Спосіб виготовлення щільникової структури

Текст
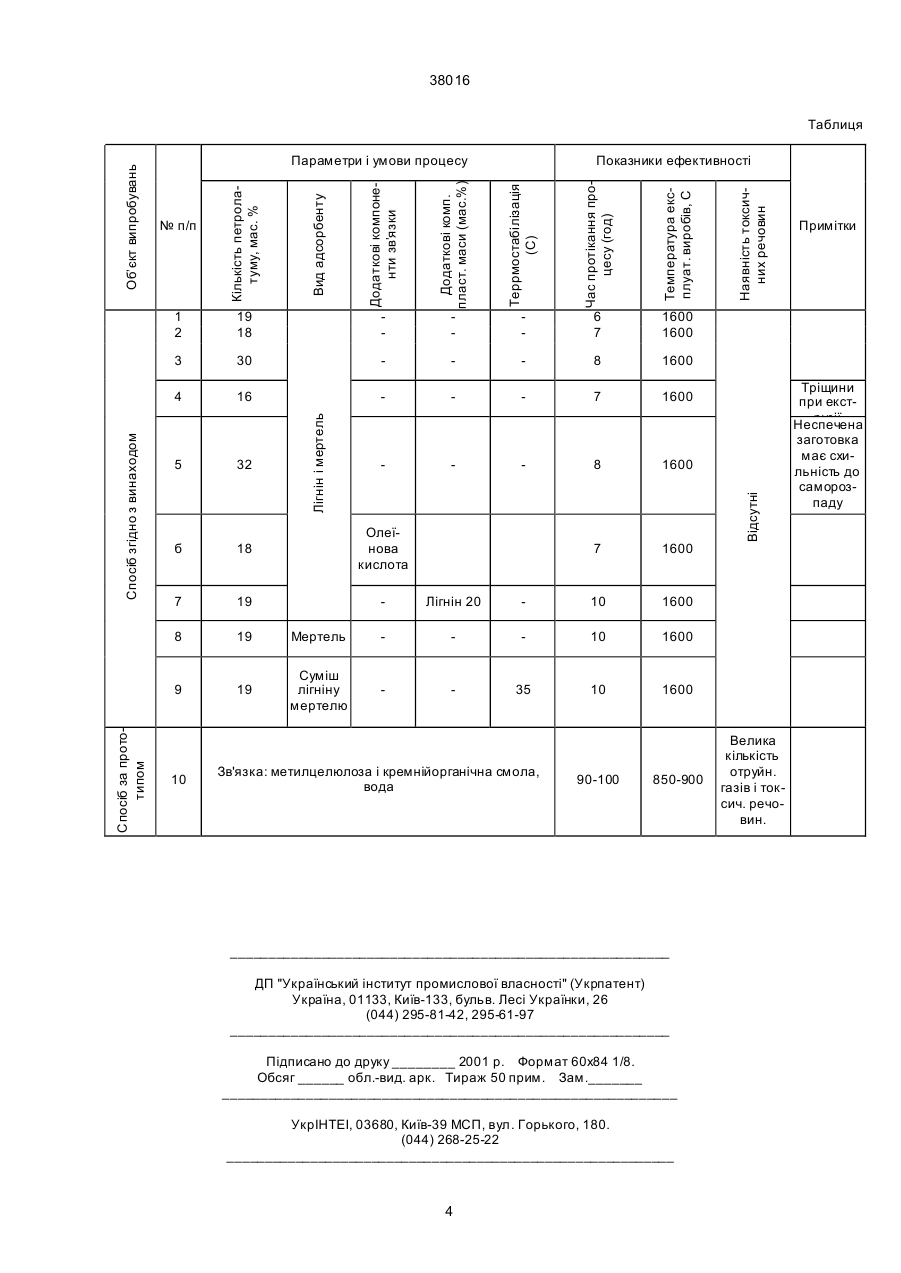
1. Спосіб виготовлення щільникової структури, який передбачає виготовлення пластичної маси з матричного порошку і зв'язки, формовання з неї заготовки виробу шля хом екструдування, попереднє спікання для відгонки зв'язки і кінцеве спікання, який відрізняється тим, що як зв'язку використовують петролатум у кількості 18-30% від маси матричного порошку, а попереднє спікання здійснюють у засипці заготовки адсорбентом. 2. Спосіб за п. 1, який відрізняється тим, що у зв'язку додають одну з жирних кислот, у кількості 0,2-1,3% від маси матричного порошку. 3. Спосіб за пп. 1, 2, який відрізняється тим, що як жирну кислоту використовують олеїнову кислоту. 4. Спосіб за п. 1, який відрізняється тим, що як адсорбенти використовують мертель і лігнін, при цьому центральну частину заготовки з каналами не більше 2 мм засипають лігніном, периферію мертелем, а заготовку з каналами не більше 2 мм - мертелем, або сумішшю мертелю і лігніну у співвідношенні від 2:3 до 3:2. 5. Спосіб за п. 1, який відрізняється тим, що у пластичну масу додатково вводять лігнін у кількості 18-22% від маси матричного порошку. 6. Спосіб за п. 1, який відрізняється тим, що виготовлену пластичну масу перед формованням стабілізують шляхом нагрівання її при температурі 32-40°С. 7. Спосіб за п. 1, який відрізняється тим, що як матричний порошок використовують суміш порошків кристалічного кремнію з розміром зерен не більш 40 мкм з оксидом алюмінію, при наступному співвідношенні компонентів, (мас.%): A (54) СПОСІБ ВИГОТОВЛЕННЯ ЩІЛЬНИКОВОЇ СТРУКТУРИ 38016 Винахід стосується порошкової металургії, а саме, способів виготовлення виробів щільникової структури, наприклад, блочних носіїв каталізаторів, щільникових фільтрів для рафінування розплавлених металів і їх сплавів і може бути використаний в різних хіміко-технологічних процесах. Відомий спосіб виготовлення щільникової структури, який передбачає виготовлення пластичної маси з матричного порошку і зв'язки - поліуретанової смоли, розчинної у розчиннику, яка не змішується з водою. Як розчинник використовують ніпоран, формування заготовок здійснюють у воду. Аби запобігти тріщин, у пластичну масу додають ацетон (див. патент Франції № 2236625, опубл. 14.07.73 М.кл. В28 В 3/20). Основними недоліками цього способу слід вважати наявність тріщин протягом сушки виробів, а також використання токсичних речовин, внаслідок чого знижуються, відповідно, якість виробів і екологічна безпека процесу. Відомий також найбільш близький до винаходу спосіб виготовлення щільникової структури, який передбачає виготовлення пластичної маси з матричного порошку і зв'язки. формування з неї заготовки виробу шляхом екструдування, попереднє спікання для відгонки зв'язки і кінцеве спікання, при цьому як зв'язку для виготовлення пластичної маси використовують органічні сполуки: альгинати, поліетиленоксиди, смоли, крохмалі і парафіни (див. патент ЄПВ № 0165651, опубл.26.04.84 М. Кл. В 28 В 3 / 20). Недоліками цього способу є: - при спіканні з ростом температури спостерігається розм'якшення пластичної маси, внаслідок чого заготовки змінюють свою геометричну форму від заданої, можливе з'явлення тріщин, - при використанні вищевказаних компонентів як зв'язки витрачається багато часу на проведення в'ялення та сушку заготовки, а також її спікання, що значно знижує продуктивність процесу; - при розтині і вигоранні органічних сполук, як і в попередньому способі, виділяються токсичні речовини і отруйні гази, що, безумовно, призведе до помітного погіршання екологічної безпеки процесу; - отримані щільникові структури неможливо використовувати при температурах вище 1100°С, тому що вони мають низьку температуру експлуатації у контакті з вихлопними газами ДВЗ тощо. В основу винаходу поставлено задачу такого удосконалення способу виготовлення щільникової структури, при якому за рахунок вибору петролатуму як зв'язки і коректировки, і у зв'язку з цим технологічного процесу в цілому, значно зменшується можливість з'явлення тріщин у заготовках, відхилення їх геометричної форми від заданої, підвищення температури експлуатації на 650700оC, підвищується швидкість протікання процесу, виключається виділення токсичних речовин і, як наслідок, покращується якість виробів, підвищується продуктивність процесу і значно поліпшується його екологічність. Для рішення цієї задачі у способі виготовлення щільникової структури, який передбачає виготовлення пластичної маси з матричного порошку і зв'язки, формовання з неї заготовки виробу шляхом екструдування, попереднє спікання для відгонки зв'язки і кінцеве спікання, згідно з винаходом, як зв'язку використовують петролатум у кількості 18-30% від маси матричного порошку, а попереднє спікання здійснюють у засипці заготовки адсорбентом, найкращі показники процесу спостерігаються коли, у зв'язку додають одну з жирних кислот у кількості 0,2-1,3% від маси матричного порошку, як жирну кислоту використовують олеїнову кислоту; як адсорбенти використовують мертель і лігнін, при цьому центральну частину заготовки з каналами не більше 2 мм засипають лігніном, периферію - мегрелом, а з каналами більше 2 мм - мертелем або сумішшю мертелю і лігніну у співвідношенні від 2:3 до 3:2; у пластичну масу додатково вводять лігнін у кількості 18-22% від маси матричного порошку; виготовлен у масу перед формованням термостабілізують шля хом нагрівання її при температурі 32-40°С; як матричний порошок використовують суміш порошків кристалічного кремнію з розміром зерен не більш 40 мкм з оксидом алюмінію, при наступному співвідношені компонентів, (мас.): кристалічний кремній 85-90 оксид алюмінію 10-15 а кінцеве спікання заготовки здійснюють шляхом азотування при температурі 1250-1380°С протягом 1,5-2 годин; або як матричний порошок використовують суміш порошків кристалічного кремнію і нітриду алюмінію, при наступному співвідношенні компонентів (мас.%;): кремній 30-60 нітрид алюмінію 40-70 а кінцеве спікання заготовки здійснюють шляхом азотування при температурі 980-1400°С протягом 1,5-2,0 годин, або як матричний порошок використовують заевтектичнии сплав кремнію і алюмінію у розмеленому до порошку зернистістю не більше 40 мкм вигляді, при наступному співвідношенні компонентів, (мас. %); алюміній 40-70% кремній залишок а кінцеве спікання заготовки здійснюють шляхом азотування у потоці азоту з надмірним тиском 0,10,2 МПа за двоступінчатим режимом: 1 ступінь нагрівання до 800-1100°С протягом 1,5-2 години, 2 ступінь - нагрівання до 1200-1300°С протягом 0,81,2 години; або як матричний порошок використовують нітрид алюмінію і нітрид титану, при цьому пластичну масу з них виробляють окремо, розміщують пошарово чи концентрично, а формують разом, кінцеве спікання здійснюють у газоподібному азоті з залишком 0,1-0,2 МПа при температурі 1700-1820°С протягом 1,5-2,0 годин; крім цього, виріб, отриманий після кінцевого спікання, обробляють розчином соляної кислоти з водою у співвідношенні від 0,8-1,2 до 1,8-2,4 при температурі кипіння протягом 1-3 годин, промивають проточною і дистильованою водою і висушують при температурі 100-120°С. Причинно-наслідковий зв'язок між сукупністю запропонованих ознак і технічними результатами, які досягаються при їх реалізації, полягає у такому. Завдяки використанню як зв'язки петролатума і засипкою заготовки при попередньому спіканні адсорбентом спостерігаються найоптимальніші показники пластичності заготовок, що обумовлює зберігання її геометричної форми при спіканні, виключення тріщин, одночасно відпадає необхід 2 38016 ність в проведенні таких довго тривалих технологічних операцій як в'ялення і сушка заготовки, прискориться процес спікання, зовсім не будуть виділятись токсичні речовини і отруйні гази, як наслідок, значно покращиться якість виробів щільникової структури, підвищиться продуктивність і поліпшується екологічність процесу. Найкращі показники запропонованого процесу, як показали численні експерименти, проведені нами, будуть спостерігатись при реалізації таких умов; - при введені у зв'язку однієї з жирних кислот, наприклад, олеїнової, забезпечується поверхнева активізація компонентів пластичної маси при їх змішуванні; - при використанні таких адсорбентів як лігнін і мертель, які, по-перше, найкраще поглинають запропоновану нами зв'язку - петролатум, а подруге, процес адсорбції протікає найбільш активно, якщо центральну частину заготовки з каналами не більше 2 мм засипати лігніном, а периферію мертелем, а заготовку з каналами більше 2 мм має сенс засипати сумішшю лігніну і мертелю у співвідношенні від 3:2 до 2:3; - при введені в пластичну масу лігніну у кількості 18-22% від маси матричного порошку можливе регулювання пор перегородок виробів щільникової структури, наприклад, сажових фільтрів; - при додатковій термостабілізації готової пластичної маси підвищується її пластичність; - нами також виявлено режими процесу при використанні нової запропонованої нами зв'язки і різних типів матричного порошку (пп. 6 - 9 формули винаходу), при цьому при сполученні нітриду алюмінію забезпечуються найбільші теплофізичні властивості, термостійкість щільникових структур; при використанні виготовлених окремо двох пластичних мас, але які потім будуть екструдуватись разом, можливо забезпечити різні властивості щільникових структур по поверхні, наприклад, одночасно діелектричні і провідникові, режими процесу і кількість використаних компонентів відповідають наявності у пластичному матеріалі петролатума; після обробки готових виробів соляною кис лотою додатково забезпечується отримання розвиненої питомої поверхні у межах від 10 до 40 м 2/г (п. 10 винаходу), що також підтверджується нашими дослідженнями. Приклад 1 конкретної реалізації способу виготовлення щільникової структури. З матричного порошку складу (мас.%): кремній кристалічний - 60, нітрид алюмінію - 35, оксид алюмінію - 5 і зв'язки - петролатума у кількості 19% від маси матричного порошку виготовляли пластичну масу шляхом перемішування цих компонентів у вакуумному змішувачі з термообігрівом при температурі 85-90°С протягом 3,5-4 годин, після охолодження готової маси до кімнатної температури здійснювали її екструдування на гідравлічному пресі з питомим тиском 150 кг/см 2 і отримували заготовку щільникової структури, центральну частину якої засипали лігніном і яку потім розміщували у тиглі, засипали периферію заготовки мертелем і розташовували тигель у печі для здійснення попереднього спікання спочатку при температурі 80-90°С (до розплавлення зв'язки), після повного поглинання цієї зв'язки адсорбентами, температура попереднього спікання підвищується, зв'язка і адсорбенти повністю вигорають. Після цього здійснюють кінцеве спікання при температурі 1580°С. Спосіб було реалізовано також при граничних значеннях зв'язки (приклади 2-3), за границями (приклади -5), а також при використанні додаткових компонентів зв'язки пластичної маси і за наявності термостабілізації пластичної маси (приклади 6-8), а також при тих самих умовах - за прототипом (приклад 10). Дані зведені в таблицю. Як видно з таблиці, використання способу виготовлення щільникової структури забезпечує підвищення продуктивності процесу у 10-15 разів за рахунок зменшення часу протікання процесу, температура експлуатації отриманих виробів підвищується на 700-750°С з одночасним виключенням з'явлення тріщин і відхилень геометричних виробів від заданих, а також повністю виключається виділення токсичних речовин і отруйних газів. 3 38016 Температура експлуат. виробів, С 6 7 1600 1600 3 30 8 1600 4 16 7 1600 б 18 Олеїнова кислота 7 19 Лігнін 20 19 Мертель 9 19 Суміш лігніну мертелю 10 8 1600 7 1600 10 1600 10 1600 35 10 1600 Зв'язка: метилцелюлоза і кремнійорганічна смола, вода 90-100 850-900 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4 Примітки Тріщини при екструзії Неспечена Відсутні Лігнін і мертель 32 8 Спосіб за прототипом 5 Наявність токсичних речовин Час протікання процесу (год) Вид адсорбенту 19 18 № п/п Кількість петролатуму, мас. % 1 2 Спосіб згідно з винаходом Террмостабілізація (С) Показники ефективності Додаткові комп. пласт. маси (мас.%) Параметри і умови процесу Додаткові компоненти зв’язки Об’єкт випробувань Таблиця Велика кількість отруйн. газів і токсич. речовин. заготовка має схильність до саморозпаду
ДивитисяДодаткова інформація
Назва патенту англійськоюMethods of manufacturing honeycomb structure
Автори англійськоюNalyvka Hryhorii Danylovych
Назва патенту російськоюСпособ изготовления сотовой структуры
Автори російськоюНаливка Григорий Данилович
МПК / Мітки
МПК: B28B 3/20
Мітки: виготовлення, структури, щільникової, спосіб
Код посилання
<a href="https://ua.patents.su/4-38016-sposib-vigotovlennya-shhilnikovo-strukturi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення щільникової структури</a>
Конденсатор з подвійним електричним шаром та спосіб виготовлення електрода із матеріалу пористої структури на основі вуглецю для конденсатора з подвійним електричним шаром
Номер патенту: 35648
Опубліковано: 16.04.2001
Автори: Гордєєв Сєргєй Константіновіч, Кузнєцов Віктор Пєтровіч, Мазаєва Татьяна Васільєвна, Зеленов Боріс Алєксандровіч, Панкіна Ольга Сєргєєвна, Кравчік Алєксандр Єфімовіч, Жуков Сєргєй Гєрмановіч, Аварбц Робєрт Густавовіч, Вартанова Алла Владілєновна, Кукуськіна Юлія Алєксандровна, Соколов Васілій Васільєвіч
МПК: H01G 9/155
Мітки: основі, електричним, електрода, вуглецю, конденсатора, шаром, матеріалу, конденсатор, виготовлення, подвійним, спосіб, пористої, структури
Формула / Реферат:
1. Конденсатор з подвійним електричним шаром, який включає герметичний корпус, в якому розміщено, щонайменше, два електроди із матеріалу пористої структури на основі вуглецю, суттєво просочені електролітом та розділені пористим сепаратором з іонною провідністю, який відрізняється тим, що електроди виготовлені з матеріалу з пористістю, об'єм якої перевищує 55% об'єму електродного матеріалу, а частина пор, розмір яких менше 10 нм, становить...
Спосіб виготовлення композиційних структур з проміжним об’ємним шаром текстилю, композиційна структура та станок для виготовлення композиційної структури
Номер патенту: 26323
Опубліковано: 30.08.1999
Автор: Марко Фантіно
МПК: B32B 27/04, B29C 43/20, B32B 37/00
Мітки: композиційної, спосіб, виготовлення, композиційних, структур, текстилю, композиційна, шаром, об'ємним, структури, структура, проміжним, станок
Формула / Реферат:
1. Способ изготовления композиционных структур с промежуточным объемным слоем текстиля, включающий первую стадию, на которой слоистую структуру помещают между первым и вторым штампами пресса, причем слоистая структура включает, по меньшей мере, один объемный слой текстиля, по меньшей мере, одну пару пластин, расположенных параллельно листам с внешней стороны структуры, причем, по меньшей мере, объемный слой текстиля пропитан смолой, а штампы...
Спосіб та пристрій для виготовлення композиційного матеріалу, спосіб та пристрій для просочення нитяної структури, спосіб виготовлення багатошарової друкованої плати, друкована плата та багатошарова друкована п
Номер патенту: 27359
Опубліковано: 15.09.2000
Автори: Мєдні Джонатас, Клімпл Фред Є.
Мітки: друкована, матеріалу, нитяної, виготовлення, багатошарової, просочення, плата, композиційного, структури, пристрій, плати, спосіб, багатошарова, друкованої
Текст:
...превышающие критические напряжения вспучивания В противном случае будет получена деформированная печатная плата Армирование также должно представлять зеркальное изображение по отношению к нейтральной оси, либо оно должно быть симметричным относительно центральной плоскости, либо плоскости симметрии с целью предотвращения коробления Было обнаружено, что величину натяжения нити следует контролировать таким образом, чтобы натяжения нитей...
Спосіб виготовлення піци
Номер патенту: 35898
Опубліковано: 16.04.2001
Автор: Станкович Тамара Іванівна
МПК: A21D 8/00
Мітки: спосіб, виготовлення, піци
Формула / Реферат:
Спосіб виготовлення піци, який передбачає процеси виготовлення заготовки з тіста, нанесення на поверхню заготовки начинки з твердого сиру і запікання в печі, який відрізняється тим, що до начинки додають ріпчасту цибулю і плоди оливи при такому співвідношенні компонентів, від загальної маси %:сир твердий 25,3-35,0 ріпчаста цибуля 7,0-9,5консервовані плоди оливи ...
Спосіб виготовлення електронної кераміки для потужних електродів
Номер патенту: 19630
Опубліковано: 25.12.1997
Автори: Кочетов Георгій Петрович, Мандич Генадій Іванович, Данилевич-Товстюк Корнелія Корніївна, Товстюк Корній Денисович
МПК: H01M 4/04
Мітки: потужних, виготовлення, електронної, спосіб, кераміки, електродів
Формула / Реферат:
Спосіб виготовлення електронної кераміки для потужних електродів, що включає запресовування субмікронного порошку нікелю та кадмію з обох сторін на основу і його спікання в атмосфері водню, який відрізняється тим, що за основу використовують залізну нікельовану сітку з періодичними властивостями, порошок використовують високої чистоти порядку 99,99%, а кадмій окислюють у керамічному стані.
Попередній патент: Антибактеріальна мазь
Наступний патент: Ізолятор
Випадковий патент: Спосіб та пристрій для термообробки пластівчастих дисперсних часток