Спосіб охолодження полідисперсних зернистих матеріалів
Номер патенту: 38660
Опубліковано: 15.05.2001
Формула / Реферат
Спосіб охолодження полідисперсних зернистих матеріалів, що включає подачу матеріала на решітку, продувку його висхідним повітряним потоком у псевдозрідженому стані і вивід дрібної фракції висхідним повітряним потоком, який відрізняється тим, що перед подачею матеріалу на решітку проводять його продувку в режимі гравітаційного падаючого шару із швидкістю повітряного потоку, що складав 0,5-0,8 від швидкості витання частинок граничного розміру дрібної фракції.
Текст
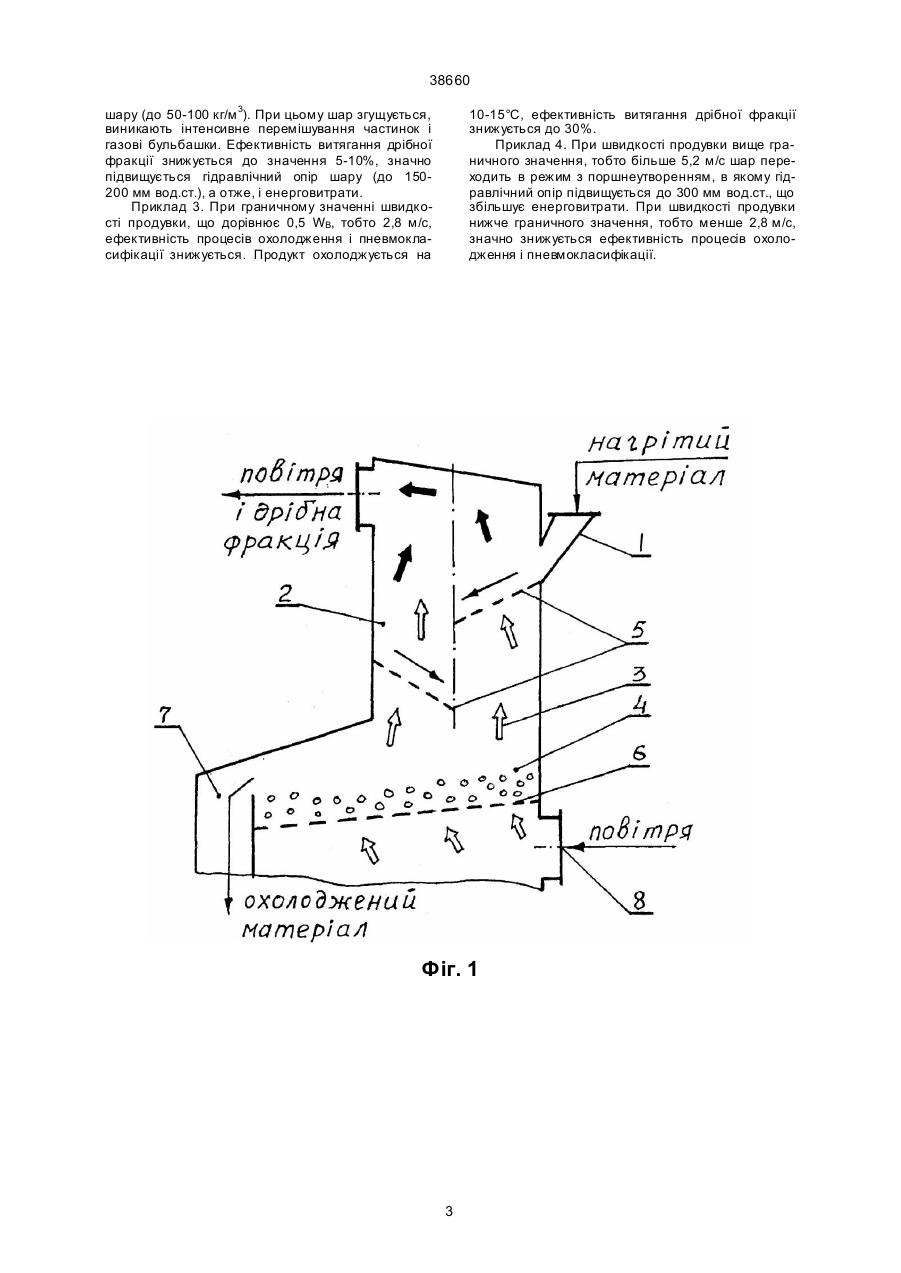
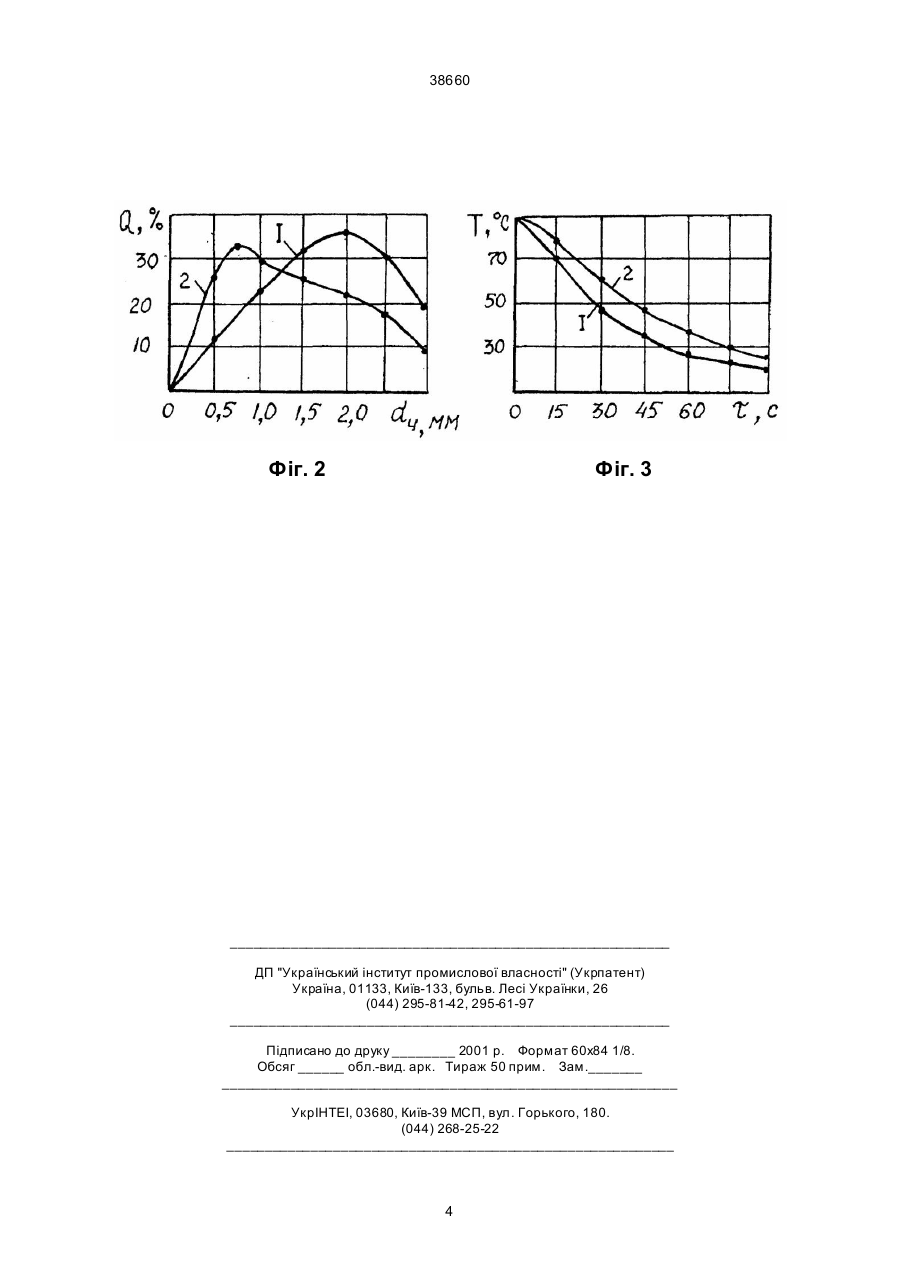
Спосіб охолодження полідисперсних зернистих матеріалів, що включає подачу матеріалу на 38660 го потоку навколо частинок, відсутністю ефекту перемішування частинок, проскоку повітряного потоку і утворення повітряних бульбашок в шарі, а також рівномірним розподілом повітряного потоку по перерізу шару. Це дозволяє поряд з інтенсивним охолодженням матеріалу достатньо ефективно проводити не тільки знепилювання продукту (віддувка частинок розміром до 300-500 мкм), але і його пневмокласифікацію (віддувка частинок розміром 0,5-1,0 мм). Матеріал після часткового охолодження і повної пневмокласифікації поступає на повне охолодження у псевдозріджений шар з більш низькою температурою нагріву і не містить дрібних фракцій, що підвищує інтенсивність процесу охолодження в результаті покращання гідродинамічних умов в шарі охолодженого матеріалу. За рахунок протиструмного руху фаз, близького до режиму ідеального витиснення, підвищується тепловий потенціал відхідного повітря, що дозволяє ефективніше утилізувати тепло. Зазначені позитивні ефекти від реалізації запропонованого способу охолодження полідисперсних зернистих матеріалів дозволяють знизити енерговитрати і зменшити габарити апарату. Зазначений діапазон швидкості продувки визначається також густиною і формою частинок оброблюваного матеріалу і конструктивними параметрами (установка в надшаровому просторі різних гальмувальних вставок). При швидкості продуви нижче зазначеного діапазону ефективність одночасного проведення процесів охолодження і пневмокласифікації знижується в результаті неможливості створення активного гідродинамічного режиму зависання частинок. При швидкості продувки вище зазначеного діапазону різко знижується ефективність віддувки дрібної фракції за рахунок появи інтенсивного перемішування частинок в шарі, що значно підвищує ви трати повітря і гідравлічний опір апарату, а отже, і енерговитрати. На фіг. 1 показана схема руху потоку матеріалу і повітря; на фіг. 2 - криві розподілу частинок по розмірах; на фіг. 3 - гра фік залежності температури матеріалу від часу о холодження його на газорозподільній решітці. Гарячий полідисперсний матеріал із дозатора через завантажувальний пристрій 1 надходить в зону пневмокласифікації 2, де шляхом взаємодії з повітряним потоком 3, що надходить із зони охолодження 4, розподіляється на дві фракції і частково охолоджується. Конструкція пневмокласифікаційної камери 2, розташованої в надшаровому просторі апарату, може бути різною; наприклад, каскад поличних перфорованих контактів 5, в залежності від зміни конструктивних параметрів яких (кута нахилу, живого перерізу) можемо виділяти частинки того або іншого граничного розміру. Реалізація активного гідродинамічного режиму зависання частинок при їх незначній концентрації в зоні пневмокласифікації 2 дозволяє достатньо ефективно проводити процес поділу полідисперсного матеріалу на крупну і дрібну фракції і частково охолоджувати гарячий матеріал. Частково охолоджена крупна фракція матеріалу поступає в зону охолодження 4, де охолоджується до технологічно завданої температури в режимі псевдозрідженого шару. Охолоджена крупна фракція матері алу виводиться через розвантажувальний канал 7. Охолоджувальне повітря надходить через патрубок 8 під газорозподільну решітку 6, охолоджує псевдозріджений шар матеріалу в зоні 4 і частково нагріте надходить в зону пневмокласифікації 2. Після взаємодії з частинками вихідного матеріалу в зоні 2 повітряний потік разом з дрібною фракцією матеріалу виводиться з апарату. В результаті такого протиструмного руху потоків матеріалу і охолоджувального повітря в різних гідродинамічних режимах підвищується ефективність проведення процесів охолодження і пневмокласифікації полідисперсних зернистих матеріалів, що дозволяє зменшити кількість охолоджувального повітря, а отже, і енерговитрати, а також габарити охолоджувача - пневмокласифікатора. Приклад 1. Зернистий полідисперсний матеріал, гранульований суперфосфат, фракцій - 0,054 мм, в кількості 100 кг/ч і початковою температурою нагрівання 90°С навантажують в робочий простір апарату. Ви хідний матеріал в зоні пневмокласифікації (надшаровому просторі апарату) рухається в режимі гравітаційного падаючого шару, який характеризується інтенсивним нестисненим рухом частинок за рахунок сил тяжіння і інерції. При швидкості продувки такого шару, яка дорівнює 3,7 м/с (значення 0,65 WB, де WB = 5,5-5,8 м/с швидкість витання частинок граничного розміру дрібноїфракції, тобто d4 = 1 мм), утворюється активний гідродинамічний режим зважених частинок з незначною концентрацією (15-20 кг/м 3) в робочому об'ємі апарату. В зоні пневмокласифікацїї для гальмування потоку матеріалу установлюються перфоровані поличні контакти. Живий перетин перфорованих поличних контактів установлюється в межах 5-10%, кут на хилу їх до горизонту 25-30°. За рахунок взаємодії частинок вихідного матеріалу з повітряним потоком в зоні пневмокласифікації спостерігається ефективне розділення на крупну і дрібну фракції. Ефективність витягання дрібної фракції (менше 1 мм) у виніс досягає 60-70%. При цьому продукт інтенсивно охолоджується на 2530°С. Частково охолоджена крупна фракція матеріалу (частинки розміром 1-4 мм) надходять в зону охолодження, де охолоджуються в псевдозрідженому шарі до температури 40-45°С. Виконання процесів пневмокласифікації і охолодження в різних гідродинамічних режимах дозволяє отримати готовий продукт з меншим вмістом дрібних фракцій (фіг. 2, крива 1) і більш інтенсивно його охолоджувати (фіг. 3, крива 1), порівняно з тим, коли б дані процеси проводились спільно в об'ємі псевдозрідженого шару (фіг. 2, крива 2; фіг. 3, крива 2). Охолоджувальне повітря, нагріте після зони охолодження до 50-55°С, додатково нагрівається в зоні пневмокласифікації до 70-80°С, що збільшує тепловий потенціал відхідного повітря і дозволяє більш ефективно утилізувати його теплоту. Згідно тепловому балансу, витрати охолоджувального повітря, яке подається на охолодження і пневмокласифікацію, складає 60-70 м 3/ч, що на 30-40% нижче витрат охолоджувального повітря, яке подається в охолоджувач-сепаратор псевдозрідженого шару. Приклад 2. При граничному значенні швидкості продувки, яке дорівнює 0,8 WB, тобто 5,2 м/с, різко підвищується концентрація частинок в об'ємі 2 38660 шару (до 50-100 кг/м 3). При цьому шар згущується, виникають інтенсивне перемішування частинок і газові бульбашки. Ефективність витягання дрібної фракції знижується до значення 5-10%, значно підвищується гідравлічний опір шару (до 150200 мм вод.ст.), а отже, і енерговитрати. Приклад 3. При граничному значенні швидкості продувки, що дорівнює 0,5 WB, тобто 2,8 м/с, ефективність процесів охолодження і пневмокласифікації знижується. Продукт охолоджується на 10-15°С, ефективність витягання дрібної фракції знижується до 30%. Приклад 4. При швидкості продувки вище граничного значення, тобто більше 5,2 м/с шар переходить в режим з поршнеутворенням, в якому гідравлічний опір підвищується до 300 мм вод.ст., що збільшує енерговитрати. При швидкості продувки нижче граничного значення, тобто менше 2,8 м/с, значно знижується ефективність процесів охолодження і пневмокласифікації. Фіг. 1 3 38660 Фіг. 2 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cooling polydisperse granular materials
Автори англійськоюYukhymenko Mykola Petrovych, Donat Yevhen Volodymyrovych
Назва патенту російськоюСпособ охлаждения полидисперсных зернистых материалов
Автори російськоюЮхименко Николай Петрович, Донат Евгений Владимирович
МПК / Мітки
МПК: F27B 7/38
Мітки: охолодження, полідисперсних, спосіб, зернистих, матеріалів
Код посилання
<a href="https://ua.patents.su/4-38660-sposib-okholodzhennya-polidispersnikh-zernistikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб охолодження полідисперсних зернистих матеріалів</a>
Апарат для капсулювання зернистих і гранульованих матеріалів
Номер патенту: 31634
Опубліковано: 15.12.2000
Автори: Єресько Володимир Андрійович, Глухов Генадій Миколайович, Карманов Віктор Васильович, Михайлик Віктор Дмитрович
МПК: B05C 3/00, B05C 13/00, B44C 5/00
Мітки: зернистих, капсулювання, матеріалів, гранульованих, апарат
Текст:
...цієї І Іншої ділянок. Таким чином (виконання)і розміщення розпилювачив І виконання газорозподільчої решітки дозволять забезпечити більш високу продуктивність, вихід товарної фракції, більш високу якість продукту. Суть винаходу не додержується для специаліста явним чином з відомого рівня техніки І суттєвих ВІДМІН його від прототипа впливом на позитивний результат, що дозволяє зробити висновок про його ВІДПОВІДНІСТЬ критерію "винахідницький...
Спосіб класифікації зернистих матеріалів та пристрій для його реалізації
Номер патенту: 29292
Опубліковано: 16.10.2000
Автори: Афанас'єв Віталій Валентинович, Сергєєв Андрій Михайлович, Угланов Ігор Олексійович
МПК: B07B 4/02, B07B 15/00, B07B 7/00
Мітки: матеріалів, пристрій, реалізації, зернистих, спосіб, класифікації
Формула / Реферат:
1. Спосіб класифікації зернистих матеріалів, що вміщує, подачу матеріалу шаром, продувку шару поперечним повітряним потоком, приймання продуктів розділення у бункера та рециркуляцію повітря, який відрізняється тим, що матеріал подають на повітрянодувну машину у вигляді ротора з лопатями, здувають дрібний продукт повітряним потоком по ходу обертання ротора у приймач, а на крупний діють лопатями і направляють у приймач проти хода обертання...
Пристрій для класифікації зернистих матеріалів
Номер патенту: 30588
Опубліковано: 15.12.2000
Автори: Афанас'єв Віталій Валентинович, Сергєєв Андрій Михайлович
МПК: B07B 15/00, B07B 7/00
Мітки: класифікації, зернистих, пристрій, матеріалів
Текст:
...14. Ефективна попередня класифікація досягається за рахунок нагнічення у зону подачі матеріалу значного об'єму повітря як лопатями 6, так і лопатями 7, яке надходить у зазор між корпусом 9 та метальником 2 і через отвори 4 у дисках 3. Регу лювання інтенсивності і висоти потоку повітря над метальником 2 виконується регулятором 8 повітряного потоку зміною його положення, а також зміщенням кінця 10 відносно метальника 2, при якому мінімальній...
Пристрій для класифікації зернистих матеріалів
Номер патенту: 32666
Опубліковано: 15.02.2001
Автори: Афанас'єв Віталій Валентинович, Афонін Роман Олександрович, Сергеєв Андрій Михайлович
МПК: B07B 15/00, B07B 7/00
Мітки: зернистих, класифікації, пристрій, матеріалів
Формула / Реферат:
1. Пристрій для класифікації зернистих матеріалів, що містить завантажувальне пристосування, установлене з можливістю переміщення, розташований під ним роторний метальник у вигляді виконаних на валу дисків з закріпленими між ними з можливістю повороту подовженими ударними пластинами, регулятор повітряного потоку, кожух з приймачами фракцій, поперечні стінки яких виконані у вигляді увігнутих в бік метальника перегородок, установлених східчасто...
Комбінований апарат для сушки і охолодження сипучих матеріалів
Номер патенту: 33423
Опубліковано: 15.02.2001
Автори: Михайлик Віктор Дмитрович, Глухов Геннадій Миколайович
МПК: F26B 17/10, F26B 17/00
Мітки: сипучих, охолодження, матеріалів, сушки, апарат, комбінований
Текст:
...торкаючись труб і колекторів 13, охолоджується і цільним варом (для запобігання підсосу повітря) рухається до патрубку 12 вивантаження. Тепло продукту передається охолоджуючому агенту - воді, отже вода в трубах може нагріватися до 80-95°С і надходити, наприклад, в мережу теплопостачання підприємства, що підвищує тепловий ККД апарату. В результаті, як наслідок в такому апараті реалізуються 3 процеси: сушка, охолодження і утилізація тепла...
Попередній патент: Спосіб визначення рівня зрізу зрудніння родовищ корисних копалин
Наступний патент: Тренажер для тренування спеціальної силової підготовки борців
Випадковий патент: Сільськогосподарське знаряддя для внесення у грунт рідких добрив під час сівби