Пристрій для дугового зварювання
Текст
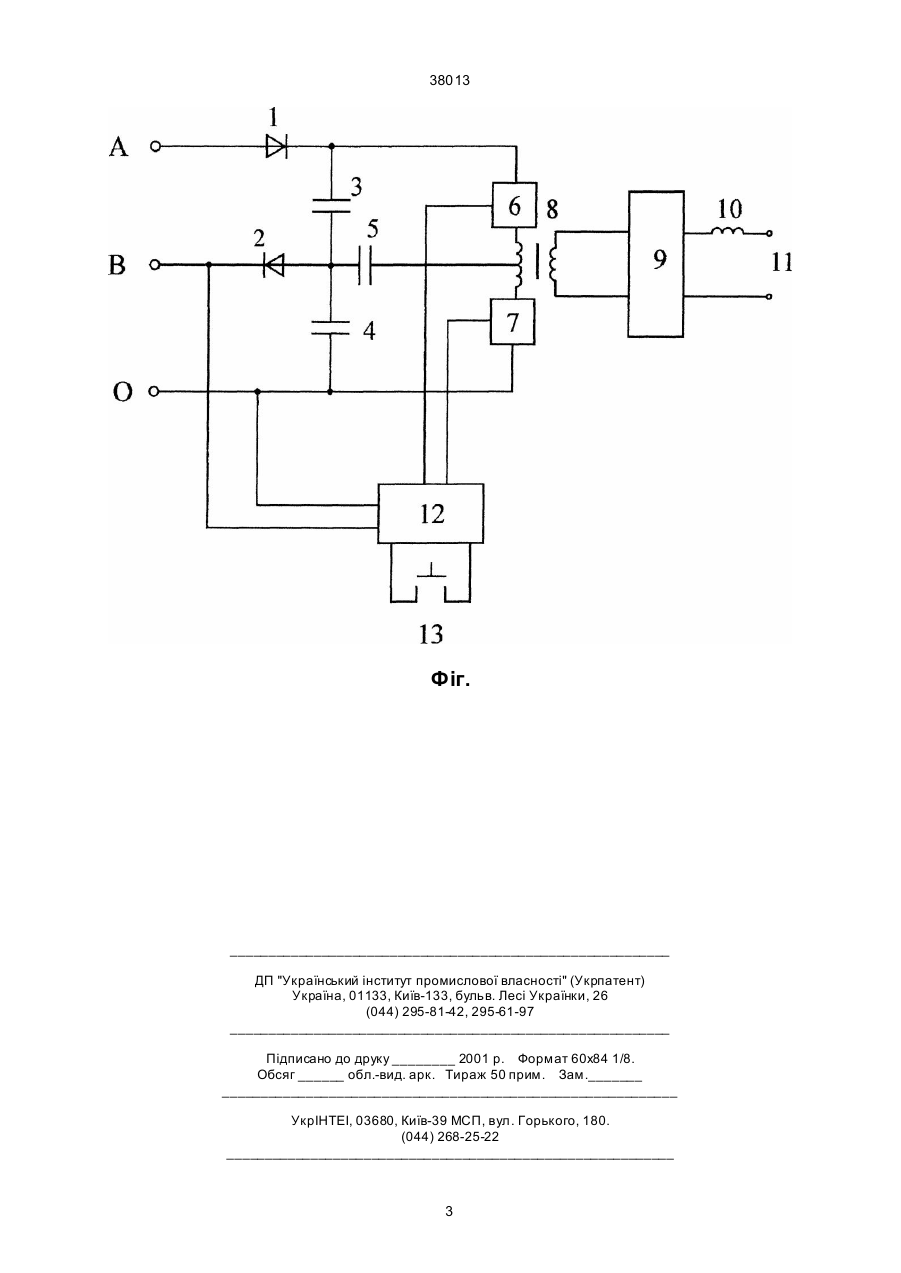
Пристрій для дугового зварювання, що містить вхідні діоди з виходами для підключення до мережі живлення, фільтри-конденсатори, ключі, зварювальний трансформатор, конденсатор, вихідний випрямляч, дросель, клеми, який відрізняється тим, що первинна обмотка зварювального трансформатора одним кінцем через ключ з'єдна 38013 випрямляч та дросель до клем для з'єднання з дуговим проміжком. На фігурі зображена принципова електрична схема пристрою для дугового зварювання. Пристрій для дугового зварювання включає; вхідні діоди 1, 2, фільтри-конденсатори 3, 4, конденсатор 5, ключі 6, 7, зварювальний трансформатор 8, вихідний випрямляч 9, дросель 10, клеми 11, блок керування 12 дією ключів 6, 7 та кнопка "Пуск" 13. Первинна обмотка зварювального трансформатора 8 одним кінцем через ключ 6 з'єднана з фільтром-конденсатором 3 та катодом вхідного діода 1 для підключення через цей діод 1 до мережі живлення, іншим кінцем первинна обмотка зварювального трансформатора 8 з'єднана через ключ 7 з іншим фільтром-конденсатором 4 для підключення до нульового дроту мережі живлення, а середня точка первинної обмотки зварювального трансформатора 8 через конденсатор 5 з'єднана з загальною точкою фільтрів-конденсаторів 3 та 4 і анодом вхідного діода 2 для підключення катода цього діода 2 до мережі живлення, при цьому вторинна обмотка зварювального трансформатора 8 підключена паралельно через вихідний випрямляч 9 та дросель 10 до клем 11 для з'єднання з дуговим проміжком. Пристрій, що розглядається, працює таким чином. При натисканні кнопки 13 "Пуск" блок керування 12 починає генерувати керуючі імпульси, забезпечуючи періодичне та почергово вмикання та вимикання безконтактних керованих ключів 6 та 7. При цьому по первинній обмотці зварювального трансформатора 8 починають протікати високочастотні імпульси змінного струму, частота яких задається блоком керування 12, а амплітуда - ви хідною напругою вхідних діодів 1 та 2. При надходженні керуючого імпульсу на ключ 6 він відкривається і струм починає рух колом: катод діода 1, ключ 6, частина первинної обмотки зварювального трансформатора 8, загальна точка фільтрівконденсаторів 3 та 4, анод діода 2. Фільтрконденсатор 3 розряджається тим же колом. Після цього блок керування 12 забезпечує закриття ключа 6 і вмикання ключа 7. При цьому струм в первинній обмотці зварювального трансформатора 8 змінює напрямок, перемагнічуючи магнітну систему, і рухається колом: нульовий дріт мережі живлення, ключ 7, друга частина первинної обмотки зварювального трансформатора 8, загальна точка фільтрів-конденсаторів 3 та 4, анод діода 2. Фільтр-конденсатор 4 розряджається тим же колом. Імпульси змінного зварювального струму у вторинній обмотці трансформатора 8 випрямляються вихідним випрямлячем 9 і подаються через дросель 10 та клеми 11 на дуговий проміжок. Розмір зварювального струму може регулюватись ступенево - зміною вихідної напруги вхідних діодів 1 та 2 і плавно - зміною частоти керуючих імпульсів, які генеруються блоком керування 12 та проміжком часу, на протязі якого кожний з ключів 6 та 7 знаходяться у відкритому стані. Завдяки такому з'єднанню зварювального трансформатора з ключами та вхідним випрямлячем досягається можливість плавно змінювати зварювальний струм у широкому діапазоні, що значно покращує якість зварного з'єднання за рахунок більш точного підбору режимів зварювання, а також внаслідок практично безінерційного керування зварювальним струмом в разі корегування режиму під впливом збурюючих дій. Головною перевагою запропонованого винаходу є те, що значно скорочується вага активних електротехнічних матеріалів, що використовують на його виготовлення (трансформаторна сталь, обмоткова мідь), знижується також загальна вага пристрою (в 5 разів). Винахід, що пропонується, дозволяє отримати значний економічний ефект за рахунок зниження витрат активних матеріалів при виготовленні джерела живлення за наведеною схемою. Так, вартість електротехнічних матеріалів знижується в 6 разів (порівняно з типовим зварювальним випрямлячем), економія матеріалів при виготовленні одного джерела живлення на 300 А складає 180 кг. Потреба таких джерел живлення в Україні на рік становить близько 1000 штук. Економія електротехнічних матеріалів у рік становить приблизно 180 т. Річний економічний ефект від запровадження одного джерела живлення даного типу у промисловість дорівнює 2600 грн. Економічний ефект від запровадження потрібної кількості джерел живлення становитиме 2600000 грн. Джерело живлення, що пропонується, може бути використано в усіх галузях виробництва, де використовується дугове зварювання плавким та неплавким електродом, особливо там, де за умовами роботи необхідно, щоб зварювальне джерело живлення було переносним. 2 38013 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for arc welding
Автори англійськоюKucherenko Volodymyr Oleksandrovych
Назва патенту російськоюУстройство для дуговой сварки
Автори російськоюКучеренко Владимир Александрович
МПК / Мітки
МПК: B23K 9/09, B23K 9/10, B23K 9/095
Мітки: зварювання, дугового, пристрій
Код посилання
<a href="https://ua.patents.su/3-38013-pristrijj-dlya-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для дугового зварювання</a>
Пристрій для дугового зварювання
Номер патенту: 37764
Опубліковано: 15.05.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: дугового, пристрій, зварювання
Текст:
...трансформатора 8 випрямляються вихідним випрямлячем 9 і подаються через дросель 10 та клеми 11 на дуговий проміжок. Розмір зварювального струму може регулюватись поступово - зміною вихідної напруги вхідних діодів 1, 2 і плавно - зміною частоти керуючих імпульсів, які генеруються блоком керування 12 та проміжком часу, на протязі якого кожний з ключів 6 і 7 знаходяться у відкритому стані. Завдяки такому з'єднанню високочастотного зварювального...
Пристрій для дугового зварювання
Номер патенту: 36725
Опубліковано: 16.04.2001
Автори: Кучеренко Володимир Олександрович, Гончарук Дмитро Олександрович
МПК: B23K 9/00
Мітки: дугового, зварювання, пристрій
Текст:
...дріт трифазної ме режі живлення. Після цього блок керування 11 забезпечує закриття ключа 5 і вмикання ключа 6. При цьому струм в первинній обмотці трансформатора 7 змінює напрямок, перемагнічуючи магнітну систему, і р ухається за колом: катод діода 2, ключ 6, друга частина первинної обмотки трансформатора 7, нульовий дріт трифазної мережі живлення. Імпульси змінного зварювального струму у вторинній обмотці трансформатора 7 випрямляються...
Пристрій для дугового зварювання

Номер патенту: 36846
Опубліковано: 16.04.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: пристрій, дугового, зварювання
Текст:
...10 випрямляються вихідним випрямлячем 11 і подаються на дуговий проміжок. Розмір зварювального струму може ре гулюватись плавно - зміною частоти керуючих імпульсів, які генеруються блоком керування 14 та проміжком часу, на протязі якого кожний з ключів 7, 8 і 9 знаходяться у відкритому стані. Завдяки такому з'єднанню зварювального трансформатора з ключами та вхідними діодами досягається можливість плавно змінювати зварювальний...
Пристрій для дугового зварювання
Номер патенту: 38138
Опубліковано: 15.05.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: дугового, зварювання, пристрій
Текст:
...загальна точка фільтрів-конденсаторів 3 та 4, ключ 6, інша частина первинної обмотки зва рювального трансформатора 7, анода діода 2. Фільтр-конденсатор 4 розряджається тим же колом. Імпульси змінного зварювального струму у вторинній обмотці трансформатора 7 випрямляються вихідним випрямлячем 8 і подаються через дросель 9 та клеми 10 на дуговий проміжок. Розмір зварювального струму може регулюватись ступенево - зміною вихідної напруги...
Пристрій для дугового зварювання
Номер патенту: 36787
Опубліковано: 16.04.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: зварювання, дугового, пристрій
Текст:
...11 змінює напрямок, перемагнічуючи магнітну систему та рухається за колом: нульовий дріт, первинна обмотка, ключ 9, анод діода 2 і вмикання ключа 8. При цьому конденсатор 5 заряджається за колом: нульовий дріт, анод діода 2, а струм у первинній обмотці трансформатора 11 змінює напрямок, перемагнічуючи магнітну систему та рухається за колом: нульовий дріт, друга частина первинної обмотки, ключ 8, анод діода 2. Конденсатор 5 розряджається за...
Попередній патент: Пристрій для дугового зварювання
Наступний патент: Піч електронно-променевого переплаву
Випадковий патент: 1,2-анельований хіноліновий енантіомер, що інгібує фарнезил трансферазу