Пристрій для контролю відстані від точки перехрещування осей до торця деталі
Формула / Реферат
Устройство для контроля расстояния от точки перекрещивания осей до торца детали, содержащее основание с слоеными между собой и подвижными в осевом направлении центрами для базирования детали по одной из перекрывающихся осей, стакан, установленный краксиально одному из центров с возможностью относительного перемещения вдоль его оси, механизм центрирования с калибром и отсчетное устройство с измерительным наконечником, отличающееся тем, что оно снабжено кареткой, жестко соединенной соответственно со стаканом упомянутого центра и со вторым центром, механизм центрирования выполнен в виде вилки, установленной на основании с возможностью вращения вокруг своей оси, перпендикулярной оси центров и расположенной в плоскости, перпендикулярной основанию и проходящей через ось центров, калибр выполнен в виде скобы с подвижным в осевом направлении и неподвижным центрами, размещенными в процессе контроля в центровых отверстиях одной из осей детали, перекрещивающих ее ось базирования, и взаимодействующими с вилкой, а отсчетное устройство жестко закреплено на основании с возможностью взаимодействия измерительного наконечника с торцом центра базирования детали.
Текст
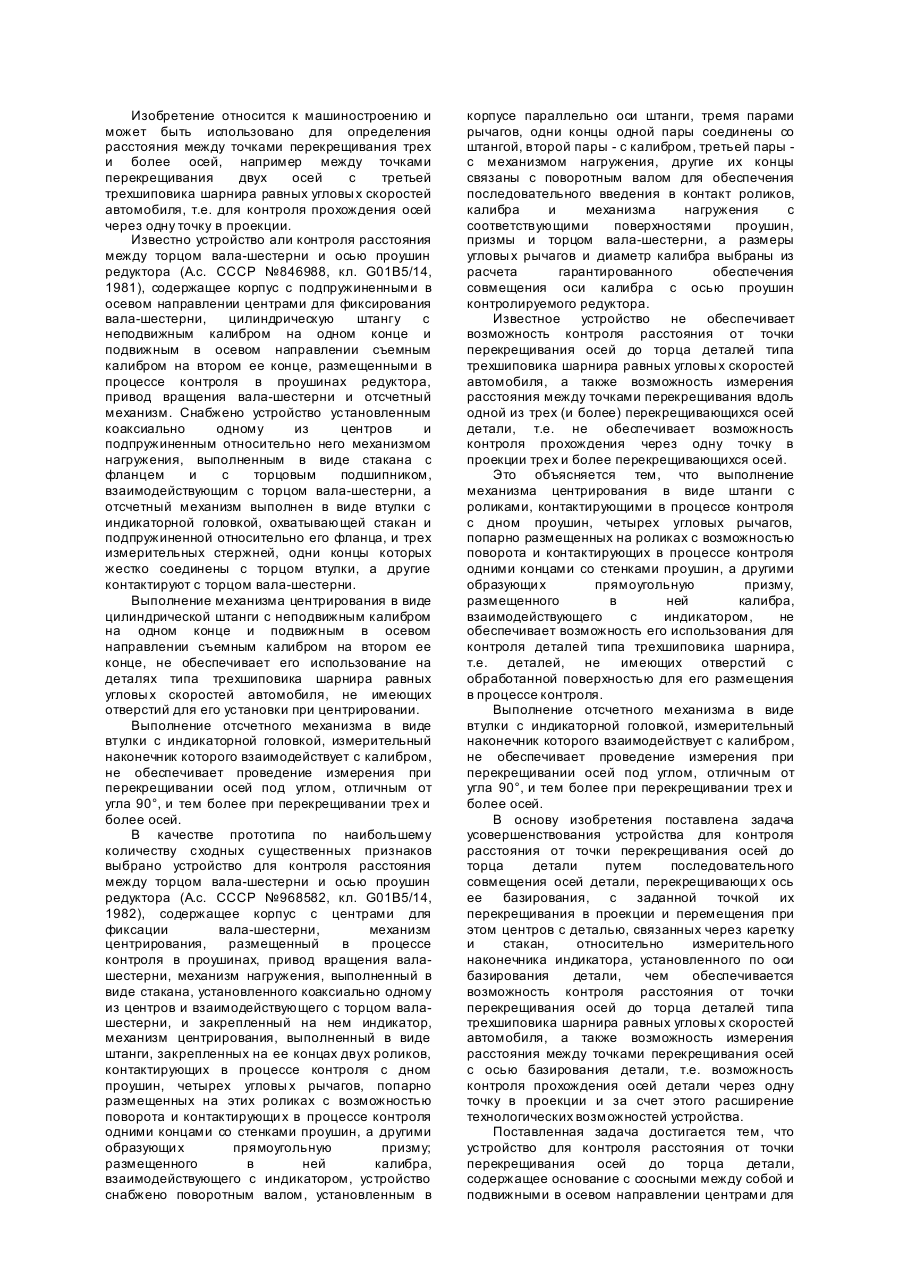
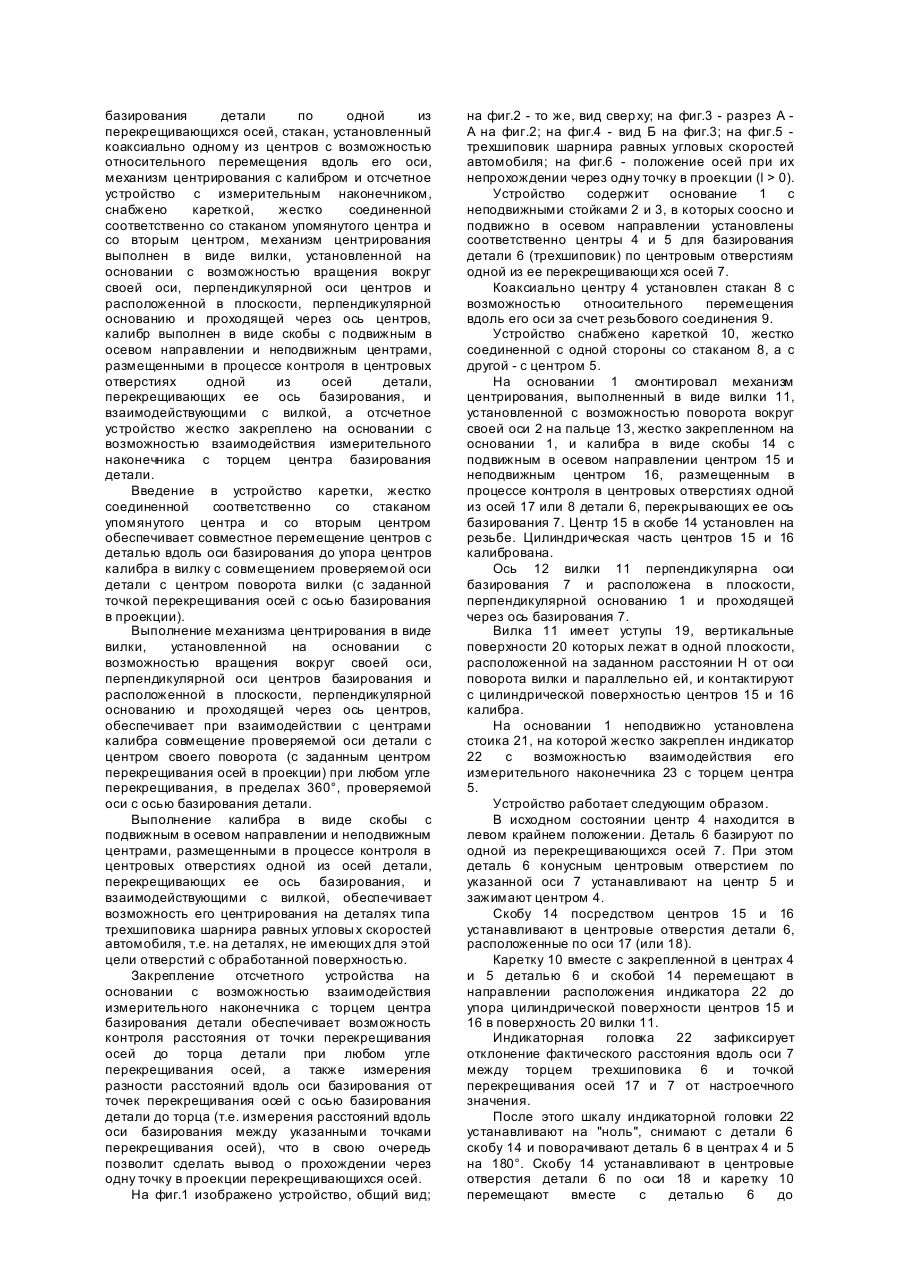
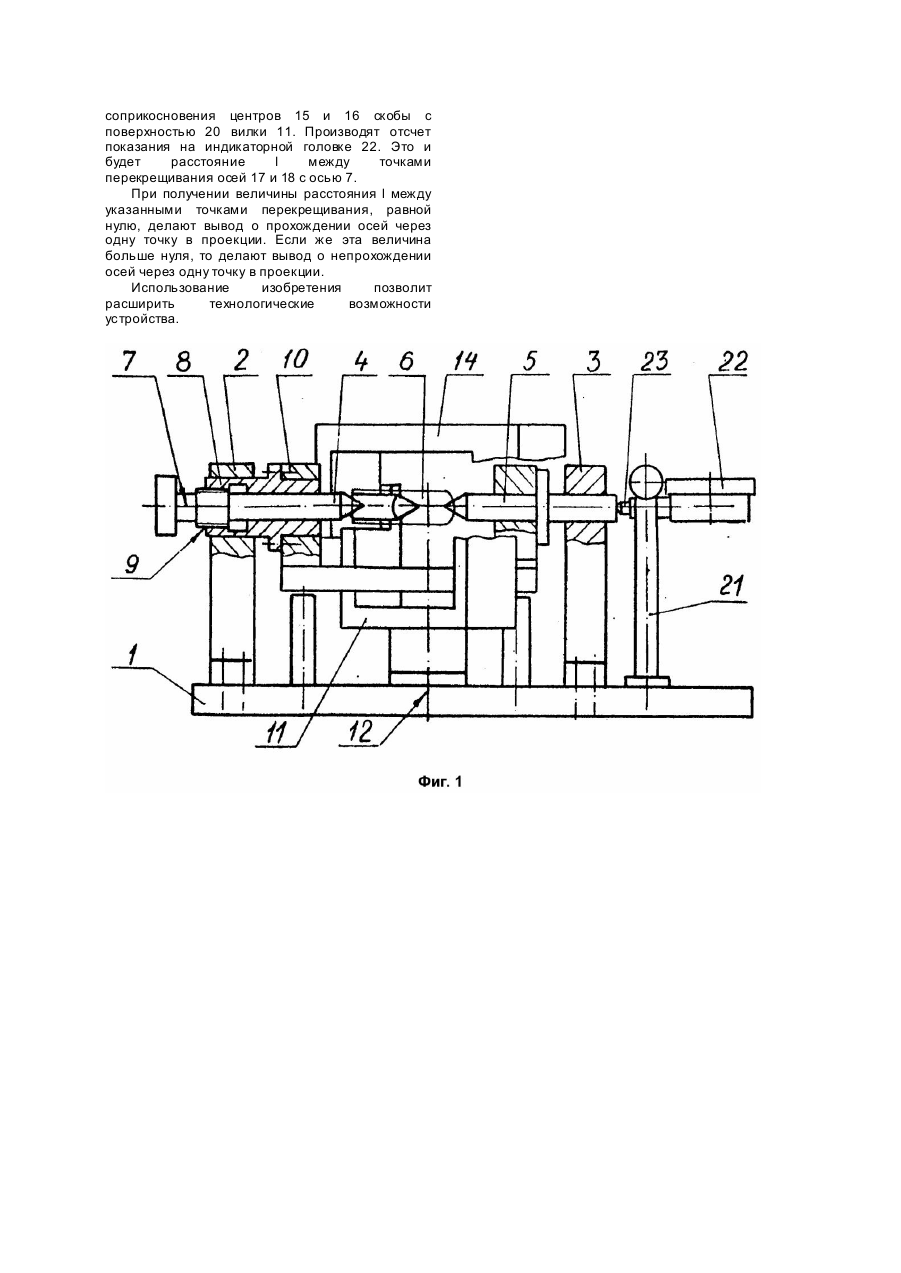
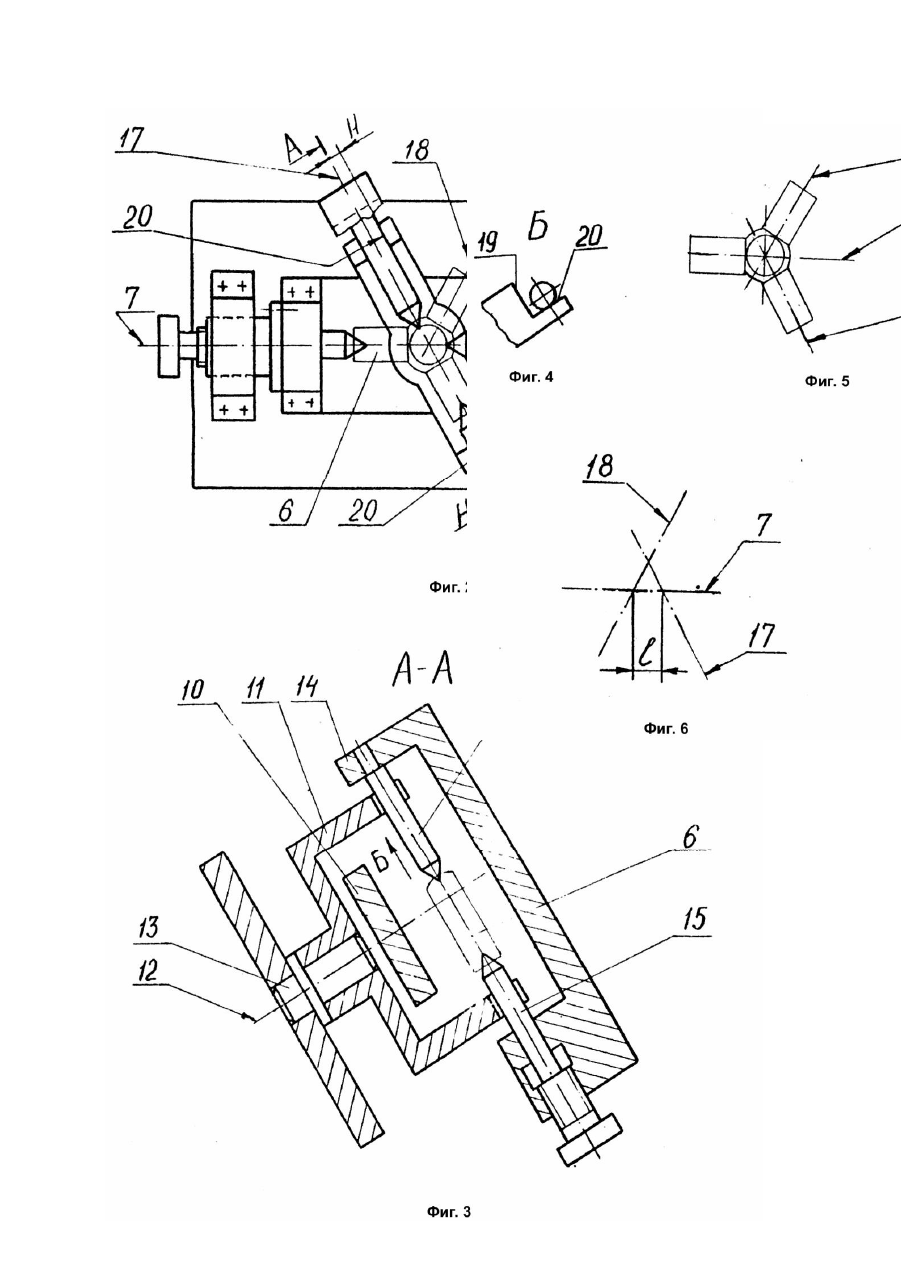
Изобретение относится к машиностроению и может быть использовано для определения расстояния между точками перекрещивания трех и более осей, например между точками перекрещивания двух осей с третьей трехшиповика шарнира равных угловы х скоростей автомобиля, т.е. для контроля прохождения осей через одну точку в проекции. Известно устройство али контроля расстояния между торцом вала-шестерни и осью проушин редуктора (А.с. СССР №846988, кл. G01B5/14, 1981), содержащее корпус с подпружиненными в осевом направлении центрами для фиксирования вала-шестерни, цилиндрическую штангу с неподвижным калибром на одном конце и подвижным в осевом направлении съемным калибром на втором ее конце, размещенными в процессе контроля в проушинах редуктора, привод вращения вала-шестерни и отсчетный механизм. Снабжено устройство установленным коаксиально одному из центров и подпружиненным относительно него механизмом нагружения, выполненным в виде стакана с фланцем и с торцовым подшипником, взаимодействующим с торцом вала-шестерни, а отсчетный механизм выполнен в виде втулки с индикаторной головкой, охватывающей стакан и подпружиненной относительно его фланца, и трех измерительных стержней, одни концы которых жестко соединены с торцом втулки, а другие контактируют с торцом вала-шестерни. Выполнение механизма центрирования в виде цилиндрической штанги с неподвижным калибром на одном конце и подвижным в осевом направлении съемным калибром на втором ее конце, не обеспечивает его использование на деталях типа трехшиповика шарнира равных угловы х скоростей автомобиля, не имеющих отверстий для его установки при центрировании. Выполнение отсчетного механизма в виде втулки с индикаторной головкой, измерительный наконечник которого взаимодействует с калибром, не обеспечивает проведение измерения при перекрещивании осей под углом, отличным от угла 90°, и тем более при перекрещивании трех и более осей. В качестве прототипа по наибольшему количеству сходных существенных признаков выбрано устройство для контроля расстояния между торцом вала-шестерни и осью проушин редуктора (А.с. СССР №968582, кл. G01B5/14, 1982), содержащее корпус с центрами для фиксации вала-шестерни, механизм центрирования, размещенный в процессе контроля в проушинах, привод вращения валашестерни, механизм нагружения, выполненный в виде стакана, установленного коаксиально одному из центров и взаимодействующего с торцом валашестерни, и закрепленный на нем индикатор, механизм центрирования, выполненный в виде штанги, закрепленных на ее концах двух роликов, контактирующих в процессе контроля с дном проушин, четырех угловы х рычагов, попарно размещенных на этих роликах с возможностью поворота и контактирующи х в процессе контроля одними концами со стенками проушин, а другими образующи х прямоугольную призму; размещенного в ней калибра, взаимодействующего с индикатором, устройство снабжено поворотным валом, установленным в корпусе параллельно оси штанги, тремя парами рычагов, одни концы одной пары соединены со штангой, второй пары - с калибром, третьей пары с механизмом нагружения, другие их концы связаны с поворотным валом для обеспечения последовательного введения в контакт роликов, калибра и механизма нагружения с соответствующими поверхностями проушин, призмы и торцом вала-шестерни, а размеры угловы х рычагов и диаметр калибра выбраны из расчета гарантированного обеспечения совмещения оси калибра с осью проушин контролируемого редуктора. Известное устройство не обеспечивает возможность контроля расстояния от точки перекрещивания осей до торца деталей типа трехшиповика шарнира равных угловы х скоростей автомобиля, а также возможность измерения расстояния между точками перекрещивания вдоль одной из трех (и более) перекрещивающихся осей детали, т.е. не обеспечивает возможность контроля прохождения через одну точку в проекции трех и более перекрещивающихся осей. Это объясняется тем, что выполнение механизма центрирования в виде штанги с роликами, контактирующими в процессе контроля с дном проушин, четырех угловых рычагов, попарно размещенных на роликах с возможностью поворота и контактирующих в процессе контроля одними концами со стенками проушин, а другими образующи х прямоугольную призму, размещенного в ней калибра, взаимодействующего с индикатором, не обеспечивает возможность его использования для контроля деталей типа трехшиповика шарнира, т.е. деталей, не имеющих отверстий с обработанной поверхностью для его размещения в процессе контроля. Выполнение отсчетного механизма в виде втулки с индикаторной головкой, измерительный наконечник которого взаимодействует с калибром, не обеспечивает проведение измерения при перекрещивании осей под углом, отличным от угла 90°, и тем более при перекрещивании трех и более осей. В основу изобретения поставлена задача усовершенствования устройства для контроля расстояния от точки перекрещивания осей до торца детали путем последовательного совмещения осей детали, перекрещивающи х ось ее базирования, с заданной точкой их перекрещивания в проекции и перемещения при этом центров с деталью, связанных через каретку и стакан, относительно измерительного наконечника индикатора, установленного по оси базирования детали, чем обеспечивается возможность контроля расстояния от точки перекрещивания осей до торца деталей типа трехшиповика шарнира равных угловы х скоростей автомобиля, а также возможность измерения расстояния между точками перекрещивания осей с осью базирования детали, т.е. возможность контроля прохождения осей детали через одну точку в проекции и за счет этого расширение технологических возможностей устройства. Поставленная задача достигается тем, что устройство для контроля расстояния от точки перекрещивания осей до торца детали, содержащее основание с соосными между собой и подвижными в осевом направлении центрами для базирования детали по одной из перекрещивающихся осей, стакан, установленный коаксиально одному из центров с возможностью относительного перемещения вдоль его оси, механизм центрирования с калибром и отсчетное устройство с измерительным наконечником, снабжено кареткой, жестко соединенной соответственно со стаканом упомянутого центра и со вторым центром, механизм центрирования выполнен в виде вилки, установленной на основании с возможностью вращения вокруг своей оси, перпендикулярной оси центров и расположенной в плоскости, перпендикулярной основанию и проходящей через ось центров, калибр выполнен в виде скобы с подвижным в осевом направлении и неподвижным центрами, размещенными в процессе контроля в центровых отверстиях одной из осей детали, перекрещивающих ее ось базирования, и взаимодействующими с вилкой, а отсчетное устройство жестко закреплено на основании с возможностью взаимодействия измерительного наконечника с торцем центра базирования детали. Введение в устройство каретки, жестко соединенной соответственно со стаканом упомянутого центра и со вторым центром обеспечивает совместное перемещение центров с деталью вдоль оси базирования до упора центров калибра в вилку с совмещением проверяемой оси детали с центром поворота вилки (с заданной точкой перекрещивания осей с осью базирования в проекции). Выполнение механизма центрирования в виде вилки, установленной на основании с возможностью вращения вокруг своей оси, перпендикулярной оси центров базирования и расположенной в плоскости, перпендикулярной основанию и проходящей через ось центров, обеспечивает при взаимодействии с центрами калибра совмещение проверяемой оси детали с центром своего поворота (с заданным центром перекрещивания осей в проекции) при любом угле перекрещивания, в пределах 360°, проверяемой оси с осью базирования детали. Выполнение калибра в виде скобы с подвижным в осевом направлении и неподвижным центрами, размещенными в процессе контроля в центровых отверстиях одной из осей детали, перекрещивающих ее ось базирования, и взаимодействующими с вилкой, обеспечивает возможность его центрирования на деталях типа трехшиповика шарнира равных угловы х скоростей автомобиля, т.е. на деталях, не имеющих для этой цели отверстий с обработанной поверхностью. Закрепление отсчетного устройства на основании с возможностью взаимодействия измерительного наконечника с торцем центра базирования детали обеспечивает возможность контроля расстояния от точки перекрещивания осей до торца детали при любом угле перекрещивания осей, а также измерения разности расстояний вдоль оси базирования от точек перекрещивания осей с осью базирования детали до торца (т.е. измерения расстояний вдоль оси базирования между указанными точками перекрещивания осей), что в свою очередь позволит сделать вывод о прохождении через одну точку в проекции перекрещивающихся осей. На фиг.1 изображено устройство, общий вид; на фиг.2 - то же, вид свер ху; на фиг.3 - разрез А А на фиг.2; на фиг.4 - вид Б на фиг.3; на фиг.5 трехшиповик шарнира равных угловых скоростей автомобиля; на фиг.6 - положение осей при их непрохождении через одну точку в проекции (l > 0). Устройство содержит основание 1 с неподвижными стойками 2 и 3, в которых соосно и подвижно в осевом направлении установлены соответственно центры 4 и 5 для базирования детали 6 (трехшиповик) по центровым отверстиям одной из ее перекрещивающи хся осей 7. Коаксиально центру 4 установлен стакан 8 с возможностью относительного перемещения вдоль его оси за счет резьбового соединения 9. Устройство снабжено кареткой 10, жестко соединенной с одной стороны со стаканом 8, а с другой - с центром 5. На основании 1 смонтировал механизм центрирования, выполненный в виде вилки 11, установленной с возможностью поворота вокруг своей оси 2 на пальце 13, жестко закрепленном на основании 1, и калибра в виде скобы 14 с подвижным в осевом направлении центром 15 и неподвижным центром 16, размещенным в процессе контроля в центровых отверстиях одной из осей 17 или 8 детали 6, перекрывающих ее ось базирования 7. Центр 15 в скобе 14 установлен на резьбе. Цилиндрическая часть центров 15 и 16 калибрована. Ось 12 вилки 11 перпендикулярна оси базирования 7 и расположена в плоскости, перпендикулярной основанию 1 и проходящей через ось базирования 7. Вилка 11 имеет уступы 19, вертикальные поверхности 20 которых лежат в одной плоскости, расположенной на заданном расстоянии H от оси поворота вилки и параллельно ей, и контактируют с цилиндрической поверхностью центров 15 и 16 калибра. На основании 1 неподвижно установлена стоика 21, на которой жестко закреплен индикатор 22 с возможностью взаимодействия его измерительного наконечника 23 с торцем центра 5. Устройство работает следующим образом. В исходном состоянии центр 4 находится в левом крайнем положении. Деталь 6 базируют по одной из перекрещивающихся осей 7. При этом деталь 6 конусным центровым отверстием по указанной оси 7 устанавливают на центр 5 и зажимают центром 4. Скобу 14 посредством центров 15 и 16 устанавливают в центровые отверстия детали 6, расположенные по оси 17 (или 18). Каретку 10 вместе с закрепленной в центрах 4 и 5 деталью 6 и скобой 14 перемещают в направлении расположения индикатора 22 до упора цилиндрической поверхности центров 15 и 16 в поверхность 20 вилки 11. Индикаторная головка 22 зафиксирует отклонение фактического расстояния вдоль оси 7 между торцем трехшиповика 6 и точкой перекрещивания осей 17 и 7 от настроечного значения. После этого шкалу индикаторной головки 22 устанавливают на "ноль", снимают с детали 6 скобу 14 и поворачивают деталь 6 в центрах 4 и 5 на 180°. Скобу 14 устанавливают в центровые отверстия детали 6 по оси 18 и каретку 10 перемещают вместе с деталью 6 до соприкосновения центров 15 и 16 скобы с поверхностью 20 вилки 11. Производят отсчет показания на индикаторной головке 22. Это и будет расстояние l между точками перекрещивания осей 17 и 18 с осью 7. При получении величины расстояния l между указанными точками перекрещивания, равной нулю, делают вывод о прохождении осей через одну точку в проекции. Если же эта величина больше нуля, то делают вывод о непрохождении осей через одну точку в проекции. Использование изобретения позволит расширить технологические возможности устройства.
ДивитисяДодаткова інформація
Автори англійськоюRudenko Stanislav Dorofiiovych
Автори російськоюРуденко Станислав Дорофеевич
МПК / Мітки
МПК: G01B 5/14
Мітки: точки, деталі, відстані, осей, пристрій, контролю, перехрещування, торця
Код посилання
<a href="https://ua.patents.su/4-24724-pristrijj-dlya-kontrolyu-vidstani-vid-tochki-perekhreshhuvannya-osejj-do-torcya-detali.html" target="_blank" rel="follow" title="База патентів України">Пристрій для контролю відстані від точки перехрещування осей до торця деталі</a>
Пристрій для контролю діаметра деталі

Номер патенту: 6566
Опубліковано: 29.12.1994
Автори: Головко Володимир Сергійович, Колісник Євгеній Сергійович, Шеметов Анатолій Ілліч, Бражник Євгеній Георгійович, Долгін Михайло Олександрович, Шульга Віктор Федорович
Мітки: пристрій, контролю, діаметра, деталі
Формула / Реферат:
(57) 1. Устройство для контроля диаметра детали, содержащее основание, размещенную на нем С-образную скобу с установленной на ней опорой, предназначенной для базирования детали, подпружиненный по своей оси измерительный шток и датчик линейных перемещений, взаимодействующий со штоком, отличающееся тем, что оно снабжено блоком обработки сигналов, дополнительными измерительными штоками, соосно и попарно размещенными с возможностью осевого...
Пристрій контролю прямолінійності твірної циліндричної деталі
Номер патенту: 6563
Опубліковано: 29.12.1994
Автори: Сорока Валерій Володимирович, Головко Володимир Сергійович, Ісаков Станіслав Васильович, Колісник Євгеній Сергійович, Бражник Євгеній Георгійович, Шульга Віктор Федорович, Шеметов Анатолій Ілліч
Мітки: циліндричної, прямолінійності, твірної, деталі, пристрій, контролю
Формула / Реферат:
(57) Устройство контроля прямолинейности образующей цилиндрической детали, содержащее корпус, установленный на опорную поверхность измерительной платформы, три датчика с измерительными щупами, три измерительные линейки и блок обработки сигналов, снимаемых с датчиков, причем оси первого и второго щупов расположены параллельно, а ось третьего щупа - перпендикулярно опорной поверхности измерительной платформы, отличающееся тем, что устройство...
Пристрій для контролю вертикального установлення деталей
Номер патенту: 84
Опубліковано: 30.04.1993
Автор: Ільїчев Анатолій Федорович
МПК: G01M 19/00, G01C 15/10
Мітки: пристрій, вертикального, контролю, установлення, деталей
Формула / Реферат:
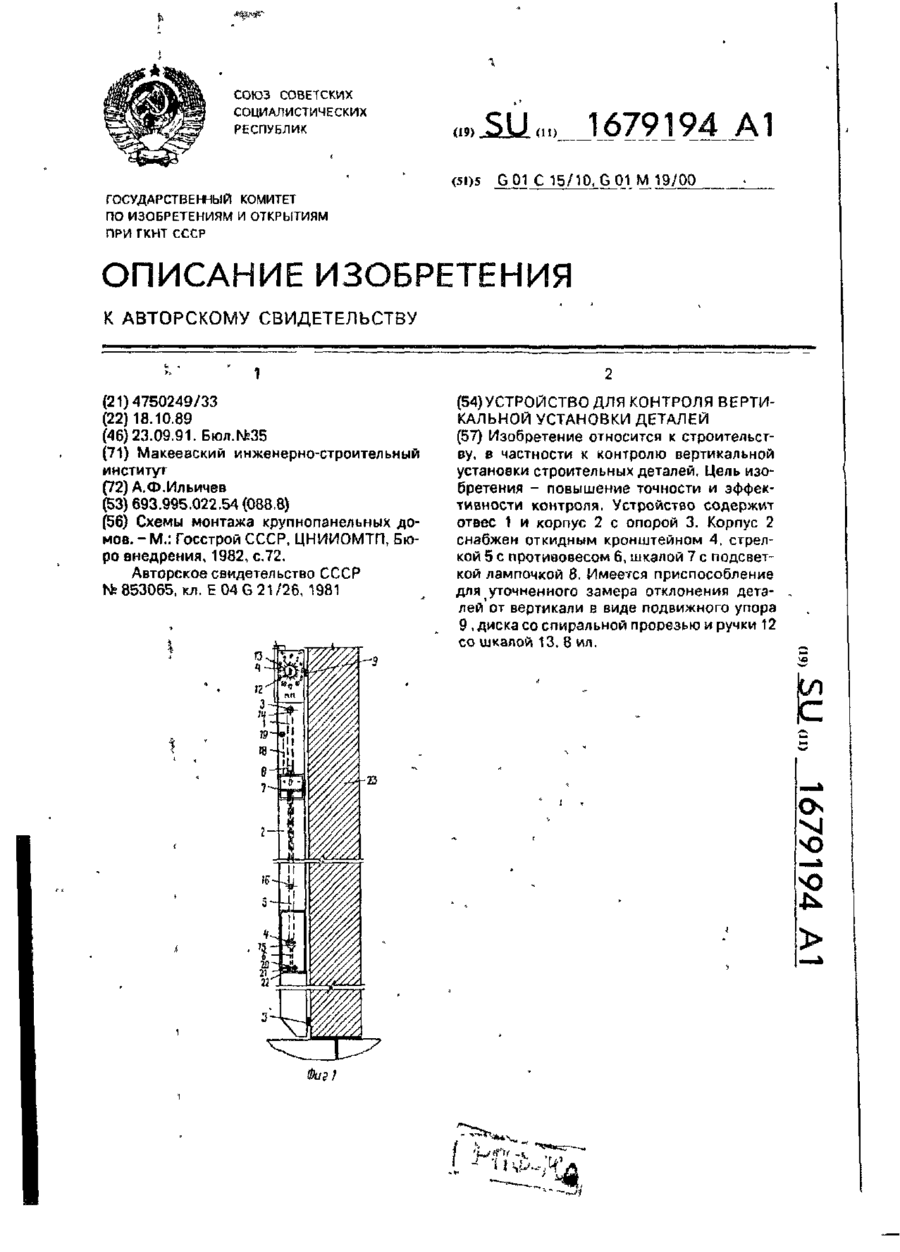
Формула изобретенияУстройство для контроля вертикальной установки деталей, содержащее отвес и корпус с опорой, отличающееся тем, что, с целью повышения точности и эффективности контроля, корпус снабжен откидным кронштейном, стрелкой с противовесом, шкалой с подсветкой и приспособлением для замера отклонения деталей от вертикали, причем корпус выполнен в виде полой рейки прямоугольного сечения, приспособление для замера отклонения деталей от...
Пристрій для неруйнівного контролю циліндричних виробів
Номер патенту: 15515
Опубліковано: 30.06.1997
Автори: Денісов Павло Дмитрович, Ненека Мирослав Федорович, Вакуленко Віталій Гаврилович
МПК: G01N 27/82
Мітки: циліндричних, виробів, пристрій, контролю, неруйнівного
Формула / Реферат:
(57) Устройство для неразрушающего контроля цилиндрических изделий, содержащее несущую балку с закрепленной на ней направляющей, каретку, установленную на направляющей с возможностью продольного перемещения, привод каретки, выполненный в виде шагового двигателя, и преобразователь средства контроля, отличающееся тем, что шаговый двигатель выполнен линейным, индуктор двигателя закреплен на каретке, а его вторичный ферромагнитный элемент...
Пристрій для контролю цільності стрічки
Номер патенту: 13140
Опубліковано: 28.02.1997
Автори: Бельмас Іван Васильович, Сабурова Інна Тихіновна, Бельмас Ганна Іванівна
МПК: B65G 43/00
Мітки: контролю, пристрій, стрічки, цільності
Формула / Реферат:
(57) 1. Устройство для контроля целостности ленты, включающее расположенный в ленте проводник из петель и соединяющих их перемычек, отличающееся тем, что перемычки петель проводника выполнены в виде волнообразной кривой.2. Устройство по п. 1. отличающееся тем, что перемычки, выполненные в виде волнообразной кривой, имеют пространственное расположение и следующее соотношение параметров:
Попередній патент: Каталізатор низькотемпературного окислення оксиду вуглецю
Наступний патент: Припрацювальна суміш
Випадковий патент: Спосіб спалювання газового палива