Засіб наварювання виробів
Номер патенту: 7933
Опубліковано: 26.12.1995
Автори: Яковлєв Віктор Васильович, Лещинський Леонід Кимович, Кравченко Анатолій Петрович, Лєпіхов Леонід Сергійович, Буланов Леонід Володимирович, Нісковських Віталій Максимович, Домбровський Фелікс Стефанович
Формула / Реферат
1. Способ наплавки изделий, преимущественно роликов машин непрерывного литья заготовок, включающий наплавку поверхностного слоя отдельными валиками, выдерживая зазор между ними не менее суммарной величины протяженности зон термического влияния соседних валиков, отличающийся тем, что, с целью повышения долговечности роликов за счет торможения трещин термомеханической усталости, валики выполняют с шириной 1
1 £ (A K2Iccos) - 5, мм,
и высотой q
q ³ 0,01D + 2, мм,
где А - эмпирическая постоянная, равная 12,7551х10-6, Н/мм2)-2;
KIс - вязкость разрушения основного материала направляемого изделия в условиях отрыва при плоской деформации, Н/мм/2;
b - угол наклона направляемых валиков к оси изделия, град;
D - диаметр изделия после наплавки, мм.
2. Способ по п.1, отличающийся тем, что зазоры между валиками покрывают термостойким слоем.
Текст
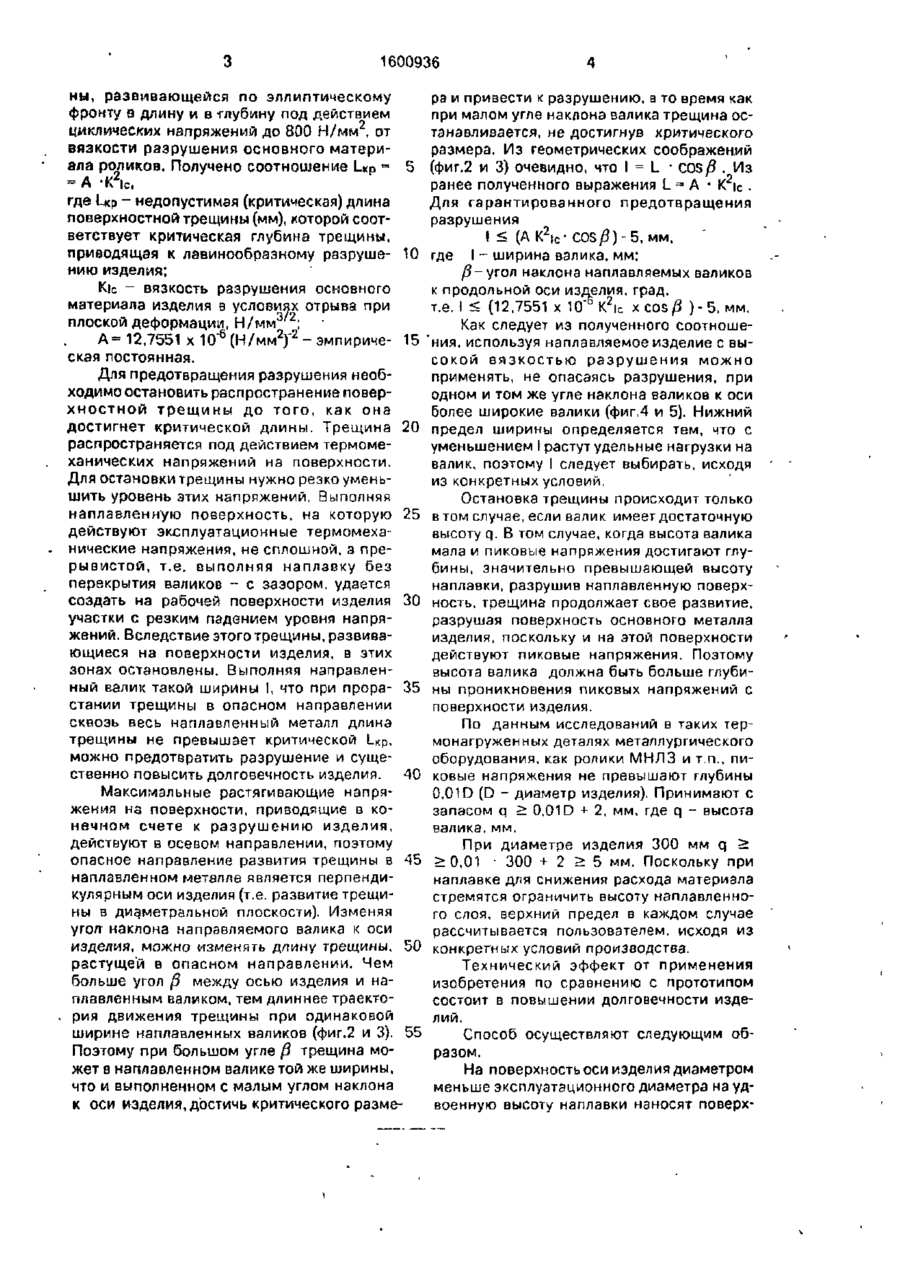
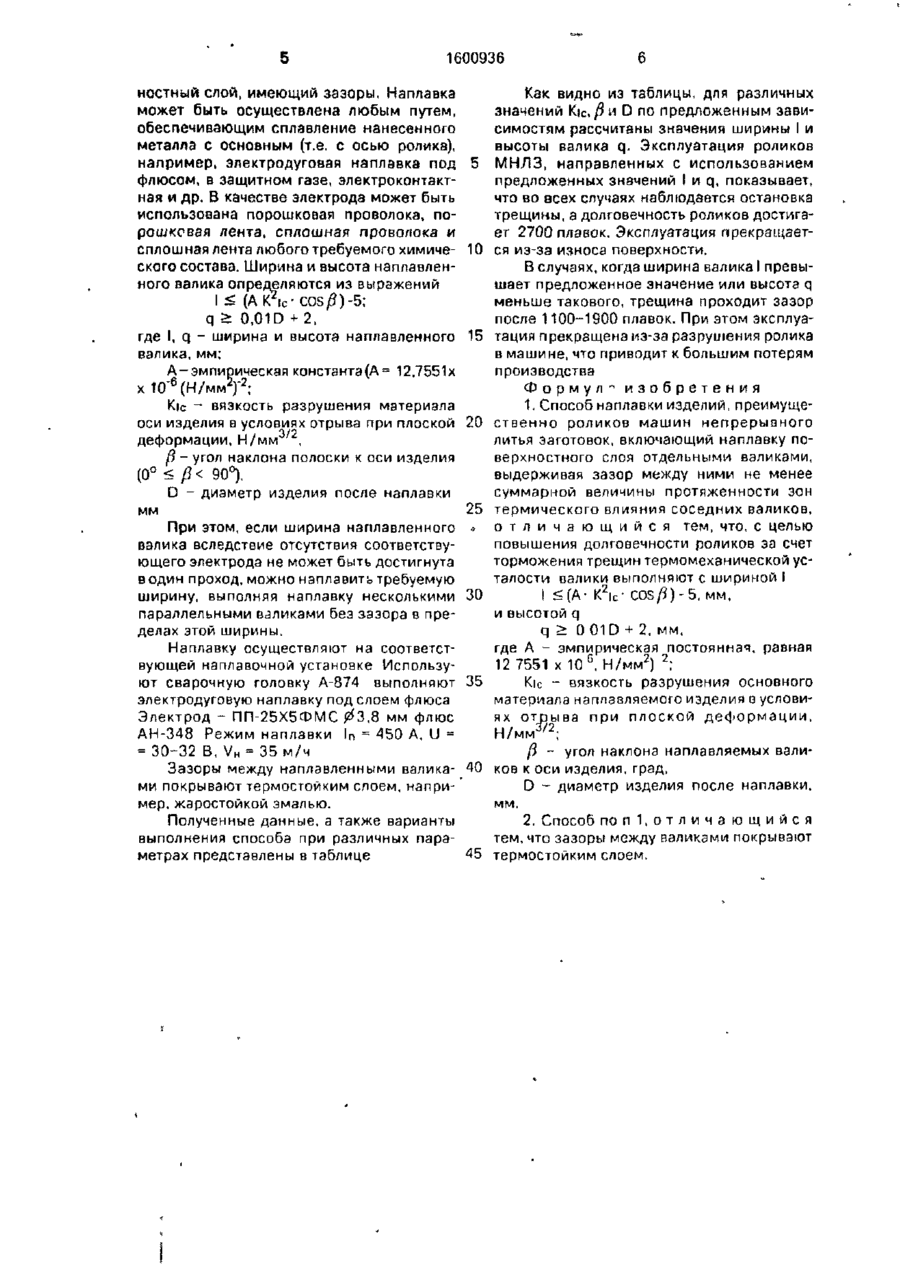
Изобретение относится к сварке, а именно к наплавке цилиндрических изделий, например роликов машин непрерывного литья заготовок. Цель изобретения повышение долговечности роликов за счет торможения трещин термомеханической усталости. Способ наплавки включает наплавку поверхностного слоя валиками без перекрытия с зазором не менее суммарной величины протяженности зон термического • * « влияния соседних валиков. Ширину и высоту наплавляемых валиков определяют из соотношения l 0,01D+ + 2, где ( и д - ширина и высота валиков соответственно, мм; D - диаметр изделия после наплавки, мм; (3 - угол наклона наплавляемых валиков к оси изделия, град; Кіс ~ вязкость разрушения основного материала наплавляемого изделия в условиях отрыва при плоской деформации, Н/мм ; А - эмпирическая постоянная, равная 12,7551 -10"6 (Н/мм2)"2. После наплавки зазоры между валиками покрывают термостойким клеем. Способ обеспечивает реализацию в процессе, наплавки условий, необходимых для предотвращения разрушения изделия при эксплуатации, за счет выбора ширины и высоты оалика в зависимости от диаметра изделия, вязкости разрушения материала изделия в условиях отрыва при плоской деформации и выбранного угла наклона наплавляемых валиков к продольной оси изделия 1 з.п. ф-лы, 5 ил., 1 табл. ON Изобретение относится к сварке, преимущественно к технологии наплавки цилиндрических изделий, работающих в условиях разрушения поверхности под воздействием термомеханической усталости, например, к наплавке роликов машин непрерывного литья заготовок (МНЛЗ) и т.п. Цель изобретения - повышение долговечности роликов за счет торможения трещин термомеханической усталости. На фиг.1 изображена схема наплавки по известному способу; на фиг.2 и 3 - траектория движения трещины при одинаковой ширине наплавленных валиков в зависимости от угла/3; на фиг.4 и 5 - то же, при одном и том же угле /3 в зависимости от ширины валика. Технология способа состоит в следующем. На основании обследования и проведенного анализа разрушившихся в результате длительной эксплуатации роликов, выполненных из сталей мартенситного, ферритного, перлитного и смещенных структурных классов, найдена зависимость критической длины поверхностной трещи РПФ-К о о ю СА) CN 1600936 ны, развивающейся по эллиптическому ра и привести к разрушению, в то время как фронту в длину и в -глубину под действием при малом угле наклона валика трещина осциклических напряжений до 800 Н/мм2, от танавливается, не достигнув критического вязкости разрушения основного материразмера. Из геометрических соображений ала роликов. Получено соотношение Up « 5 (фиг.2 и 3) очевидно, что I = L • COS/? . Из = А 'К2|с, ранее полученного выражения L = A * К2|С . где Цф - недопустимая (критическая) длина Для гарантированного предотвращения поверхностной трещины (мм), которой соотразрушения ветствует критическая глубина трещины, і < (АК 2 ІС- COS/3)-5, MM, приводящая к лавинообразному разруше- 10 где I - ширина валика, мм; нию изделия; /3- угол наклона наплавляемых валиков Кіс - вязкость разрушения основного к продольной оси изделия, град, материала изделия в условиях отрыва при т.е. I 0,01 D + 2. мм, где q - высота нечном счете к разрушению изделия, валика, мм. действуют в осевом направлении, поэтому При диаметре изделия 300 мм q > опасное направление развития трещины в 45 >0,01 • 300 + 2 > 5 мм. Поскольку при наплавленном металле является перпендинаплавке для снижения расхода материала кулярным оси изделия (т.е. развитие трещистремятся ограничить высоту наплавленноны а диаметральной плоскости), Изменяя го слоя, верхний предел в каждом случае угол наклона направляемого валика к оси рассчитывается пользователем, исходя из изделия, можно изменять длину трещины, 50конкретных условий производства. растущей в опасном направлении. Чем Технический эффект от применения больше угол р между осью изделия и наизобретения по сравнению с прототипом плавленным валиком, тем длиннее траектосостоит в повышении долговечности издерия движения трещины при одинаковой лий. ширине наплавленных валиков (фиг.2 и 3). 55 Способ осуществляют следующим обПоэтому при большом угле р трещина моразом. жет в наплавленном валике той же ширины, На поверхность оси изделия диаметром что и выполненном с малым углом наклона меньше эксплуатационного диаметра на удк оси изделия, достичь критического разме- военную высоту наплавки наносят поверх 1600936 ностный слой, имеющий зазоры. Наплавка может быть осуществлена любым путем, обеспечивающим сплавление нанесенного металла с основным (т.е. с осью ролика), например, электродуговая наплэвка под 5 флюсом, в защитном газе, электроконтактная и др. В качестве электрода может быть использована порошковая проволока, порошковая лента, сплошная проволока и сплошная лента любого требуемого химиче- 10 ского состава. Ширина и высота наплавленного валика определяются из выражений I 0,01D + 2, где I, q - ширина и высота наплавленного 15 валика, мм; А-эмпирическая константа(А= 12,7551х х 10' 6 (Н/мм 2 )- 2 ; Кіс - вязкость разрушения материала оси изделия в условиях отрыва при плоской 20 деформации, Н/мм , /? - угол наклона полоски к оси изделия (0° < /? « o e 45')-5-ч7 *2«=5 6 47 5 47 47 4 6 55 2600 60 380 (12,7551x10* х26ОО'х О,0'х38О+ Ісоі 6О°)-5-43 tZ^u 6 40 5 43 6 43 3 43 90 300 2400 43 270 ИР 6 40 2*00 ? 50 6 Известный 80 6 80 6 Трещина остановлека Треіциял прошла зазору То хе Нзяос поиер*аости Угроза разрупения Разрушений ости Износ поверхности То же Без з а 1700 полнения Заполнен 1200 т/с слоем То же 2200 Трещина повлена Заполнен 1800 То же т/с слоем То хе 1310 Tpewna Вез з а 1600 - " полнения Заполнен '100 -*'т/с слоем То же 1800 Трещина иовпеиа Заполнен 2700 Трещина но&лена т/с слоем То хе 1400 Трешнна зээор Без з а 1900 - " полнения Заполнен 1500 т/с слоем То не 2700 Трещина новлена способ Без з а 1100 полнения То же 1000 прошла Разрушение То же Ріярушеиив оста Износ поверхпости оста- ИЇНОС понеркностн прошла Разрушение То же оста Изгіоі. поврряяости Разрушение Те же и с . Ширина валика в сторону уменывения не ограгснчема условиями разрушения, олнзко аначнтельное умоиьшекие по сргвнекию с расчетной величішоїі не рационально, так как пркводит к уненьиепию контактирумаея с горячей заготовкой поверхности ролика, возрастанию контактных напряжений н самой величины износа Высота волчка в сторону увеллчения не ограничена Однако, виоітрая высокие валики, необходимо с целью уменьшения концентрации напряжений между соседними валиками несколько увеличивать зазор между ними, т . е . брать его иольютм суммы зон термического няня пня. 'Риг 2 1600936 Фиг. 3 Редактор О.Головач Составитель Л.Назарова Техред М.Моргентэл Корректор Л.Патай Заказ 3237 Тираж 656 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for welding-on articles
Автори англійськоюLeschynskyi Leonid Kymovych, Dombrovskyi Feliks Stefanovych, Kravchenko Anatolii Petrovych, Liepikhov Leonid Serhiiovych, Bulanov Leonid Volodymyrovych, Yakovlev Victor Vasyliovych
Назва патенту російськоюСпособ наваривания изделий
Автори російськоюЛещинский Леонид Кимович, Домбровский Феликс Стефанович, Кравченко Анатолий Петрович, Лепихов Леонид Сергеевич, Буланов Леонид Владимирович, Яковлев Виктор Васильевич
МПК / Мітки
МПК: B23K 9/04
Мітки: виробів, наварювання, засіб
Код посилання
<a href="https://ua.patents.su/6-7933-zasib-navaryuvannya-virobiv.html" target="_blank" rel="follow" title="База патентів України">Засіб наварювання виробів</a>
Випромінюючий нагрівник для сушіння полімерного та лакофарбового покриття виробів
Номер патенту: 1511
Опубліковано: 25.07.1994
Автори: Лукашевич Олександр Володимирович, Коба Олександр Леонідович, Майстренко Вадим Борисович
МПК: F26B 23/00, F26B 3/32
Мітки: виробів, випромінюючий, лакофарбового, сушіння, полімерного, покриття, нагрівник
Формула / Реферат:
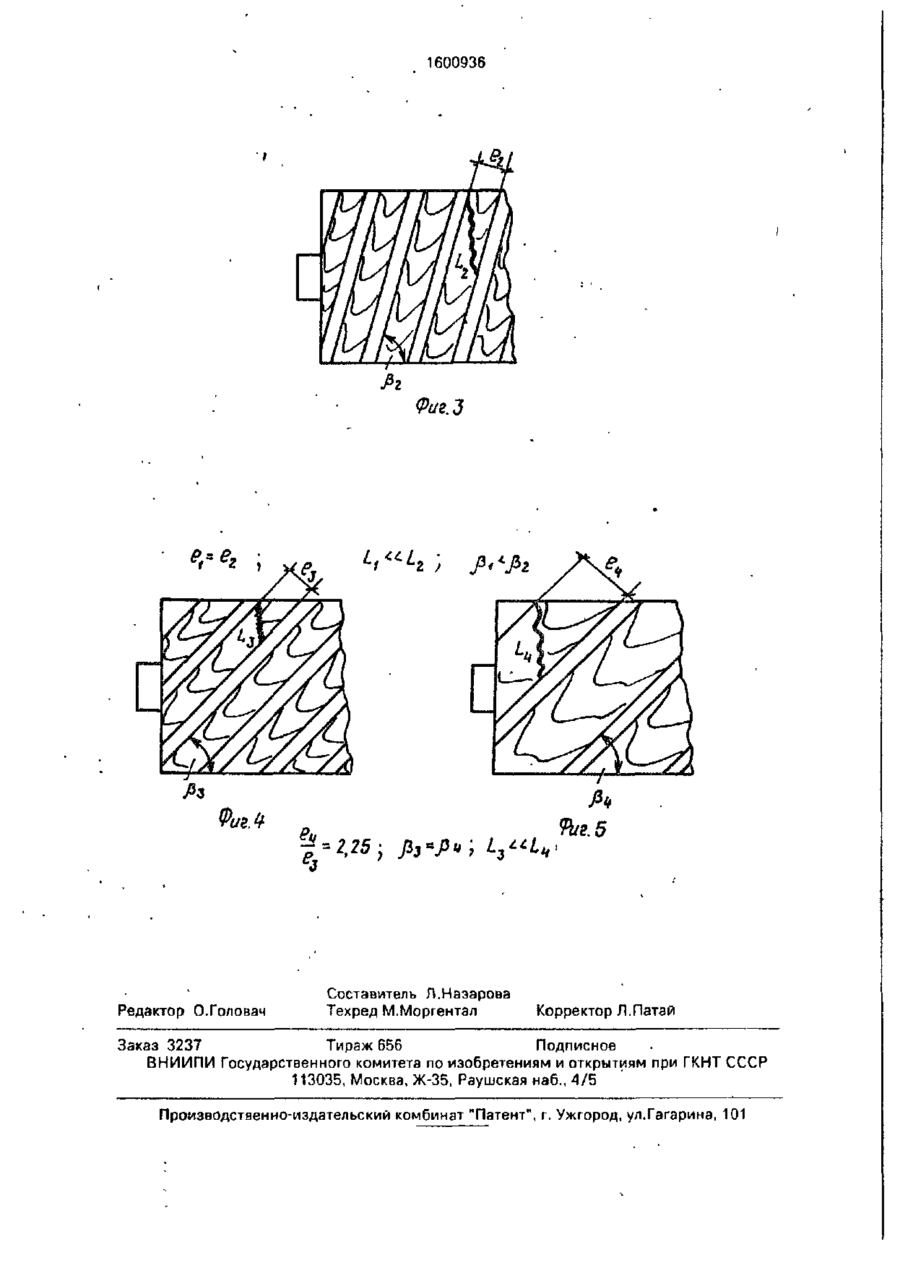
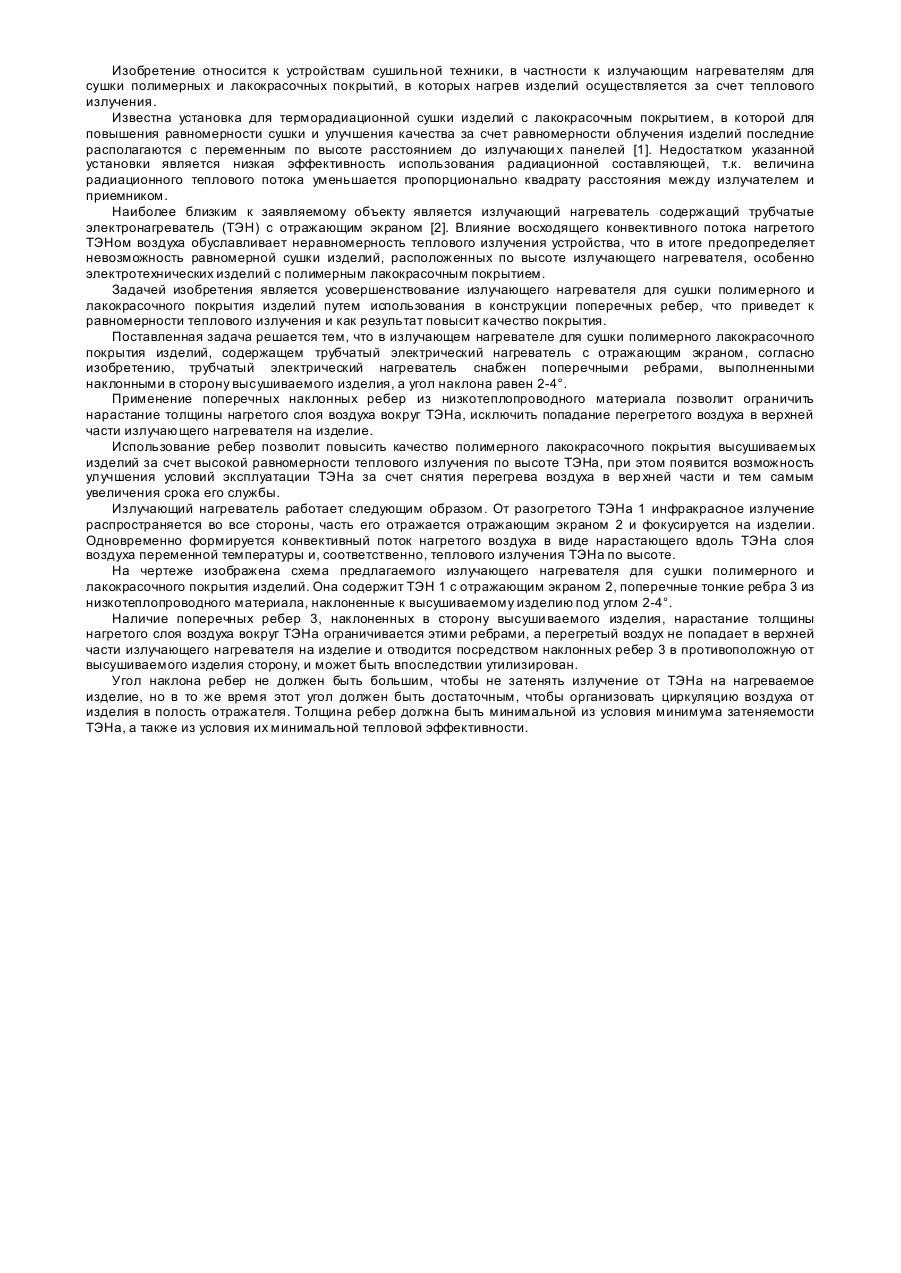
Излучающий нагреватель для сушки полимерного лакокрасочного покрытия изделий, содержащий трубчатый электрический нагреватель, с отражающим экраном, отличающийся тем, что трубчатый электрический нагреватель снабжен поперечными ребрами, выполненными наклонными в сторону высушиваемого изделия, а угол наклона равен 2-4°.
Спосіб обробки виробів
Номер патенту: 3717
Опубліковано: 27.12.1994
Автори: Дробязін Володимир Миколайович, Половнєва Світлана Прохорівна
МПК: C22F 1/04
Мітки: виробів, спосіб, обробки
Формула / Реферат:
1. Способ обработки изделий преимущественно термообработанных листов из сплавов на основе алюминия, включающий размещение изделий в среде жидкого азота и последующую деформацию в этой среде, отличающийся тем, что, с целью повышения вязкости разрушения за счет устранения полос Чернова-Людерса при сохранении уровня прочностных свойств, деформацию осуществляют циклически путем кручения на угол ± (35-55)°.2. Способ по п. 1,...
Спосіб обробки металевих виробів
Номер патенту: 4943
Опубліковано: 28.12.1994
Автор: Фоминський Леонід Павлович
МПК: C21D 1/09
Мітки: виробів, обробки, спосіб, металевих
Формула / Реферат:
Способ обработки металлических изделий, включающий нагрев рабочей поверхности изделия, движущейся с заданной скоростью, электронным пучком, сканируемым в плоскости под заданным углом к направлению движения рабочей поверхности изделия и с фиксированной частотой сканирования, при периодическом изменении во времени угла отклонения пучка по пилообразному закону с нулевой длительностью заднего фронта цикла и с заданной амплитудой сканирования,...
Самоскидний транспортний засіб

Номер патенту: 1498
Опубліковано: 25.07.1994
Автори: Нестеренко Анатолій Митрофанович, Сенюшов Володимир Михайлович, Бараковських Олександр Іванович, Нестеровський Валентин Григорович, Пишкін Віктор Кирилович
МПК: B60P 1/00
Мітки: засіб, самоскидний, транспортний
Формула / Реферат:
Самосвальное транспортное средство, содержащее опрокидывающийся назад кузов и смонтированный в задней части кузова приводной винтовой конвейер с выгрузной горловиной, расположенной с боковой стороны кузова и смещенной при опущенном кузове вперед относительно оси его поворота, отличающееся тем, что плоскость, проходящая через центр выгрузной горловины и ось поворота кузова при опущенном кузове смещена от вертикали вперед на угол, превышающий...
Пристрій для обтиску та витягування звитих виробів
Номер патенту: 4839
Опубліковано: 28.12.1994
Автори: Івановський Віктор Михайлович, Нечаєв Володимир Валер'євич, Мостовий Олег Григорович, Попов Микола Олександрович
МПК: D07B 7/00
Мітки: обтиску, виробів, пристрій, звитих, витягування
Формула / Реферат:
1. Устройство для обжатия и вытяжки витых изделий, содержащее расположенные по ходу технологического процесса на основании отдающий механизм, натяжной механизм, обжимной механизм с деформирующими роликами в корпусе, образующими калибр, и механизм вытяжки с приемной катушкой, отличающееся тем, что, с целью повышения качества изделий, оно снабжено измерителями усилия натяжения, размещенными по обе стороны от обжимного механизма, считая по...
Попередній патент: Дештабелер
Випадковий патент: Підставка для квітів