Спосіб безрозмірної обробки деталей у вібруючих резервуарах u-подібної форми
Номер патенту: 38547
Опубліковано: 15.05.2001
Автори: Бранспіз Олена Володимирівна, Перов Дмитро Леонідович, Яковенко Валерій Володимирович, Лубенська Людмила Михайлівна
Формула / Реферат
Спосіб безрозмірної обробки деталей у вібруючих резервуарах U-подібної форми, при якому деталі завантажують в U-подібний резервуар, заповнений робочим середовищем, що робить коливальні рухи, створювані дебалансним віброзбуджувачем, нерегульованим в процесі роботи, який здійснюють в три етапи: розгін дебалансного віброзбуджувача, робота в зарезонансному режимі, гальмування дебалансного віброзбуджувача, який відрізняється тим, що заздалегідь вмикають електромагнітні віброзбуджувачі, що керуються автоматичною системою керування, які працюють на першому етапі в протифазі з дебалансним віброзбуджувачем, на другому етапі вони працюють синфазно з дебалансним віброзбуджувачем, при цьому правий електромагнітний віброзбуджувач (при обертанні дебалансного віброзбуджувача проти годинникової стрілки) працює інтенсивніше за лівий, на третьому етапі електромагнітні віброзбуджувачі знову працюють в протифазі з дебалансним віброзбуджувачем.
Текст
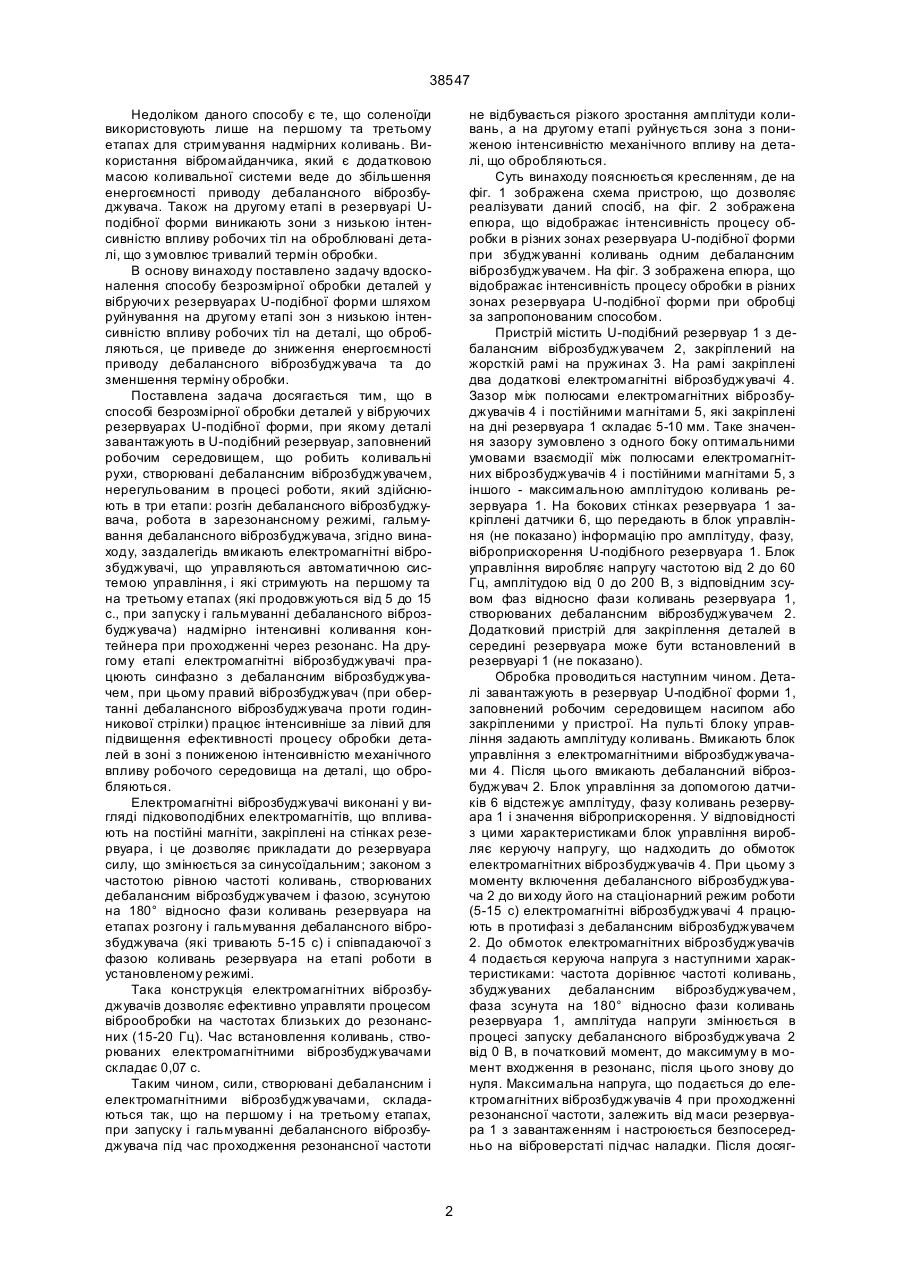
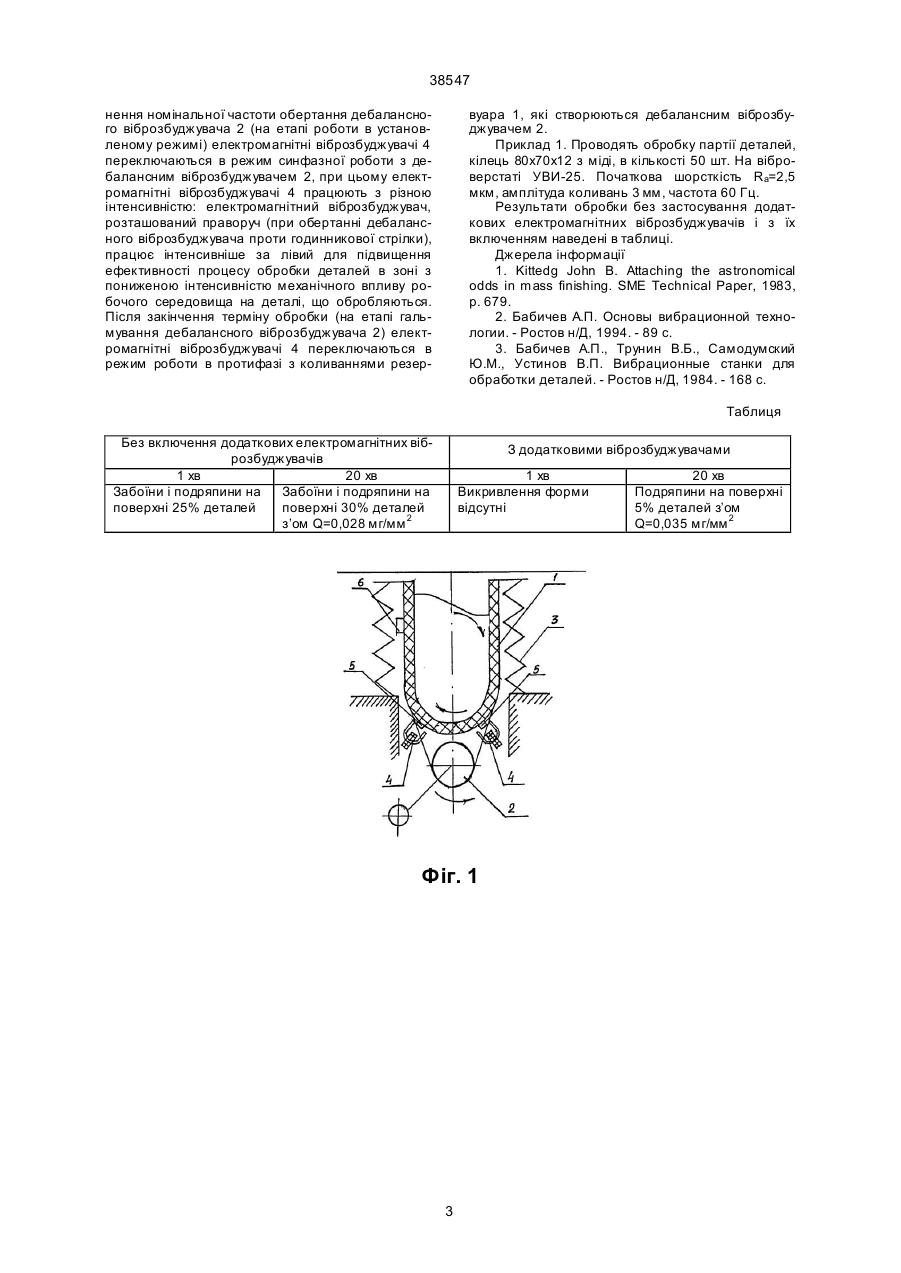
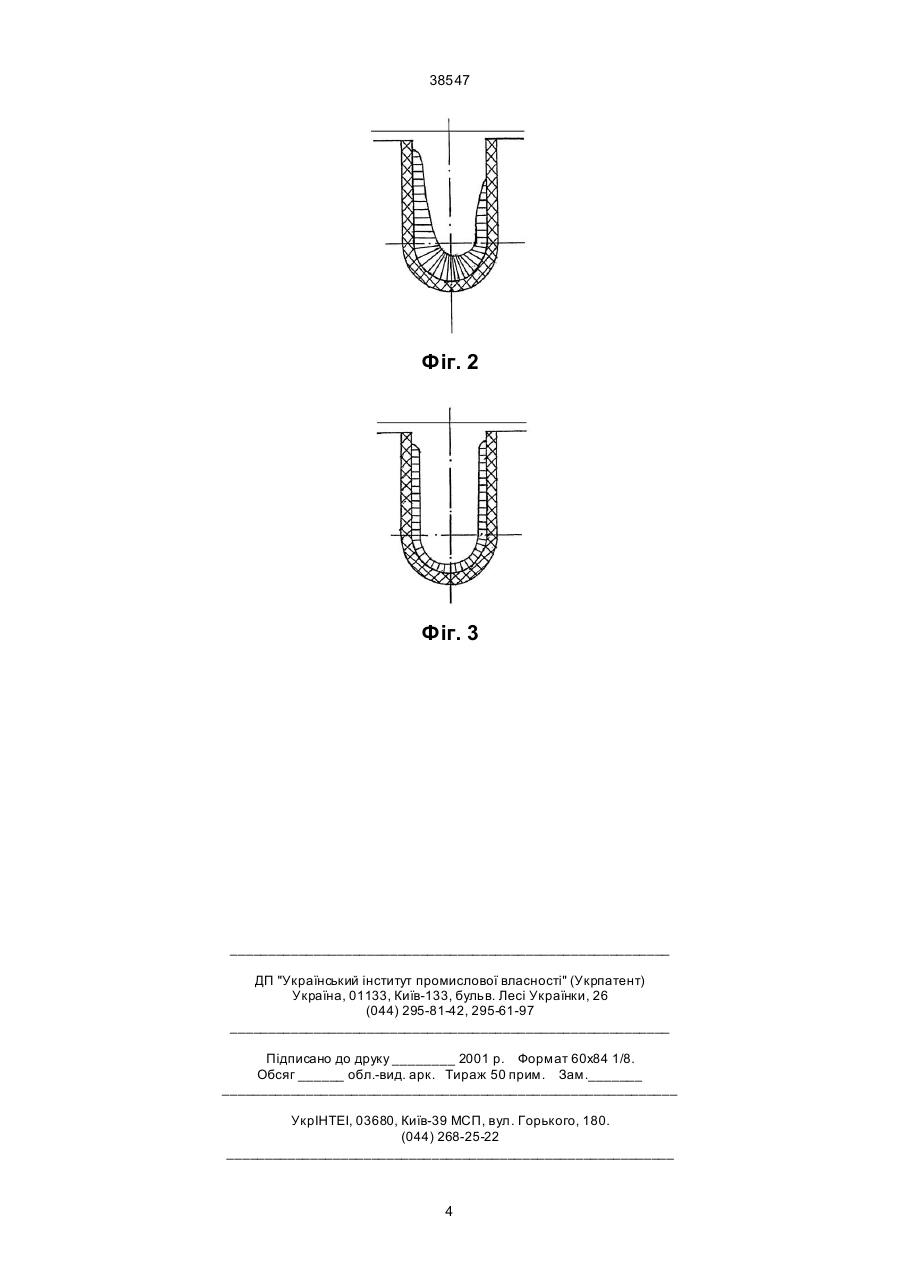
Спосіб безрозмірної обробки деталей у вібруючих резервуарах U-подібної форми, при якому деталі завантажують в U-подібний резервуар, заповнений робочим середовищем, що робить коливальні рухи, створювані дебалансним віброзбу 38547 Недоліком даного способу є те, що соленоїди використовують лише на першому та третьому етапах для стримування надмірних коливань. Використання вібромайданчика, який є додатковою масою коливальної системи веде до збільшення енергоємності приводу дебалансного віброзбуджувача. Також на другому етапі в резервуарі Uподібної форми виникають зони з низькою інтенсивністю впливу робочих тіл на оброблювані деталі, що з умовлює тривалий термін обробки. В основу винаходу поставлено задачу вдосконалення способу безрозмірної обробки деталей у вібруючи х резервуарах U-подібної форми шляхом руйнування на другому етапі зон з низькою інтенсивністю впливу робочих тіл на деталі, що обробляються, це приведе до зниження енергоємності приводу дебалансного віброзбуджувача та до зменшення терміну обробки. Поставлена задача досягається тим, що в способі безрозмірної обробки деталей у вібруючих резервуарах U-подібної форми, при якому деталі завантажують в U-подібний резервуар, заповнений робочим середовищем, що робить коливальні рухи, створювані дебалансним віброзбуджувачем, нерегульованим в процесі роботи, який здійснюють в три етапи: розгін дебалансного віброзбуджувача, робота в зарезонансному режимі, гальмування дебалансного віброзбуджувача, згідно винаходу, заздалегідь вмикають електромагнітні віброзбуджувачі, що управляються автоматичною системою управління, і які стримують на першому та на третьому етапах (які продовжуються від 5 до 15 с., при запуску і гальмуванні дебалансного віброзбуджувача) надмірно інтенсивні коливання контейнера при проходженні через резонанс. На другому етапі електромагнітні віброзбуджувачі працюють синфазно з дебалансним віброзбуджувачем, при цьому правий віброзбуджувач (при обертанні дебалансного віброзбуджувача проти годинникової стрілки) працює інтенсивніше за лівий для підвищення ефективності процесу обробки деталей в зоні з пониженою інтенсивністю механічного впливу робочого середовища на деталі, що обробляються. Електромагнітні віброзбуджувачі виконані у вигляді підковоподібних електромагнітів, що впливають на постійні магніти, закріплені на стінках резервуара, і це дозволяє прикладати до резервуара силу, що змінюється за синусоїдальним; законом з частотою рівною частоті коливань, створюваних дебалансним віброзбуджувачем і фазою, зсунутою на 180° відносно фази коливань резервуара на етапах розгону і гальмування дебалансного віброзбуджувача (які тривають 5-15 с) і співпадаючої з фазою коливань резервуара на етапі роботи в установленому режимі. Така конструкція електромагнітних віброзбуджувачів дозволяє ефективно управляти процесом віброобробки на частотах близьких до резонансних (15-20 Гц). Час встановлення коливань, створюваних електромагнітними віброзбуджувачами складає 0,07 с. Таким чином, сили, створювані дебалансним і електромагнітними віброзбуджувачами, складаються так, що на першому і на третьому етапах, при запуску і гальмуванні дебалансного віброзбуджувача під час проходження резонансної частоти не відбувається різкого зростання амплітуди коливань, а на другому етапі руйнується зона з пониженою інтенсивністю механічного впливу на деталі, що обробляються. Суть винаходу пояснюється кресленням, де на фіг. 1 зображена схема пристрою, що дозволяє реалізувати даний спосіб, на фіг. 2 зображена епюра, що відображає інтенсивність процесу обробки в різних зонах резервуара U-подібної форми при збуджуванні коливань одним дебалансним віброзбуджувачем. На фіг. З зображена епюра, що відображає інтенсивність процесу обробки в різних зонах резервуара U-подібної форми при обробці за запропонованим способом. Пристрій містить U-подібний резервуар 1 з дебалансним віброзбуджувачем 2, закріплений на жорсткій рамі на пружинах 3. На рамі закріплені два додаткові електромагнітні віброзбуджувачі 4. Зазор між полюсами електромагнітних віброзбуджувачів 4 і постійними магнітами 5, які закріплені на дні резервуара 1 складає 5-10 мм. Таке значення зазору зумовлено з одного боку оптимальними умовами взаємодії між полюсами електромагнітних віброзбуджувачів 4 і постійними магнітами 5, з іншого - максимальною амплітудою коливань резервуара 1. На бокових стінках резервуара 1 закріплені датчики 6, що передають в блок управління (не показано) інформацію про амплітуду, фазу, віброприскорення U-подібного резервуара 1. Блок управління виробляє напругу частотою від 2 до 60 Гц, амплітудою від 0 до 200 В, з відповідним зсувом фаз відносно фази коливань резервуара 1, створюваних дебалансним віброзбуджувачем 2. Додатковий пристрій для закріплення деталей в середині резервуара може бути встановлений в резервуарі 1 (не показано). Обробка проводиться наступним чином. Деталі завантажують в резервуар U-подібної форми 1, заповнений робочим середовищем насипом або закріпленими у пристрої. На пульті блоку управління задають амплітуду коливань. Вмикають блок управління з електромагнітними віброзбуджувачами 4. Після цього вмикають дебалансний віброзбуджувач 2. Блок управління за допомогою датчиків 6 відстежує амплітуду, фазу коливань резервуара 1 і значення віброприскорення. У відповідності з цими характеристиками блок управління виробляє керуючу напругу, що надходить до обмоток електромагнітних віброзбуджувачів 4. При цьому з моменту включення дебалансного віброзбуджувача 2 до ви ходу його на стаціонарний режим роботи (5-15 с) електромагнітні віброзбуджувачі 4 працюють в протифазі з дебалансним віброзбуджувачем 2. До обмоток електромагнітних віброзбуджувачів 4 подається керуюча напруга з наступними характеристиками: частота дорівнює частоті коливань, збуджуваних дебалансним віброзбуджувачем, фаза зсунута на 180° відносно фази коливань резервуара 1, амплітуда напруги змінюється в процесі запуску дебалансного віброзбуджувача 2 від 0 В, в початковий момент, до максимуму в момент входження в резонанс, після цього знову до нуля. Максимальна напруга, що подається до електромагнітних віброзбуджувачів 4 при проходженні резонансної частоти, залежить від маси резервуара 1 з завантаженням і настроюється безпосередньо на віброверстаті підчас наладки. Після досяг 2 38547 нення номінальної частоти обертання дебалансного віброзбуджувача 2 (на етапі роботи в установленому режимі) електромагнітні віброзбуджувачі 4 переключаються в режим синфазної роботи з дебалансним віброзбуджувачем 2, при цьому електромагнітні віброзбуджувачі 4 працюють з різною інтенсивністю: електромагнітний віброзбуджувач, розташований праворуч (при обертанні дебалансного віброзбуджувача проти годинникової стрілки), працює інтенсивніше за лівий для підвищення ефективності процесу обробки деталей в зоні з пониженою інтенсивністю механічного впливу робочого середовища на деталі, що обробляються. Після закінчення терміну обробки (на етапі гальмування дебалансного віброзбуджувача 2) електромагнітні віброзбуджувачі 4 переключаються в режим роботи в протифазі з коливаннями резер вуара 1, які створюються дебалансним віброзбуджувачем 2. Приклад 1. Проводять обробку партії деталей, кілець 80х70х12 з міді, в кількості 50 шт. На віброверстаті УВИ-25. Початкова шорсткість Rа=2,5 мкм, амплітуда коливань 3 мм, частота 60 Гц. Результати обробки без застосування додаткових електромагнітних віброзбуджувачів і з їх включенням наведені в таблиці. Джерела інформації 1. Kittedg John В. Attaching the astronomical odds in mass finishing. SME Technical Paper, 1983, p. 679. 2. Бабичев А.П. Основы вибрационной технологии. - Ростов н/Д, 1994. - 89 с. 3. Бабичев А.П., Трунин В.Б., Самодумский Ю.М., Устинов В.П. Вибрационные станки для обработки деталей. - Ростов н/Д, 1984. - 168 с. Таблиця Без включення додаткових електромагнітних віброзбуджувачів 1 хв 20 хв Забоїни і подряпини на Забоїни і подряпини на поверхні 25% деталей поверхні 30% деталей з’ом Q=0,028 мг/мм 2 З додатковими віброзбуджувачами 1 хв Викривлення форми відсутні Фіг. 1 3 20 хв Подряпини на поверхні 5% деталей з’ом Q=0,035 мг/мм 2 38547 Фіг. 2 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Автори англійськоюLubenska Liudmyla Mykhailivna, Yakovenko Valerii Volodymyrovych, Perov Dmytro Leonidovych
Автори російськоюЛубенская Людмила Михайловна, Яковенко Валерий Владимирович, Перов Дмитрий Леонидович
МПК / Мітки
МПК: B24B 31/06
Мітки: обробки, u-подібної, резервуарах, безрозмірної, деталей, спосіб, вібруючих, форми
Код посилання
<a href="https://ua.patents.su/4-38547-sposib-bezrozmirno-obrobki-detalejj-u-vibruyuchikh-rezervuarakh-u-podibno-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб безрозмірної обробки деталей у вібруючих резервуарах u-подібної форми</a>
Пристрій для вібраційної обробки деталей
Номер патенту: 32159
Опубліковано: 15.12.2000
Автори: Горбатюк Руслан Миколайович, Берник Павло Степанович, Ярошенко Леонід Вікторович
МПК: B24B 31/06
Мітки: пристрій, деталей, вібраційної, обробки
Текст:
...робочого середовища та оброблюваних деталей. Інтенсивність взаємного переміщення робочого середовища та деталей, які знаходяться в центральній частині контейнера, відносно такого ж робочого середовища та деталей, які знаходяться в периферійній частині контейнера, також збільшується за рахунок коливань еластичних стінок контейнера На фіг. 1 зображено принципову схему запропонованого вібраційного пристрою для обробки деталей, на фіг 2 - розріз...
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Тесленко Анатолій Григорович, Хом'як Йосип Васильович, Березовецький Андрій Петрович, Пістун Ігор Павлович
МПК: B21D 26/06
Мітки: машин, металевих, спосіб, поверхонь, деталей, обробки
Формула / Реферат:
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Спосіб циклічної термодеформаційної обробки деталей, відновлених наварюванням металевої стрічки
Номер патенту: 22315
Опубліковано: 03.02.1998
Автори: Охремчук Марина Олегівна, Коровайченко Юрій Миколайович, Черновол Михайло Іванович
МПК: B23K 9/04
Мітки: термодеформаційної, наварюванням, відновлених, обробки, циклічної, деталей, стрічки, спосіб, металевої
Формула / Реферат:
Спосіб циклічної термодеформаційної обробки деталей, відновлених наварюванням металевої стрічки, що включає електроконтактне наварювання сталевої стрічки з наступною поверхнево-пластичною деформацією відновлених поверхонь, який відрізняється тим, що в процесі наварювання відновлений шар деталі піддають поверхнево-пластичній деформації з одночасним термоциклюванням в температурному діапазоні Ас3 + (30-50)°С – Аr1 + (30-50)°С і кількістю...
Спосіб об’ємної обробки поверхні деталей
Номер патенту: 38253
Опубліковано: 15.05.2001
Автори: Фасатуров Станіслав Степанович, Кобець Анатолій Степанович, Буря Олександр Іванович, Деркач Олексій Дмитрович
МПК: B24B 31/033
Мітки: деталей, об'ємної, поверхні, спосіб, обробки
Формула / Реферат:
(21) 2000063429(54) (57) Дата прийняття рішення 27 березня 2001р. 1. Спосіб об'ємної обробки поверхні деталей, розміщених в ємкості,...
Пристрій для вібраційної обробки
Номер патенту: 35946
Опубліковано: 16.04.2001
Автори: Середа Леонід Павлович, Писаренко Віктор Григорович, Горбатюк Руслан Миколайович, Боковий Єфгеній Федорович, Берник Павло Степанович
МПК: B24B 31/06
Мітки: обробки, вібраційної, пристрій
Формула / Реферат:
Пристрій для вібраційної обробки, що містить пружно встановлений із дебалансним віброзбуджувачем контейнер з розміщеним у центральній його частині по всій довжині пружно встановленим тілом, який відрізняється тим, що тіло з'єднане з контейнером за допомогою еластичного з'єднання та пружин із коефіцієнтом жорсткості, що визначаться по формулі:К = (0,95 – 1)mω ,де К- коефіцієнт жорсткості пружини,m - приведена маса...
Попередній патент: Пристрій обробки інформації
Наступний патент: Пристрій мікроклімату кабіни транспортного засобу
Випадковий патент: Зубний імплантат