происходит окисление углеродсодержащего материала, образование окиси углерода и далее ее распад с выделением атомарного углерода. Он диффундирует в порошковые слои и далее в материал образца. Происходит образование упрочняющей фазы - высокотвердых тугоплавких карбидов, боридов и карбоборидов. При этом выделяется тепло и повышается температура в реакционной зоне. При достижении определенной температуры и насыщении поверхности детали атомами легирующих элементов до определенной концентрации появляется жидкая эвтектическая фаза. Она ускоряет протекание диффузионных процессов и формирование покрытий. Причем эвтектика, содержащая бор, имеет температуру плавления на 100-150°С ниже, чем та, что включает только элементы металлов и углерода. Появление эвтектики соответствует началу формирования покрытий и определяет оптимальную температуру процесса. Поэтому температура технологического процесса проводимого в соответствии с предлагаемым способом на 100-150°С ниже, чем у прототипа. Введение бора в упрочняющий материал измельчает структуру покрытий и повышает их износостойкость. Соотношение между толщинами слоев определяется на основе весового отношения между легирующим металлом, бором, углеродом и частью основного металла, вступающими в реакцию, образующими упрочняющую фазу и эвтектику. Длительность процесса термообработки детали с нанесенным на поверхность упрочняющим материалом в зависимости от вида металла составляет 1,5-2,0 часа, температура - 1150-1200°С, толщина металлического порошкового и борного слоя зависит от вида металла и применяемых борных и углеродсодержащих материалов. Толщина полученного покрытия составляет от 1,6 до 3,2 мм, твердость покрытия HRC 58-60. Износостойкость по отношению к прототипу - 1,2-1,3. Пример конкретного исполнения. Обработке подвергались образцы размером 50x50 мм (цилиндрические) из стали 45. Торцовую поверхность образца очищали от окалины и наносили слой порошка хрома толщиной от 0,4 до 2,0 мм. Уплотняли и наносили слой карбида бора толщиной от 0,2 до 1,0 мм Накрывали сверху углеродной тканью УУТ-2С, затем зажимали в струбцины. Образцы помещали в печь при температуре 1000-1200°С. Выдерживали в течение 1 часа 30 мин. Для предварительного определения толщины порошкового слоя ее рассчитывали, исходя из соотношения по реакциям карбидообразования и боридообразования, наличия эвтектики, поверхностной плотности, углеродного материала, плотности порошков, опытного коэффициента усвоения углерода металлом. Образцы с нанесенным покрытием подвергались испытаниям на твердость, износостойкость и металлографическому анализу Результаты измерений толщины покрытий, твердости и износостойкости, а также качественная оценка микроструктуры приведены в таблицах 1-3. Покрытия с оптимальной микроструктурой получены при толщине металлического слоя 1,6 мм и толщине борного слоя 0,6-0.8 мм. При толщине металлического слоя 0,4 мм твердость падает из-за недостатке упрочняющей фазы, при толщине 2,0 мм - из-за наличия нерасплавившихся частиц порошка. Данные таблиц 3 и 4 иллюстрируют характер зависимости качества покрытия - его твердости и толщины - от температуры термообработки. При этом в таблице 3 приведены данные, касающиеся покрытия с применением композиции, обладающей наиболее высоким тепловыделением на основе хрома. В таблице 4 - данные про покрытие с применением композиции, обладающей наименьшим тепловыделением - на основе молибдена. Из данных таблиц видно, что оптимальной температурой для 1-й композиции является 1150°С, а для 2-й - 1200°С. При более низких температурах не происходит законченного формирования покрытия, при более высоких - поверхность основного металла оплавляется и покрытие разбавляется им. 27396 Таблица 1 Толщина порошко Твердость HRC вого металлического слоя, мм (Сг) Износостойкость Толщина покрыпо отношению к прототипу Структура тия 0,4 50-53 0,8 0,8 0,8 56-57 1,1 1,6 1,2 56-57 1,2 2,0 1,6 2,0 58-59 51-53 1,3 0,9 2,6 3,2 1,6 (прототип) 56-57 1,0 Избыток углерода, хрупкая структура Эвтектика, карбиды, карбобориды Избыток углерода Равномерное покрытие карбобориды, эвтектика 2,6 Нерасплавившиеся частицы порошка Примечание: толщина борного слоя - 0,6 мм Таблица 2 Толщина порошкового борного слоя, мм 0,2 Твердость HRC Износостойкость Толщина покрытия 55-56 1,2 1,8 0,4 57-58 1,2 2,0 0,6 0,8 1,0 58-59 57-58 54-55 1,3 1.3 1,0 2,3 2,5 2,6 Прототип 56-57 1,0 2,5 Структура Твердый раствор, карбиды Эвтектика, карбоборидная фаза Непрореагировавшие частицы бора Примечение: толщина металлического слоя (Сг) 1,6 мм Таблица 3 Температура термо- Толщина покрытия Твердость HRC Структура обработки 100 1050 1100 1150 1200 1250 Прототип при 1150 30 0,8 2,5 2,6 2,7 30 40-50 57-58 56-58 53-54 28 Покрытие не образовалось, обезуглероженная поверхность и ,_ Отдельные упрочненные участки Эвтектика, карбоборидная фаза Подплавлена поверхность детали н Примечание: металлический слой - хром Таблица 4 Температура термо Толщина покрытия Твердость HRC обработки 100 29 1050 1100 1150 1200 1250 1300 0,5 2,0 2,2 2,3 30 29 42-47 59-60 57-58 54-55 Примечание: металлический слой - молибден Структура Покрытие не образовалось, обезуглероженная поверхность Отдельные упрочненные участки Эвтектика, карбоборидная фаза Покрытие разбавлено основным металлом 27396 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for strengthening coverings producing on the steel details
Автори англійськоюZarechnyi Anatolii Mykhailovych, Dolzhenkov Ivan Yehorovych, Chorna Halyna Oleksiivna, Pryhotskyi Volodymyr Mykhailovych
Назва патенту російськоюСпособ получения укрепляющих покрытий на стальных деталях
Автори російськоюЗаречный Анатолий Михайлович, Долженков Иван Егорович, Черная Галина Алексеевна, Прыгоцкий Владимир Михайлович
МПК / Мітки
МПК: C23C 12/00
Мітки: зміцнювальних, покриттів, одержання, спосіб, деталях, стальних
Код посилання
<a href="https://ua.patents.su/4-27396-sposib-oderzhannya-zmicnyuvalnikh-pokrittiv-na-stalnikh-detalyakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання зміцнювальних покриттів на стальних деталях</a>
Спосіб одержання карбідних покрить на сталевих деталях
Номер патенту: 25423
Опубліковано: 30.10.1998
Автори: Чорна Галина Олексіївна, Долженков Іван Єгорович, Патлатюк Анатолій Сергійович, Зарічний Анатолій Михайлович, Пригоцький Володимир Михайлович
МПК: C23C 12/00
Мітки: деталях, спосіб, покрить, одержання, карбідних, сталевих
Формула / Реферат:
Способ получения карбидных покрытий на стальных деталях, основанный на применении в качестве источника углерода углеродсодержащего тканевого материала и нагрева, отличающийся тем, что на деталь наносят два слоя упрочняющего материала, зажимают в струбцины и нагревают в печи при температуре 1280 - 1300°C, причем внутренний слой упрочняющего материала состоит из порошка карбидообразующего металла и имеет толщину 0,8 - 2,0мм, а внешний слой -из...
Спосіб одержання покриттів
Номер патенту: 18722
Опубліковано: 25.12.1997
Автори: Шмирьова Тетяна Петрівна, Ібатулін Вадим Ісхакович, Долженков Іван Єгорович, Нижніковський Андрій Георгійович, Мачуська Неоніла Данилівна
МПК: C23C 4/18
Мітки: покриттів, спосіб, одержання
Формула / Реферат:
Способ получения покрытий, включающий нанесение на поверхность изделия слоя обмазки из порошка эвтектического сплава и ее оплавление сканирующим лазерным лучом с плотностью мощности 10 -106 Вт/см2, отличающийся тем, что слой обмазки наносят толщиной 0,04-0,06 мм и сканирование осуществляют со скоростью 60-100 мм/с.
Спосіб одержання композиційних покриттів на основі нікеля
Номер патенту: 13683
Опубліковано: 25.04.1997
Автори: Гуслієнко Юрій Олександрович, Лучка Мирон Васильович, Яненський Валерій Миколайович
МПК: C25D 15/00
Мітки: одержання, основі, спосіб, композиційних, нікеля, покриттів
Формула / Реферат:
Способ получения композиционных покрытий на основе никеля, включающий электрохимическое осаждение никеля на деталь-катод из электролита, содержащего частицы диборида хрома, и последующий отжиг при 1060-1150°С, отличающийся тем, что, с целью повышения твердости к износостойкости, процесс проводят при горизонтальном расположении детали-катода и плотности тока 5-15 А/дм в импульсном режиме при чередовании перемешивания и седиментации...
Спосіб одержання композиційних сульфіднохромових покриттів
Номер патенту: 10751
Опубліковано: 25.12.1996
Автори: Березанська Вероніка Ігорівна, Слись Ігор Григорович
МПК: C23C 30/00
Мітки: спосіб, покриттів, одержання, сульфіднохромових, композиційних
Формула / Реферат:
1. Способ получения композиционных сульфиднохромовых покрытий, включающий нанесение хрома и его сульфидов, отличающийся тем, что оба компонента наносят совместно в виде дисперсной смеси, для получения которой синтезируют сульфиды хрома, полученный спек измельчают, смешивают с порошком хрома при следующем соотношении . компонентов, мас.%:хром 1,0-50,0сульфиды хрома остальное,а нанесение...
Спосіб детонаційного нанесення покриттів
Номер патенту: 4038
Опубліковано: 27.12.1994
Автори: Шмирьова Тетяна Петрівна, Проволоцький Олександр Євдокимович, Мухин Олексій Павлович, Гришин Володимир Сергійович
МПК: C23C 4/00
Мітки: детонаційного, спосіб, покриттів, нанесення
Формула / Реферат:
Способ детонационного нанесения покрытий, включающий послойное напыление порошка материала покрытия,отличающийся тем, что напыление слоев чередуют со струйно-абразивной обработкой абразивом, твердость которого меньше, чем твердость материала покрытия, при соотношении толщины напыляемых слоев к диаметру частицы абразива 0,4-0,7.
Попередній патент: Електрична машина
Наступний патент: Пристрій для утворення свердловин
Випадковий патент: Охолоджувальний пристрій для зварювання