Спосіб шліфування кулачків з увігнутим профілем та пристрій для його здійснення
Формула / Реферат
1. Способ шлифования кулачков с вогнутым профилем, включающий использование первого и второго шлифовальных кругов для предварительного и окончательного шлифования кулачков, причем при предварительном шлифовании на кулачке образуют промежуточный контур, отличающийся тем, что используют третий шлифовальный круг, диаметр которого меньше диаметра первого шлифовального круга и больше диаметра второго шлифовального круга и соответствует примерно удвоенному радиусу вогнутых участков профиля, а его ширина меньше ширины кулачка, причем, после предварительного шлифования первым шлифовальным кругом, этим третьим шлифовальным кругом путем продольной подачи предварительно шлифуют вогнутые участки профиля при неподвижном кулачке для образования модифицированного промежуточного контура.
2. Станок для шлифования кулачков с вогнутым профилем, содержащий суппорт, установленный с возможностью перемещения по станине станка в радиальном направлении по отношению к шлифуемому кулачковому валу и несущий шпиндельную бабку и два шлифовальных шпинделя со шлифовальными кругами для предварительного и окончательного шлифования, отличающийся тем, что оба шлифовальных шпинделя расположены с пересечением их осей под углом или параллельно друг другу в шпиндельной бабке, установленной с возможностью поворота вокруг оси, проходящей в поперечном к шлифуемому кулачковому валу направлении, при этом станок снабжен третьим шлифовальным кругом, смонтированным на шпинделе со шлифовальным кругом для окончательного шлифования и имеющим ширину меньше ширины шлифуемого кулачка, а диаметр равный примерно удвоенному радиусу вогнутого участка профиля кулачка, но меньше диаметра шлифовального круга для предварительного шлифования и больше диаметра шлифовального круга для окончательного шлифования.
3. Станок по п. 2, отличающийся тем, что рабочая поверхность третьего шлифовального круга выполнена конической.
4. Станок по п. 2, отличающийся тем, что ось шпинделя несущего третий шлифовальный круг, при шлифовании этим кругом, наклонена под углом по отношению к оси шлифуемого кулачкового вала.
Текст
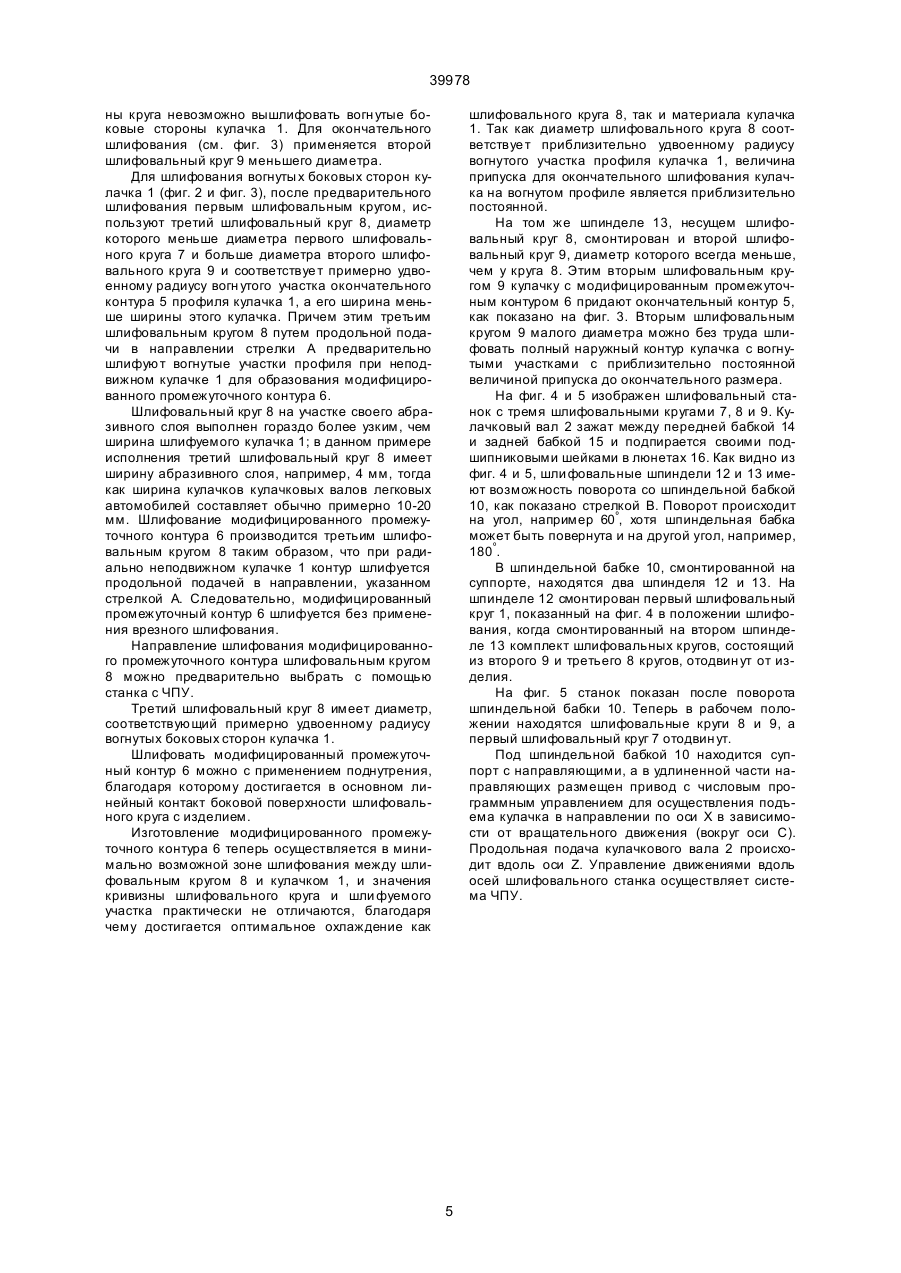
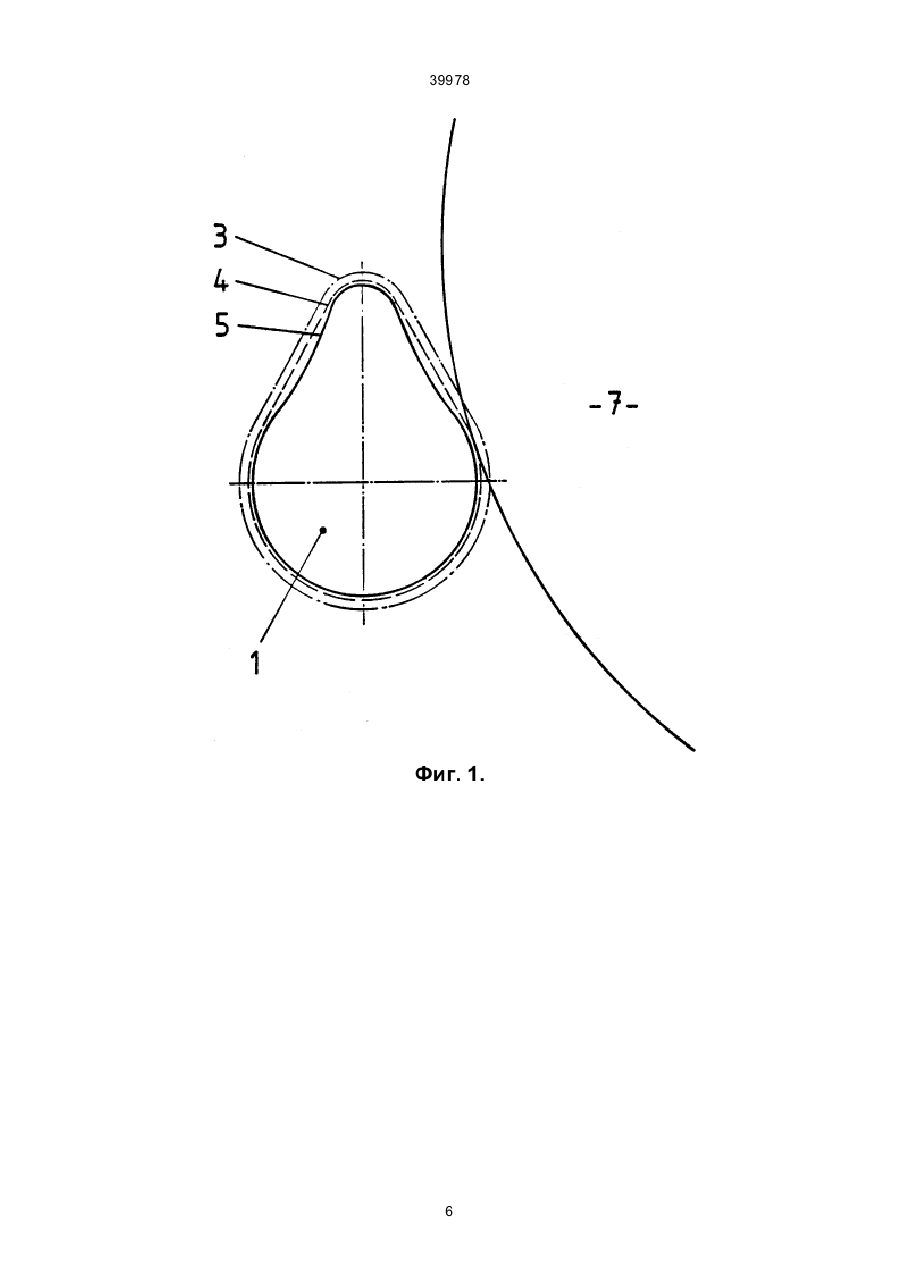
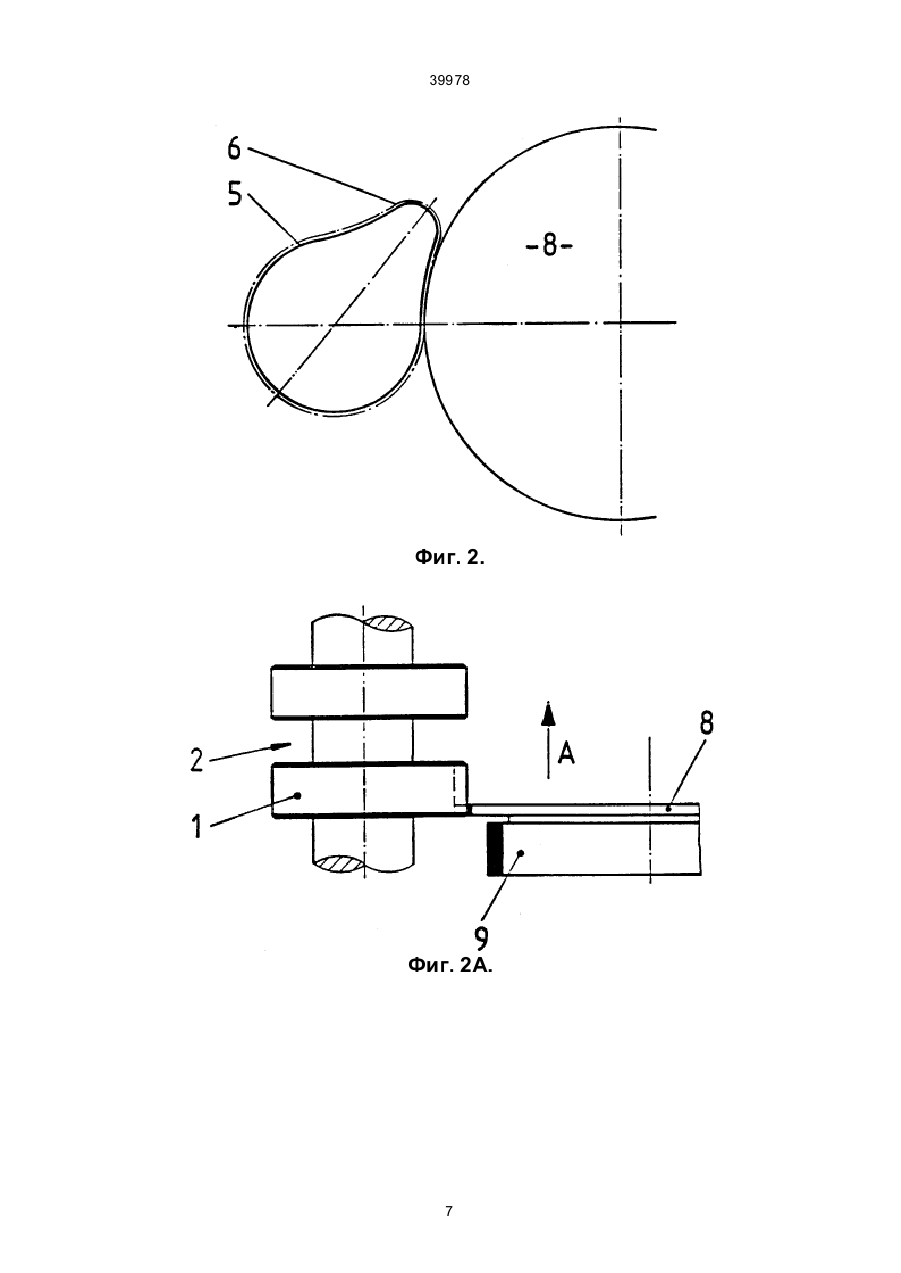
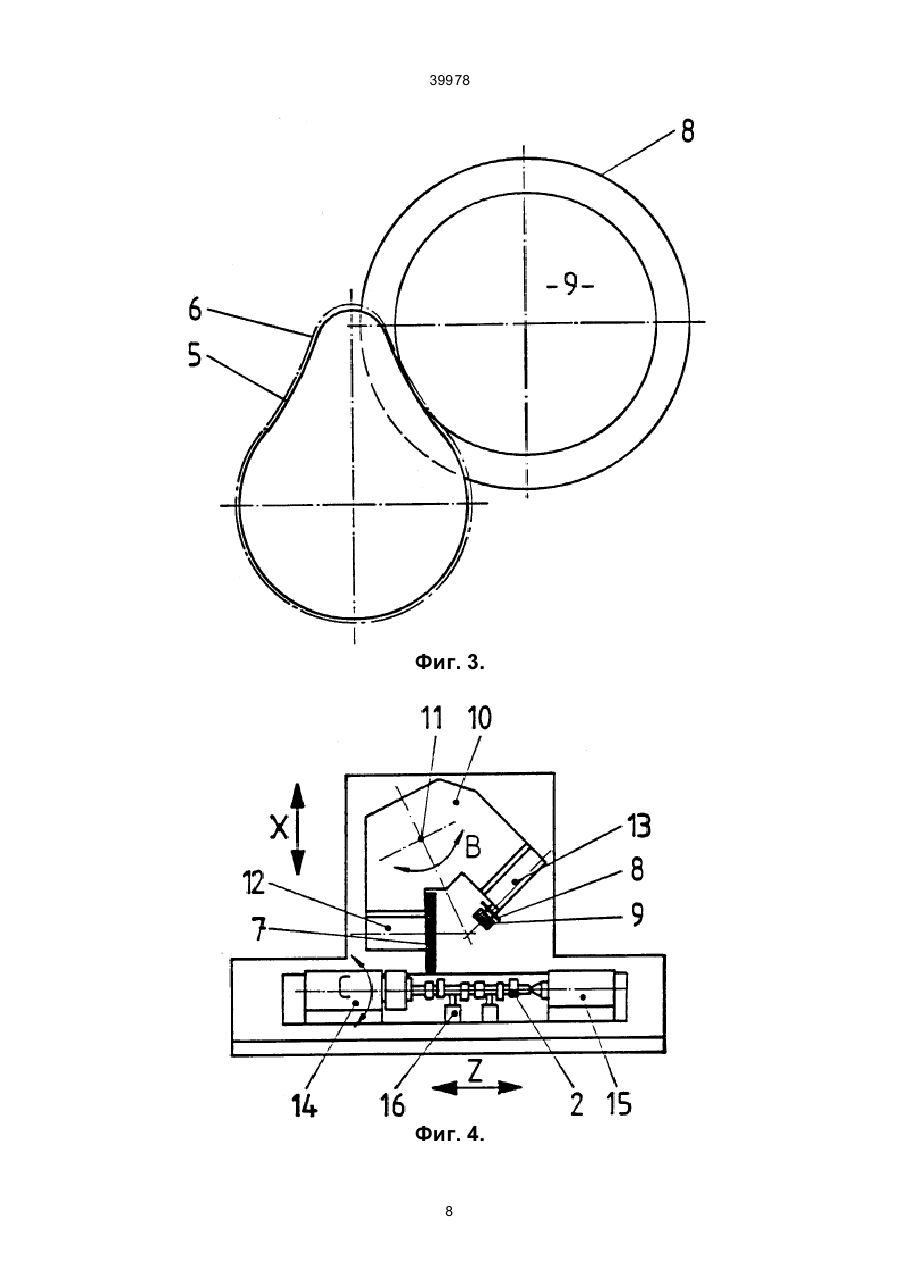
1. Способ шлифования кулачков с вогнутым профилем, включающий использование первого и второго шлифовальных кругов для предварительного и окончательного шлифования кулачков, причем при предварительном шлифовании на кулачке образуют промежуточный контур, отличающийся тем, что используют третий шли фовальный круг, диаметр которого меньше диаметра первого шлифовального круга и больше диаметра второго шлифовального круга и соответствует примерно удвоенному радиусу вогн утых участков профиля, а его ширина меньше ширины кулачка, причем, после предварительного шлифования первым шлифовальным кругом, этим третьим шлифовальным кругом путем продольной подачи предварительно шлифуют вогн утые участки профиля при неподвижном кулачке для образования модифицированного промежуточного контура. 2. Станок для шлифования кулачков с вогнутым профилем, содержащий суппорт, установленный с C2 (54) СПОСІБ ШЛІФУВАННЯ КУЛАЧКІВ З УВІГНУТИМ ПРОФІЛЕМ ТА ПРИСТРІЙ ДЛЯ ЙОГО ЗДІЙСНЕННЯ 39978 дующие существенные признаки: способы включают использование первого и второго шлифовальных кругов для предварительного и окончательного шлифования кулачков, причем при предварительном шлифовании на кулачке образуют промежуточный контур. Анализ технических свойств прототипа, обусловленных его признаками, показывает, что получению ожидаемого технического результата при использовании прототипа препятствуют следующие причины. По прототипу для обработки модифицированного промежуточного контура шлифуемого кулачка выбирается шлифовальный круг, диаметр которого значительно превышает удвоенный радиус вогнутого участка профиля кулачка, что при обработке модифицированного промежуточного контура не позволяет (из-за того, что значения кривизны шлифовального круга и шли фуемого участка сильно отличаются) достигнуть равномерного припуска на окончательное шлифование. Применение на второй стадии шлифования второго малого шлифовального круга, ширина которого превышает ширину к улачка, для изготовления модифицированного промежуточного контура приводит к тому, что нельзя применить оптимальное охлаждение, потому что шлифовальный круг в зоне шлифования находится в полном контакте со всей площадью вогнутого профиля с неравномерным припуском. Все это, с учетом последующего окончательного шлифования при помощи этого же второго шлифовального круга, приводит к интенсивному износу второго шлифо вального круга для окончательного шлифования, а также к увеличению времени окончательного шлифования наружного контура кулачка малым шлифовальным кругом. Наиболее близким по совокупности признаков к этому станку для шлифования кулачков с вогнутым профилем является выбранный в качестве прототипа станок (см. описание изобретения к патенту ФРГ № 4137924, МПК В24В 19/12, 1993 г.), содержащий суппорт, установленный с возможностью перемещения по станине станка в радиальном направлении по отношению к шлифуемому кулачковому валу и несущий шпиндельную бабку и два шлифовальных шпинделя со шлифовальными кругами для предварительного и окончательного шлифования. При работе этого станка сначала в качестве первой операции первым большим шлифовальным кругом кулачку исходного контура придают путем предварительного шлифования промежуточный контур. Затем на второй стадии шлифования при помощи второго шлифовального круга меньшего диаметра методом врезного шлифования изготовляют модифицированный промежуточный контур, соответствующий вогн утому профилю. После этого тем же шлифовальным кругом шлифуют кулачок начисто, придавая ему конечный контур. У такого станка для шлифования кулачков с вогнутым профилем и прототипа совпадают следующие существенные признаки: станки содержат суппорт, установленный с возможностью перемещения по станине станка в радиальном направлении по отношению к шлифуемому кулачковому валу и несущий шпиндельную бабку и два шли фовальных шпинделя со шлифовальными кругами для предварительного и окончательного шлифования. Анализ технических свойств прототипа, обусловленных его признаками, показывает, что получению ожидаемого технического результата при использовании прототипа препятствуют следующие причины. По прототипу в один шлифовальный шпиндель устанавливается большой шлифовальный круг для предварительного шлифования, а в другой шлифовальный шпиндель устанавливается малый шлифовальный круг для окончательного шлифования. Использование для обработки модифицированного промежуточного контура шлифуемого кулачка большого шлифовального круга, диаметр которого значительно превышает удвоенный радиус вогнутого участка профиля кулачка, не позволяет (из-за того, что значения кривизны шлифовального круга и шлифуемого участка сильно отличаются) достигнуть равномерного припуска на окончательное шлифование. Применение на второй стадии шлифования второго малого шлифовального круга, ширина которого превышает ширину к улачка, для изготовления модифицированного промежуточного контура приводит к тому, что нельзя применить оптимальное охлаждение, потому что шлифовальный круг в зоне шлифования находится в полном контакте со всей площадью вогнутого профиля с неравномерным припуском. Все это, с учетом следующего окончательного шлифования при помощи этого же второго шлифовального круга, приводит к интенсивному износу второго шлифовального круга для окончательного шлифования, а также к увеличению времени окончательного шлифования наружного контура кулачка малым шлифовальным кругом. В основу изобретения поставлена задача создать такой способ шлифования кулачков с вогнутым профилем и такой станок для его осуществления, в которых усовершенствование путем введения новой совокупности действий и использования нового оборудования для выполнения действий позволило бы при использовании изобретения обеспечить достижение технического результата, заключающегося в обеспечении оптимальных условий охлаждения шлифовальных кругов при повышении равномерности припуска для окончательного шлифования вогнутой боковой поверхности шлифуемого кулачка. На решение поставленной задачи направлена предлагаемая группа изобретений, характеризующи хся следующими существенными признаками, которые выражены определенными понятиями и достаточны для достижения ожидаемого технического результата во всех случая х, на которые распространяется объем правовой охраны. Такой способ шлифования кулачков с вогнутым профилем включает использование первого и второго шлифовальных кругов для предварительного и окончательного шлифования кулачков, причем при предварительном шлифовании на кулачке образуют промежуточный контур. От прототипа этот способ отличается тем, что используют третий шли фовальный круг, диаметр которого меньше диаметра первого шлифовального круга и 2 39978 больше диаметра второго шлифовального круга и соответствует примерно удвоенному радиусу вогнутых участков профиля, а его ширина меньше ширины кулачка, причем после предварительного шлифования первым шлифовальным кругом этим третьим шлифовальным кругом путем продольной подачи предварительно шлифуют вогн утые участки профиля при неподвижном кулачке для образования модифицированного промежуточного контура. Заявляемый станок для шлифования кулачков с вогн утым профилем содержит суппорт, установленный с возможностью перемещения по станине станка в радиальном направлении по отношению к шлифуемому кулачковому валу и несущий шпиндельную бабку и два шлифовальных шпинделя со шлифовальными кругами для предварительного и окончательного шлифования. От прототипа станок отличается тем, что оба шлифовальных шпинделя расположены с пересечением их осей под углом или параллельно друг другу в шпиндельной бабке, установленной с возможностью поворота вокруг оси, проходящей в поперечном к шлифуемому кулачковому валу направлении. При этом станок снабжен третьим шлифовальным кругом, смонтированным на шпинделе со шлифовальным кругом для окончательного шлифования и имеющим ширину меньше ширины шлифуемого кулачка, а диаметр равный примерно удвоенному радиусу вогн уто го участка профиля кулачка, но меньше диаметра шлифовального круга для предварительного шлифования и больше диаметра шлифовального круга для окончательного шлифования. В частных случаях использования заявляемый станок для шлифования кулачков с вогнутым профилем характеризуется следующими отличительными от прототипа признаками: - рабочая поверхность третьего шлифовального круга выполнена конической; - ось шпинделя несущего третий шли фовальный круг, при шлифовании этим кругом, наклонена под углом по отношению к оси шлифуемого кулачкового вала. При использовании изобретения ожидается достижение технического результата, заключающегося в обеспечении оптимальных условий охлаждения шлифовальных кругов при повышении равномерности припуска для окончательного шлифования вогнутой боковой поверхности шлифуемого кулачка. Между совокупностью существенных признаков изобретения и достигаемым техническим результатом имеется следующая причинноследственная связь. Использование третьего шлифовального круга, предназначенного для изготовления модифицированного промежуточного контура, с абразивной поверхностью более узкой, чем ширина кулачка, и шлифование с получением модифицированного промежуточного контура путем продольной подачи этого круга при радиально неподвижном кулачке приводит к тому, что, в отличие от врезного шли фования, теперь можно применить оптимальное охлаждение, так как шлифовальный круг в зоне шлифования находится в контакте не со всей площадью вогнутого профиля, а только с той площадью, которая соответствуе т поперечному сечению шлифуемого слоя. Изготовление промежуточного контура теперь осуществляется в минимально возможной зоне шлифования между шлифовальным кругом и кулачком, благодаря чему достигается оптимальное охлаждение как шлифовального круга, так и материала кулачка. Так как при этом диаметр этого шлифовального круга соответствует приблизительно удвоенному радиусу вогн утого участка профиля кулачка (то есть значения кривизны шлифовального круга и шлифуемого участка практически не отличаются), то величина припуска для окончательного шлифования кулачка на вогнутом профиле является приблизительно постоянной, если радиус профиля, который надо отшлифовать на кулачке, в основном постоянен. А малый шлифовальный круг используется теперь только для окончательного шлифования вогнутой боковой поверхности шлифуемого кулачка с равномерным припуском, что предотвращает его интенсивный износ и приводит к сокращению времени окончательного шлифования наружного контура кулачка малым шлифовальным кругом. Особенно хорошее охлаждение в способе согласно рассматриваемому изобретению позволяет повысить производительность, а тем самым снизить время на обработку вследствие малого подвода тепла в зону шли фования заготовки, в связи с чем устраняются нежелательные структурные изменения, шлифовочные трещины и потеря твердости в поверхностной зоне кулачка. Шлифовальный круг, предназначенный для изготовления модифицированного промежуточного контура, может быть для этой цели оптимально подобран в отношении размеров круга и технической характеристики, а для окончательного шлифования служит шлифовальный круг с оптимальной технической характеристикой и с оптимальными размерами круга. Подбирая шлифовальный круг для изготовления модифицированного промежуточного контура и шлифовальный круг для окончательного шлифования с учетом выполняемой ими задачи (черновое или чистовое шлифование), можно свести износ шлифовальных кругов к минимуму. Вспомогательное время для правки шлифовальных кругов тоже становится минимальным, потому что увеличивается интервал между очередными правками. Увеличение интервала между правками приводит к уменьшению расхода шлифовальных кругов, в результате чего уменьшаются затраты на инструмент. Перед изготовлением модифицированного промежуточного контура кулачок предварительно шлифуют по всей его периферии кругом сравнительно большого диаметра. При этом абразивный слой круга для изготовления модифицированного промежуточного контура может быть установлен с небольшим углом поднутрения между изделием и боковой поверхности круга. Благодаря поднутрению во время шлифования модифицированного промежуточного контура, при котором удаляется сравнительно много материала по сравнению с окончательным шлифованием вогнутой боковой поверхности, имеет место в основном линейный контакт между наружной поверхностью абразивного слоя и торцом шлифуемой зоны изделия. Это 3 39978 поднутрение может быть выполнено таким образом, что шли фовальный круг поворачивают горизонтально, или же его правят по торцу с небольшим поднутрением. Это тоже приводит к желательному улучшению охлаждения. При помощи станка согласно данному изобретению достигается то, что шлифовальные круги могут быть надлежащим образом установлены в рабочее положение относительно кулачкового вала. Такое расположение шпинделей в шпиндельной бабке имеет то преимущество, что оба шпинделя смонтированы на совместной направляющей (ось X). Благодаря такому расположению, при котором не требуется вставлять друг в друга две линейные направляющие, можно обеспечить очень высокую жесткость шлифовального суппорта. Так как высокая жесткость шлифовального суппорта и направляющей системы положительно сказывается на точности обрабатываемого изделия, можно достигнуть оптимальные показатели точности размеров и формы окончательно отшлифованных кулачков. Эти высокие значения жесткости направляющей системы повышают надежность процесса, осуществляемого при помощи данного способа, и поэтому имеют своим результатом также уменьшенный износ шлифовальных кругов. Сущность изобретения поясняется иллюстрирующими материалами, на которых изображено: на фиг. 1 - поперечное сечение кулачка в плоскости расположения шлифовального круга при предварительном шлифовании (первая операция способа) ; на фиг. 2 - поперечное сечение кулачка в плоскости расположения шлифовального круга при изготовлении модифицированного промежуточного контура (вторая операция способа); на фиг. 2 А - вид сверху на кулачковый вал с кулачком, изображенным на фиг. 2; на фиг. 3 - поперечное сечение кулачка в плоскости расположения шлифовального круга при изготовлении окончательного контура (третья операция способа); на фиг. 4 - вид сверху на станок при применении трех шли фовальных кругов; на фиг. 5 - вид свер ху на станок, изображенный на фиг. 4, после поворота шпиндельной бабки. При описании конкретного примера реализации заявляемого изобретения со ссылкой на представленные иллюстрирующие материалы использованы следующие обозначения: 1 - кулачок; 2 - кулачковый вал; 3 - исходный контур кулачка; 4 - промежуточный контур кулачка; 5 - окончательный контур кулачка; 6 - модифицированный промежуточный контур кулачка; 7 - шлифовальный круг; 8 - шли фовальный круг; 9 - шлифовальный круг; 10 - шпиндельная бабка; 11 - ось поворота шпиндельной бабки; 12 - шлифовальный шпиндель; 13 -шлифовальный шпиндель; 14 - передняя бабка; 15 - задняя бабка; 16 -люнет; "А" направление продольной подачи шлифовального круга 8; "В" -направление поворота шпиндельной бабки; "С" - ось вращения кулачкового вала; "X" направление подъема кулачка; "Z" - направление продольной подачи кулачкового вала. Для шлифования кулачка 1, расположенного на кулачковом валу 2 и имеющего исходный контур 3, а также изображенные на фиг. 1 и фиг. 2 промежуточный контур 4, окончательный контур 5 с вогнутым профилем и модифицированный промежуточный контур 6, предназначен станок, содержащий суппорт (на чертеже не показан), установленный с возможностью перемещения по станине станка в радиальном направлении по отношению к шлифуемому кулачковому валу 2, на котором установлена шпиндельная бабка 10, несущая шли фовальный круг 7 для придания кулачку 1 промежуточного контура 4, шлифовальный круг 8 для шлифования модифицированного промежуточного контура 6 и шлифовальный круг 9 для окончательного шлифования. Шлифовальные круги 7, 8 и 9 расположены на шпиндельной бабке 10, которая установлена с возможностью поворота вокруг оси 11, проходящей в поперечном к шлифуемому кулачковому валу 2 направлении. В шпиндельной бабке 10 расположены два шлифовальных шпинделя 12 и 13. Первый шлифовальный круг 7 установлен в шлифовальном шпинделе 12, а второй шлифовальный круг 9 для окончательного шлифования и третий круг 8 для шлифования модифицированного промежуточного контура установлены в шли фовальном шпинделе 13. Оба шлифовальных шпинделя 12 и 13 расположены в шпиндельной бабке 10 с пересечением их осей под углом или параллельно друг другу. Круг 8 для шлифования на кулачке 1 модифицированного промежуточного контура 6 имеет ширину меньше ширины шлифуемого кулачка 1, а диаметр равный примерно удвоенному радиусу вогнутого участка окончательного контура 5 профиля кулачка 1, но меньше диаметра шлифовального круга 7 для предварительного шлифования и больше диаметра шлифовального круга 9 для окончательного шлифования. Кулачковый вал 2 зажимается между передней бабкой 14 и задней бабкой 15 и подпирается своими подшипниковыми шейками в люнетах 16. Заявляемый способ шлифования кулачков с вогнутым профилем реализуется при работе вышеописанного станка следующим образом. Кулачки 1, на которых необходимо вышлифовать вогнутые боковые стороны, расположены на кулачковом валу 2 на некоторых расстояниях один от другого. Кулачки надо очень точно отшлифовать по их окончательному контуру, что особенно трудно осуществить, когда (как в данном случае) кулачки снабжены вогнутыми боковыми сторонами. На фиг. 1-5 показано, что операция выполняется тремя шлифовальными кругами, а именно кругом 7 для предварительного шлифования, кругом 8 для изготовления модифицированного промежуточного контура 6 и кругом 9 для окончательного шлифования. Первую операцию способа (фиг. 1), когда при предварительном шлифовании на кулачке образуют промежуточный контур 4, выполняют первым шлифовальным кругом 7, которым кулачку 1 исходного контура 3 придают промежуточный контур 4. Первый шлифовальный круг 7 имеет сравнительно большой диаметр, например около 400 мм, и вследствие обусловленной этим малой кривиз 4 39978 ны круга невозможно вышлифовать вогн утые боковые стороны кулачка 1. Для окончательного шлифования (см. фиг. 3) применяется второй шлифовальный круг 9 меньшего диаметра. Для шлифования вогнуты х боковых сторон кулачка 1 (фиг. 2 и фиг. 3), после предварительного шлифования первым шлифовальным кругом, используют третий шлифовальный круг 8, диаметр которого меньше диаметра первого шлифовального круга 7 и больше диаметра второго шлифовального круга 9 и соответствуе т примерно удвоенному радиусу вогн утого участка окончательного контура 5 профиля кулачка 1, а его ширина меньше ширины этого кулачка. Причем этим третьим шлифовальным кругом 8 путем продольной подачи в направлении стрелки А предварительно шлифуют вогнутые участки профиля при неподвижном кулачке 1 для образования модифицированного промежуточного контура 6. Шлифовальный круг 8 на участке своего абразивного слоя выполнен гораздо более узким, чем ширина шлифуемого кулачка 1; в данном примере исполнения третий шлифовальный круг 8 имеет ширину абразивного слоя, например, 4 мм, тогда как ширина кулачков кулачковых валов легковых автомобилей составляет обычно примерно 10-20 мм. Шлифование модифицированного промежуточного контура 6 производится третьим шлифовальным кругом 8 таким образом, что при радиально неподвижном кулачке 1 контур шлифуется продольной подачей в направлении, указанном стрелкой А. Следовательно, модифицированный промежуточный контур 6 шлифуется без применения врезного шлифования. Направление шлифования модифицированного промежуточного контура шлифовальным кругом 8 можно предварительно выбрать с помощью станка с ЧПУ. Третий шлифовальный круг 8 имеет диаметр, соответствующий примерно удвоенному радиусу вогнутых боковых сторон кулачка 1. Шлифовать модифицированный промежуточный контур 6 можно с применением поднутрения, благодаря которому достигается в основном линейный контакт боковой поверхности шлифовального круга с изделием. Изготовление модифицированного промежуточного контура 6 теперь осуществляется в минимально возможной зоне шлифования между шлифовальным кругом 8 и кулачком 1, и значения кривизны шлифовального круга и шли фуемого участка практически не отличаются, благодаря чему достигается оптимальное охлаждение как шлифовального круга 8, так и материала кулачка 1. Так как диаметр шлифовального круга 8 соответствуе т приблизительно удвоенному радиусу вогнутого участка профиля кулачка 1, величина припуска для окончательного шлифования кулачка на вогнутом профиле является приблизительно постоянной. На том же шпинделе 13, несущем шлифовальный круг 8, смонтирован и второй шлифовальный круг 9, диаметр которого всегда меньше, чем у круга 8. Этим вторым шлифовальным кругом 9 кулачку с модифицированным промежуточным контуром 6 придают окончательный контур 5, как показано на фиг. 3. Вторым шлифовальным кругом 9 малого диаметра можно без труда шлифовать полный наружный контур кулачка с вогнутыми участками с приблизительно постоянной величиной припуска до окончательного размера. На фиг. 4 и 5 изображен шлифовальный станок с тремя шлифовальными кругами 7, 8 и 9. Кулачковый вал 2 зажат между передней бабкой 14 и задней бабкой 15 и подпирается своими подшипниковыми шейками в люнетах 16. Как видно из фиг. 4 и 5, шли фовальные шпиндели 12 и 13 имеют возможность поворота со шпиндельной бабкой 10, как показано стрелкой В. Поворот происходит на угол, например 60º, хотя шпиндельная бабка может быть повернута и на другой угол, например, 180º. В шпиндельной бабке 10, смонтированной на суппорте, находятся два шпинделя 12 и 13. На шпинделе 12 смонтирован первый шлифовальный круг 1, показанный на фиг. 4 в положении шлифования, когда смонтированный на втором шпинделе 13 комплект шлифовальных кругов, состоящий из второго 9 и третьего 8 кругов, отодвин ут от изделия. На фиг. 5 станок показан после поворота шпиндельной бабки 10. Теперь в рабочем положении находятся шлифовальные круги 8 и 9, а первый шлифовальный круг 7 отодвин ут. Под шпиндельной бабкой 10 находится суппорт с направляющими, а в удлиненной части направляющих размещен привод с числовым программным управлением для осуществления подъема кулачка в направлении по оси Х в зависимости от вращательного движения (вокруг оси С). Продольная подача кулачкового вала 2 происходитвдоль оси Z. Управление движениями вдоль осей шлифовального станка осуществляет система ЧПУ. 5 39978 Фиг. 1. 6 39978 Фиг. 2. Фиг. 2А. 7 39978 Фиг. 3. Фиг. 4. 8 39978 Фиг. 5. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 9
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 19/00
Мітки: здійснення, увігнутим, шліфування, пристрій, профілем, спосіб, кулачків
Код посилання
<a href="https://ua.patents.su/9-39978-sposib-shlifuvannya-kulachkiv-z-uvignutim-profilem-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування кулачків з увігнутим профілем та пристрій для його здійснення</a>
Спосіб шліфування складних поверхонь і пристрій для його здійснення
Номер патенту: 7840
Опубліковано: 26.12.1995
Автори: Горбачов Олександр Федорович, Криженко Володимир Петрович, Сурда Микола Васильович, Тарелін Анатолій Олексійович
МПК: B24B 51/00
Мітки: поверхонь, спосіб, здійснення, складних, шліфування, пристрій
Формула / Реферат:
1. Способ шлифования сложных поверхностей, при котором исполнительному органу станка с инструментом задают перемещение по программе эквидистантно профилю готовой детали, а инструменту сообщают дополнительное перемещение относительно исполнительного органа станка, обеспечивая при этом упругое поджатие инструмента к детали в плоскости подачи его на врезание, а при достижении заданного профиля дополнительное перемещение ограничивают,...
Спосіб шліфування та полірування деталей складної конфігурації та пристрій для його здійснення
Номер патенту: 6457
Опубліковано: 29.12.1994
Автори: Каленський Едуард Борисович, Кац Леонід Соломонович, Пісьман Лазар Ісаакович
МПК: B23Q 41/00, B24B 7/00
Мітки: полірування, деталей, спосіб, складної, шліфування, здійснення, конфігурації, пристрій
Формула / Реферат:
(57) 1. Способ шлифования и полирования деталей сложной конфигурации, заключающийся в загрузке деталей приспособления кругового транспортера и последовательной их обработке силовыми головками, расположенными вокруг транспортера, отличающийся тем, что сначала за один оборот транспортера обрабатывают одну группу поверхностей соответствующими силовыми головками, затем, на позиции загрузки, детали переустанавливают в другие приспособления и за...
Спосіб глибинного шліфування
Номер патенту: 2924
Опубліковано: 26.12.1994
Автор: Суховій Борис Федорович
МПК: B24B 1/00
Мітки: глибинного, спосіб, шліфування
Формула / Реферат:
Способ глубинного шлифования, при котором осуществляют врезание на полную глубину резания с замедлением поперечной подачи, отличающийся тем, что величину поперечной подачи по мере вреза-ния определяют по формуле:где Sо - максимальное значение подачи, м/мин,Т - полная глубина резания, мм;t- текущая глубина резания, мм.
Заточний верстат
Номер патенту: 13934
Опубліковано: 25.04.1997
Автор: Коваленко Микола Петрович
МПК: B24B 3/00
Формула / Реферат:
Заточной станок, содержащий основание, помещенные на нем привод, выполненный в виде электродвигателя и ременной передачи, связанный с приводом шлифовальный круг, помещенный в защитный кожух, отсасывающее устройство, выполненное в виде центробежного вентилятора, кинематически связанное с приводом и размещенное на одной оси со шлифовальным кругом, отличающийся тем, что защитный кожух расположен так, что заточной проем обращен ко входу в...
Безцентровошліфувальний верстат для обробки зовнішніх поверхонь циліндричних деталей
Номер патенту: 20238
Опубліковано: 15.07.1997
Автори: Логовський Євген Іванович, Шишиць Микола Пилипович, Корбут Микола Антонович
МПК: B24B 5/00
Мітки: зовнішніх, деталей, безцентровошліфувальний, поверхонь, верстат, циліндричних, обробки
Формула / Реферат:
Бесцентрошлифовальный станок для обработки наружных поверхностей цилиндрических деталей, содержащих загрузочное устройство и имеющее параллельные оси вращения шлифовальный круг и ведущий барабан, а также установленный под зазором между шлифовальным кругом и ведущим барабаном поддерживающий нож, отличающийся тем, что станок дополнительно снабжен размещенным оппозитно поддерживающему ножу над регулируемым зазором между шлифовальным кругом...
Попередній патент: Саморозкривна прес-форма для вулканізації шин
Наступний патент: Спосіб одержання двовуглекислого амонію та установка для його здійснення
Випадковий патент: Спосіб розпилення рідкої ароматичної композиції в ємкості для продукту