Спосіб зміцнення ріжучого інструмента
Номер патенту: 36527
Опубліковано: 16.04.2001
Автори: Нікітін Ігорь Владіміровіч, Гамідов Ельмін Аббас-огли, Зозуля Володимир Леонідович, Зозуля Сергій Леонідович, Александров Сергій Миколайович, Бузов Володимир Валентинович

Формула / Реферат
1. Спосіб зміцнення ріжучого інструмента який включає нагрів тертям обробляючим ріжучим інструментом та подання у зону різання насичуючого середовища, який відрізняється тим, що обробку різанням починають при швидкості не більш 10-12 м/хвил. з одночасною подачею у зону різання насичуючого середовища, яке містить порошок, виготовлений із природних мінералів, обраних з ряду шаруватих силікатів, які включають різноманітні структурні модифікації складу Мд3 [ Si205 ] (ОН)4, до появлення зливної стружки або стружки зколення, та витримку під навантаженням після появлення вказаної стружки.
2. Спосіб по п. 1, який відрізняється тим, що насичуюче середовище виготовляють у вигляді суспензії із рахунку додання порошку 0,20-0,24 г/л.
3. Спосіб по п. 1, який відрізняється тим, що подачу порошку припиняють через 20-3О секунд після появлення зливної стружки або стружки зколення.
4. Спосіб по п. 1, який відрізняється тим, що обробці використовують порошок, дисперсність якого на 90-95% не перевищує 10-15 мкм.
Текст
1.Спосіб зміцнення ріжучого інструмента, який включає нагрів тертям обробляючим ріжучим інструментом та подання у зону різання насичуючого середовища, який відрізняється тим, що обробку різанням починають при швидкості не більш 10-12 м/хв. з одночасною подачею у зону різання 36527 без такого зміцнення, оскільки вимагає високої культури виробництва, використання спеціальних технологічних установок, які дозволяють проводити комбіновану обробку за один технологічний цикл [ Надежность режущего инструмента и оптимизация технологических систем./ Сб. статей. – В 2-х т. Пред. редсовета Г.Л.Хает. – Краматорск, ДГМА, 1997; Подураев В.Н. Автоматически регулируемые й комбинированные процессы резания. – М.: Машиностроение, 1997.– 304 с.; Технология конструкционньгх материалов./ Под ред. проф. Дальского А.М. – М.: Машиностроение, 1985. – 448 с.; Прогрессивные режущие инструменты и режим резания металлов: Справочник / Под общей ред. Баранчикова В.И.– М: Машиностроение, 1990. – 400 с. І. Відомий, наприклад, спосіб хіміко-термічноі обробки твердосплавного інструменту, переважно свердел та різців малого діаметру з вольфрамокобальтового сплаву, який включає сульфонітрооксідірування, нагрів на повітрі та охолодження і спеціальному розчині, який забезпечує сульфонітрооксідірування, причому останнє здійснюють при розташуванні інструменту на циліндричних постійних магнітах [ см. описание к авт. свид. СССР №1592390, М.кл.С 23 С 8/22, от 17.09.88 ]. Спосіб дозволяє збільшити зносостійкість інструмента у 1,3-1,8 рази, поліпшити якість обробки деталей, приробляємість дрібного інструмента, зменшує деформації та підвищує міцність на 2030%. Однак такого результату досягають тільки переважно для інструменту малих розмірів із вольфрамокобальтових сплавів. Спосіб не дає помітного результату для інструменту великих розмірів, які призначені для великогабаритних виробів. Крім того, спосіб потребує для свого здійснення наявність спеціального встаткування та матеріалів. Відомий також спосіб обробки інструменту, який включає вплив імпульсним магнітним полем напруженістю 8,105-2,106 А/м з частотою 700-800 Гц протягом (3/4-5/4) p періоду частоти [ описание к патенту РФ №2009210, М.кл. С 21 D 1/04, от 06.04.92 ]. Експерименти, які виконані в умовах виробництва, показали збільшення ресурсу інструментів до першої перезаточки при магнітоімпульсній обробці, за описаним вище способом, у порівнянні з відомим – небагато більше чим у 3,5 рази, а у порівнянні з звичайним інструментом – у 5 разів, та цей результат зберігається при багатократній перезаточці інструменту. Однак при цьому відмічено, що ресурс інструменту збільшується в основному за рахунок підвищення опору матеріалу крихкому, стомлістному та динамічному зруйнуванню. Найбільш суттєвим цей ефект має місце при швидкостях різання до 12 м / хвил. При великих швидкостях різання більш суттєвий вплив на ресурс інструменту учиняє знос внаслідок тертя, яке має місце між стружкою та передньою гранню, а також між виробом та задньою гранню інструменту. Крім того, як помічено, спосіб припускає використання додаткового специфічного обладнання, що суттєво відбивається на вартості інструменту у цілому. Найбільш близьким до заявляемого рішення за призначенням, технічною суттю та досягаємим результатом при використанні є спосіб зміцнення поверхні, який включає нагрів тертям обробляємим ріжучим інструментом та подання у зону різання технологічного середовища [ описание к патенту РФ №2001966, М. кл. С23 С 8/00, от 08.04.99 ]. При лезовій обробці різанням у присутності технологічного середовища відбувається модифікація обробляємо! поверхні, яка призводить до підвищення механічної міцності та протикорозійної стійкості обробляємої поверхні. Іншими словами, при обробці різанням створюються умови для хіміко-термічної взаємодії технологічного середовища із однією з складових процесу різання. У даному випадку це обробляємий виріб. Недоліком описаного вище способу є та обставина, що він використаний тільки для зміцнення поверхонь, які утворюють оксидні захисні покриття. Крім того, спосіб не може бути використаний для зміцнення поверхонь ріжучого інструменту, оскільки технологічне середовище, що використовується, не містить необхідний насичуючий матеріал. Тому метою заявляємого технічного рішення є поширення функційних можливостей способу зміцнення поверхні шляхом використання нагріву, який забезпечує ріжучий інструмент. В основу винаходу встановлена задача удосконалення способу зміцнення ріжучого інструмента, у якому, внаслідок використання в якості насичуючого середовища, яке містить порошок, виготовлений із природних мінералів, обраних з ряду_ шаруватих силікатів, які включають різноманітні структурні модифікації складу МgЗ [Si205] (ОН)4, забезпечується утворення дифузійного зміцненого шару багатокомпонентного складу, який має підвищену зносостійкість та поверхневу твердість, низький коефіцієнт тертя, та за рахунок цього зкоротшується період приробки, збільшується період нормального зносу, що дозволяє збільшити період між переточками, а самі переточки замінити обробкою дисперсним порошком. Таким чином, спосіб може бути використаний не тільки при виготовленні нового ріжучого інструмента, але й для відновлення ріжучих властивостей вживаного інструменту. Встановлена задача вирішується тим, що у відомому способі зміцнення ріжучого інструменту який включає нагрів тертям обробляємим ріжучим інструментом та подання у зону різання насичуючого середовища, згідно винаходу, обробку різанням починають при швидкості не більш 10-12 м/ хвил. із одночасним поданням у зону різання насичуючого середовища, яке містить порошок, виготовлений з природних мінералів, обраних із ряду шаруватих силікатів, які включають різноманітні структурні модифікації складу Мg3[Si205] (ОН) 4, до появи зливної стружки або стружки зколення, та витримку під навантаженням після появи вказаної стружки. При цьому насичуюче середовище виготовляють у вигляді суспензії із рахунку додання порошку 0,20-0,24 г/л. Подачу порошку припиняють через 20-30 секунд після появи зливної стружки або стружки зколення. При обробці використовують порошок, дисперсність якого на 90-95 % не перевищує 10-15 мкм. 2 36527 Обробка при швидкостях різання не менш 1012 м/хв. дозволяє утворити у зоні різання температуру та тиск, які забезпечують умови для фізикохімічного перетворення поверхонь граней ріжучих кромок у присутності насичуючого середовища, яке уявляє собою дрібнодисперсний порошок вказаного вище складу. По мірі росту температури, певно, виникає взаємодія порошку із матеріалом ріжучого інструменту, у результаті якого великі поверхні ріжучих кромок з'являються вкритими шаром, який має низький коефіцієнт тертя, високий опір зносу. Продовжувати обробку більш чим 20-30 сек. після утворення зливної стружки або стружки зколення немає необхідності, так як їх з'явлення свідчить про зменшення тертя, зниження температури та про закінчення ефективного перетворення ріжучих граней інструменту. Вибір складу порошку у суспензії, як і його дисперсність, визначаються, з одного боку, необхідністю забезпечити досягнення позитивного ефекту, а з другого боку – прагненням зкоротшення витрат. Збільшення кількості порошку у суспензії або прагнення використати більш дрібний порошок призведе до невиправданого збільшення витрат. Заявляємо рішення відрізняється від прототипу, та отже, є нове. Заявляєме рішення також має винахідницький рівень. Відомо дослідження зносу та стійкості інструменту при термофрікційній обробці [ Надежность режущего инструмента и оптимизация технологических систем./ Сб-. статей. – В 2-х т.– Под.ред. Г.Л.Хает. – Краматорск: ДГМА, 1997 ]. Показано, що у зоні різання (фактичного фрікційного контакту) під впливом високих питомних навантажень, швидкостей ковзання робочих ділянок ріжучих кромок відносно ювенільних поверхонь обробляємої заготівки та високо швидкісного тертя утворюються фрикційні зв'язки, які обумовлюють фізичні процеси, які визначають не тільки силу тертя та пов'язані з нею теплові явища, але й умови зносу інструменту. Дослідження показали, ще при термофрикційній обробці зношення робочих поверхонь має переважно абразивно-адгезійний або адгезійний характер, та зменшення зносу досягають за рахунок зміни геометрії ріжучих кромок, а саме у залежності від радіуса при вершині ріжучого леза, який сприяє забезпеченню умов термофрікційноі обробки. Дослідження показали, що стійкість інструменту при термофрікційній обробці вище, чим стійкість інструментів, ' які працюють у аналогічних умовах при традиційному різанні. Однак метод термофрикційної обробки не знаходить свого застосування у практиці, оскільки потребує чіткого додержування достатньо жорстких умов, радіус при вершині ріжучого леза повинен бути у межах 0,4-0,5 мм. У запропонованому рішенні метод термофрикційної обробки використаний принципово з іншим підходом, а саме ефект термофрикціиної обробки використаний для формування на поверхнях ріжучого інструмент зносостійкого, зміцненого шару Зносостійкість інструменту, який пройшов термофрикційну обробку у присутності дрібнодисперсного порошку вказаної вище природи, практично не залежить від відхилень від заданої стандартної геометрії та перевищує стандартну в 3-3,5 рази та більше. Технічне рішення, що пропонується може бути використане у промисловості, як при виготовленні нового інструменту, так і при його відновленні, замінюючи таку операцію, як переточка. Перевірка ефективності способу, що пропонується, була здійснена за допомогою різноманітного ріжучого інструменту. При цьому використали порошок, який виготовлений із природного мінералу або суміші природних мінералів, який містив (масова співвідношення) : офіт 50-80 %, шунгіт 110 %, рідкісноземельні метали та інші супутні домішки природних мінералів не більше 3-5 %, нефріт – решта. Приклад 1. Для здійснення пропонуємого способу використали прутки із сталі та чавуна різноманітних марок діаметром близько 18-20 мм та різці з пластинами із твердого сплаву ВКЗМ, ВК6М, ТЗОК4 або з швидко-ріжучих сталей марки Р9М4К8, Р9К5, Р6М5К5 нові та уживані, які влаштовували на токарному верстаті. При швидкості різання V=12 об/хв., подачі s=0,25 мм/об протягом 20-30 секунд на різці наносили порошок, виготовлений із мінералів вказаного складу у вигляді суспензії з вмісткістю порошку із рахунку 0,20-0,24 г/л. Нові різці без порошку дають зливну стружку при обробці сталі через 1-2 хв., та тільки потім влаштовується режим нормального зносу. Нові різці у присутності порошку дають на сталі зливну стружку через 20 секунд, а після використання різців протягом нормативного періоду стійкості (1 – 1,5 год.) знос не спостерігається. Уживані різці таких же ж марок при обробці на сталі дають зливну стружку через 30 сек., а знос після вказаного періоду обробки також не спостерігається. Узагальнений результат використання пропонуємого способу на зразках наведений у таблиці 1. Приклад 2. Для здійснення пропонуємого способу, з метою зміцнення ріжучих кромок свердел, використали також інструмент з ріжучими кромками з твердих сплавів або швидко ріжучих сталей. Умови термофрикційної обробки створювались за допомогою або бруска із сталі 50АБ, або ковкого чавуну марки КЧ50 4. У бруску металу попередньо робили отвір; який відповідав діаметру свердла на глибину не більше чим 25-50% від діаметру свердла. Для свердел, діаметром, наприклад 10-12 мм, у підготовлений отвір засипали 0,05-0,06 г. порошку, вказаного вище складу. Потім при обертанні свердла, яке забезпечує швидкість різання не більше 10-12 м/хв., імітували процес свердлення. Поведінка ріжучих кромок свердел аналогічна поведінці різців. При використанні уживаних свердел спочатку утворюється і на чавуні, і на сталі стружка надлому, яка через декілька секунд замінюється на сталі зливною стружкою та стружкою зколення на ковкому чавуні. Це свідчить про утворення ріжучої кромки необхідної міцності та геометрії. Свердло після такої обробки здатне працювати при нормальних обертаннях та значно менших зусиллях різання. Узагальнені результати обробки свердел наведені у таблиці 2. У таблиці 3 наведені також узагальнені результати обробки фрез за пропонуємим способом. 3 36527 Таблиця 1 Матеріал різця Вид обробки Відрізка та порізка канавок Обробляємий матеріал Сталь Чавун Сталь Чавун Сталь Чавун 0,2-0,4 0,2-0,25 0,15-0,2 0,2-0,25 0,2-0,3 0,2-0,25 Період стійкості, хв. 270 270 180 180 90 90 Нарізання різьби Сталь 0,2-0,1 90 Чорнове точіння Твердий сплав Чистове точіння Твердий сплав та швидко ріжуча сталь Твердий сплав Знос, мм Таблиця 2 Матеріал свердла Обробляємий матеріал Знос, % до нормативного, мм Період стійкості, хв. Для діаметрів, мм 5-10 10-20 21-60 Швидко ріжуча сталь Твердий сплав Сталь 25% 0,12-0,25 10-15% 0,03-0,04 45 120 210 Коеф. тертя, % до не обробленого ---- 158 60 130-140 ---- Сталь Таблиця 3 Фрези Матеріал фрези Торцові Вид обробки Швидко ріжуча сталь Твердий сплав Чорнова чистова Чорнова чистова Кінцеві Швидко ріжуча Чорнова сталь чистова Чорнова Твердий сплав чистова Дискові Швидко ріжуча Чорнова сталь чистова Твердий сплав Чорнова чистова Як видно із прикладів конкретного здійснення заявляємого способу, він дозволяє суттєво (3-3,5 разів та більше) збільшити період нормального зносу, стійкість ріжучого інструмента, використовуючи метод термофрикційноі обробки поверхні. У результаті обробки ріжучих кромок інструменту відмічається суттєве зниження коефіцієнту тертя між передньою гранню та стружкою, а також зад Знос, мм Період стійкості, хв. 0,2-0,35 180 0,1-0,15 180 0,2-0,35 360 0,15-0,20 360 0,5-0,20 180 0,1-0,15 180 0,12-0,30 360 0,1-0,13 360 0,1-0,20 180 0,08-0,1 180 0,12-0,20 360 0,1-0,13 360 ньою гранню та обробляємою деталлю. Ця обставина сприяє не тільки збільшенню зносостійкості, але й зниженню енергетичних витрат на процес різання. Крім того, спосіб може бути використаний не тільки при виготовленні нового, але й для відновлення підвищених ріжучих властивостей уживаного інструменту. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for cutter reinforcement
Автори англійськоюAleksandrov Serhii Mykolaiovych, Buzov Volodymyr Valentynovych, Hamidov Elmin Abbas-ohli, Zozulia Volodymyr Leonidovych, Zozulia Serhii Leonidovych, Nikitin Ihor Vladimirovich
Назва патенту російськоюСпособ укрепления режущего инструмента
Автори російськоюАлександров Сергей Николаевич, Бузов Владимир Валентинович, Гамидов Эльмин Аббас-Оглы, Зозуля Владимир Леонидович, Зозуля Сергей Леонидович, Никитин Игорь Владимирович
МПК / Мітки
МПК: C23C 8/02, C25D 15/00
Мітки: спосіб, зміцнення, інструмента, ріжучого
Код посилання
<a href="https://ua.patents.su/4-36527-sposib-zmicnennya-rizhuchogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення ріжучого інструмента</a>
Технологічна смазка для ріжучого інструмента
Номер патенту: 12158
Опубліковано: 25.12.1996
Автори: Сай Алевтина Анатолієвна, Уразаєв Тімур Юсупович, Лещинський Віктор Лукич, Лупкін Борис Володимирович, Станіславський Валентин Миколайович
МПК: C10N 40/20, C10M 163/00, C10N 30/06
Мітки: смазка, технологічна, інструмента, ріжучого
Формула / Реферат:
Технологическая смазка для режущего инструмента, содержащая канифоль, серу, стеарин, соль щелочного металла жирной кислоты и минеральное масло, отличающаяся тем, что, с целью повышения стойкости режущего инструмента, смазка дополнительно содержит N-хлорбензолсульфопамиднатрийтригидрат и натуральную олифу при следующем соотношении компонентов, мас.%:канифоль 15-18сера ...
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту
Номер патенту: 21065
Опубліковано: 04.11.1997
Автори: Коровайченко Валентина Володимирівна, Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: елементів, інструменту, обробки, ріжучого, твердосплавних, спосіб, термічної
Формула / Реферат:
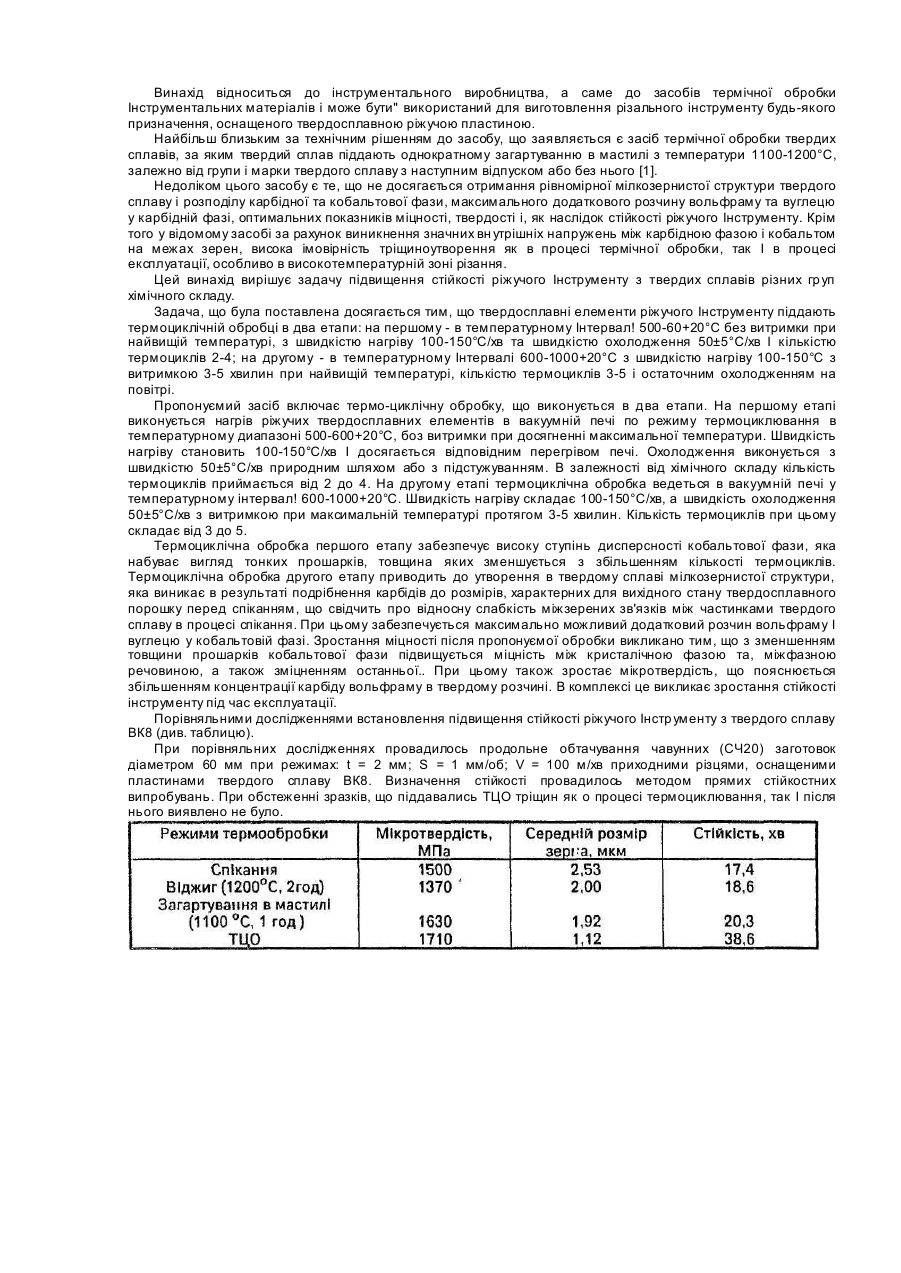
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту, включаючий їх термічну обробку, який відрізняється тим, що твердосплавні елементи піддають термоциклічній обробці в два етапи: в температурному інтервалі 500-600+20°С, без витримки при максимальній температурі, з швидкістю нагріву 100— 150°С/хв та швидкістю охолодження 50± ±5°С/хв i кількістю термоциклів 2-4 i в температурному інтервалі 600-1000+20°С з швидкістю нагріву...
Технологічна смазка для ріжучого інструмента
Номер патенту: 11351
Опубліковано: 25.12.1996
Автори: Олофінський Василь Йосифович, Зайцев Ігор Семенович, Лещинський Віктор Лукич, Лупкін Борис Володимирович
МПК: C10M 105/00, C10N 30/06, C10M 129/40, C10M 129/62, C10M 169/04, C10M 109/00, C10N 40/24, C10M 125/06
Мітки: технологічна, ріжучого, інструмента, смазка
Формула / Реферат:
Технологическая смазка для режущего инструмента, содержащая канифоль, серу, стеарин, соль щелочного металла высшей жирной кислоты и минеральное масло, отличающаяся тем, что, с целью повышения стойкости режущего инструмента, смазка содержит указанные компоненты в следующих количествах, мас.%:канифоль 30-32сера...
Середовище для сульфідування ріжучого інструмента
Номер патенту: 9476
Опубліковано: 30.09.1996
Автори: Лупкін Борис Володимирович, Олофінський Василь Йосипович, Уразаєв Тімур Юсупович, Скок Тамара Павлівна, Лещинський Віктор Лукич
МПК: C23C 8/00
Мітки: середовище, сульфідування, ріжучого, інструмента
Формула / Реферат:
Среда для сульфидирования режущего инструмента, содержащая минеральное масло и серу, отличающаяся тем, что, с целью увеличения эксплуатационной стойкости, она дополнительно содержит канифоль, стеарин и натуральную олифу при следующем соотношении ингредиентов, мас.%:сера 10-11канифоль 38-39масло минеральное 12-13стеарин 26-27олифа...
Спосіб з’єднання твердосплавного ріжучого елемента з стальною державкою
Номер патенту: 24271
Опубліковано: 07.07.1998
Автор: Коровайченко Юрій Миколайович
МПК: B23K 11/00
Мітки: стальною, спосіб, державкою, ріжучого, твердосплавного, з'єднання, елемента
Формула / Реферат:
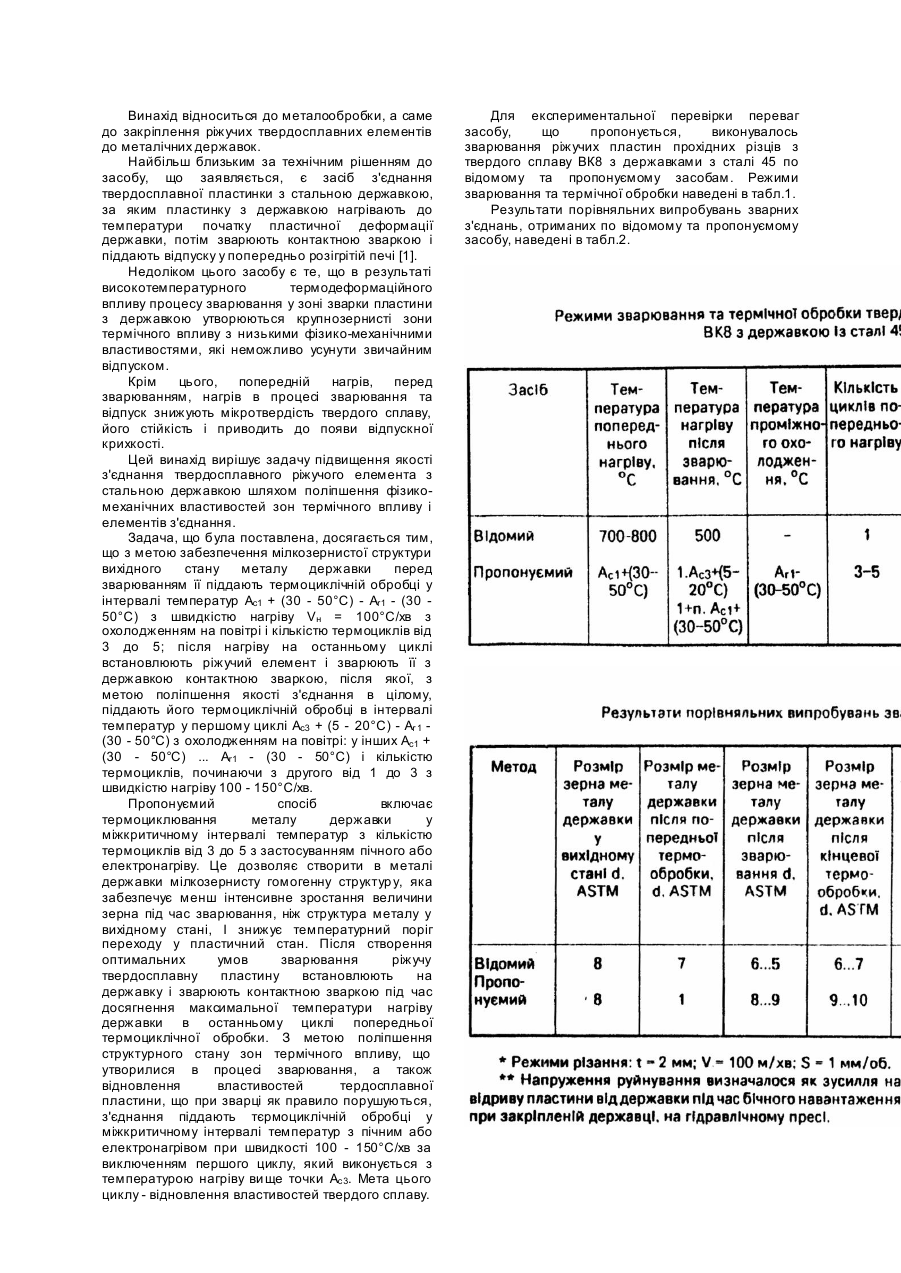
Спосіб з'єднання твердосплавного ріжучого елемента з стальною державкою, який включає контактне зварювання ріжучого твердосплавного елемента з стальною державкою з попередньою та наступною термічною обробкою, який відрізняється тим, що державку перед зварюванням піддають термоциклічній обробці в інтервалі температур AC1 + (30 - 50°C) - Ar1 - (30 - 50°C) з кількістю термоциклів від 3 до 5, встановлюють і зварюють твердосплавний ріжучий елемент...
Попередній патент: Спосіб зміцнення або відновлення поверхні виробів з металу
Наступний патент: Спосіб гоніометрії відкритого передньокамерного кута
Випадковий патент: Система синхронних зображень на голографічному та світлодіодному екранах з можливою участю людини