Спосіб зміцнення або відновлення поверхні виробів з металу
Номер патенту: 36526
Опубліковано: 16.04.2001
Автори: Гамідов Ельмін Аббас-огли, Зозуля Сергій Леонідович, Александров Сергій Миколайович, Зозуля Володимир Леонідович, Нікітін Ігор Володимирович, Бузов Володимир Валентинович
Формула / Реферат
1. Спосіб зміцнення або відновлення поверхні виробів з металу, який включає дифузійне насичення під впливом звукового поля, який відрізняється тим, що у якості насичуючого середовища використовують суспензію, яка виготовлена із охолоджуючої рідини з домішкою порошку природного мінералу або суміші природних мінералів, обраних з ряду шаруватих силікатів, які включають різноманітні структурні модифікації Мg3 [Si205] (OH)4, на яку накладають ультразвукові коливання, а після витримки у звуковому полі та насичуючому середовищі до поверхні додають навантаження не менш 75-80 % від експлуатаційного.
2. Спосіб по п. 1, який відрізняється тим, що при обробці виробів з металу використовують звукові коливання у диапазоні 25–45 кГц.
3. Спосіб по п. 1, який відрізняється тим, що при обробці плошинних деталей хвильовод встановлюють у суспензії на відстані не більш 1/2 довжини ультразвукової хвилі від обробляємої деталі.
4. Спосіб по п. 1, який відрізняється тим, що у складі суспензії використовують порошок з розмірами часток не більш 10-15 мкм.
5. Спосіб по п. 1, який відрізняється тим, що об'ємна концентрація порошку з природного мінералу або суміші природних мінералів складає 0,03-1,00 г/л.
6. Спосіб по п. 1, який відрізняється тим, що обробку здійснюють протягом не більш 0,5-1,25 години.
Текст
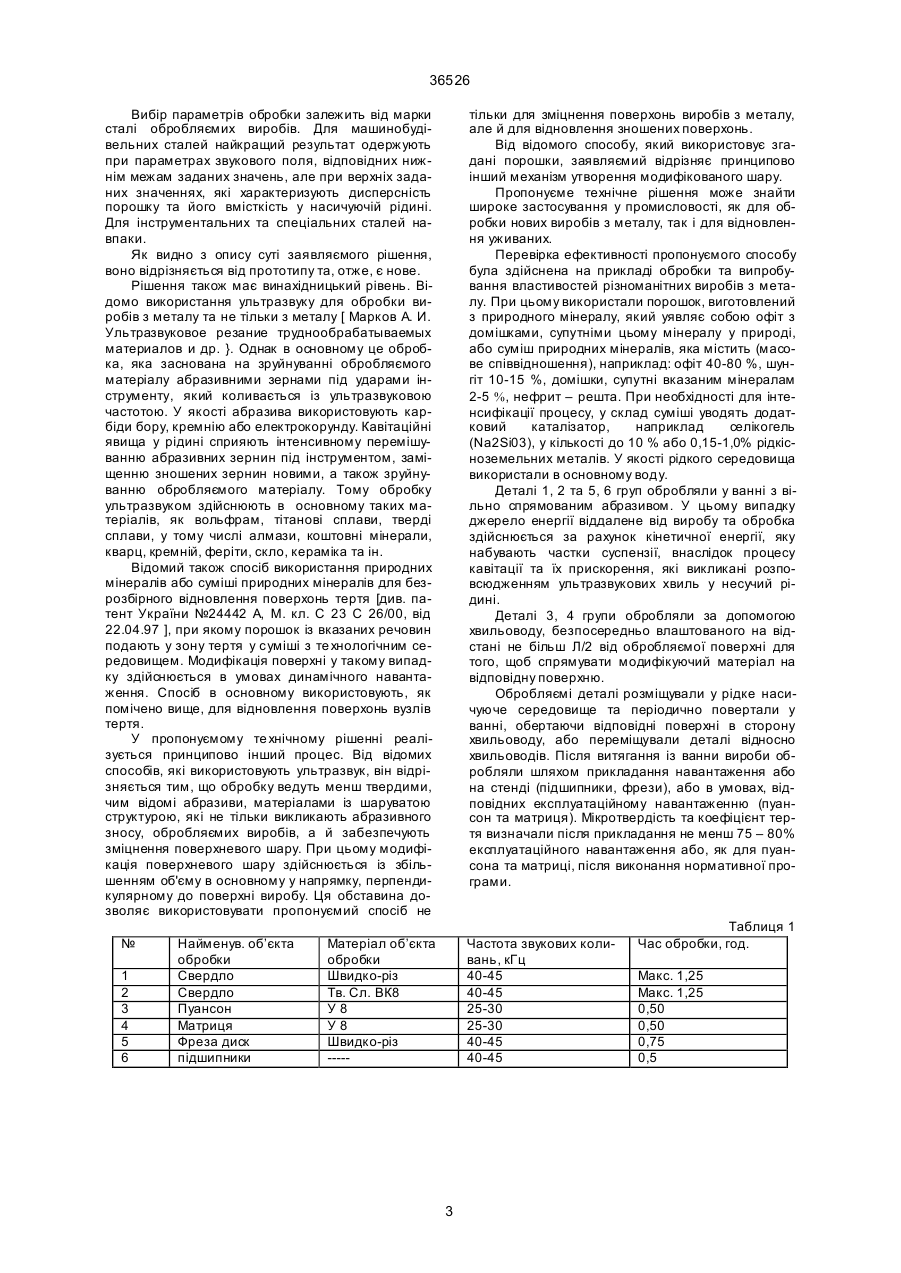
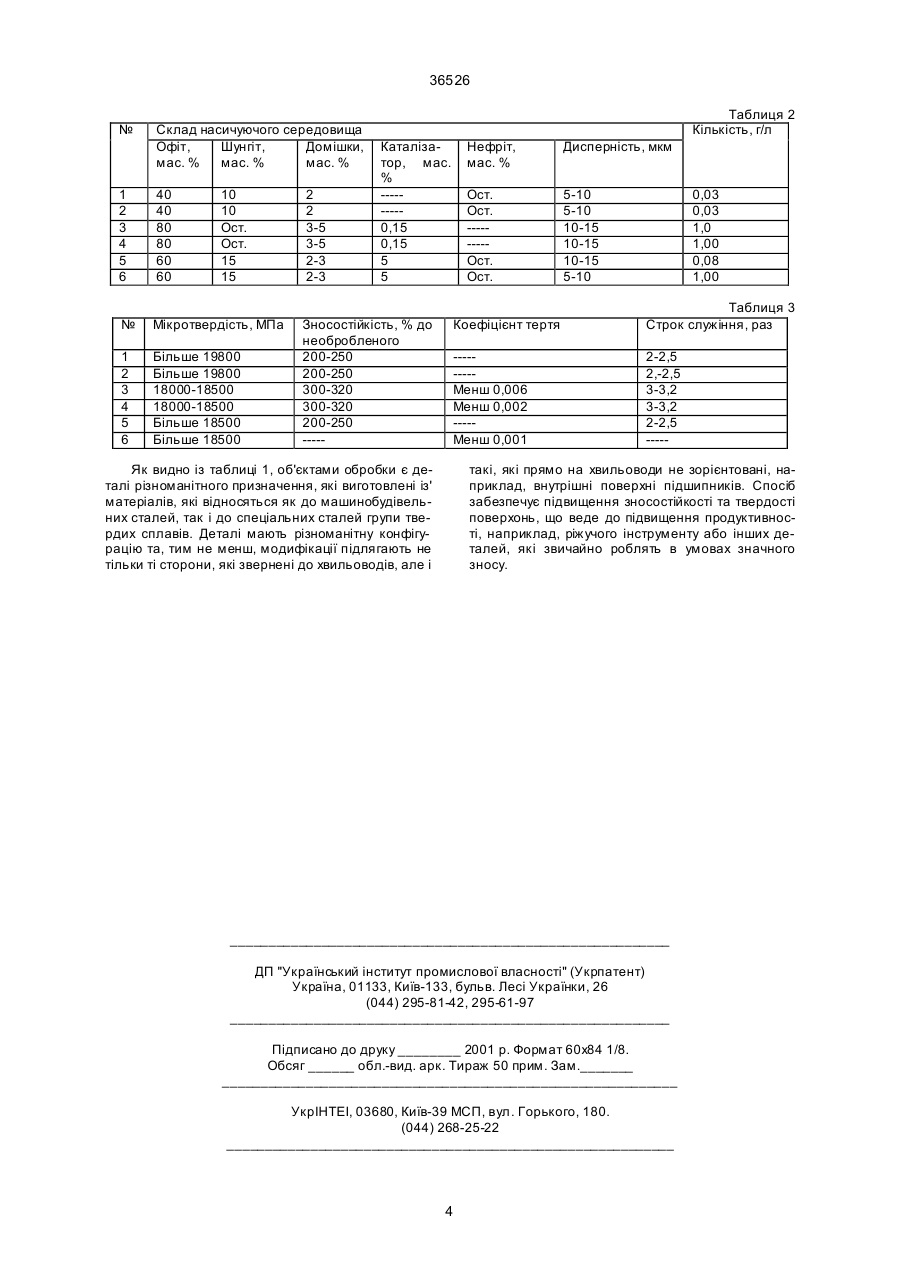
1. Спосіб зміцнення або відновлення поверхні виробів з металу, який включає дифузійне насичення під впливом звукового поля, який відрізняється тим, що у якості насичуючого середовища використовують суспензію, яка виготовлена із охолоджуючої рідини з домішкою порошку природного мінералу або суміші природних мінералів, обраних з ряду шарувати х силікатів, які включають різноманітні структурні модифікаціі МgЗ[8І205] 36526 Перспективність та прогресивність ультразвукової обробки виробів є визнаним фактом. Ультразвукова обробка може забезпечити зміцнення поверхневих шарів при безпосередньому впливі деформуючого накінцевника (твердосплавного або алмазного) на зміцнюєму поверхню. Однак реалізація цього способу можлива тільки для легкодоступних поверхонь. Відомий спосіб електро-хімічноі обробки, згідно з яким здійснюють примусову прокачку робочої рідини через між-електродний зазор між електродом-інструментом та заготівкою, увімкненим до джерела технологічного напруження, причому примусову прокачку здійснюють шляхом впливу на середовище ультразвуковими коливаннями, які випромінюють у робочу рідина уздовж міжелектродного зазору [ описание к авторскому, свид. №1593812, М.кл. В 23 Н 7738, от 02.11.88 ]. Обробку невеликих деталей здійснюють у ванні, яка заповнена робочою рідиною. Використання у процесі ультразвука підвищує продуктивність процесу. Оскільки у якості робочого середовища використані газоелектролитні суміші, процес електрохімічної обробки реалізується як розчин матеріалу деталі, що забезпечте зменшення пошерхлості поверхні. Однак описаний вище процес не змінює структуру поверхневого шар у деталей та, отже, не чинить зміцнюючої дії. Найбільш близьким до заявляємого рішення за призначенням, технічною суттю та досягаємим результатом при використанні є спосіб зміцнення поверхні виробу, який включає дифузійне насичення під впливом звукового поля [описание к патенту РФ №2039842, М. кл. С 23 С 8/00, от 12.09.93], у якому виріб нагрівають до температури дифузійного насичення, витримують при цій температурі, при цьому звуковим полем впливають безперервно, а частота та (або) рівень звукового тиску періодично змінюють при мінімальних значеннях звукового тиску 60 дБ, частоти 10 Гц та тривалості впливу 0,1 хвил. Описаний вище спосіб дозволяє інтенсифікувати процес адсорбції активних елементів насичуючого середовища на поверхню виробу, поліпшити умови масопереносу цих елементів через прикордонний шар. Під впливом міцного звукового поля, більш 100 дБ, збільшується активність поверхні виробу та швидкість дифузії, які декілька знижуються при переході звукового тиску на величини менш 100 дБ, однак їх значення все ж таки достатні для зберігання ефекту інтенсифікації на високому рівні, що, у кінцевому підсумку, дає збільшення глибини дифузійного шару на 20% звукового поля у порівнянні з обробкою іншим відомим способом. Під впливом звукового поля з величиною звукового тиску менш 100 дБ з'являється ефект інтенсифікації взаємодії елементів у шарі (утворення карбідів, нітридів), іншими словами, зміцнюючих фаз. Однак основною умовою здійснення цього способу, який забезпечує дифузію активних елементів насичуючого середовища, є температура близько 850-860°С, а мікротвердість отриманих шарів не перевищує 9500-10000 МПа. Використання настільки високої температури обмежує за стосування способу у ти х випадках, коли не бажано нагрівати окремі елементи пристроїв до такої температури, наприклад, при ремонтнавідновлювальних операціях. Тому, метою пропонуємого технічного рішення є зпрощення способу зміцнення поверхні виробу із сталей та сплавів, та поширення функціональних можливостей способу. В основу винаходу встановлена задача удосконалення способу зміцнення або відновлення поверхні виробу з металу, у якому, внаслідок використання у якості насичуючого середовища суспензії, яка виготовлена з охолоджуючої речовини з додаванням порошку природного мінералу або суміші природних мінералів, обраних з ряду шаруватих силікатів, які включають різноманітні структурні модифікації Мg3[Si205](ОН)4, на яку накладають ультразвукові коливання, забезпечується прискорення часток порошку та їх зіткнення з обробляємою поверхнею, при якому здійснюється, певно, адсорбція часток порошку та взаємне заміщення атомів у вузлах кристалевих решіток, та за рахунок цього утворюється модифікований поверхневий шар, який має підвищену міцність, зносостійкість, понижений коефіцієнт тертя та який дає прирощення об'єму у заданому напрямку. Встановлена задача вирішується тим, що у відомому способі зміцнення або відновлення поверхні виробу з металу, який включає дифузійне насичення під впливом звукового поля, згідно вина ходу, у якості насичуючого середовища використовують суспензію, виготовлену із охолоджуючої рідини з додаванням порошку природного мінералу або суміші природних мінералів, обраних з ряду шарува тих силікатів, які включають різноманітні структурні модифікації МgЗ [Si205] (ОН) 4, на яку накладають ультразвукові коливання, а після витримки у звуковому полі та насичуючому середовищі: до поверхні накладають навантаження не менш 75-80% від експлуатаційного. При обробці виробу з металу використовують звукові коливання у діапазоні 25-45 кГц. При обробці площин хвильовод влаштовують на відстані не більш 1/2 довжини ультразвукової хвилі від обробляємої поверхні в охолоджуючій рідині. У складі суспензії використовують порошок з розмірами часток не більш 10-15 мкм. Об'ємна концентрація порошку з природного мінералу або суміші природних мінералів складає 0,03 -1,00 г/л. Обробку здійснюють протягом не більш 0,51,25 год. Використання шарувати х силікатів з ряду Мg3[Si205] (OH) 4 дозволяє простим методом модифікувати поверхні металів такими елементами, як Са, Мg, Sі та інші, які є визнаними модифікаторами чавунів та сталей з метою надання їм міцності та зносостійкості, та одночасно використати особливості, які пов'язані з їх стр уктурою, а саме, здатність утворювати дзеркала ковзання. Оскільки вказані шаруваті силікати менш міцні, чим визнані абразиви, при обробці з використанням їх та ультразвуку не тільки не спостерігається знос обробляємої поверхні, але навпаки – збільшення об'єму у напрямку, перпендикулярному поверхні, яке закінчується при робочому навантаженні. 2 36526 Вибір параметрів обробки залежить від марки сталі обробляємих виробів. Для машинобудівельних сталей найкращий результат одержують при параметрах звукового поля, відповідних нижнім межам заданих значень, але при верхніх заданих значеннях, які характеризують дисперсність порошку та його вмісткість у насичуючій рідині. Для інструментальних та спеціальних сталей навпаки. Як видно з опису суті заявляємого рішення, воно відрізняється від прототипу та, отже, є нове. Рішення також має винахідницький рівень. Відомо використання ультразвуку для обробки виробів з металу та не тільки з металу [ Марков А. И. Ультразвуковое резание труднообрабатываемых материалов и др. }. Однак в основному це обробка, яка заснована на зруйнуванні обробляємого матеріалу абразивними зернами під ударами інструменту, який коливається із ультразвуковою частотою. У якості абразива використовують карбіди бору, кремнію або електрокорунду. Кавітаційні явища у рідині сприяють інтенсивному перемішуванню абразивних зернин під інструментом, заміщенню зношених зернин новими, а також зруйнуванню обробляємого матеріалу. Тому обробку ультразвуком здійснюють в основному таких матеріалів, як вольфрам, тітанові сплави, тверді сплави, у тому числі алмази, коштовні мінерали, кварц, кремній, феріти, скло, кераміка та ін. Відомий також спосіб використання природних мінералів або суміші природних мінералів для безрозбірного відновлення поверхонь тертя [див. патент України №24442 А, М. кл. С 23 С 26/00, від 22.04.97 ], при якому порошок із вказаних речовин подають у зону тертя у суміші з те хнологічним середовищем. Модифікація поверхні у такому випадку здійснюється в умовах динамічного навантаження. Спосіб в основному використовують, як помічено вище, для відновлення поверхонь вузлів тертя. У пропонуємому те хнічному рішенні реалізується принципово інший процес. Від відомих способів, які використовують ультразвук, він відрізняється тим, що обробку ведуть менш твердими, чим відомі абразиви, матеріалами із шаруватою структурою, які не тільки викликають абразивного зносу, обробляємих виробів, а й забезпечують зміцнення поверхневого шару. При цьому модифікація поверхневого шару здійснюється із збільшенням об'єму в основному у напрямку, перпендикулярному до поверхні виробу. Ця обставина дозволяє використовувати пропонуємий спосіб не № 1 2 3 4 5 6 Найменув. об’єкта обробки Свердло Свердло Пуансон Матриця Фреза диск підшипники тільки для зміцнення поверхонь виробів з металу, але й для відновлення зношених поверхонь. Від відомого способу, який використовує згадані порошки, заявляємий відрізняє принципово інший механізм утворення модифікованого шару. Пропонуєме технічне рішення може знайти широке застосування у промисловості, як для обробки нових виробів з металу, так і для відновлення уживаних. Перевірка ефективності пропонуємого способу була здійснена на прикладі обробки та випробування властивостей різноманітних виробів з металу. При цьому використали порошок, виготовлений з природного мінералу, який уявляє собою офіт з домішками, супутніми цьому мінералу у природі, або суміш природних мінералів, яка містить (масове співвідношення), наприклад: офіт 40-80 %, шунгіт 10-15 %, домішки, супутні вказаним мінералам 2-5 %, нефрит – решта. При необхідності для інтенсифікації процесу, у склад суміші уводять додатковий каталізатор, наприклад селікогель (Nа2Sі03), у кількості до 10 % або 0,15-1,0% рідкісноземельних металів. У якості рідкого середовища використали в основному воду. Деталі 1, 2 та 5, 6 груп обробляли у ванні з вільно спрямованим абразивом. У цьому випадку джерело енергії віддалене від виробу та обробка здійснюється за рахунок кінетичної енергії, яку набувають частки суспензії, внаслідок процесу кавітації та їх прискорення, які викликані розповсюдженням ультразвукових хвиль у несучий рідині. Деталі 3, 4 групи обробляли за допомогою хвильоводу, безпосередньо влаштованого на відстані не більш Л/2 від обробляємої поверхні для того, щоб спрямувати модифікуючий матеріал на відповідну поверхню. Обробляємі деталі розміщували у рідке насичуюче середовище та періодично повертали у ванні, обертаючи відповідні поверхні в сторону хвильоводу, або переміщували деталі відносно хвильоводів. Після витягання із ванни вироби обробляли шляхом прикладання навантаження або на стенді (підшипники, фрези), або в умовах, відповідних експлуатаційному навантаженню (пуансон та матриця). Мікротвердість та коефіцієнт тертя визначали після прикладання не менш 75 – 80% експлуатаційного навантаження або, як для пуансона та матриці, після виконання нормативної програми. Матеріал об’єкта обробки Швидко-різ Тв. Сл. ВК8 У8 У8 Швидко-різ ---- Частота звукових коливань, кГц 40-45 40-45 25-30 25-30 40-45 40-45 3 Таблиця 1 Час обробки, год. Макс. 1,25 Макс. 1,25 0,50 0,50 0,75 0,5 36526 № Склад насичуючого середовища Офіт, Шунгіт, Домішки, мас. % мас. % мас. % 1 2 3 4 5 6 40 40 80 80 60 60 10 10 Ост. Ост. 15 15 № Мікротвердість, МПа 1 2 3 4 5 6 Більше 19800 Більше 19800 18000-18500 18000-18500 Більше 18500 Більше 18500 2 2 3-5 3-5 2-3 2-3 Таблиця 2 Кількість, г/л Каталізатор, мас. % --------0,15 0,15 5 5 Зносостійкість, % до необробленого 200-250 200-250 300-320 300-320 200-250 ---- Нефріт, мас. % Дисперність, мкм Ост. Ост. --------Ост. Ост. 5-10 5-10 10-15 10-15 10-15 5-10 0,03 0,03 1,0 1,00 0,08 1,00 Коефіцієнт тертя Таблиця 3 Строк служіння, раз --------Менш 0,006 Менш 0,002 ----Менш 0,001 2-2,5 2,-2,5 3-3,2 3-3,2 2-2,5 ---- Як видно із таблиці 1, об'єктами обробки є деталі різноманітного призначення, які виготовлені із' матеріалів, які відносяться як до машинобудівельних сталей, так і до спеціальних сталей групи твердих сплавів. Деталі мають різноманітну конфігурацію та, тим не менш, модифікації підлягають не тільки ті сторони, які звернені до хвильоводів, але і такі, які прямо на хвильоводи не зорієнтовані, наприклад, внутрішні поверхні підшипників. Спосіб забезпечує підвищення зносостійкості та твердості поверхонь, що веде до підвищення продуктивності, наприклад, ріжучого інструменту або інших деталей, які звичайно роблять в умовах значного зносу. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reinforcement or recovery surfaces of metal manufacture
Автори англійськоюAleksandrov Serhii Mykolaiovych, Buzov Volodymyr Valentynovych, Hamidov Elmin Abbas-ohli, Zozulia Volodymyr Leonidovych, Zozulia Serhii Leonidovych, Nikitin Ihor Volodymyrovych
Назва патенту російськоюСпособ укрепления или восстановления поверхности изделий из металлов
Автори російськоюАлександров Сергей Николаевич, Бузов Владимир Валентинович, Гамидов Эльмин Аббас-Оглы, Зозуля Владимир Леонидович, Зозуля Сергей Леонидович, Никитин Игорь Владимирович
МПК / Мітки
МПК: C23C 8/00, B24B 1/04, B24C 1/10
Мітки: металу, виробів, відновлення, зміцнення, поверхні, спосіб
Код посилання
<a href="https://ua.patents.su/4-36526-sposib-zmicnennya-abo-vidnovlennya-poverkhni-virobiv-z-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення або відновлення поверхні виробів з металу</a>
Спосіб зміцнення поверхні виробів
Номер патенту: 5837
Опубліковано: 29.12.1994
Автори: Калічак Теодор Миколайович, Кирилів Володимир Іванович, Сошко Олександр Іванович, Шаповал Йосип Михайлович, Лінинська Олена Дмитрівна, Фенчин Святослав Володимирович
Мітки: виробів, зміцнення, спосіб, поверхні
Формула / Реферат:
Способ упрочнения поверхности изделий, включающий нагрев поверхности детали трением обрабатывающим инструментом до диффузионно-активных температур и подаче полимерной технологической среды в зону контакта изделия и инструмента, отличающийся тем, что, с целью увеличения толщины и твердости упрочненного слоя и снижения шероховатости поверхности, в качестве инструмента используют быстровращающийся диск из титана или его сплавов, полимерную...
Багатокамерна установка для дифузійного зміцнення поверхні металевих виробів
Номер патенту: 31606
Опубліковано: 15.12.2000
Автор: Пастух Ігор Маркович
МПК: C23C 10/10, C23C 10/14
Мітки: багатокамерна, установка, металевих, зміцнення, дифузійного, виробів, поверхні
Текст:
...який передбачаєтьс зміцнити, вакуумного насоса 7, вакуумного комутатора у складі клапанів 8,9,1 та вакуумних систем окремих камер 11,12,13, клапанів розгерметизації каме 14,15,16, системи для підготовки газового середовища 17, газового комутатор. у складі клапанів 18,19,20, блока живлення 21, комутатора високої напруги 2.' кількість позицій 23,24,25 якого відповідає числу камер, комутатора систем управління 26, жорстко з'єднаного з...
Засіб зміцнення поверхні виробів в вакуумі і пристрій для його здійснення
Номер патенту: 14386
Опубліковано: 25.04.1997
Автори: Ступак Римма Іванівна, Падалка Валентин Глібович, Луценко Вадим Миколайович, Дворецький Сергій Михайлович, Андреєв Анатолій Афанасійович, Саблєв Леонід Павлович
МПК: C23C 14/32
Мітки: вакуумі, зміцнення, поверхні, пристрій, виробів, засіб, здійснення
Формула / Реферат:
1. Способ упрочнения поверхностей изделий в вакууме, включающий химико-термическую обработку поверхности зажиганием несамостоятельного газового разряда в плазме реакционного газа путем инжекции электронов из автономного вакуумного дугового разряда в парах расходуемого электрода, отличающийся тем, что, с целью повышения производительности, перед химико-термической обработкой осуществляют осаждение покрытия из ионизованных паров на...
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 31275
Опубліковано: 15.12.2000
Автори: Ткачов Володимир Іванович, Черватюк Володимир Арсенович, Бережницька Марія Пилипівна
МПК: C21D 1/34
Мітки: виробів, поверхневого, металевих, спосіб, зміцнення
Текст:
...що поверхню деталі попередньо титанують контактним способом |2] в негерметичних контейнерах у порошковій суміші /75 % феротитану, 20 % окису алюмінію, 5 % активатору А/ Н^р HF / при температурі ІООО-ПОО °С на протязі 6 год. та електролітично наводнюють в однонормальному розчині сірча ної кислоти з добавкою 5 мг/л двоокису миш"яку при густині струму 2 20 А/м на електроульразвуко-протязі 2-х год., а потім піддають вій обробці...
Спосіб зміцнення металевої поверхні, переважно прокатних валків
Номер патенту: 36525
Опубліковано: 16.04.2001
Автори: Нікітін Ігорь Владіміровіч, Гамідов Ельмін Аббас-огли, Александров Сергій Миколайович, Зозуля Володимир Леонідович, Зозуля Сергій Леонідович, Бузов Володимир Валентинович
МПК: B21B 28/00
Мітки: поверхні, переважно, металевої, прокатних, спосіб, зміцнення, валків
Формула / Реферат:
1. Спосіб зміцнення металевої поверхні, переважно прокатних валків, який включає їх обробку пружньою щіткою, яка взаємодіє з джерелом модифікуючої речовини, який відрізняється тим, що після попередньої очистки поверхні охолодженого валка віброщіткою, її обробляють іншою пружньою щіткою, на яку подають суспензію, яка містить порошок, виготовлений з природних мінералів або суміші природних мінералів, обраних з ряду шаруватих силікатів,...
Попередній патент: Спосіб зміцнення металевої поверхні, переважно прокатних валків
Наступний патент: Спосіб зміцнення ріжучого інструмента
Випадковий патент: Спосіб приготування горілки і горілки особливої