Спосіб фінішної обробки напівпровідникових пластин
Номер патенту: 1563
Опубліковано: 25.07.1994
Формула / Реферат
Способ финишной полировки полупроводниковых пластин, включающий многостадийную химико-механическую полировку полупроводниковых пластин на двух полировальниках с использованием водных абразивных суспензий, причем на первой стадии водородный показатель суспензий поддерживают от 11,5 до 12,4, отличающийся тем, что, с целью повышения выхода годных за счет улучшения качества полированной поверхности пластин, химико-механическую полировку на второй стадии проводят при водородном показателе рН абразивной суспензии 10,2-10,8 и дополнительно проводят третью стадию химико-механической полировки при водородном показателе рН 6-8 в течение 2-5 мин и давлении на полупроводниковые пластины от 0,05•105 - 0,11•105 Па, причем вторую и третью стадии проводят на одном полировальнике.
Текст
Использование: обработка полупроводниковых подложек для изготовления изделий электронной техники. Сущность: трехстадииная химико-механическая полировка полупроводниковых пластин. Абразивная суспензия на основе алюмосиликатного наполнителя. Первая стадия - предварительная химико-механическая полировка. Вторая и третья стадии - финишная полировка - проводятся на одном полировальнике при разных режимах. Вторая стадия: рН суспензии 10,210,8, третья стадия: рН 6,0-8,0, давление на пластины 0,05*10 -0,11 "TO Па, время полировки 2-5 мин. Выход годных увеличивается на 1,0-2,0%. (Л Изобретение относится к электронной технике и может быть использовано при изготовлении полупроводниковых пластин, в частности при их химико-механической полировке. Известен способ финишной обработки полупроводниковых пластин, включающий двухстадийную химико-механическую полировку пластин на полировальнике с использованием водной абразивное- суспензии, причем на второй стадии полировки давление на пластины и температуру полировальника снижают, а расход абразивной суспензии увеличивают в 1,5-3.0 раза без изменения ее состава. Недостатком известного способа является наличие матовости рабочей поверхности пластин после обработки, связанной с повышенной химической активностью применяемой суспензии, имеющей водородный показатель рН > 10,0, Наиболее близким к предлагаемому техническому решению является способ финишной полировки полупроводниковых пластин, включающий двухстадийную химико-механическую полировку пластин на двух полировальниках с использованием водных абразивных суспензий, причем первую стадию (предварительную полировку) проводят при водородном показателе рН абразивной суспензии в пределах от 11,5 до 12,4, а вторую стадию при рН = 9,0-10,0. Недостатком этого способа является наличие на их рабочей поверхности остаточных механических дефектов в виде рисок и царапин. Это связано с тем, что в известном способе обработки из-за сравнительно низкого водородного показателя рН суспензии удаляемый на второй стадии полировки с поверхности пластин слой кремния является недостаточным: механические дефекты поверхности, оставшиеся после первой стадии полировки, полностью не удаляются 00 > 1727178 Повышение съема кремния на второй стадии полировки с целью увеличения выхода годных путем увеличения показателя рН суспензии, давления на пластины, температуры полировальника и продолжительности обработки приводят к появлению такого вида дефектов, как матовость рабочем поверхности пластин (растравливание). Цель изобретения - повышение выхода годных за счет улучшения качества полированной поверхности. Поставленная цель достигается тем, что в способе финишной полировки полупроводниковых пластин, включающем многостадийную химико-механическую полировку пластин на двух полировальниках с использованием водных абразивных суспензий, полировку на второй стадии проводят при водородном показателе рН абразивной суспензии 10.2-10,8 и дополнительно проводят третью стадию полировки при водородном показателе рН абразивной суспензии 6,0-8,0 в течение 2-5 мин и давлении на пластины (0.05-0,11) -10 Па. причем вторую и третью стадии проволдят на одном полировальнике. Предлагаемый режим обработки на второй стадии полировки имеет следующее - обоснование. , При выборе водородного показателя рН абразивной суспензии меньше, чем 10,2, например 9,7-9,8, резко снижается производительность процесса, для удаления остаточных механических дефектов пластин требуется увеличить продолжительность полировки на второй стадии до 12-16 мин в то время как при соблюдении рекомендуемого режима продолжительность обработки составляет в среднем 6-10 мин. При выборе ВОДОРОДНОГО показателя рН абразивной суспензии больше, чем 10,8, например 11,0-11,2, нарушается сбалансированность скоростей механического съема и химического травления кремния в процессе химико-механической полировки, начинает преобладать скорость химического травления, в результате чего наблюдается растравливание поверхности пластин. 5 Ю 15 20 25 30 35 40 45 Предлагаемые режимы обработки на третьей стадии полировки имеют следующие обоснования. При выборе водородного показателя рН абразивной суспензии меньше, чем 6,0, например 5,7-5,8. происходит практически 55 полное прекращение процесса травления кремния, что приводит к преобладанию скорости механического съема и появлению на полированной поверхности пластин дефектов в виде рисок и царапин, При выборе водородного показателя рН абразивной суспензии больше, чем 8.0, например 8.4-8.6, резко снижается производительность процесса, для удаления матовости рабочей поверхности пластин требуется увеличить продолжительность третьей стадии полировки до 8~12 мин, в то время как при соблюдении рекомендуемых режимов продолжительность третьей стадии составляет 2-5 мин. При поддержании давления на пластины большего, чем 0,11 -10 Па, скорость механического съема преобладает над скоростью химического травления кремния, что приводит к появлению на рабочей поверхности пластин дополнительного количества рисок и царапин. Поддержание давления на пластины меньшего, чем 0.05-105 Па, например 0,04 -105Па затрудняется по техническим причинам, связанным с конструктивными особенностями установок для химико-механической полировки. При продолжительности третьей стадии полировки меньшей, чем 2 мин, например 1,5 мин, съема кремния оказывается недостаточно для удаления матовости рабочей поверхности пластин, а при продолжительности третьей стадии большей, чем 5 мин, например 5,5 мин, появляются дефекты в виде рисок и царапин. Необходимость проведения второй и третьей стадий обработки на одном полировальнике имеет следующее обоснование. При проведении второй и третьей стадии на одном полировальнике в процессе третьей стадии полировки происходит постепенное снижение химической активности полирующей среды, создаваемой в зоне обработки пластин при введении второй стадии полировки, при этом наличие на поверхности пластин окисного слоя препятствует образованию механических дефектов кремния. Проведение же третьей стадии полировки на отдельном полировальнике характеризуется преобладанием скорости механического съема, что приводит к ухудшению качества пластин по рискам и царапинам. П р и м е р 1. Кремниевые пластины диаметром 100 мм марки КДБ10 (111), прошедшие поспе резки слитка кремния иа пластины операции формирования фаски, двусторонней шлифовки и травления, подвергают химико-механической полировке суспензиями на основе алюмосиликэтного наполнителя на станках типа ЮШЗ. 105.004. На первой стадии, проводимой на полировальнике из синтетической кожи, ис 1727178 пользуют суспензию с рН — 11.6 при следующих режимах: давление на пластины 0,2 • 105 Пз, температура полировальника 48 ± 1°С, расход суспензии 60-70 мл/мин, время обработки 34 мин. С поверхности 5 пластин на первой стадии полировки удзляют припуск не менее 25 мкм. Вторую стадию ведут с использованием суспензии с рН = 10,2 при следующих режимах: давление на пластины 0,05-10 Па, тем- 10 пература полировальника 35 ± 1°С, расход суспензии 110-120 мл/мин, время обработки 8 мин. В качестве полировальника применяют синтетическую замшу. На третьей стадии на том же полиро- 15 вальнике пластины полируют суспензией с . рН = 6,0 при следующих режимах: давление на пластины 0,05*10' Па, температура полировальника 30 ± 1°С, расход суспензии 120-130 мл/мин, время полировки 2 мин. 20 По окончании полировки прекращают подачу суспензии и проводят промывку деионизованной водой в течение 1 мин. Затем пластины отделяют от полировальных блоков и подвергают химической очистке в ки- 25 пящих перекисно-аммиачных растворах, гидромеханической отмывке и сушке на центрифуге. Контроль качества проводят с помощью микроскопа МБС-9 при увеличении не ме- 30 нее 16х. Риски и царапины отсутствуют на 99% пластин. Матовость рабочей поверхности пластин также не обнаружена. П р и м е р 2. Осуществляют полировку кремниевых пластин диаметром 100 мм 35 марки КДБ40(100). Предварительную обработку и первую стадию полировки проводят при режимах, указанных в примере 1. На второй стадии используют суспензию с рН = 10.8 при сле- 40 дующих режимах: давление на пластины 0.11-10 Па, температура полировальника 35±1°С, расход суспензии 110-120 мл/мин. время обработки 6 мин. В качестве полировальника используют синтетическую замшу. 45 На третьей стадии на том же полировальнике ведут полировку пластин суспензией с рН = 8,0 при следующих режимах: давление из пластины 0.11 -105 Пз, температура полировальника 32 ± 1°. расход сус- 50 пензии 130~1А0 мл/мин, время обработки 5 мин. Очистку и контроль качества пластин проводят, как указано в примере 1, риски, царапины, матовость рабочей поверхности 55 отсутствуют на 100% пластин. П р и м е р З . Осуществляют полировку кремниевых пластин диаметром 76 мм марки КДБ4,5(100). Полировку на первой стадии ведут суспензией с рН = 11,8 при следующих режимах: давление на пластины 0,22-10 Па. температура полировальника 45 ± 1°С, рэсход суспензии 60-70 мл/мин, время обработки 20 мин' На первой стадии с поверхности пластин удаляют припуск не менее 15 мкм, в качесте полировальника используют синтетическую кожу. На второй стадии применяют суспензию с рН = 10,5 при следующих режимах: давление на пластины 0,08 -ТО5 Па, температура полировальника 34 ± 1°С, расход суспензии 120-130 мл/мин, время обрэботки 10 мин. В качестве полировальника используют синтетическую замшу. Третью стадию ведут на том же полировальнике суспензией с рН = 7,0 при следующих режимах: давление на пластины 0,08•10 Па, температура полировальника 30 ± 1°С, расход суспензии 130 -140 мл/мин, время обработки 3,5 мин, Дальнейшую очистку и контроль пластин проводят, как указано в примере 1 риски и царапины отсутствуют на 99.5% пластин, матовость рабочей поверхности пластин не обнаружена. Предлагаемый способ обеспечивает увеличение выхода годных пластин на операции химико-механической полировки на 1,0-2,0% по сравнению с известными способами за счет улучшения качества полированной поверхности - практически отсутствуют такие дефекты как риски, царэпины, растравливание поверхности. Формула изобретения Способ финишной полировки полупроводниковых пластин, включающий многостадийную химико-механическую полировку полупроводниковых пластин на двух полировальниках с использованием водных абразивных суспензии, причем на первой стадии водородный показатель суспензий поддерживают от 11,5 до 12.4, о т л и ч а ю щ и й с я тем, что, с целью повышения выхода годных за счет улучшения качества полированной поверхности, химико-механическую полировку на второй стадии проводят при водородном показателе рН абразивной суспензии 10,2-10,8 и дополнительно проводят третью стадию химико-механической полировки при водородном показателе рН 6-8 в течение 2-5 мин и давлении на полупроводниковые пластины от 0,05- Ю5-0,111 Ю5' Па, причем вторую и третью стадии проводят на одном полировальнике. 1727178 Редактор М. Шитев Составитель О. Бочкин Техред М.Моргентап Корректор С. Шевкун Заказ 1282 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва. Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюFinish machining method for semiconductor plates
Автори англійськоюZhyvov Mykhailo Davydovych, Bohdanov Yevhen Ivanovych
Назва патенту російськоюСпособ финишной обработки полупроводниковых пластин
Автори російськоюЖивов Михаил Давыдович, Богданов Евгений Иванович
МПК / Мітки
МПК: H01L 21/302
Мітки: пластин, фінішної, напівпровідникових, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/4-1563-sposib-finishno-obrobki-napivprovidnikovikh-plastin.html" target="_blank" rel="follow" title="База патентів України">Спосіб фінішної обробки напівпровідникових пластин</a>
Спосіб розламування пластин із твердих матеріалів
Номер патенту: 403
Опубліковано: 30.04.1993
Автор: Анісін Олександр Михайлович
МПК: B28D 1/02
Мітки: розламування, твердих, пластин, спосіб, матеріалів
Формула / Реферат:
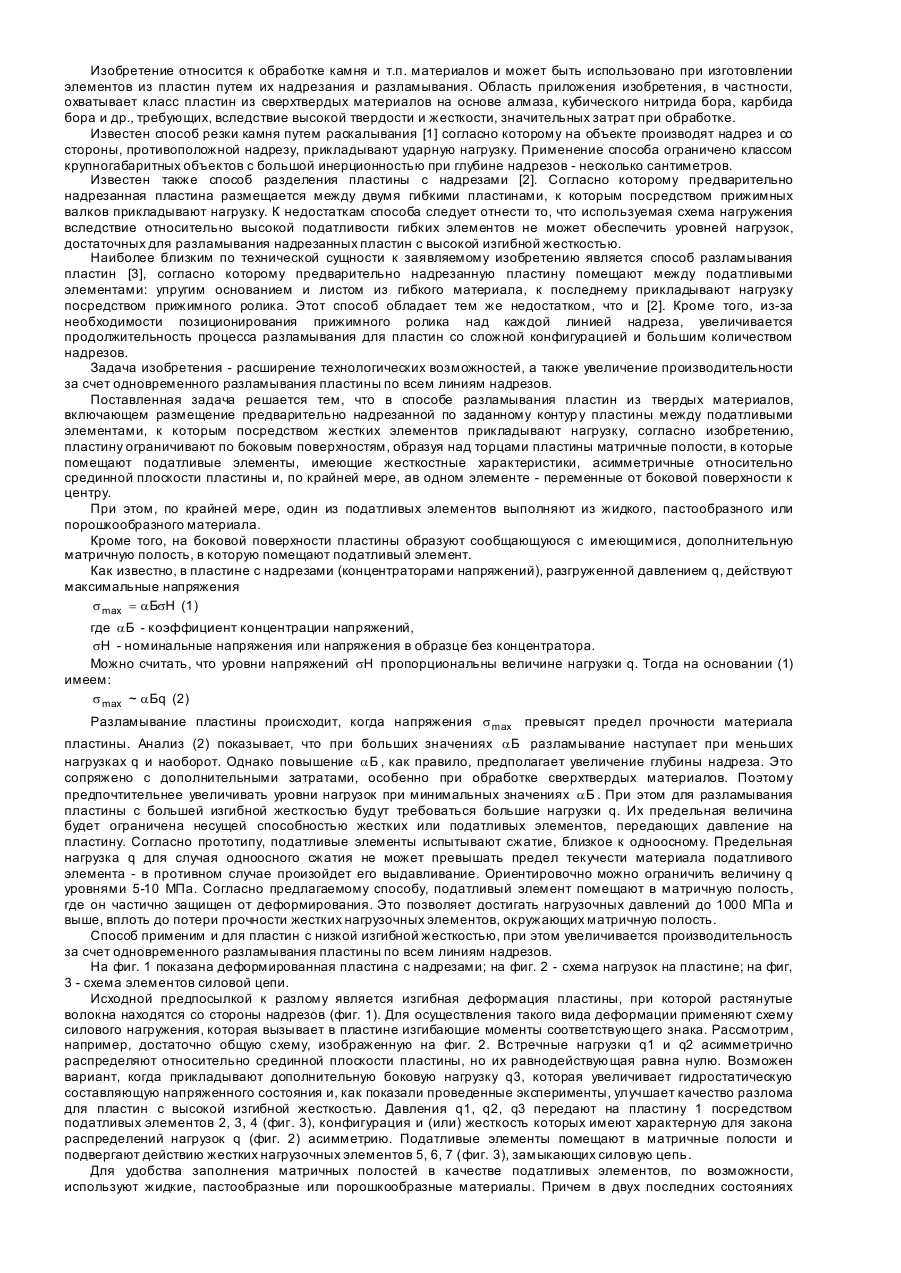
1. Способ разламывания пластин из твердых материалов, включающий размещение предварительно надрезанной по заданному контуру пластины между податливыми элементами, к которым посредством жестких элементов прикладывают нагрузку, отличающийся тем, что пластину ограничивают по боковым поверхностям с образованием над торцами пластины матричных полостей, в которых размещают податливые элементы, которые имеют жесткостные характеристики, асимметричные...
Спосіб попередньої обробки металевої поверхні при фосфатуванні
Номер патенту: 837
Опубліковано: 15.12.1993
Автори: Гуцал Оксана Зановіївна, Заренчюк Валентина Іванівна
МПК: C23C 22/00
Мітки: металевої, попередньо, обробки, фосфатуванні, спосіб, поверхні
Формула / Реферат:
Способ предварительной обработки металлической поверхности при фосфатировании, включающий обработку активирующим раствором, отличающийся тем, что в качестве активирующего раствора берут водную суспензию шлама, образующегося в процессе фосфатирования.
Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Номер патенту: 1305
Опубліковано: 25.03.1994
Автори: Варфоломієва Людмила Василівна, Івасишин Орест Михайлович, Годін Наум Львович, Свечников Василь Львович, Марковський Павло Євгенович, Ошкадьоров Станіслав Петрович, Брун Морис Якович, Єлагина Людмила Олександрівна, Смирнов Олексій Михайлович, Гріднев Віталій Никифорович
МПК: C22F 1/18
Мітки: мартенситного, двофазних, титанових, спосіб, термічної, обробки, класу, сплавів
Формула / Реферат:
Способ термической обработки двухфазных титановых сплавов мартснситного класса, включающий нагрев под закалку до температуры на 10— 30 °C выше температуры полиморфного превращения, охлаждение до комнатной температуры и отжиг, отличающийся тем, что, с целью повышения уровня механических свойств путем преобразования пластинчатой структуры в глобулярную, нагрев под закалку проводят со скоростью ...
Спосіб різки напівпровідникових елементів
Номер патенту: 1411
Опубліковано: 25.03.1994
Автор: Хомін Ігор Борисович
МПК: B28D 5/00
Мітки: різки, елементів, спосіб, напівпровідникових
Текст:
...гравітаційне перемінне поле Повільно пересуваючи заявлений пристрій в горизонтальному напрямку по факту обертання або зависання вантажика маятника можна орієнтовно визначити контури шукаемого предмета Якщо випромінювання генератора потрапляє на зону фантома, маятник в руці оператора продовжує обертатися Винахід пояснюється ілюстративним матеріалом На фіг представлено загальний вид пристрою (вид збоку) Пристрій складається з компактного...
Спосіб обробки вибухом зварних металоконструкцій
Номер патенту: 103
Опубліковано: 30.04.1993
Автори: Солнцев Ігор Васильович, Бризгалін Андрій Геннадійович, Титов Вадим Олександрович, Петушков Володимир Георгийович, Прохоров Володимир Володимирович, Борисенко Віталій Олександрович, Первой Віталій Михайлович
МПК: B23K 28/00
Мітки: вибухом, металоконструкцій, спосіб, обробки, зварних
Формула / Реферат:
1. Способ обработки взрывом сварных металлоконструкций, при котором шнуровой заряд взрывчатого вещества изготавливают в виде периодической кривой, располагают его симметрично относительно обрабатываемого шва, и осуществляют инициирование с помощью проводника детонации, отличающийся тем, что проводник детонации устанавливают на поверхность металла по одну сторону заряда в контакте с вершинами его периодической кривой.2. Способ по п. 1,...
Попередній патент: Сплав на основі хрому
Наступний патент: Спосіб виготовлення структур кремній-двоокис кремнію-нітрід кремнію
Випадковий патент: Спосіб нанесення полімервмісних покриттів