Спосіб електрохімічного полірування ніобію та його сплавів
Номер патенту: 25144
Опубліковано: 30.10.1998
Автори: Федоренко Олександр Михайлович, Устименко Валерій Миколайович, Докторевич Валерій Олексійович
Формула / Реферат
Способ электрохимического полирования ниобия и его сплавов, включающий анодную обработку изделия постоянным током в электрохимической ванне с полирующим раствором на основе плавиковой и серной кислот при потенциале 2 - 30В, отличающийся тем, что электролитическую ванну подключают к источнику тока так, чтобы между ними осуществлялась обратная связь по току и возникали непрерывные колебания тока и напряжения на выходе источника тока, причем глубину обратной связи устанавливают таким образом, чтобы величина плотности тока была в пределах 10 - 25А/дм2.
Текст
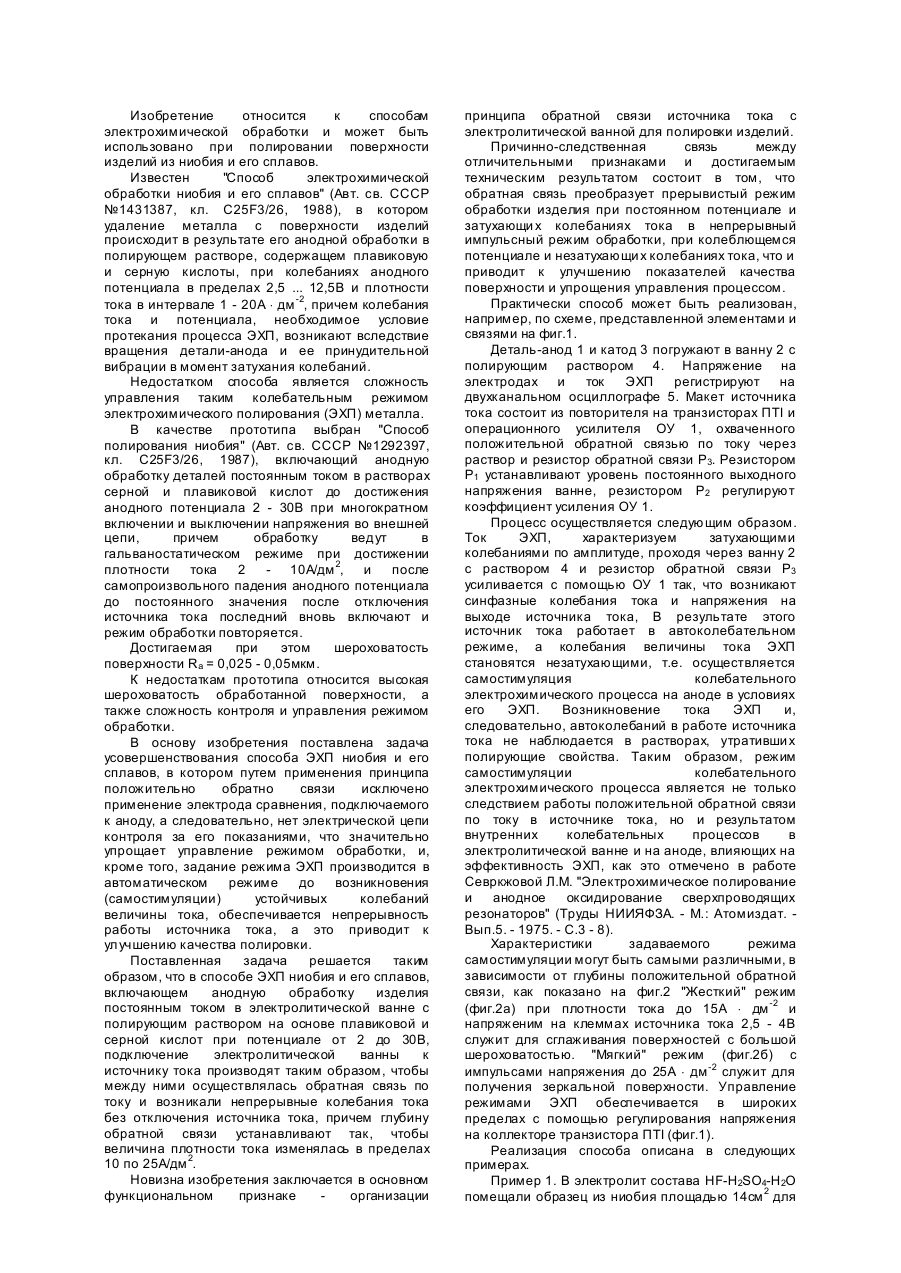
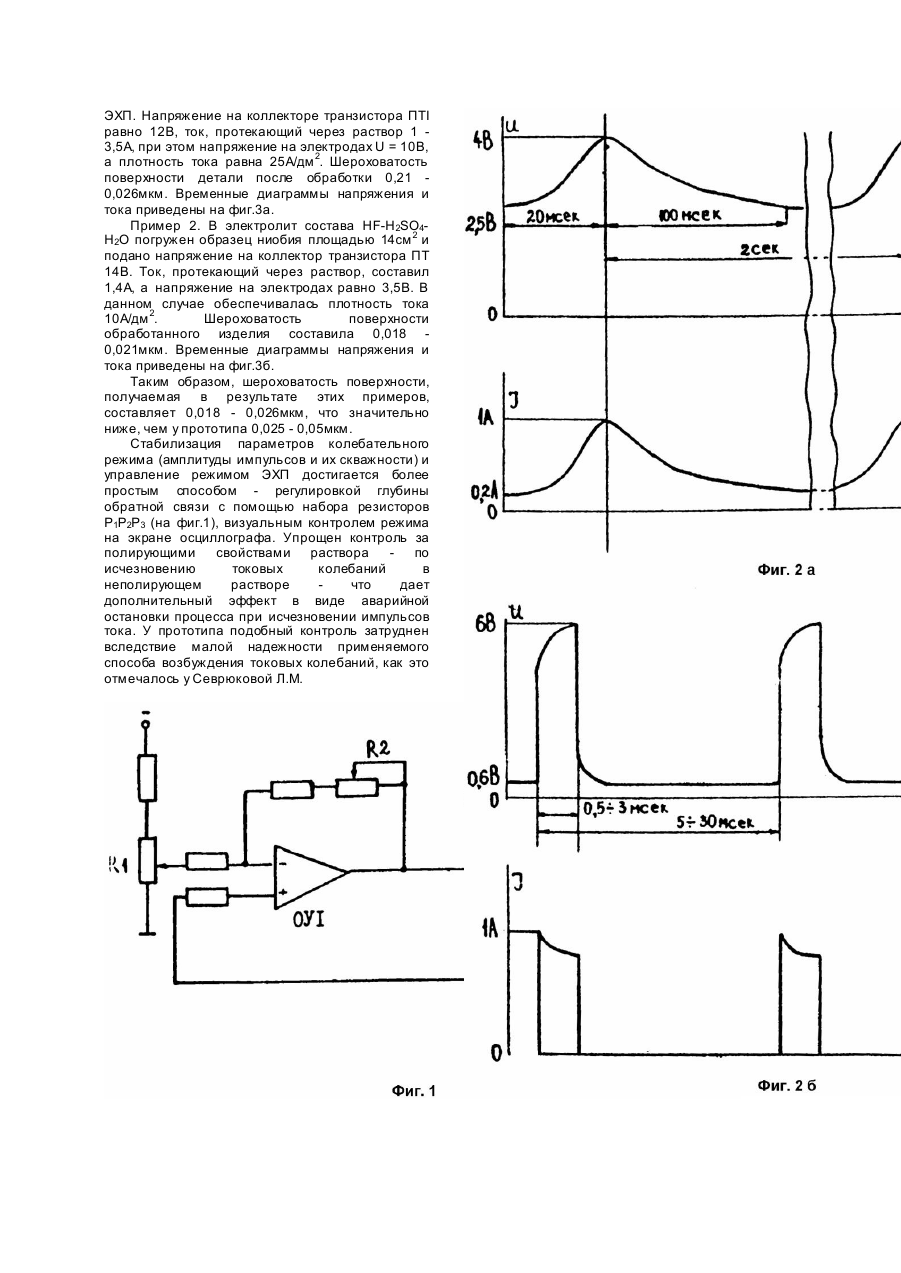
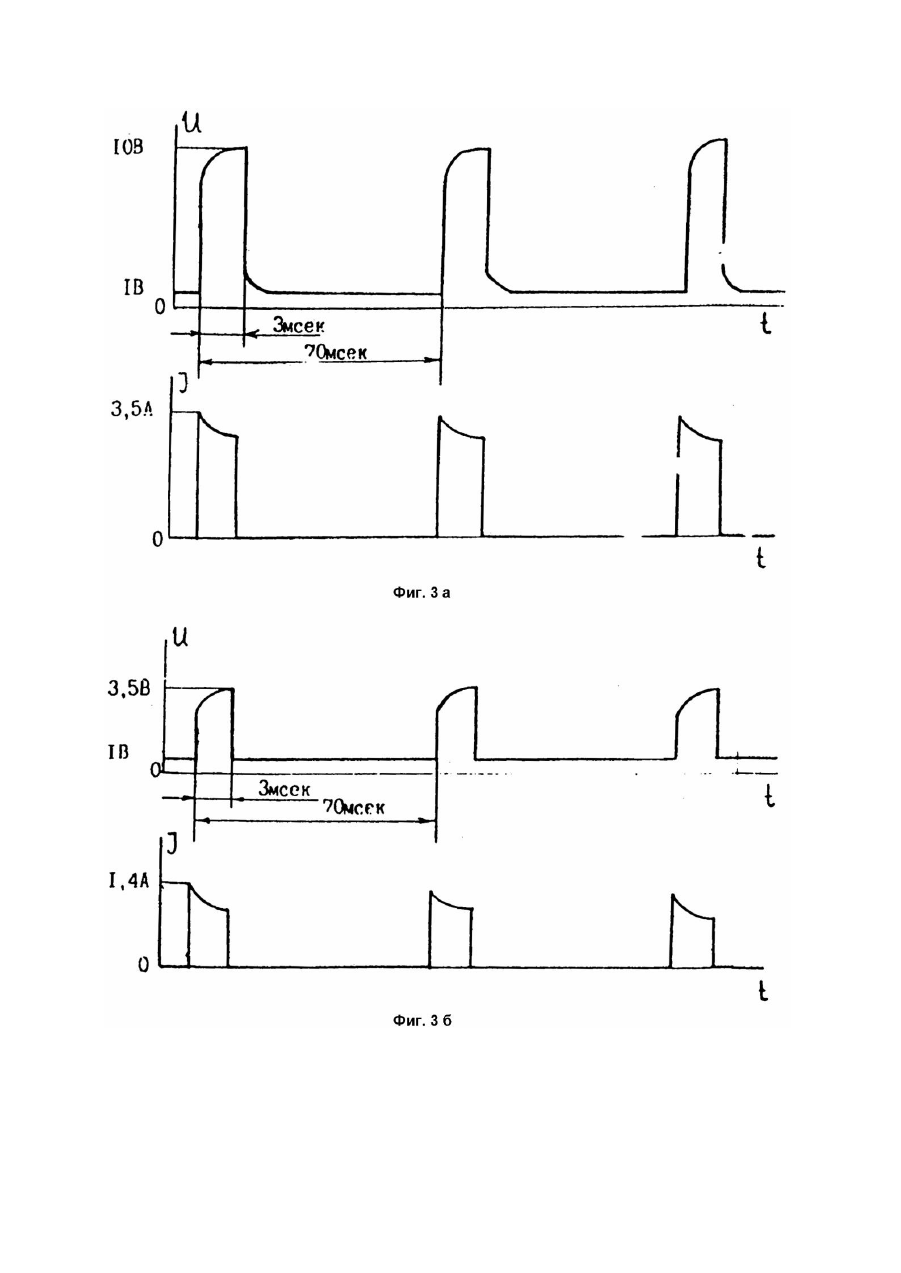
Изобретение относится к способам электрохимической обработки и может быть использовано при полировании поверхности изделий из ниобия и его сплавов. Известен "Способ электрохимической обработки ниобия и его сплавов" (Авт. св. СССР №1431387, кл. C25F3/26, 1988), в котором удаление металла с поверхности изделий происходит в результате его анодной обработки в полирующем растворе, содержащем плавиковую и серную кислоты, при колебаниях анодного потенциала в пределах 2,5 ... 12,5В и плотности тока в интервале 1 - 20А × дм -2, причем колебания тока и потенциала, необходимое условие протекания процесса ЭХП, возникают вследствие вращения детали-анода и ее принудительной вибрации в момент затухания колебаний. Недостатком способа является сложность управления таким колебательным режимом электрохимического полирования (ЭХП) металла. В качестве прототипа выбран "Способ полирования ниобия" (Авт. св. СССР №1292397, кл. C25F3/26, 1987), включающий анодную обработку деталей постоянным током в растворах серной и плавиковой кислот до достижения анодного потенциала 2 - 30В при многократном включении и выключении напряжения во внешней цепи, причем обработку ведут в гальваностатическом режиме при достижении плотности тока 2 - 10А/дм 2, и после самопроизвольного падения анодного потенциала до постоянного значения после отключения источника тока последний вновь включают и режим обработки повторяется. Достигаемая при этом шероховатость поверхности Ra = 0,025 - 0,05мкм. К недостаткам прототипа относится высокая шероховатость обработанной поверхности, а также сложность контроля и управления режимом обработки. В основу изобретения поставлена задача усовершенствования способа ЭХП ниобия и его сплавов, в котором путем применения принципа положительно обратно связи исключено применение электрода сравнения, подключаемого к аноду, а следовательно, нет электрической цепи контроля за его показаниями, что значительно упрощает управление режимом обработки, и, кроме того, задание режима ЭХП производится в автоматическом режиме до возникновения (самостимуляции) устойчивых колебаний величины тока, обеспечивается непрерывность работы источника тока, а это приводит к улучшению качества полировки. Поставленная задача решается таким образом, что в способе ЭХП ниобия и его сплавов, включающем анодную обработку изделия постоянным током в электролитической ванне с полирующим раствором на основе плавиковой и серной кислот при потенциале от 2 до 30В, подключение электролитической ванны к источнику тока производят таким образом, чтобы между ними осуществлялась обратная связь по току и возникали непрерывные колебания тока без отключения источника тока, причем глубину обратной связи устанавливают так, чтобы величина плотности тока изменялась в пределах 10 по 25А/дм 2. Новизна изобретения заключается в основном функциональном признаке организации принципа обратной связи источника тока с электролитической ванной для полировки изделий. Причинно-следственная связь между отличительными признаками и достигаемым техническим результатом состоит в том, что обратная связь преобразует прерывистый режим обработки изделия при постоянном потенциале и затухающи х колебаниях тока в непрерывный импульсный режим обработки, при колеблющемся потенциале и незатухающи х колебаниях тока, что и приводит к улучшению показателей качества поверхности и упрощения управления процессом. Практически способ может быть реализован, например, по схеме, представленной элементами и связями на фиг.1. Деталь-анод 1 и катод 3 погружают в ванну 2 с полирующим раствором 4. Напряжение на электродах и ток ЭХП регистрируют на двухканальном осциллографе 5. Макет источника тока состоит из повторителя на транзисторах ПТI и операционного усилителя ОУ 1, охваченного положительной обратной связью по току через раствор и резистор обратной связи Р3. Резистором Р1 устанавливают уровень постоянного выходного напряжения ванне, резистором Р2 регулируют коэффициент усиления ОУ 1. Процесс осуществляется следующим образом. Ток ЭХП, характеризуем затухающими колебаниями по амплитуде, проходя через ванну 2 с раствором 4 и резистор обратной связи Р3 усиливается с помощью ОУ 1 так, что возникают синфазные колебания тока и напряжения на выходе источника тока, В результате этого источник тока работает в автоколебательном режиме, а колебания величины тока ЭХП становятся незатухающими, т.е. осуществляется самостимуляция колебательного электрохимического процесса на аноде в условиях его ЭХП. Возникновение тока ЭХП и, следовательно, автоколебаний в работе источника тока не наблюдается в растворах, утративши х полирующие свойства. Таким образом, режим самостимуляции колебательного электрохимического процесса является не только следствием работы положительной обратной связи по току в источнике тока, но и результатом внутренних колебательных процессов в электролитической ванне и на аноде, влияющих на эффективность ЭХП, как это отмечено в работе Севркжовой Л.М. "Электрохимическое полирование и анодное оксидирование сверхпроводящих резонаторов" (Труды НИИЯФЗА. - М.: Атомиздат. Вып.5. - 1975. - С.3 - 8). Характеристики задаваемого режима самостимуляции могут быть самыми различными, в зависимости от глубины положительной обратной связи, как показано на фиг.2 "Жесткий" режим (фиг.2а) при плотности тока до 15А × дм -2 и напряженим на клеммах источника тока 2,5 - 4В служит для сглаживания поверхностей с большой шероховатостью. "Мягкий" режим (фиг.2б) с импульсами напряжения до 25А × дм -2 служит для получения зеркальной поверхности. Управление режимами ЭХП обеспечивается в широких пределах с помощью регулирования напряжения на коллекторе транзистора ПТI (фиг.1). Реализация способа описана в следующих примерах. Пример 1. В электролит состава HF-H2SO4-H2O помещали образец из ниобия площадью 14см 2 для ЭХП. Напряжение на коллекторе транзистора ПТI равно 12В, ток, протекающий через раствор 1 3,5А, при этом напряжение на электродах U = 10В, а плотность тока равна 25А/дм 2. Шероховатость поверхности детали после обработки 0,21 0,026мкм. Временные диаграммы напряжения и тока приведены на фиг.3а. Пример 2. В электролит состава HF-H2SO4H2O погружен образец ниобия площадью 14см 2 и подано напряжение на коллектор транзистора ПТ 14В. Ток, протекающий через раствор, составил 1,4А, а напряжение на электродах равно 3,5В. В данном случае обеспечивалась плотность тока 10А/дм 2. Шероховатость поверхности обработанного изделия составила 0,018 0,021мкм. Временные диаграммы напряжения и тока приведены на фиг.3б. Таким образом, шероховатость поверхности, получаемая в результате этих примеров, составляет 0,018 - 0,026мкм, что значительно ниже, чем у прототипа 0,025 - 0,05мкм. Стабилизация параметров колебательного режима (амплитуды импульсов и их скважности) и управление режимом ЭХП достигается более простым способом - регулировкой глубины обратной связи с помощью набора резисторов Р1Р2Р3 (на фиг.1), визуальным контролем режима на экране осциллографа. Упрощен контроль за полирующими свойствами раствора по исчезновению токовых колебаний в неполирующем растворе что дает дополнительный эффект в виде аварийной остановки процесса при исчезновении импульсов тока. У прототипа подобный контроль затруднен вследствие малой надежности применяемого способа возбуждения токовых колебаний, как это отмечалось у Севрюковой Л.М.
ДивитисяДодаткова інформація
Автори англійськоюFedorenko Oleksandr Mykhailovych, Ustimenko Valerii Mykolaiovych
Автори російськоюФедоренко Александр Махайлович, Устименко Валерий Николаевич
МПК / Мітки
МПК: C25F 3/00
Мітки: електрохімічного, ніобію, сплавів, спосіб, полірування
Код посилання
<a href="https://ua.patents.su/3-25144-sposib-elektrokhimichnogo-poliruvannya-niobiyu-ta-jjogo-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрохімічного полірування ніобію та його сплавів</a>
Спосіб контролю та коригування полірувальної здатності електроліту для електрохімічного полірування ніобію
Номер патенту: 23120
Опубліковано: 30.06.1998
Автори: Федоренко Олександр Михайлович, Хрульова Ольга Димитровна, Устименко Валерій Миколайович
МПК: C25F 7/00
Мітки: контролю, полірування, електрохімічного, спосіб, електроліту, коригування, полірувальної, ніобію, здатності
Формула / Реферат:
1. Способ контроля и корректировки полирующей способности электролита для электрохимического полирования ниобия, включающих введение добавки реагентов в электролят на основе фтористоводородной и серной кислот, отличающийся тем, что введение добавки осуществляют до совпадения значений пиковых токов при снятии на вольтамперных характеристиках рабочего и эталонного растворов электролита причем наличие участков токовых колебаний на...
Спосіб анодного полірування ніобію
Номер патенту: 25415
Опубліковано: 30.10.1998
Автори: Устименко Валерій Миколайович, Федоренко Олександр Михайлович
МПК: C25F 3/00
Мітки: спосіб, ніобію, анодного, полірування
Формула / Реферат:
1. Способ анодного полирования ниобия, включающий анодную обработку изделия в полирующем растворе, отличающийся тем, что для материала обрабатываемого изделия снимают вольтамперную характеристику в полирующем растворе, после чего обработку изделия осуществляют подачей от источника тока импульсов напряжения скважинностью 10 : 1 - 1 : 1 со временем паузы между импульсами 5 - 60с, постоянной амплитудой 2 - 7,5В, таким образом, чтобы максимальная...
Розчин для хімічного полірування ніобію
Номер патенту: 3379
Опубліковано: 27.12.1994
Автори: Джафарова Світлана Ейвазовна, Циганкова Тетяна Аркадіївна, Федоренко Олександр Михайлович
МПК: C23F 3/00
Мітки: хімічного, полірування, ніобію, розчин
Формула / Реферат:
Раствор для химического полирования ниобия, содержащий плавиковую, серную, азотную кислоты и воду, отличающийся тем, что он дополнительно содержит карбамид при следующем соотношении компонентов, мас.%: плавиковая кислота (40%) 5,6-6,2 серная кислота (98%) 46,3-46,9 азотная кислота (69%) 25,2-25,7 карбамид ...
Спосіб електрохімічного полірування міді
Номер патенту: 3432
Опубліковано: 27.12.1994
Автори: Кінберг Валентина Генадіївна, Сандулов Дмитро Борисович
МПК: C25F 3/00
Мітки: полірування, електрохімічного, міді, спосіб
Формула / Реферат:
Способ электрохимического полирования меди, включающий анодную обработку в электролите на основе ортофосфорной кислоты и металлического алюминия, отличающийся тем, что анодную обработку ведут в потенциостатическом режиме при напряжении 1.8-2,5 В, плотности тока 1,5-4 А/дм2, температуре 17-30°С при следующем соотношении компонентов, мас. %: ортофосфорная кислота 70-85 металлический ...
Електроліт для електрохімічного полірування хромонікелевих аустенітних сталей

Номер патенту: 20256
Опубліковано: 15.07.1997
Автори: Білошицкий Анатолій Петрович, Юденкова Інна Миколаївна, Зарубицький Олег Григорович, Гельман Олександр Давидович
Мітки: аустенітних, сталей, електрохімічного, хромонікелевих, полірування, електроліт
Формула / Реферат:
Электролит для электролитического полирования хромоникелевых аустенитных сталей, содержащий серную кислоту, отличающийся тем, что он дополнительно содержит ингибиторную композицию Д-1 и сернокислое железо при следующем соотношении компонентов, мас.%:Серная кислота 40-46'Ингибиторная композиция Д-1 7,0-11,0Сернокислое...
Попередній патент: Спосіб діагностики цибулі-ріпки на придатність до тривалого зберігання
Наступний патент: Спосіб профілактики уражень паренхіматозних органів у осіб, які контактують з епоксидними сполуками
Випадковий патент: Спосіб охолодження екструдованої гофрованої полімерної труби