Спосіб виготовлення індукторів лінійних крокових електродвигунів
Номер патенту: 13148
Опубліковано: 28.02.1997
Автори: Малярчук Сергій Олександрович, Павлович Наталія Владиславівна, Ненека Мирослав Федорович
Формула / Реферат
(57) Способ изготовления индукторов линейных шаговых электродвигателей, согласно которому изготавливают заготовки в виде пустотелых цилиндров, образуют на внутренней поверхности заготовок зубцовые зоны винтовой нарезкой, разрезают заготовки вдоль оси на равные части, формируют зубцовую зону перестановкой частей заготовок, после чего части заготовок скрепляют, отличающийся тем, что разрезают заготовки попарно в местах совпадения фаз зубцовых зон, при этом формируют зубцовую зону одного индуктора из трех частей первой заготовки и одной части второй заготовки, а другого - из трех частей второй заготовки и одной части первой заготовки.
Текст
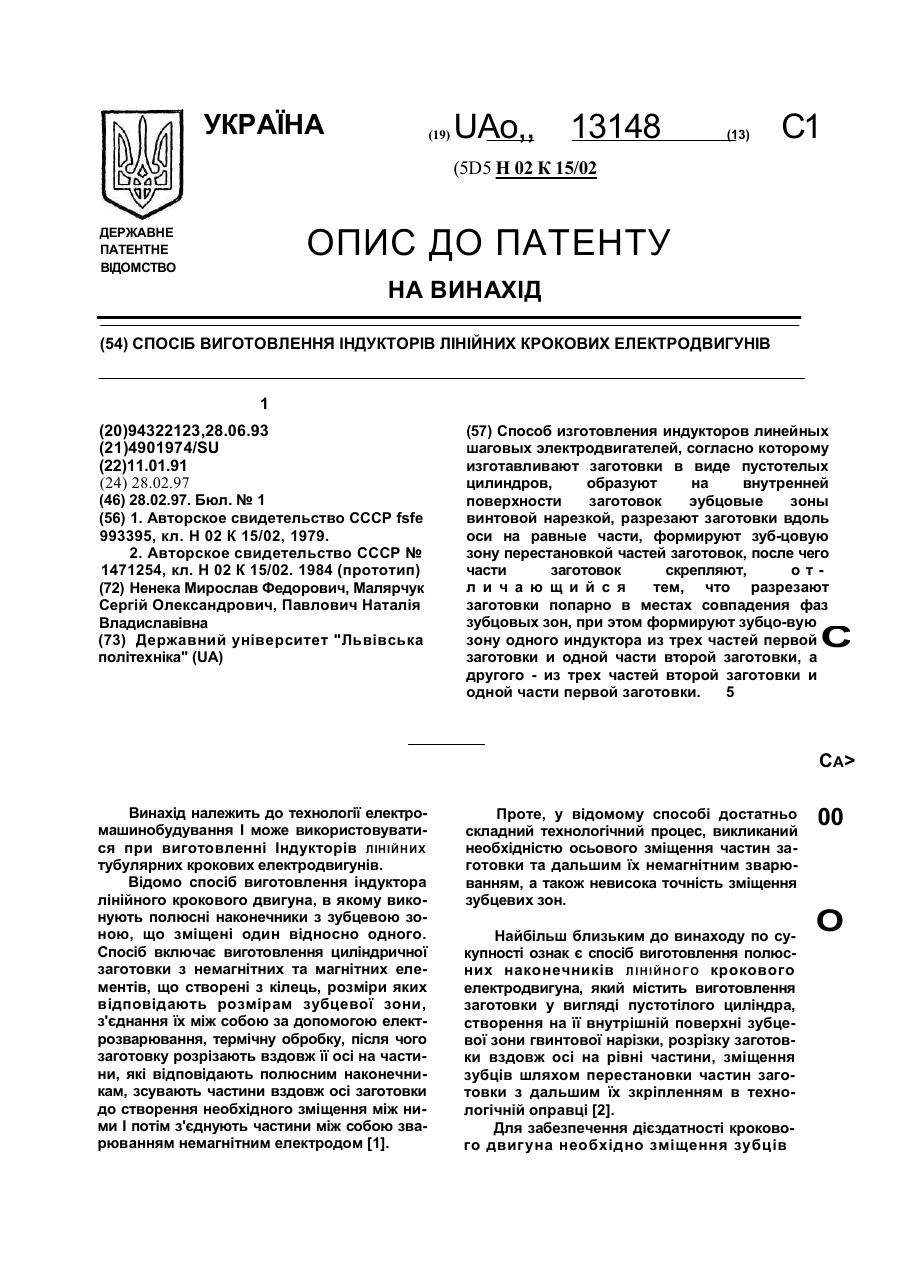
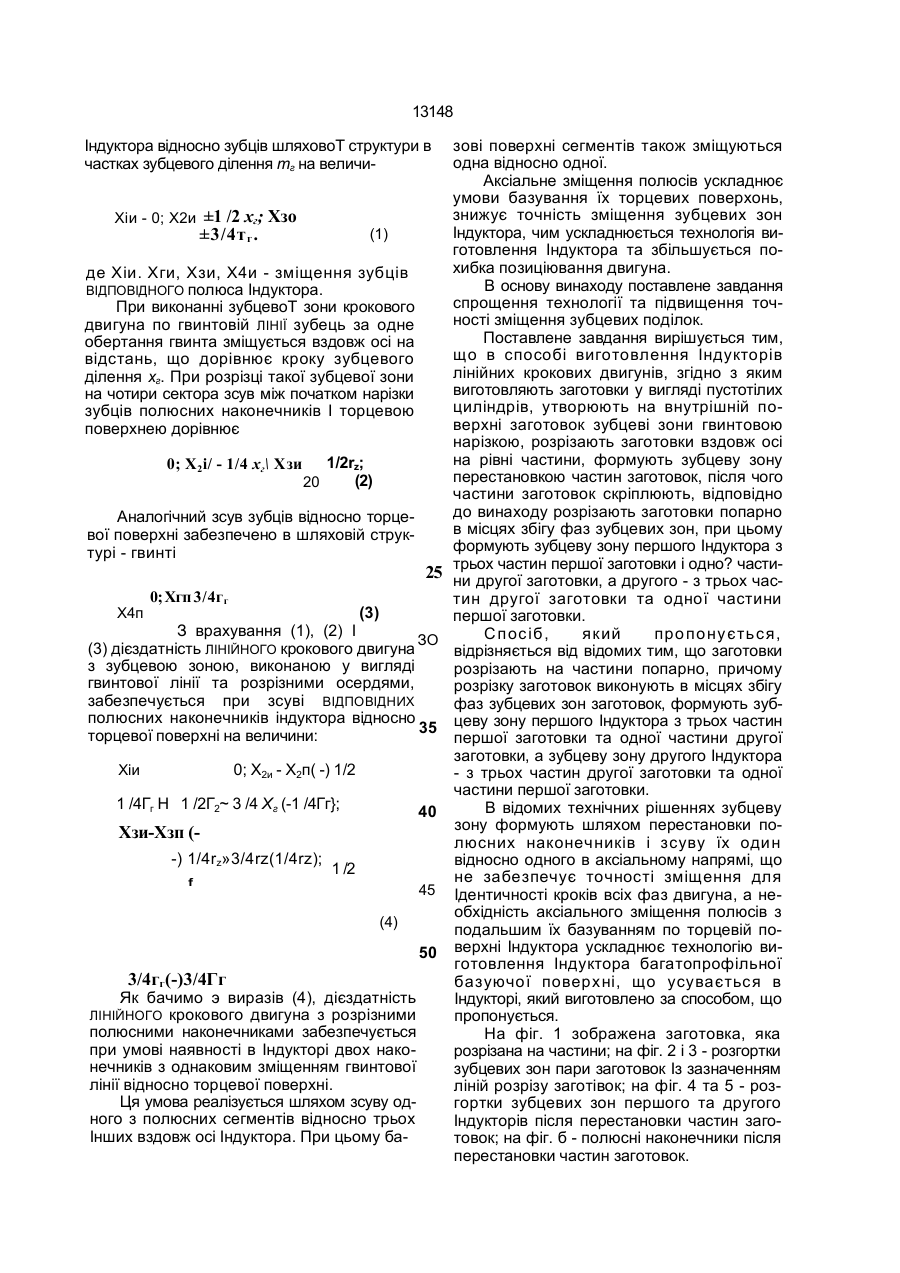
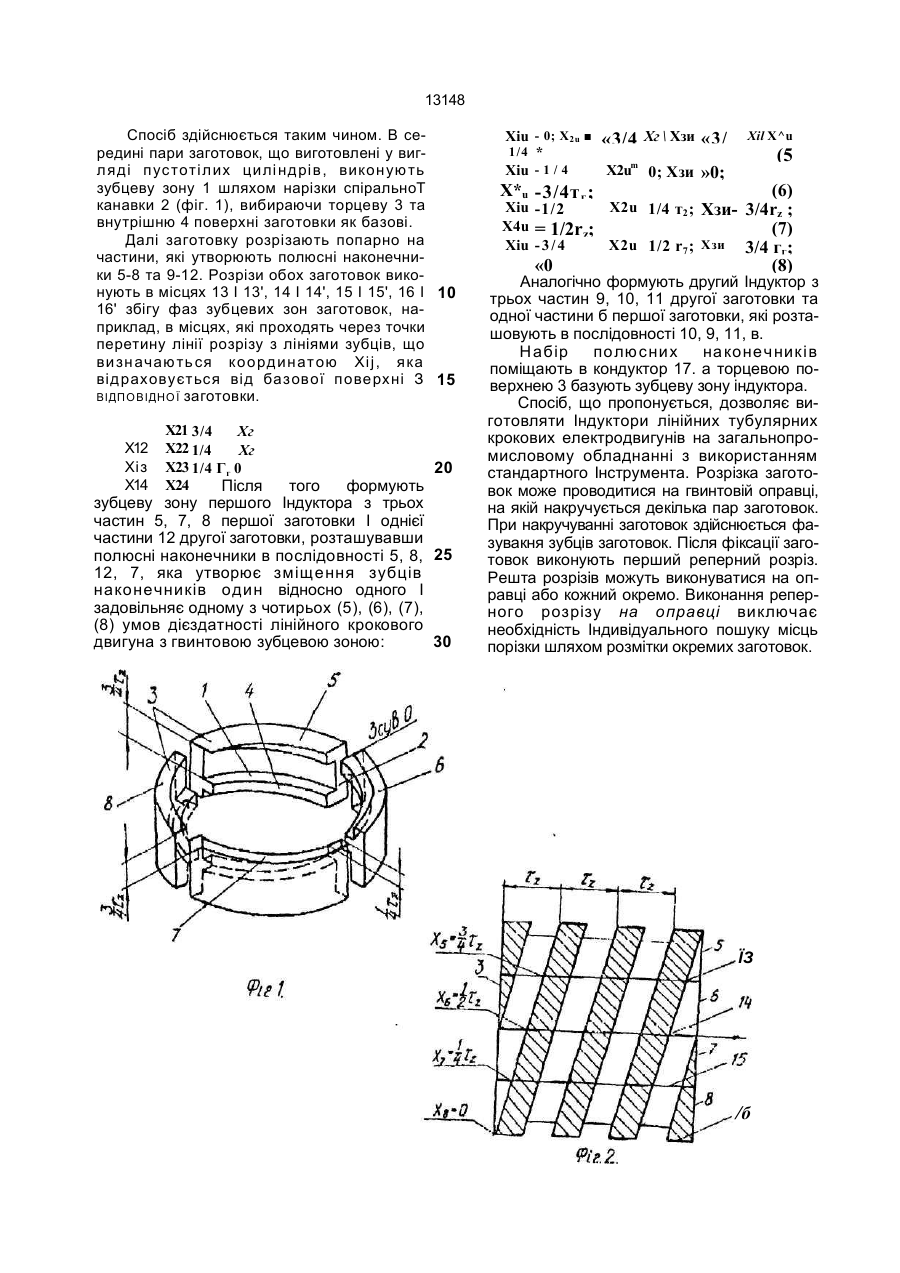
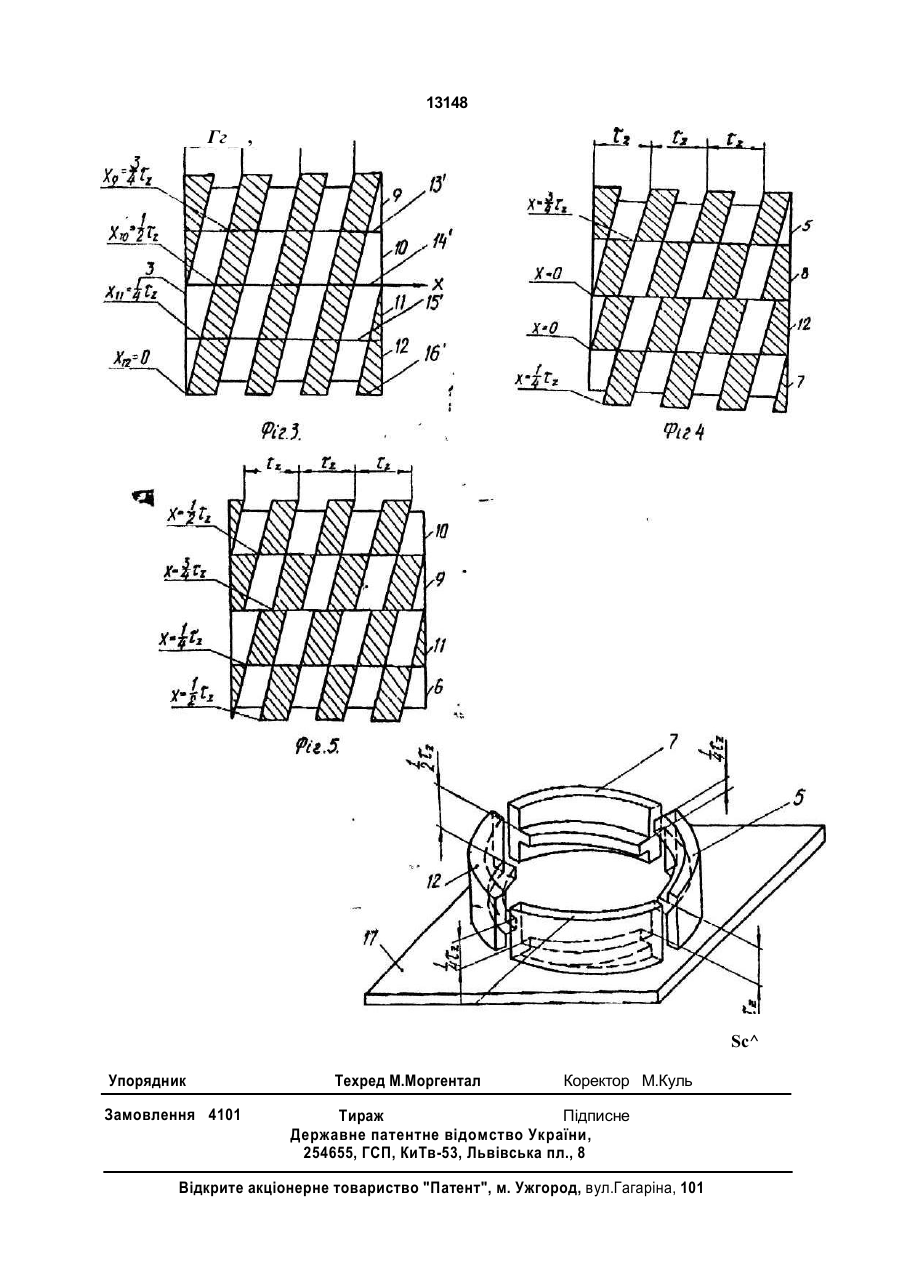
Способ изготовления индукторов линейных шаговых электродвигателей, согласно которому изготавливают заготовки в виде пустотелых цилиндров, образуют на внутренней поверхности заготовок эубцовые зоны винтовой нарезкой, разрезают заготовки вдоль оси на равные части, формируют зуб-цовую зону перестановкой частей заготовок, после чего части заготовок скрепляют, отл и ч а ю щ и й с я тем, что разрезают заготовки попарно в местах совпадения фаз зубцовых зон, при этом формируют зубцо-вую зону одного индуктора из трех частей первой заготовки и одной части второй заготовки, а другого - из трех частей второй заготовки и одной части первой заготовки. 5 С > СА> Винахід належить до технології електромашинобудування І може використовуватися при виготовленні Індукторів ЛІНІЙНИХ тубулярних крокових електродвигунів. Відомо спосіб виготовлення індуктора лінійного крокового двигуна, в якому виконують полюсні наконечники з зубцевою зоною, що зміщені один відносно одного. Спосіб включає виготовлення циліндричної заготовки з немагнітних та магнітних елементів, що створені з кілець, розміри яких відповідають розмірам зубцевої зони, з'єднання їх між собою за допомогою електрозварювання, термічну обробку, після чого заготовку розрізають вздовж її осі на частини, які відповідають полюсним наконечникам, зсувають частини вздовж осі заготовки до створення необхідного зміщення між ними І потім з'єднують частини між собою зварюванням немагнітним електродом [1]. Проте, у відомому способі достатньо складний технологічний процес, викликаний необхідністю осьового зміщення частин заготовки та дальшим їх немагнітним зварюванням, а також невисока точність зміщення зубцевих зон. Найбільш близьким до винаходу по сукупності ознак є спосіб виготовлення полюсних наконечників ЛІНІЙНОГО крокового електродвигуна, який містить виготовлення заготовки у вигляді пустотілого циліндра, створення на її внутрішній поверхні зубцевої зони гвинтової нарізки, розрізку заготовки вздовж осі на рівні частини, зміщення зубців шляхом перестановки частин заготовки з дальшим їх зкріпленням в технологічній оправці [2]. Для забезпечення дієздатності крокового двигуна необхідно зміщення зубців 00 О 13148 Індуктора відносно зубців шляховоТ структури в частках зубцевого ділення тг на величиХіи - 0; Х2и ±1 /2 хг; Хзо ±3/4т г . (1) де Хіи. Хги, Хзи, Х4и - зміщення зубців ВІДПОВІДНОГО полюса Індуктора. При виконанні зубцевоТ зони крокового двигуна по гвинтовій ЛІНІЇ зубець за одне обертання гвинта зміщується вздовж осі на відстань, що дорівнює кроку зубцевого ділення хг. При розрізці такої зубцевої зони на чотири сектора зсув між початком нарізки зубців полюсних наконечників І торцевою поверхнею дорівнює 0; Х2і/ - 1/4 хг\ Хзи 20 1/2rz; (2) Аналогічний зсув зубців відносно торцевої поверхні забезпечено в шляховій структурі - гвинті 25 0; Хгп 3/4гг (3) З врахування (1), (2) І ЗО (3) дієздатність ЛІНІЙНОГО крокового двигуна з зубцевою зоною, виконаною у вигляді гвинтової лінії та розрізними осердями, забезпечується при зсуві ВІДПОВІДНИХ полюсних наконечників індуктора відносно 35 торцевої поверхні на величини: Х4п 0; Х2и - Х2п( -) 1/2 Хіи 1 /4Гг Н 1 /2Г2~ 3 /4 Хг (-1 /4Гг}; 40 Хзи-Хзп (-) 1/4rz»3/4rz(1/4rz); f 1 /2 45 (4) 50 3/4гг(-)3/4Гг Як бачимо э виразів (4), дієздатність ЛІНІЙНОГО крокового двигуна з розрізними полюсними наконечниками забезпечується при умові наявності в Індукторі двох наконечників з однаковим зміщенням гвинтової лінії відносно торцевої поверхні. Ця умова реалізується шляхом зсуву одного з полюсних сегментів відносно трьох Інших вздовж осі Індуктора. При цьому ба зові поверхні сегментів також зміщуються одна відносно одної. Аксіальне зміщення полюсів ускладнює умови базування їх торцевих поверхонь, знижує точність зміщення зубцевих зон Індуктора, чим ускладнюється технологія виготовлення Індуктора та збільшується похибка позиціювання двигуна. В основу винаходу поставлене завдання спрощення технології та підвищення точності зміщення зубцевих поділок. Поставлене завдання вирішується тим, що в способі виготовлення Індукторів лінійних крокових двигунів, згідно з яким виготовляють заготовки у вигляді пустотілих циліндрів, утворюють на внутрішній поверхні заготовок зубцеві зони гвинтовою нарізкою, розрізають заготовки вздовж осі на рівні частини, формують зубцеву зону перестановкою частин заготовок, після чого частини заготовок скріплюють, відповідно до винаходу розрізають заготовки попарно в місцях збігу фаз зубцевих зон, при цьому формують зубцеву зону першого Індуктора з трьох частин першої заготовки і одно? частини другої заготовки, а другого - з трьох частин другої заготовки та одної частини першої заготовки. Спосіб, який про понується, відрізняється від відомих тим, що заготовки розрізають на частини попарно, причому розрізку заготовок виконують в місцях збігу фаз зубцевих зон заготовок, формують зубцеву зону першого Індуктора з трьох частин першої заготовки та одної частини другої заготовки, а зубцеву зону другого Індуктора - з трьох частин другої заготовки та одної частини першої заготовки. В відомих технічних рішеннях зубцеву зону формують шляхом перестановки полюсних наконечників і зсуву їх один відносно одного в аксіальному напрямі, що не забезпечує точності зміщення для Ідентичності кроків всіх фаз двигуна, а необхідність аксіального зміщення полюсів з подальшим їх базуванням по торцевій поверхні Індуктора ускладнює технологію виготовлення Індуктора багатопрофільної базуючої поверхні, що усувається в Індукторі, який виготовлено за способом, що пропонується. На фіг. 1 зображена заготовка, яка розрізана на частини; на фіг. 2 і 3 - розгортки зубцевих зон пари заготовок Із зазначенням ліній розрізу заготівок; на фіг. 4 та 5 - розгортки зубцевих зон першого та другого Індукторів після перестановки частин заготовок; на фіг. б - полюсні наконечники після перестановки частин заготовок. 13148 Спосіб здійснюється таким чином. В середині пари заготовок, що виготовлені у вигл яді пус тоті л их цилі нд рі в , виконую ть зубцеву зону 1 шляхом нарізки спіральноТ канавки 2 (фіг. 1), вибираючи торцеву 3 та внутрішню 4 поверхні заготовки як базові. Далі заготовку розрізають попарно на частини, які утворюють полюсні наконечники 5-8 та 9-12. Розрізи обох заготовок виконують в місцях 13 І 13', 14 І 14', 15 І 15', 16 І 10 16' збігу фаз зубцевих зон заготовок, наприклад, в місцях, які проходять через точки перетину лінії розрізу з лініями зубців, що ви зн ачаю ть ся к оо рд ин ат ою Xi j , яка від раховується від базової п оверхні З 15 ВІДПОВІДНОЇ заготовки. Х12 Хіз Х14 Х21 3/4 Хг Х22 1/4 Хг Х23 1/4 Г г 0 Х24 Після 20 того формують зубцеву зону першого Індуктора з трьох частин 5, 7, 8 першої заготовки І однієї частини 12 другої заготовки, розташувавши полюсні наконечники в послідовності 5, 8, 25 12, 7, яка утворює зміщення зубців наконечників один відносно одного І задовільняє одному з чотирьох (5), (6), (7), (8) умов дієздатності лінійного крокового двигуна з гвинтовою зубцевою зоною: 30 Xiu - 0; X2u «3/4 Хг \ Хзи «3/ 1/4 * Xz Xiu - 1 / 4 X2um 0; Хзи »0; Xil X^u (5 X*u Х \ г ; -3/4т (6) Xiu -1/2 X2u 1/4 т2 ; Хзи- 3/4rz ; ~ X4u = 1/2rz; (7) Xiu - 3 / 4 X2u 1/2 r7 ; Хзи 3/4 гг; Xz » «0 ; (8) Аналогічно формують другий Індуктор з трьох частин 9, 10, 11 другої заготовки та одної частини б першої заготовки, які розташовують в послідовності 10, 9, 11, в. Набір полюсних наконечників поміщають в кондуктор 17. а торцевою поверхнею 3 базують зубцеву зону індуктора. Спосіб, що пропонується, дозволяє виготовляти Індуктори лінійних тубулярних крокових електродвигунів на загальнопромисловому обладнанні з використанням стандартного Інструмента. Розрізка заготовок може проводитися на гвинтовій оправці, на якій накручується декілька пар заготовок. При накручуванні заготовок здійснюється фазувакня зубців заготовок. Після фіксації заготовок виконують перший реперний розріз. Решта розрізів можуть виконуватися на оправці або кожний окремо. Виконання реперного розрізу на оправці виключає необхідність Індивідуального пошуку місць порізки шляхом розмітки окремих заготовок. ЇЗ /б 13148 Гг Г, , Sc^ Упорядник Замовлення 4101 Техред М.Моргентал Коректор М.Куль Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for inductor linear stop motors
Автори англійськоюNeneka Myroslav Fedorovych, Maliarchuk Serhii Oleksandrovych
Назва патенту російськоюСпособ изготовления индукторов линейных шаговых электродвигателей
Автори російськоюНенека Мирослав Федорович, Малярчук Сергей Александрович
МПК / Мітки
МПК: H02K 15/02
Мітки: виготовлення, індукторів, крокових, спосіб, лінійних, електродвигунів
Код посилання
<a href="https://ua.patents.su/4-13148-sposib-vigotovlennya-induktoriv-linijjnikh-krokovikh-elektrodviguniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення індукторів лінійних крокових електродвигунів</a>
Спосіб виготовлення заготівок
Номер патенту: 1466
Опубліковано: 25.07.1994
Автори: Бондаренко Микола Андрійович, Луцький Михайло Борисович, Проценко Юрій Юрійович, Луценко Віктор Олександрович, Чічкан Артур Олексійович, Тарасов Віктор Іванович, Локтіонов Петро Якович, Дорожко Іван Кирилович
МПК: B21B 1/02
Мітки: спосіб, виготовлення, заготівок
Формула / Реферат:
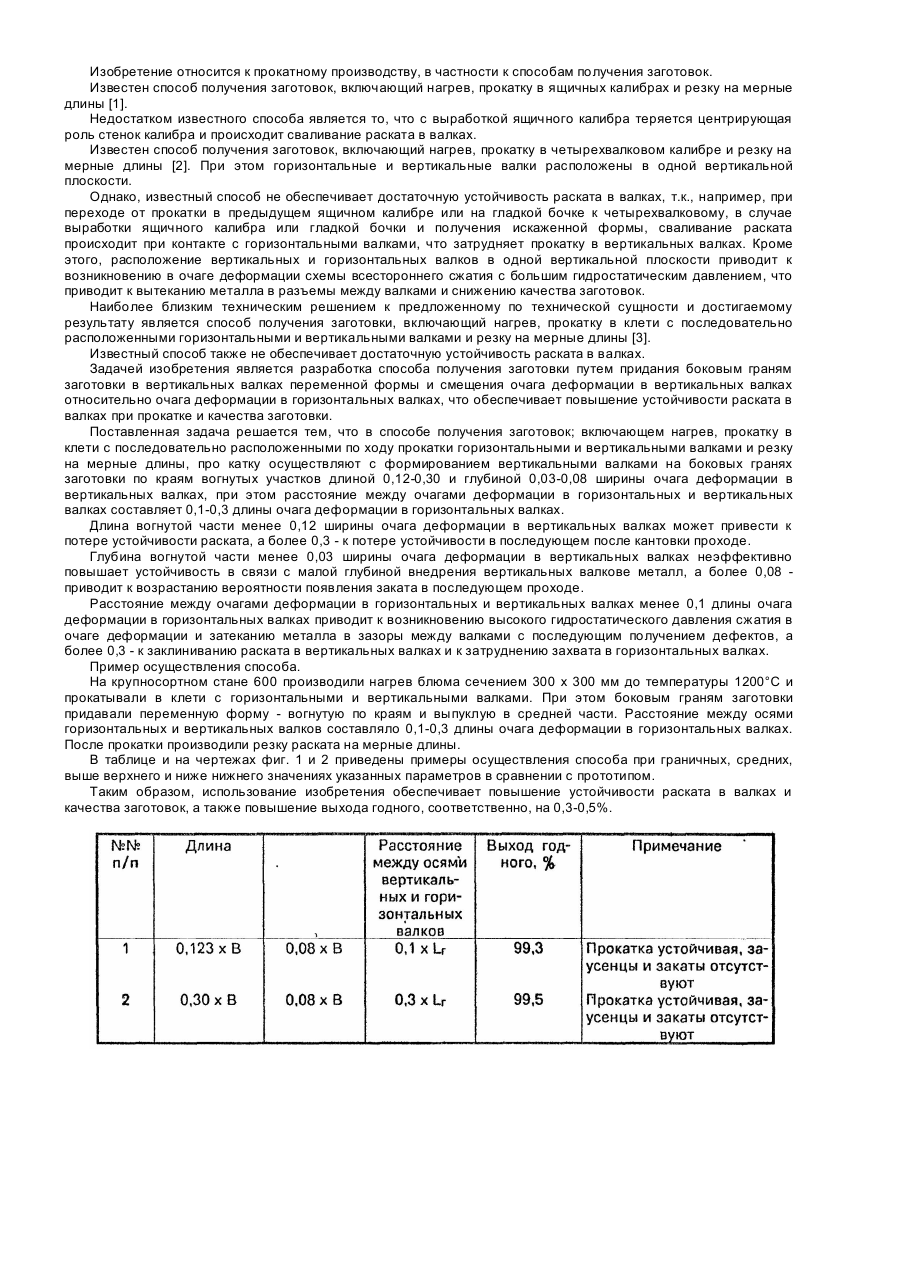
Способ получения заготовки, включающий нагрев, прокатку в клети с последовательно расположенными по ходу прокатки горизонтальными и вертикальными валками и резку на мерные длины, отличающийся тем, что прокатку осуществляют с формированием вертикальными валками на боковых гранях заготовки по краям вогнутых участков длиной 0,12-0,30 и глубиной 0,03-0,08 ширины очага деформации в вертикальных валках, при этом расстояние между очагами...
Спосіб виготовлення масивних шин
Номер патенту: 4114
Опубліковано: 27.12.1994
Автори: Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29D 30/00
Мітки: шин, масивних, спосіб, виготовлення
Формула / Реферат:
Способ изготовления массивных шин, при котором в пресс-форму концентрично устанавливают предварительно изготовленные кольцевые заготовки из различных резиновых смесей, фиксируют наружную и внутреннюю заготовки в пресс-форме и при смыкании полуформ производят формование шины с последующей вулканизацией, отличающийся тем, что резиновую смесь средней заготовки укладывают в верхнюю полуформу, а при формовании шины эту резиновую смесь продавливают...
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Конопатський Василь Леонідович, Кельвіч Володимир Тихонович, Завілінський Анатолій Володимирович, Костенко Георгій Дмитрович
МПК: B22D 19/00
Мітки: виливок, виготовлення, біметалевих, спосіб
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Спосіб виготовлення кріпильних нарізних виробів з маловуглецевої сталі

Номер патенту: 8801
Опубліковано: 30.09.1996
Автори: Ектова Галина Константиновна, Хусід Осип Семенович, Чернишов Сергій Михайлович
Мітки: виробів, виготовлення, спосіб, маловуглецевої, сталі, кріпильних, нарізних
Формула / Реферат:
Способ изготовления крепежных резьбовых изделий из малоуглеродистых сталей, включающий закалку заготовок из межкритического интервала температур Ас1-Ас3, холодное формирование резьбы и отпуск, отличающийся тем, что, с целью повышения вязкости, хладостойкости и прочности крепежных изделий, изготовленных из заготовок с исходной структурой, состоящей из феррита и пластинчатого перлита, закалку осуществляют с температуры, на 50-70°С...
Спосіб виготовлення кільцевих заготовок масивних шин
Номер патенту: 2351
Опубліковано: 26.12.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович, Столяр Ігор Анатолієвич
МПК: B29C 35/02, B29D 30/00
Мітки: шин, масивних, заготовок, кільцевих, спосіб, виготовлення
Формула / Реферат:
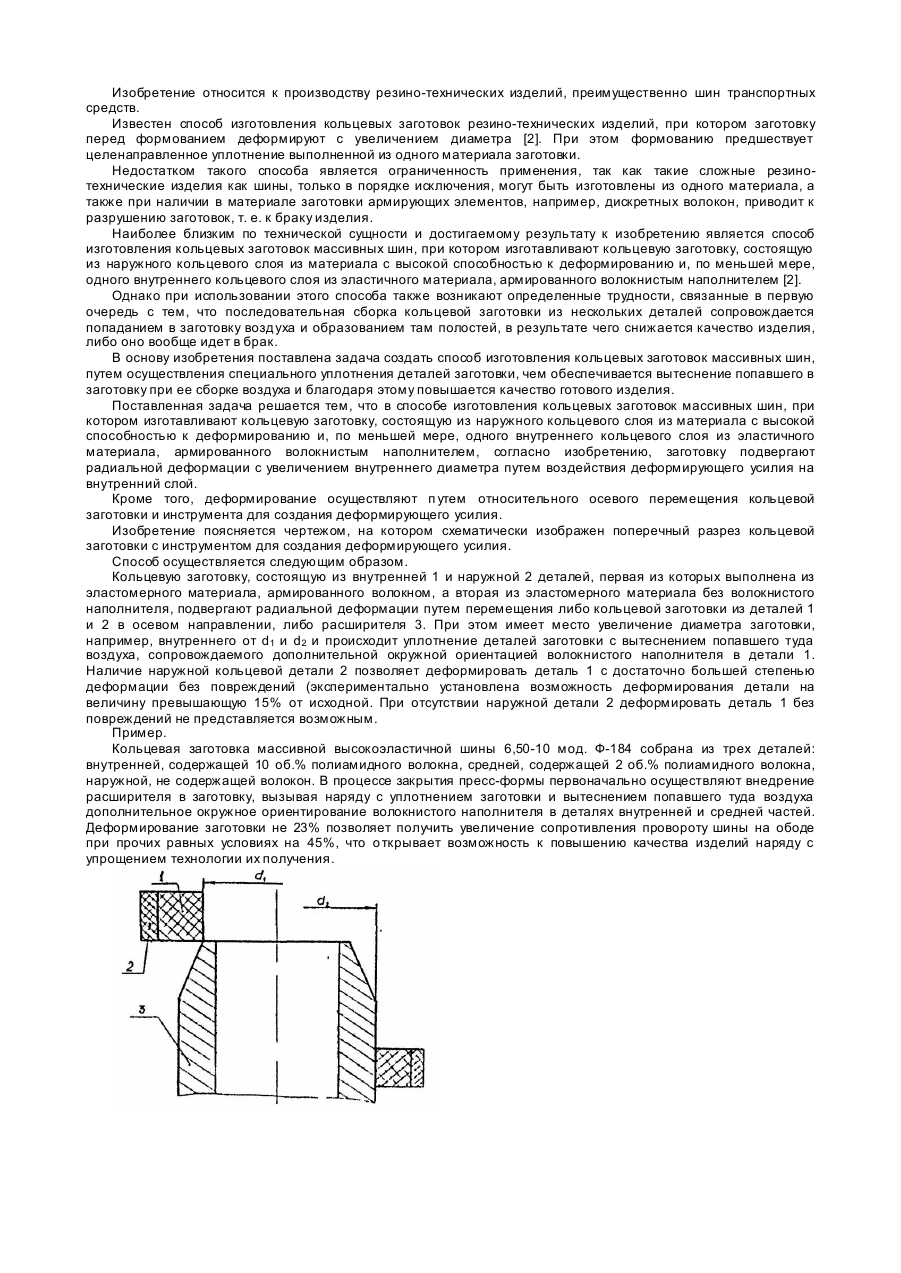
1. Способ изготовления кольцевых заготовок массивных шин, при котором изготовляют кольцевую заготовку, состоящую из наружного кольцевого слоя из материала с высокой способностью к деформированию и, по меньшей мере, одного внутреннего кольцевого слоя из эластичного материала, армированного волокнистым наполнителем, отличающийся тем, что заготовку подвергают радиальной деформации с увеличением внутреннего диаметра путем воздействия...
Попередній патент: Дощувальна машина
Наступний патент: Підвісна чашкова поїлка для птиці
Випадковий патент: Спосіб збагачення змішаних окисно-карбонатних марганцевих руд