Спосіб зміцнення металевої поверхні, переважно прокатних валків
Номер патенту: 36525
Опубліковано: 16.04.2001
Автори: Зозуля Сергій Леонідович, Нікітін Ігорь Владіміровіч, Зозуля Володимир Леонідович, Александров Сергій Миколайович, Бузов Володимир Валентинович, Гамідов Ельмін Аббас-огли

Формула / Реферат
1. Спосіб зміцнення металевої поверхні, переважно прокатних валків, який включає їх обробку пружньою щіткою, яка взаємодіє з джерелом модифікуючої речовини, який відрізняється тим, що після попередньої очистки поверхні охолодженого валка віброщіткою, її обробляють іншою пружньою щіткою, на яку подають суспензію, яка містить порошок, виготовлений з природних мінералів або суміші природних мінералів, обраних з ряду шаруватих силікатів, які включають різноманітні структурні модифікації складу Mg3 [Si2O5] (OH)4, а також домішки, які супутні вказаним природним мінералам, потім валки влаштовують у кліті та далі використовують у робочому режимі.
2. Спосіб по п.1, який відрізняється тим, що дисперсність порошку на 90 - 95 % не більше 10 - 20 мкм.
3. Спосіб по п.1, який відрізняється тим, що порошок, виготовлений з природних мінералів або суміші природних мінералів, вказаного вище ряду, містить не більше З - 5 % домішок, які супутні у природі цим мінералам.
4. Спосіб по п.1, який відрізняється тим, що обробку суспензією ведуть до заповнення порошком розгарних розколин та інших дефектів поверхні валка.
Текст
1. Спосіб зміцнення металевої поверхні, переважно прокатних валків, який включає їх обробку пружньою щіткою, яка взаємодіє з джерелом модифікуючої речовини, який відрізняється тим, що після попередньої очистки поверхні охолодженого валка віброщіткою, її обробляють іншою пружньою щіткою, на яку подають суспензію, яка містить по 36525 тов И.А. Повышение работоспособности инструмента горячего деформирования.– М.: Металлургия, 1990. – 143 с.]. Однак встановлено, що підвищення твердості валків та збільшення місткості вуглеводу у сталі, наприклад, мас негативний вплив на опір викрошуванню та негативно відбивається на ресурсі прокатного валка. Для застереження передчасного виходу валків з ладу, збільшення іх ресурсу вживають відновлення робочої поверхні наплавкою зносостійкого металу з наступною механічною обробкою, далі слідує переточка забракованих на валки меншого типорозміру з наступною термообробкою на потрібну твердість. Однак така технологія потребує спеціального устаткування, крім того, її можливості обмежені фізико-хімічною природою використовуємих матеріалів, а економічна ефективність у деяких випадках не безсуперечна, оскільки зносостійкість наплавлених валків, які використовують спеціальні сплави, може бути не більш, чим у 1,3-1,5 рази вище нових. Відомий спосіб відновлення опорних валків клітей прокатних станів, який включає нагрів валків, багатошарову наплавку на поверхоню з чергуванням шарів із сталей з різноманітним рівнем зносостійкості та термообробку [ опис до патенту №1804353 A3, М.кл. В 21 В 28/02, от 06.12.90 ]. Відновлення валка до первісного діаметра здійснюють у декілька етапів, чергуючи наплавку з обкаткою валків безпосередньо у клеті стану при прокаті смуг у режимі, який регламентується математичною залежністю. Із опису технічного рішення, приведеного вище, видно, що, як і будь-який спосіб відновлення валків, який включає наплавку, він потребує спеціальне енергоємне устаткування і тому може бути рекомендований при значних відхилах розмірів валків від початкових. Найбільш близьким до заявляємого технічного рішення за призначенням, технічною суттю та досягаємим результатом при використанні є спосіб зміцнення металевої поверхні, переважно прокатних валків, який включає її обробку пружною щіткою, яка взаємодіє перед зоною обробки поверхні з алюмінієвим матеріалом [ опис. к патенту РФ No1793977 A3, М.кл. В 21 В 28/02, 11.11.90 ], при цьому обробці піддають зону поверхні прокатних валків з температурою 100 – 200°С у процесі експлуатації. При застосуванні описаного вище способу значно збільшується строк служіння валків, скорочується кількість перевалок для переточки калібрів та тим самим підвищується ресурс чавунних валків у цілому, а також продуктивність стану. Однак відомо, що алюмінієвий чавун, внаслідок утворення у ньому інтерметалевих поєднань, хоча й має більш високу зносостійкість та твердість, але характеризується зниженою міцністю, що призводить до зменшення ресурсу валків у цілому [ Энциклопедия неорганических материалов. T.1 – Киев: Главная редакция УСЭ, 1977.– 840 С. ]. Тому метою пропонуємого технічного рішення є збільшення ресурсу валків прокатних станів шляхом зміцнення поверхні валків, поширення іх технологічних можливостей, зпрощення способу зміцнення поверхні. В основу винаходу встановлена задача поліпшення способу зміцнення металевої поверхні, у якому, внаслідок попередньої очистки охолодженої поверхні віброщіткою, обробки пружньою щіткою, на яку подають суспензію, яка містить порошок, який виготовлений з природних мінералів або суміші природних мінералів, які обрані з ряду шаруватих силікатів, які включають різноманітні структурні модифікації складу МgЗ [Si205](ОН)4, а також домішки, які супутні вказаним природним мінералам, влаштування валків у кліті, та далі, використання у робочому режимі, забезпечується заповнення усіх дефектів поверхні прокатних валків модифікуючим складом, утворення модифікованого, зміцненого, зносостійкого шару, який компенсує попередній знос, із зниженим коефіцієнтом тертя, та за рахунок цього збільшується час експлуатації, наприклад, прокатних валків до чергового їх перезавантаження, збільшується продуктивність стану. Встановлена задача вирішується тим, що у відомому способі зміцнення металевої поверхні, переважно прокатних валків., який включає 11 обробку пружньою щіткою, яка взаємодіє з джерелом модифікуючої речовини, згідно винаходу, після попередньої очистки поверхні охолодженого валка віброщіткою 11 обробляють іншою пружньою щіткою, на яку подають суспензію, яка містить порошок, виготовлений з природних мінералів або суміші природних мінералів, які обрані з ряду шаруватих силікатів, які включають різноманітні структурні модифікації складу МgЗ [Si205](ОН)4, а також домішки, які супутні вказаним природним мінералам, валки влаштовують у кліті та далі використовують у робочому режимі. При цьому порошок на 90-95 % складається з часток не більше 10-20 мкм. У порошку супутніх домішок міститься не більше 3-5 %. Обробку суспензією ведуть до візуально обстежувального заповнення порошком розгарних розколин та інших дефектів. Попередня операція очистки саме віброщіткою необхідна для того, щоб очистити від окалини, забруднень та пригарів не тільки зовнішню поверхню валків, але й максимально звільнити від бруду розгарні розколини та інші дефекти поверхні. Підготовлену таким чином поверхоню обробляють пружньою щіткою, яка навпаки сприяє заповненню модифікуючим складом усіх дефектів, аж до мікророзколин. Наявність деякої кількості речовин, які супутні вказаним природним мінералам, не погіршує результатів обробки, але дозволяє, певно, внести такі речовини, які здатні діяти, як каталізатори, наприклад, рідкісноземельні метали та інші, оскільки процес утворення модифікованого шару починається вже при обробці пружною щіткою. Наявність деякої кількості часток більш 10-20 мкм у суспензії доцільно з точки зору заповнення великих дефектів та розгарних розколин. Як відмічено вище, наявність домішок, супутніх вказаним природним мінералам, позитивно відбивається на обробці поверхні. Однак більш глибока очистка мінералів від домішок може суттєво відбитися на вартості порошку та тому визнана недоцільною. 2 36525 Якість обробки у першому наближенні можливо контролювати візуально, спостерігаючи заповнення порошком найбільш помітних дефектів поверхні валків. Як видно із викладення суті заявляємого технічного рішення, воно відрізняється від прототипу та, отже, є нове. Рішення також має винахідницький рівень. Відомо використання у якості модифікуючих складів таких лігатур, як магній-нікель, мідь-магній, магній -нікель-рідкісноземельні метали, магній-кремнійнікель-залізо-рідкісно-земельні метали та інші. Кількість модифікатора у масі рідкого металу не перевищує 0,3-2,5 %. Відомо також, що уведення модифікаторів у рідкий метал є достатньо складна справа, так як супроводжується помітними піротехнічними ефектами. Комплексні модифікатори більш ефективні, чим просто магній, а ї уведення супроводжується меншими піротехнічними ефектами [Энциклопедия неорганических материалов. T.1 –Киев: лавная редакция УСЭ, 1997.– 40с. ] . Однак ї використання суттєво впливає на вартість кінцевого продукту та не може бути виправдано у масі таких об'ємів, якими є, наприклад, валки прокатних станів. У заявляєому рішенні пропонується використати у якості речовини для модифікації поверхні природний мінерал або суміші прородних мінералів,аналогічні відомим лігатурам по складу деяких компонентів, але які принципово відрізняються від них по фізико-хімічним властивостям та механізму взаємодії з металом. Пропонуємий спосіб обробки поверхні, одночасно із зміцненням, підвищенням твердості та зносостійкості, забезпечує значне збільшення об"єму у напрямку, перпендекулярному поверхні,що дозволяє скомпенсувати та продовжити строк експлуатації, наприклад, прокатних валків до відновлення їх працездатності таким багато-вартісним методом, як наплавка спеціалізованих сталей. Пропонуєме технічне рішення може знайти широке застосування у промисловості. Перевірка ефективності пропонуємого способу була здійснена на стані. При цьому використали порошок, який містив у мас. %: шунгіт 5-10, нефріт 20-40, домішки речовин, які супутні вказаним природним мінералам, не більш 2-З, офіт-решта. У якості об'єкту, на якому дослідили пропонуємий спосіб, використали прокатні валки стану. Після вивалки з кліті та охолодження валка до кімнатної температури, попередньо обробляли його поверхню картщіткою або віброщіткою для очистки від окалини та інших забруднень. Потім за допомогою пружньоі щітки обробляли поверхню валка з одночасним поданням згаданого вище порошку. Кожну смугу валка, завширшки приблизно дорівнену ширині щітки, обробляли вказаним чином до появи чистого металевого блиску, заповнюючи всю сітку розгару. Такого результату можна досягти при проході уздовж довжини валка пружньою щіткою не менш 3-х разів. Прокатний валок діаметром 800 мм, довжиною по утворюючій 1300 мм може бути оброблений за 40-60 хвилин.Кожна смужка шириною 60 мм потребує для обробки приблизно 0,03 г порошку, який може бути поданий з будь-якою припустимою технологічною рідиною. Після обробки валки влаштовували у кліть та прокатували при робочому навантаженні . Випробування показали, що у результаті обробки швидкість зносу поверхні прокатних валків суттєво зменшилась, що дозволило продовжити час експлуатації валків до чергової перевалки у 2,5-3 рази. Такий результат може бути досягнутий тільки за рахунок поліпшення опору усім видам зносу. Як видно з опису прикладу здійснення пропонуємого способу та його результатів, він дозволяє суттєво поліпшити експлуатаційні показники валків, та у той же ж час характеризується простотою операцій та досягаємістю використовуємих засобів. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of strengthening metallic surface, mainly rolls
Автори англійськоюAleksandrov Serhii Mykolaiovych, Buzov Volodymyr Valentynovych, Hamidov Elmin Abbas-ohli, Zozulia Volodymyr Leonidovych, Zozulia Serhii Leonidovych, Nikitin Ihor Vladimirovich
Назва патенту російськоюСпособ упрочнения металлической поверхности, преимущественно прокатных валков
Автори російськоюАлександров Сергей Николаевич, Бузов Владимир Валентинович, Гамидов Эльмин Аббас-Оглы, Зозуля Владимир Леонидович, Зозуля Сергей Леонидович, Никитин Игорь Владимирович
МПК / Мітки
МПК: B21B 28/00
Мітки: поверхні, прокатних, валків, зміцнення, переважно, металевої, спосіб
Код посилання
<a href="https://ua.patents.su/3-36525-sposib-zmicnennya-metalevo-poverkhni-perevazhno-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення металевої поверхні, переважно прокатних валків</a>
Спосіб зміцнення поверхні прокатних валків
Номер патенту: 35063
Опубліковано: 15.03.2001
Автори: Тилик Василь Трохимович, Васильєв Олександр Геннадійович, Вербицький Валерій Абрамович, Мацко Сергій Володимирович, Ніколаєв Віктор Олександрович, Штехно Олег Миколайович, Путнокі Олександр Юліусович, Трофімов Віталій Олександрович, Мовшович Вілорд Соломонович
МПК: B21B 1/00
Мітки: поверхні, спосіб, зміцнення, валків, прокатних
Формула / Реферат:
Спосіб зміцнення поверхні прокатних валків, що включає попереднє шліфування на потрібний діаметр, обкатку поверхні валка роликом при обертанні валка навколо осі в горизонтальній площині відрізняється тим, що обкатку поверхні шийок валка виконують шляхом диференціювання величин пластичної деформації в залежності від початкової твердості шийок, при цьому величину обтиску встановлюють за виразомде - абсолютний пластичний обтиск...
Спосіб відновлення зношених валків прокатних станів
Номер патенту: 21584
Опубліковано: 06.01.1998
Автори: Силін Микола Василійович, Полещук Валентин Михайлович, Дьомічев Сергій Володимирович, Горяний Анатолій Григорович, Морозов Валерій Іванович, Нечепоренко Володимир Андрійович, Деркач Дмитро Олександрович, Шапаренко Олександр Володимирович, Шалімов Володимир Дмитрович, Шеремет Володимир Олександрович, Босий Володимир Миколайович
МПК: B23K 9/04
Мітки: відновлення, зношених, валків, спосіб, станів, прокатних
Формула / Реферат:
1. Спосіб відновлення зношених валків прокатних станів, що включає попередній нагрів валка, електродугове наплавлення поверхні, що відновлюється, та сповільнене охолодження валка, який відрізняється тим, що після сповільненого охолодження валка на наплавлену поверхню діють мікроплазмовою дугою, нагріваючи поверхню валка у зоні нагріву до оплавлення, з послідовним зміщенням зони нагріву по поверхні, що обробляється.2. Спосіб по п....
Спосіб відцентрового лиття прокатних валків

Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Темніков Едуард Михайлович, Гольдштейн Леонід Борисович, Воронцов Микола Михайлович, Долуда Анатолій Олександрович, Токар Галина Миколаївна, Свистунов Ігор Олександрович
МПК: B22D 13/02
Мітки: спосіб, валків, відцентрового, лиття, прокатних
Формула / Реферат:
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения...
Спосіб нанесення теплоізоляційного покриття на кокілі для лиття чавунних прокатних валків
Номер патенту: 21317
Опубліковано: 15.11.2000
Автори: Будаг'янц Микола Абрамович, Гольдштейн Леонід Борисович, Сирота Олександр Олексійович, Філіпов Валентин Семенович, Балаклієць Ігор Альбінович
МПК: C23C 18/00, C23C 20/00, B22C 23/00, B22D 25/00
Мітки: спосіб, кокілі, нанесення, валків, лиття, прокатних, покриття, чавунних, теплоізоляційного
Формула / Реферат:
Способ нанесения теплоизолирующих покрытий на кокили при литье чугунных прокатных валков, включающий его подогрев до 50 - 90°C и нанесение на его рабочую поверхность теплоизолирующего покрытия с помощью центробежного распылителя, перемещаемого в вертикальной плоскости, отличающийся тем, что подогрев кокиля осуществляется до 50 - 90°, а расход теплоизолирующего покрытия составляет 0,257 - 0,78л/с при частоте вращения распылителя определяемой...
Пристрій для осевої установки прокатних валків
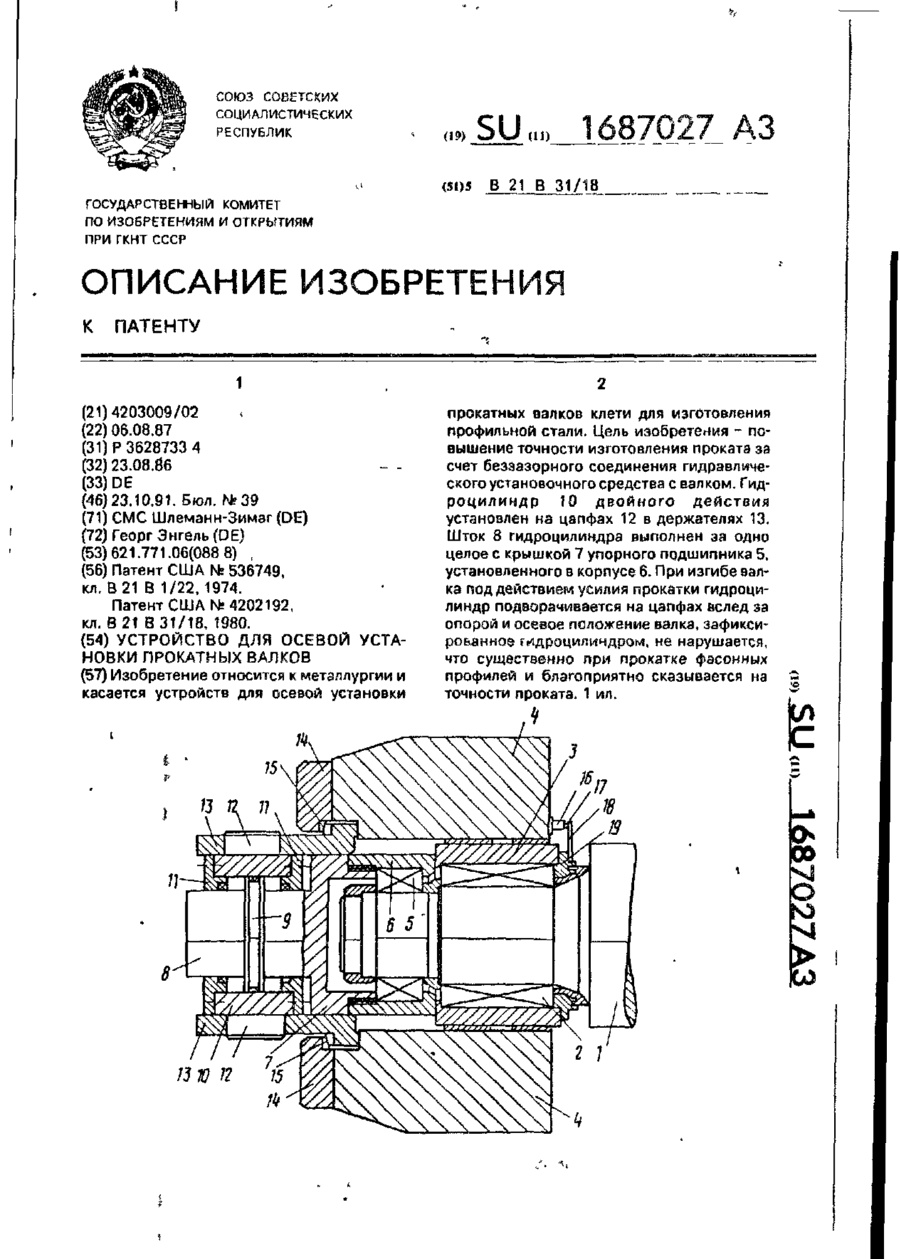
Номер патенту: 6038
Опубліковано: 29.12.1994
Автор: Георг Енгель
МПК: B21B 31/16
Мітки: установки, валків, пристрій, прокатних, осевої
Формула / Реферат:
Устройство для осевой установки прокатных валков в клетях для изготовления стальных фасонных профилей, содержащее гидравлические установочные средства с гидроцилиндром двойного действия для по меньшей мере одного из двух валков, механизм регулирования положения гидравлических установочных средств, датчик регистрации фактического осевого положения валка, причем гидравлические установочные средства установлены с возможностью взаимодействия с...
Попередній патент: Пристрій для обробки шариків
Наступний патент: Спосіб зміцнення або відновлення поверхні виробів з металу
Випадковий патент: Пристрій для визначення товщини змащувальних плівок при випробуваннях матеріалів зубчастих передач