Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем
Номер патенту: 31323
Опубліковано: 10.04.2008
Автори: Волощук Дмитро Русланович, Кальченко Віталій Іванович, Кальченко Володимир Віталійович


Формула / Реферат
1. Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, та дискретно повертають відносно осі, що проходить через центр дуги профілю жолоба в кожному радіальному перерізі та розміщена під кутом до площини, в якій знаходяться осі обертання шліфувального круга та деталі таким чином, щоб лінія контакту деталі та круга проходила через дно стрічки жолоба в осьовому перерізі деталі в горизонтальній площині, який відрізняється тим, що в процесі зняття припуску та формоутворення, круг здійснює поворот відносно осі симетрії стрічки жолоба, що проходить через осьовий переріз деталі в горизонтальній площині та перпендикулярна осі хитання круга, а кут повороту круга при кожному кутовому положенні деталі вибирається з метою отримання максимальної ширини стрічки та обмежений розмірами жолоба.
2. Спосіб за п. 1, який відрізняється тим, що додатково здійснюється обробка розвалу жолоба тим же самим кругом, що і обробка жолоба, шляхом повороту круга відносно осі симетрії стрічки жолоба, що проходить через осьовий переріз деталі в горизонтальній площині та перпендикулярна осі хитання круга.
Текст
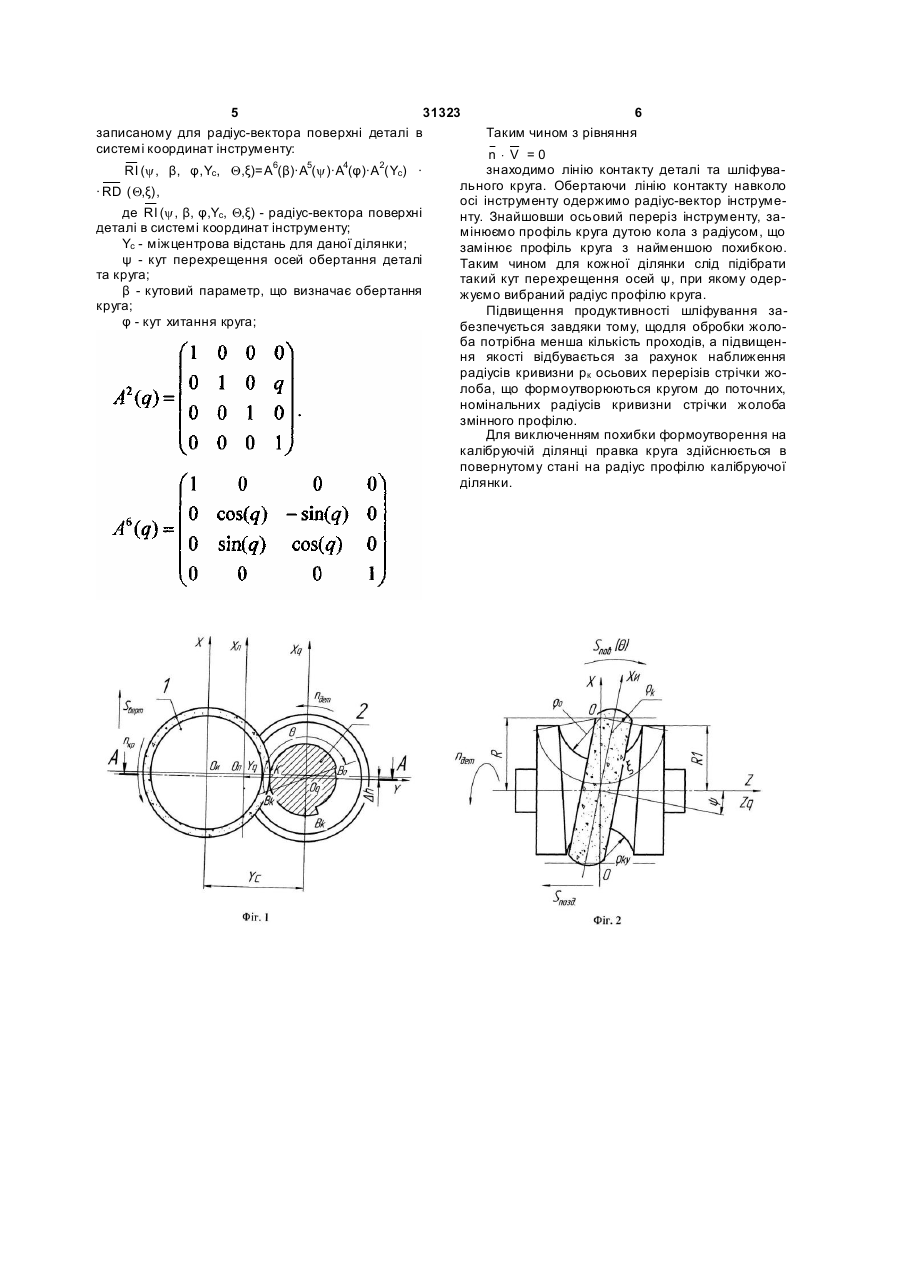
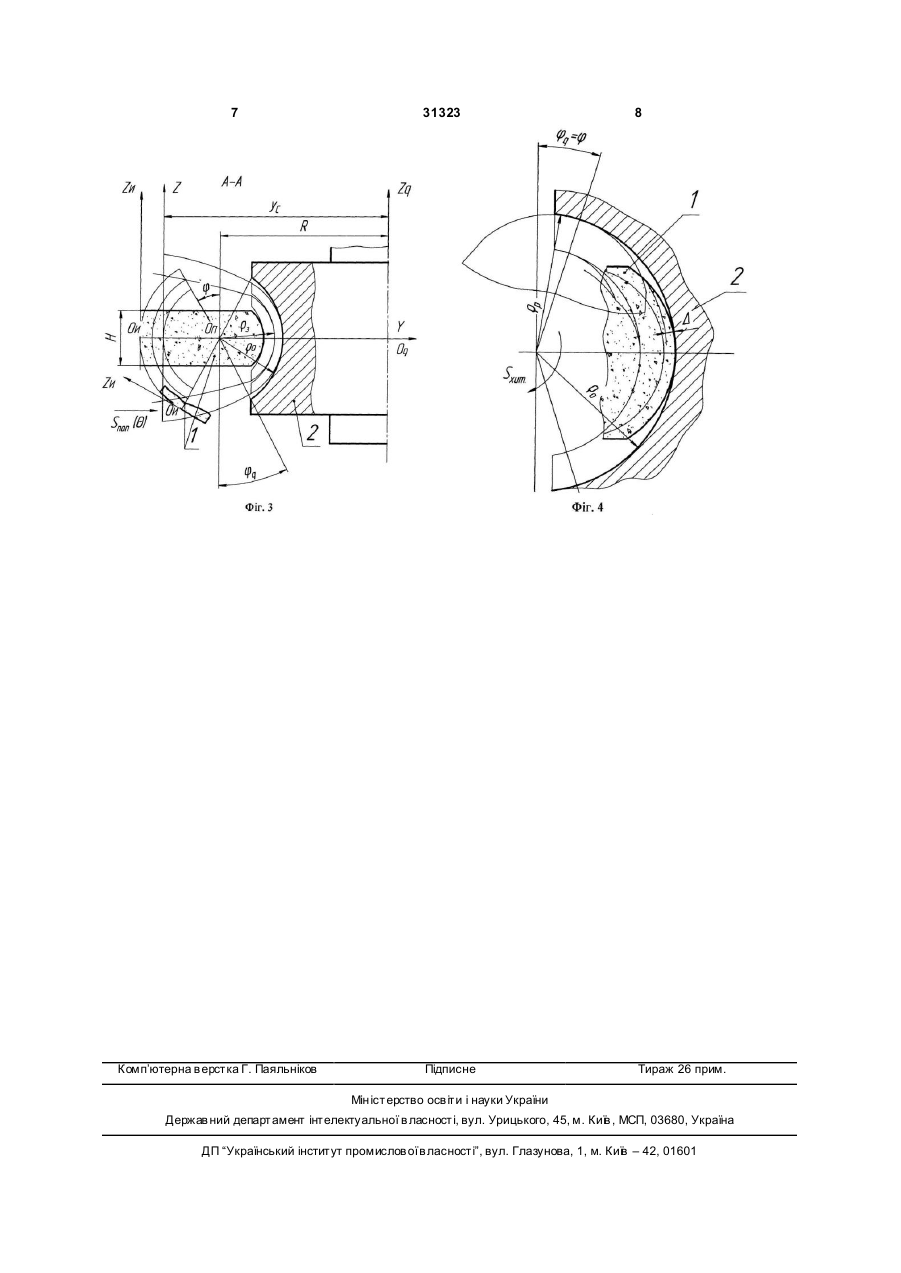
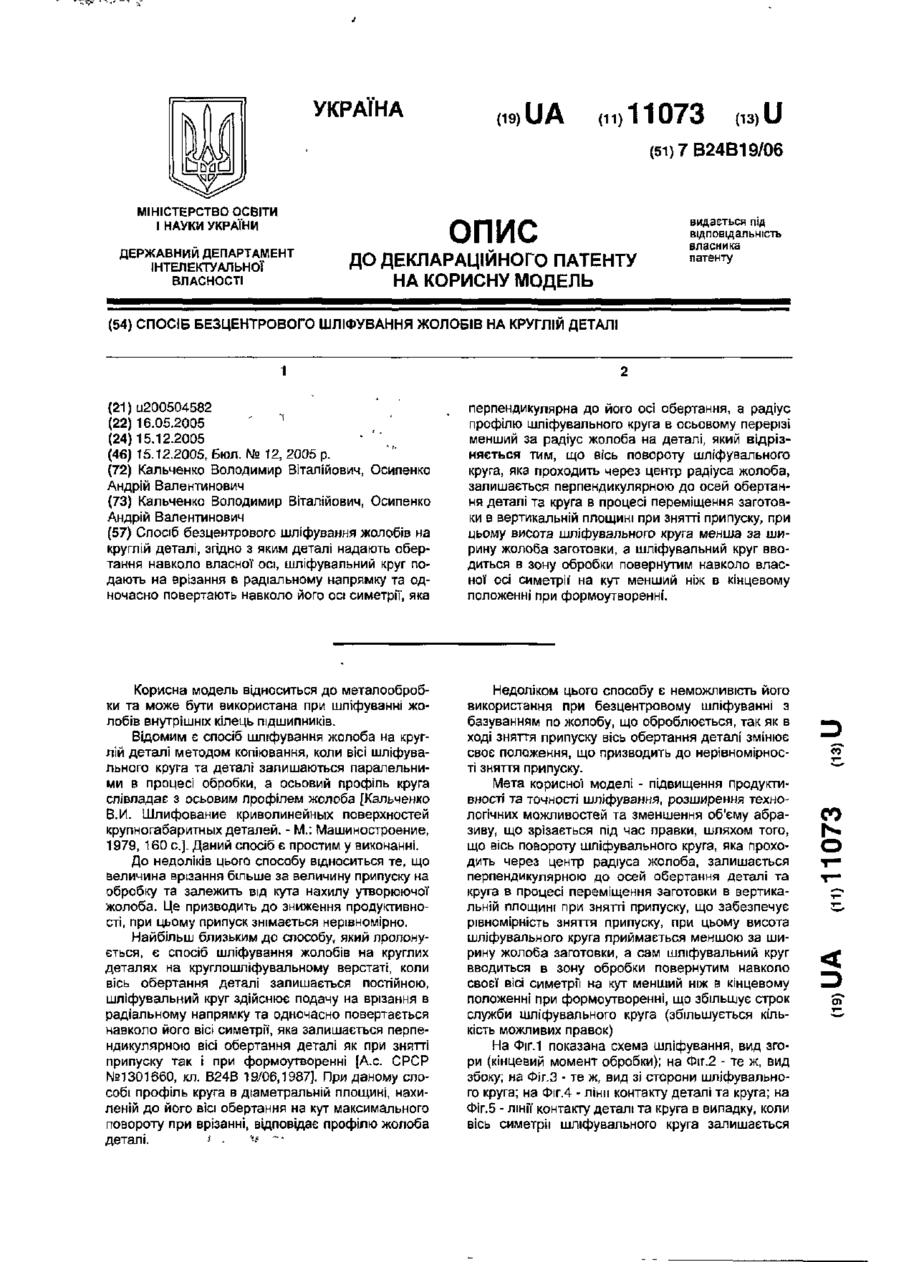
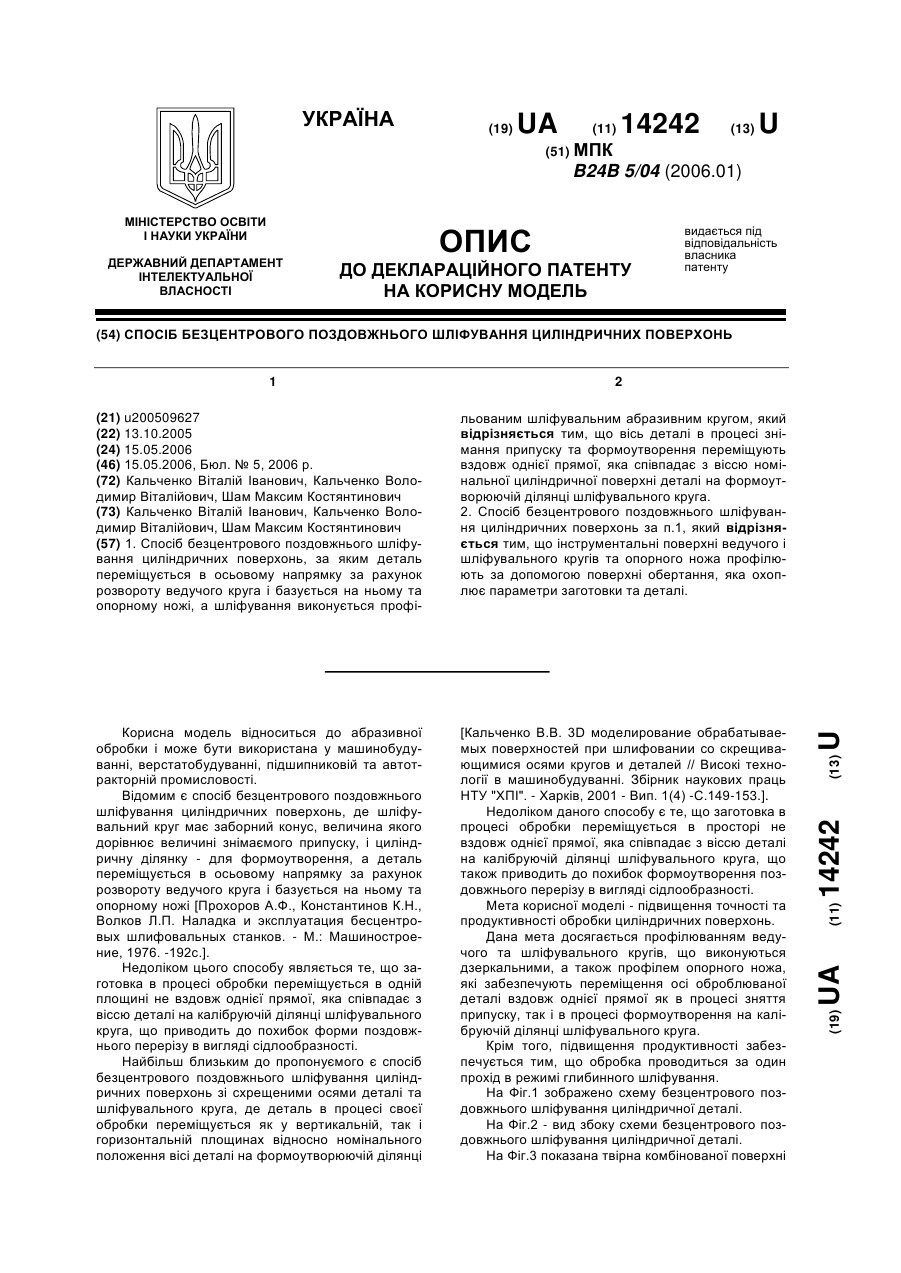
1. Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, та дискретно повертають відносно осі, що проходить через центр дуги профілю жолоба в кожному радіальному перерізі та розміщена під кутом до площини, в якій знаходяться осі обертання шліфувального круга та 3 31323 4 Мета корисної моделі - підвищення продуктиQ - кутовий параметр; вності та якості шліфування всієї робочої поверхні ξ - кутовий параметр, що описує профіль дежолоба змінного профілю трубопрокатних валків. талі; Це досягається за рахунок того, що в процесі А1 - матриця, що моделює рух вздовж вісі X; зняття припуску та формоутворення, круг здійснює А5 - матриця, що моделює поворот навколо віповорот відносно осі симетрії стрічки жолоба, що сі Υ; проходить через осьовий переріз деталі в горизонА6 - матриця, що моделює поворот навколо вітальній площині та перпендикулярна осі хитання сі Ζ; круга. e 4 - радіус-вектор початку координат. При обробці за даним методом можна також додатково здійснити обробку розвалки струмка жолоба при врізанні круга за рахунок його повороту на більший кут ніж це необхідно для зняття припуску за еквідистантними кривими (Фіг.4). На Фіг.1 показана схема шліфування; на Фіг.2 те ж, вид зі сторони шліфувального круга; на Фіг.3 - осьовий переріз жолоба при обробці шліфувальним кругом; на Фіг.4 - схема обробки розвалки. Заготовку 1 встановлюють в центрах та надають обертання пдет,. Обробку здійснюють кругом 2 з профілем в вигляді дути кола, що обертається з частотою nкр. Q - кут повороту жолоба. Кругу надають поперечну подачу Snon .(Q) та одночасно в процесі зняття припуску та формоутворення, круг здійснює поворот відносно осі симетрії стрічки жолоба, що проходить через осьовий переріз деталі в горизонтальній площині та перпендикулярна осі хитання круга Оп Хп- При цьому осьовий профіль круга 1 правлять по радіусу r k що дорівнює r ky, на калібровочній BkBk ділянці жолоба при паралельних осях його Oq Zq і круга Ои Zи. Обробку здійснюють поздовжньою стрічкою, коли в процесі інверсійного руху круга 1 щодо осі валка 2 кут ψ схрещування їхніх осей змінюють, наближаючи де q - формальна зміна. радіус кривизни р к осьового переріза стрічки жолоба, що формоутворюється кругом до поточного, номінального радіуса кривизни стрічки жолоба змінного профілю. На ділянці ВоВк розриву робочого жолоба змінного профілю круг дискретно повертають щодо осі ОпХп , що співпадає із центрами О змінних радіусів ро жолоба, на кут Δφqi, забезпечуючи одержання необхідної висоти Ra мікронерівностей. Вертикальне зміщення круга Dh та міжосьова відстань Yc(Q) в кожний момент обробки Рівняння, яке визначає лінію контакту деталі вибирається таким чином, щоб лінія контакту дета круга, має вигляд: n × V = 0, талі та круга проходила через дно стрічки жолоба в осьовому перерізі деталі в горизонтальній плоде n - одиничний вектор нормалі до поверхні щині (точка К). Кут повороту круга ψ збільшується деталі; по мірі зняття припуску на одній і тій же ділянці та V - вектор швидкості відносного руху поверхні по мірі збільшення радіуса профілю стрічки жолодеталі в системі координат інструмента. ба по куту повороту деталі Q. Кут ψ в кожен моДля визначення кутів ψ на кожній ділянці жомент вибирається таким чином, щоб відхилення лоба, розіб'ємо його на 10-15 ділянок по куту Q, профілю стрічки жолоба від номіналу було мінімаумовно вважаючи, що на кожній такій ділянці радільним, а зняття припуску відбувалось по еквідисус R не залежить від кута Q, а є постійним. тантним кривим. Вектор нормалі може бути знайдений як векПоворот навколо осі Yq можна розглядати як торний добуток векторів дотичних до поверхні дісума трьох рухів: поворот круга навколо осі zq та лянки. Для їх знаходження необхідно диференціюпереміщення круга вздовж осей xq та уq . Завдяки вати радіус-вектор поверхні ділянки по цьому досягається те, що лінія контакту деталі та незалежним параметрам (кутам Q та ξ). круга проходить через точку К. Для знаходження вектора швидкості необхідно Радіус-вектор поверхні жолоба може бути виперенести радіус-вектор поверхні ділянки деталі в ражений рівнянням. систему координат інструменту та диференціюваRD (Q,ψ) = Α6(Q) × A1(-R1) × Α5(ξ) × Α1(ρ0(Q)) × e 4, ти його за часом, тобто за кутовим параметром b де R(Q) - радіус профілю жолоба деталі; бо саме він змінюється з часом обробки в рівнянні, R1 - радіус деталі; 5 31323 записаному для радіус-вектора поверхні деталі в системі координат інструменту: RI (y, β, φ,Υc, Q,ξ)=Α6(β)·Α5(y)·Α4(φ)·Α2(Υc) · · RD (Q,ξ), де RI (y, β, φ,Υc, Q,ξ) - радіус-вектора поверхні деталі в системі координат інструменту; Υc - міжцентрова відстань для даної ділянки; ψ - кут перехрещення осей обертання деталі та круга; β - кутовий параметр, що визначає обертання круга; φ - кут хитання круга; 6 Таким чином з рівняння n × V =0 знаходимо лінію контакту деталі та шліфувального круга. Обертаючи лінію контакту навколо осі інструменту одержимо радіус-вектор інструменту. Знайшовши осьовий переріз інструменту, замінюємо профіль круга дутою кола з радіусом, що замінює профіль круга з найменшою похибкою. Таким чином для кожної ділянки слід підібрати такий кут перехрещення осей ψ, при якому одержуємо вибраний радіус профілю круга. Підвищення продуктивності шліфування забезпечується завдяки тому, щодля обробки жолоба потрібна менша кількість проходів, а підвищення якості відбувається за рахунок наближення радіусів кривизни р к осьових перерізів стрічки жолоба, що формоутворюються кругом до поточних, номінальних радіусів кривизни стрічки жолоба змінного профілю. Для виключенням похибки формоутворення на калібруючій ділянці правка круга здійснюється в повернутому стані на радіус профілю калібруючої ділянки. 7 Комп’ютерна в ерстка Г. Паяльніков 31323 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of grinding of circular groove with variable radius profile
Автори англійськоюKalchenko Vitalii Ivanovych, Kalchenko Volodymyr Vitaliiovych, Voloschuk Dmytro Ruslanovych
Назва патенту російськоюСпособ шлифования кольцевого желоба с переменным радиусным профилем
Автори російськоюКальченко Виталий Иванович, Кальченко Владимир Витальевич, Волощук Дмитрий Русланович
МПК / Мітки
МПК: B24B 5/00
Мітки: профілем, спосіб, змінним, кільцевого, шліфування, жолоба, радіусним
Код посилання
<a href="https://ua.patents.su/4-31323-sposib-shlifuvannya-kilcevogo-zholoba-zi-zminnim-radiusnim-profilem.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем</a>
Спосіб безцентрового шліфування жолобів на круглій деталі
Номер патенту: 11073
Опубліковано: 15.12.2005
Автори: Осипенко Андрій Валентинович, Кальченко Володимир Віталійович
МПК: B24B 19/02
Мітки: круглій, жолобів, спосіб, деталі, шліфування, безцентрового
Формула / Реферат:
Спосіб безцентрового шліфування жолобів на круглій деталі, згідно з яким деталі надають обертання навколо власної осі, шліфувальний круг подають на врізання в радіальному напрямку та одночасно повертають навколо його осі симетрії, яка перпендикулярна до його осі обертання, а радіус профілю шліфувального круга в осьовому перерізі менший за радіус жолоба на деталі, який відрізняється тим, що вісь повороту шліфувального круга, яка проходить...
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович, Шам Максим Костянтинович
МПК: B24B 5/00
Мітки: поверхонь, поздовжного, безцентрового, циліндричних, спосіб, шліфування
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Ніколенко Олег Миколайович
МПК: B24B 5/00
Мітки: шліфування, поверхонь, спосіб, обертання, криволінійних, випуклих
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб шліфування некруглих циліндричних поверхонь циліндричним кругом
Номер патенту: 10879
Опубліковано: 15.12.2005
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович, Ільїн Дмитро Олександрович
МПК: B24B 1/00
Мітки: циліндричним, шліфування, циліндричних, поверхонь, некруглих, кругом, спосіб
Формула / Реферат:
1. Спосіб шліфування некруглих циліндричних поверхонь циліндричним обертальним кругом, який переміщується вздовж осі деталі, який відрізняється тим, що його повертають відносно нормалі до криволінійної напрямної в опорній точці на величину, що забезпечує знімання припуску за один прохід.2. Спосіб за п. 1, який відрізняється тим, що поворот здійснюється у вертикальній площині відносно осі, яка лежить в горизонтальній площині та...
Спосіб шліфування кулачків з увігнутим профілем та пристрій для його здійснення
Номер патенту: 39978
Опубліковано: 16.07.2001
Автор: Юнкер Ервін
МПК: B24B 19/00
Мітки: пристрій, профілем, шліфування, кулачків, здійснення, увігнутим, спосіб
Формула / Реферат:
1. Способ шлифования кулачков с вогнутым профилем, включающий использование первого и второго шлифовальных кругов для предварительного и окончательного шлифования кулачков, причем при предварительном шлифовании на кулачке образуют промежуточный контур, отличающийся тем, что используют третий шлифовальный круг, диаметр которого меньше диаметра первого шлифовального круга и больше диаметра второго шлифовального круга и соответствует примерно...