Пристрій для розливання металу
Номер патенту: 41370
Опубліковано: 17.09.2001
Автори: Навнико Павло Петрович, Черкаський Генадій Володимирович, Романовський Лев Борисович, Кірсанов Володимир Михайлович, Козловський Альфред Іванович, Поляков Микола Іванович, Лактіонов Володимир Іванович, Петриченко Олександр Григорович, Шадрін Костянтин Васильович, Саєнко Леонід Опанасович, Кореняко Віталій Олександрович
Формула / Реферат
Устройство для разливки металла, включающее изложницы, литниковую чашу, распределитель жидкого металла и сифонные проводки, в каналах которых выполнено по два выходных отверстия, отличающееся тем, что в канале каждой сифонной проводки дополнительно выполнено третье выходное отверстие, равноудаленное от первых двух выходных отверстий, при этом центры двух основных выходных отверстий смещены в одну сторону, а центр третьего смещен в противоположную сторону относительно продольной оси сифонных проводов на расстояние 0,125-0,175 диаметра канала сифонной проводки, диаметру всех выходных отверстий равны 0,65-0,75 диаметра канала сифонной про -водки.
Текст
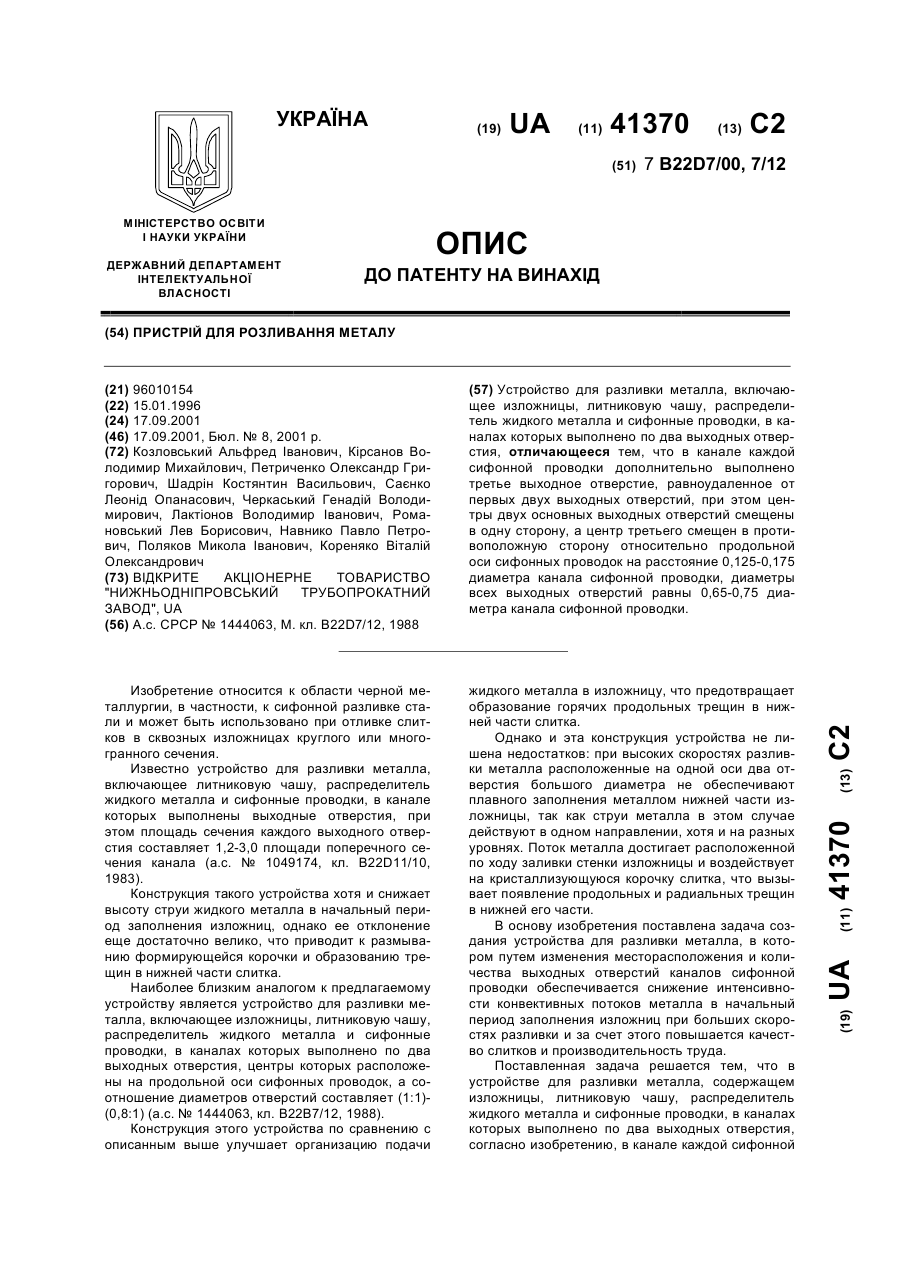
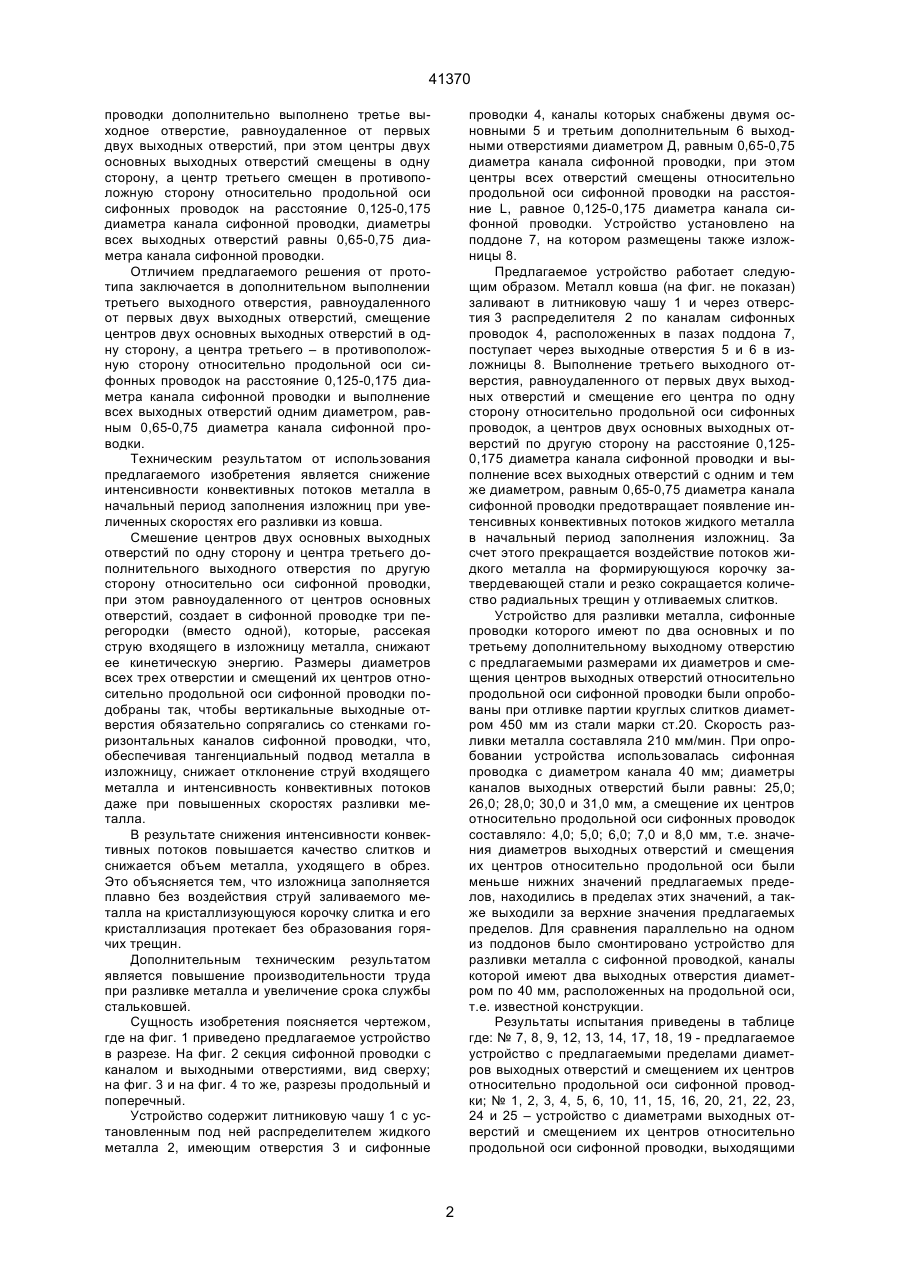
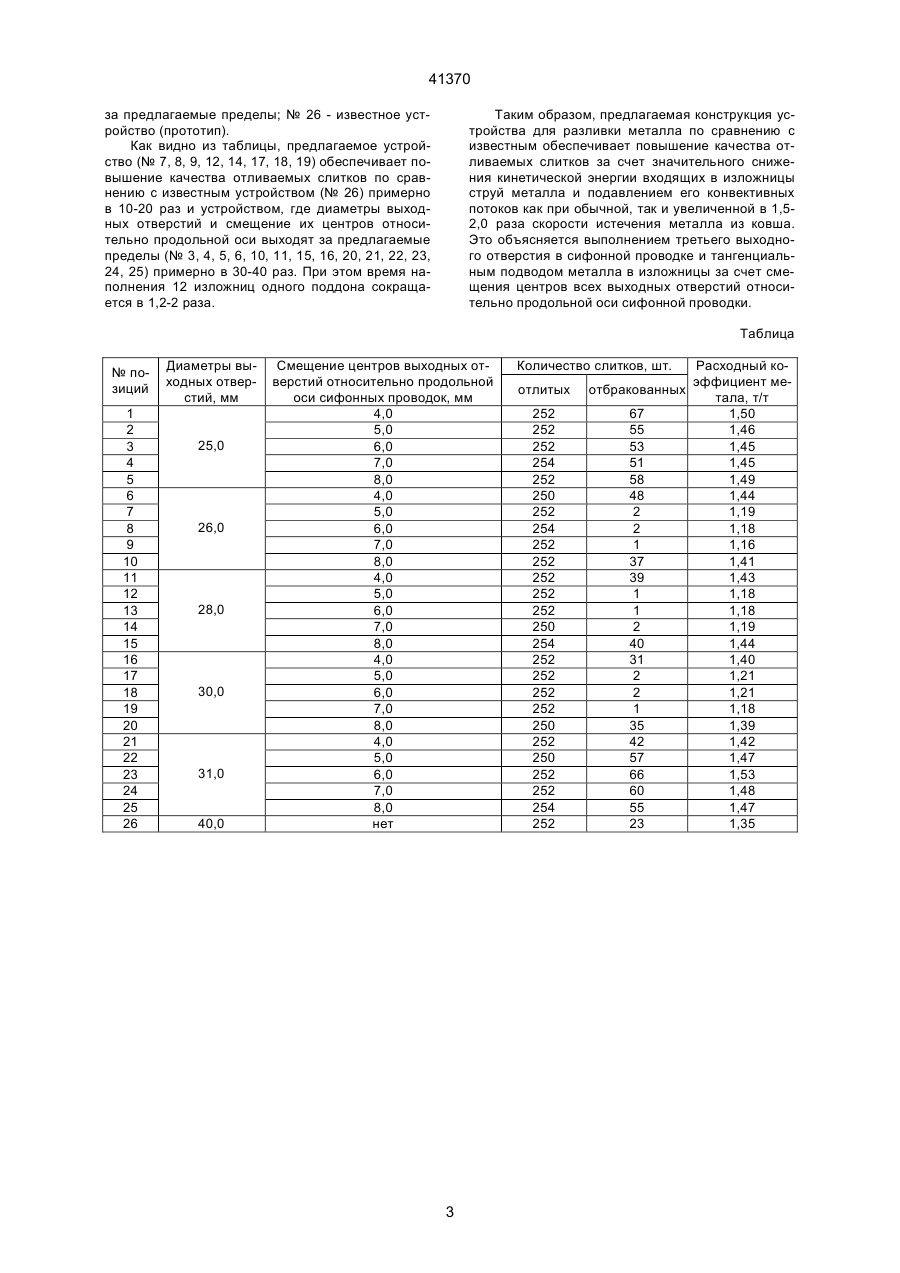
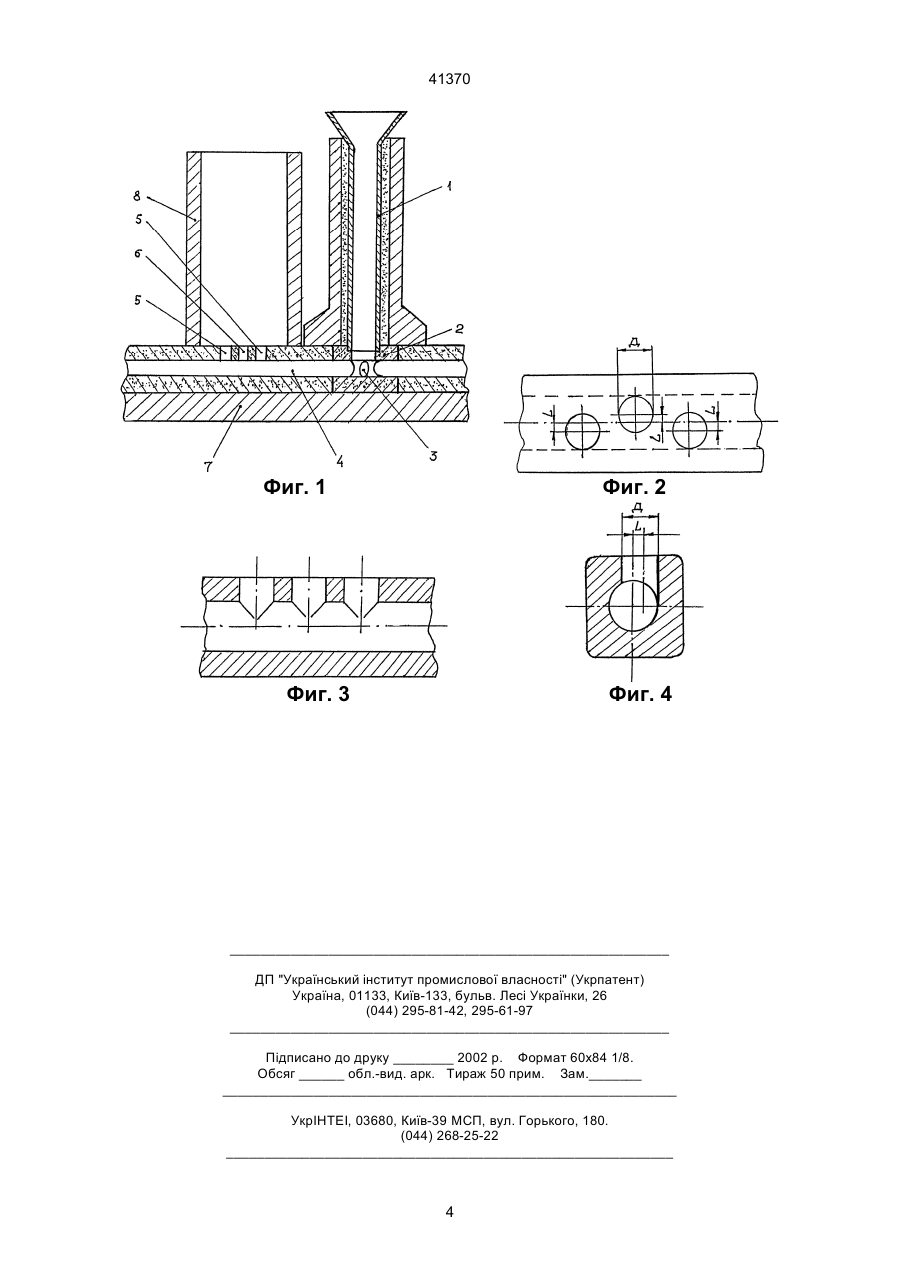
Устройство для разливки металла, включающее изложницы, литниковую чашу, распределитель жидкого металла и сифонные проводки, в каналах которых выполнено по два выходных отверстия, отличающееся тем, что в канале каждой сифонной проводки дополнительно выполнено третье выходное отверстие, равноудаленное от первых двух выходных отверстий, при этом центры двух основных выходных отверстий смещены в одну сторону, а центр третьего смещен в противоположную сторону относительно продольной оси сифонных проводок на расстояние 0,125-0,175 диаметра канала сифонной проводки, диаметры всех выходных отверстий равны 0,65-0,75 диаметра канала сифонной проводки. (19) (21) 96010154 (22) 15.01.1996 (24) 17.09.2001 (46) 17.09.2001, Бюл. № 8, 2001 р. (72) Козловський Альфред Іванович, Кірсанов Володимир Михайлович, Петриченко Олександр Григорович, Шадрін Костянтин Васильович, Саєнко Леонід Опанасович, Черкаський Генадій Володимирович, Лактіонов Володимир Іванович, Романовський Лев Борисович, Навнико Павло Петрович, Поляков Микола Іванович, Кореняко Віталій Олександрович (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "НИЖНЬОДНІПРОВСЬКИЙ ТРУБОПРОКАТНИЙ ЗАВОД", UA (56) А.с. СРСР № 1444063, М. кл. B22D7/12, 1988 41370 проводки дополнительно выполнено третье выходное отверстие, равноудаленное от первых двух выходных отверстий, при этом центры двух основных выходных отверстий смещены в одну сторону, а центр третьего смещен в противоположную сторону относительно продольной оси сифонных проводок на расстояние 0,125-0,175 диаметра канала сифонной проводки, диаметры всех выходных отверстий равны 0,65-0,75 диаметра канала сифонной проводки. Отличием предлагаемого решения от прототипа заключается в дополнительном выполнении третьего выходного отверстия, равноудаленного от первых двух выходных отверстий, смещение центров двух основных выходных отверстий в одну сторону, а центра третьего – в противоположную сторону относительно продольной оси сифонных проводок на расстояние 0,125-0,175 диаметра канала сифонной проводки и выполнение всех выходных отверстий одним диаметром, равным 0,65-0,75 диаметра канала сифонной проводки. Техническим результатом от использования предлагаемого изобретения является снижение интенсивности конвективных потоков металла в начальный период заполнения изложниц при увеличенных скоростях его разливки из ковша. Смешение центров двух основных выходных отверстий по одну сторону и центра третьего дополнительного выходного отверстия по другую сторону относительно оси сифонной проводки, при этом равноудаленного от центров основных отверстий, создает в сифонной проводке три перегородки (вместо одной), которые, рассекая струю входящего в изложницу металла, снижают ее кинетическую энергию. Размеры диаметров всех трех отверстии и смещений их центров относительно продольной оси сифонной проводки подобраны так, чтобы вертикальные выходные отверстия обязательно сопрягались со стенками горизонтальных каналов сифонной проводки, что, обеспечивая тангенциальный подвод металла в изложницу, снижает отклонение струй входящего металла и интенсивность конвективных потоков даже при повышенных скоростях разливки металла. В результате снижения интенсивности конвективных потоков повышается качество слитков и снижается объем металла, уходящего в обрез. Это объясняется тем, что изложница заполняется плавно без воздействия струй заливаемого металла на кристаллизующуюся корочку слитка и его кристаллизация протекает без образования горячих трещин. Дополнительным техническим результатом является повышение производительности труда при разливке металла и увеличение срока службы стальковшей. Сущность изобретения поясняется чертежом, где на фиг. 1 приведено предлагаемое устройство в разрезе. На фиг. 2 секция сифонной проводки с каналом и выходными отверстиями, вид сверху; на фиг. 3 и на фиг. 4 то же, разрезы продольный и поперечный. Устройство содержит литниковую чашу 1 с установленным под ней распределителем жидкого металла 2, имеющим отверстия 3 и сифонные проводки 4, каналы которых снабжены двумя основными 5 и третьим дополнительным 6 выходными отверстиями диаметром Д, равным 0,65-0,75 диаметра канала сифонной проводки, при этом центры всех отверстий смещены относительно продольной оси сифонной проводки на расстояние L, равное 0,125-0,175 диаметра канала сифонной проводки. Устройство установлено на поддоне 7, на котором размещены также изложницы 8. Предлагаемое устройство работает следующим образом. Металл ковша (на фиг. не показан) заливают в литниковую чашу 1 и через отверстия 3 распределителя 2 по каналам сифонных проводок 4, расположенных в пазах поддона 7, поступает через выходные отверстия 5 и 6 в изложницы 8. Выполнение третьего выходного отверстия, равноудаленного от первых двух выходных отверстий и смещение его центра по одну сторону относительно продольной оси сифонных проводок, а центров двух основных выходных отверстий по другую сторону на расстояние 0,1250,175 диаметра канала сифонной проводки и выполнение всех выходных отверстий с одним и тем же диаметром, равным 0,65-0,75 диаметра канала сифонной проводки предотвращает появление интенсивных конвективных потоков жидкого металла в начальный период заполнения изложниц. За счет этого прекращается воздействие потоков жидкого металла на формирующуюся корочку затвердевающей стали и резко сокращается количество радиальных трещин у отливаемых слитков. Устройство для разливки металла, сифонные проводки которого имеют по два основных и по третьему дополнительному выходному отверстию с предлагаемыми размерами их диаметров и смещения центров выходных отверстий относительно продольной оси сифонной проводки были опробованы при отливке партии круглых слитков диаметром 450 мм из стали марки ст.20. Скорость разливки металла составляла 210 мм/мин. При опробовании устройства использовалась сифонная проводка с диаметром канала 40 мм; диаметры каналов выходных отверстий были равны: 25,0; 26,0; 28,0; 30,0 и 31,0 мм, а смещение их центров относительно продольной оси сифонных проводок составляло: 4,0; 5,0; 6,0; 7,0 и 8,0 мм, т.е. значения диаметров выходных отверстий и смещения их центров относительно продольной оси были меньше нижних значений предлагаемых пределов, находились в пределах этих значений, а также выходили за верхние значения предлагаемых пределов. Для сравнения параллельно на одном из поддонов было смонтировано устройство для разливки металла с сифонной проводкой, каналы которой имеют два выходных отверстия диаметром по 40 мм, расположенных на продольной оси, т.е. известной конструкции. Результаты испытания приведены в таблице где: № 7, 8, 9, 12, 13, 14, 17, 18, 19 - предлагаемое устройство с предлагаемыми пределами диаметров выходных отверстий и смещением их центров относительно продольной оси сифонной проводки; № 1, 2, 3, 4, 5, 6, 10, 11, 15, 16, 20, 21, 22, 23, 24 и 25 – устройство с диаметрами выходных отверстий и смещением их центров относительно продольной оси сифонной проводки, выходящими 2 41370 за предлагаемые пределы; № 26 - известное устройство (прототип). Как видно из таблицы, предлагаемое устройство (№ 7, 8, 9, 12, 14, 17, 18, 19) обеспечивает повышение качества отливаемых слитков по сравнению с известным устройством (№ 26) примерно в 10-20 раз и устройством, где диаметры выходных отверстий и смещение их центров относительно продольной оси выходят за предлагаемые пределы (№ 3, 4, 5, 6, 10, 11, 15, 16, 20, 21, 22, 23, 24, 25) примерно в 30-40 раз. При этом время наполнения 12 изложниц одного поддона сокращается в 1,2-2 раза. Таким образом, предлагаемая конструкция устройства для разливки металла по сравнению с известным обеспечивает повышение качества отливаемых слитков за счет значительного снижения кинетической энергии входящих в изложницы струй металла и подавлением его конвективных потоков как при обычной, так и увеличенной в 1,52,0 раза скорости истечения металла из ковша. Это объясняется выполнением третьего выходного отверстия в сифонной проводке и тангенциальным подводом металла в изложницы за счет смещения центров всех выходных отверстий относительно продольной оси сифонной проводки. Таблица № позиций 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 Диаметры выходных отверстий, мм 25,0 26,0 28,0 30,0 31,0 40,0 Смещение центров выходных отверстий относительно продольной оси сифонных проводок, мм 4,0 5,0 6,0 7,0 8,0 4,0 5,0 6,0 7,0 8,0 4,0 5,0 6,0 7,0 8,0 4,0 5,0 6,0 7,0 8,0 4,0 5,0 6,0 7,0 8,0 нет 3 Количество слитков, шт. отлитых 252 252 252 254 252 250 252 254 252 252 252 252 252 250 254 252 252 252 252 250 252 250 252 252 254 252 Расходный коэффициент меотбракованных тала, т/т 67 1,50 55 1,46 53 1,45 51 1,45 58 1,49 48 1,44 2 1,19 2 1,18 1 1,16 37 1,41 39 1,43 1 1,18 1 1,18 2 1,19 40 1,44 31 1,40 2 1,21 2 1,21 1 1,18 35 1,39 42 1,42 57 1,47 66 1,53 60 1,48 55 1,47 23 1,35 41370 Фиг. 1 Фиг. 2 Фиг. 3 Фиг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for metal teeming
Автори англійськоюKozlovskyi Alfred Ivanovych, Kirsanov Volodymyr Mykhailovych, Petrychenko Oleksandr Hryhorovych, Shadrin Kostiantyn Vasyliovych, Saienko Leonid Opanasovych, Cherkasskyi Henadii Volodymyroych, Laktionov Volodymyr Ivanovych, Romanovskyi Lev Borysovych, Navnyko Pavlo Petrovych, Poliakov Mykola Ivanovych, Koreniako Vitalii Oleksandrovych
Назва патенту російськоюУстройство для разливки металла
Автори російськоюКозловский Альфред Иванович, Кирсанов Владимир Михайлович, Петриченко Александр Григорьевич, Шадрин Константин Васильевич, Саенко Леонид Афанасьевич, Черкасский Геннадий Владимирович, Лактионов Владимир Иванович, Романовский Лев Борисович, Навнико Павел Петрович, Поляков Николай Иванович, Кореняко Виталий Александрович
МПК / Мітки
Мітки: пристрій, розливання, металу
Код посилання
<a href="https://ua.patents.su/4-41370-pristrijj-dlya-rozlivannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для розливання металу</a>
Пристрій для сифонного розливання металу у виливниці і форми
Номер патенту: 18555
Опубліковано: 25.12.1997
Автори: Губенко Артур Васильович, Сергієнко Станіслав Леонідович, Осіпов Володимир Прокопович, Казаков Сергій Сергійович, Мошкевич Євгеній Ісайович, Узієнко Борис Олександрович, Король Леонід Наумович, Кисельов Микола Миколаєвич, Булат Володимир Олександрович
Мітки: металу, пристрій, виливниці, сифонного, розливання, форми
Формула / Реферат:
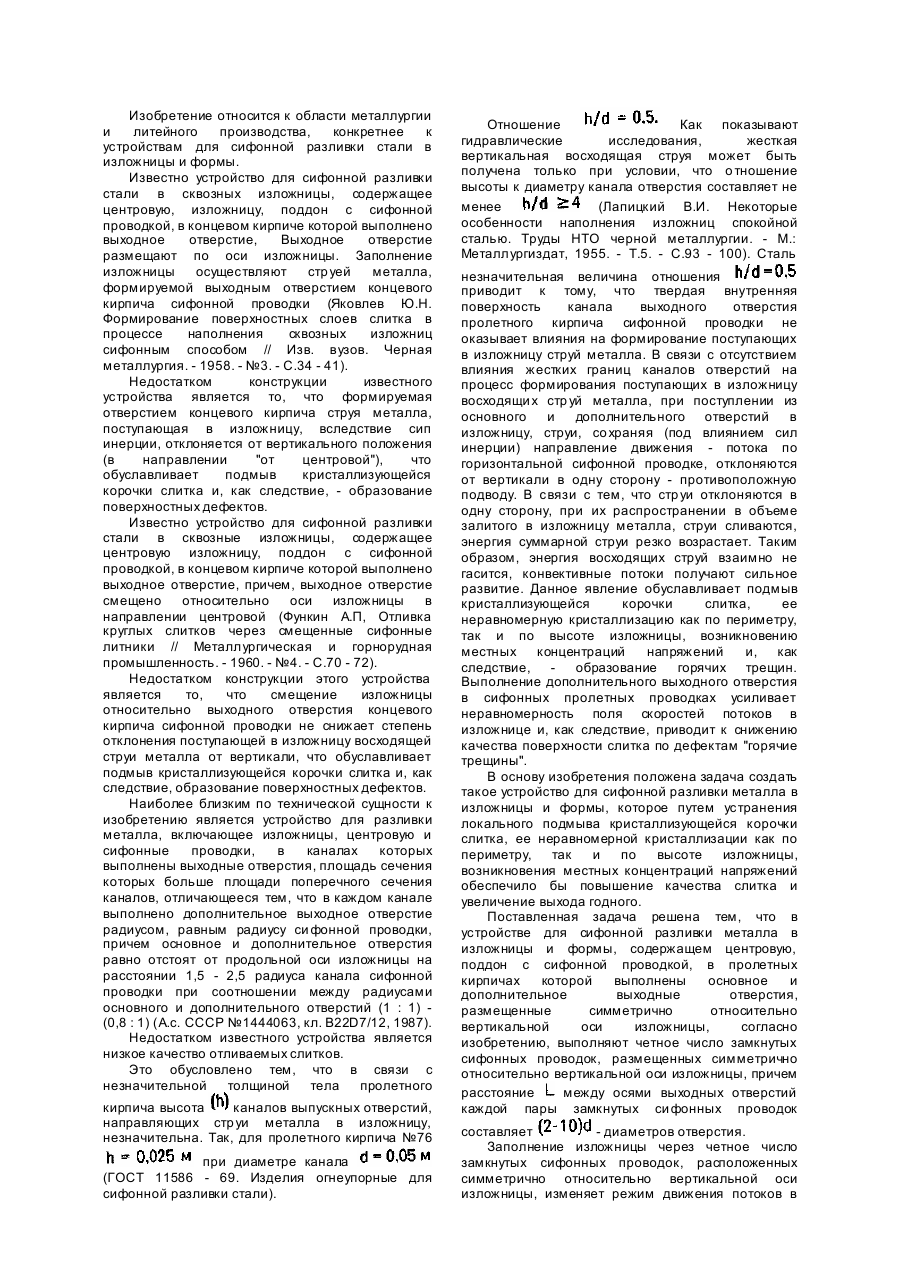
Устройство для сифонной разливки металла в изложницы и формы, содержащее центровую изложницу, поддон с сифонной проводкой, в пролетных кирпичах которой выполнены основные и дополнительные выходные отверстия, размещенные симметрично относительно вертикальной оси изложницы, отличающееся тем, что устройство содержит четное число замкнутых сифонных проводок, размещенных симметрично относительно вертикальной оси изложницы, причем расстояние между...
Пристрій для розливання рідкого металу

Номер патенту: 20415
Опубліковано: 15.07.1997
Автори: Погорський Віктор Костянтинович, Горюк Максим Степанович, Дубодєлов Віктор Іванович
МПК: B22D 39/00
Мітки: пристрій, рідкого, металу, розливання
Формула / Реферат:
1. Устройство для разливки жидкого металла, содержащее основание, раму, установленный на раме тигель со сливным желобом, огнеупорный блоке каналом, индуктор, электромагнит и привод для поворота устройства в вертикальной плоскости, отличающееся тем, что в огнеупорном блоке на участке присоединения к тиглю выполнено по меньшей мере два дополнительных канала, соединяющих полость токонесущего канала с тиглем:при этом каждый участок...
Спосіб та пристрій регулювання рівня меніска рідкого металу в кристалізаторі установки безперервного розливання металів
Номер патенту: 37227
Опубліковано: 15.05.2001
Автори: БЕКЛЕ Дід'є, БАННІ Т'єрі, ТОМАРДЕЛЬ Оділь, НАДІФ Мішель, МАРТАН Жан-Франсуа, МУШЕТТ Алан, ДРЮО Жоель, ДЮССЕ Ерве
МПК: B22D 11/14, B22D 11/16, F03B 15/00
Мітки: установки, пристрій, регулювання, кристалізаторі, безперервного, рівня, металу, спосіб, металів, розливання, меніска, рідкого
Формула / Реферат:
1. Способ регулирования уровня мениска жидкого металла в кристаллизаторе установки непрерывной разливки металла, в соответствии с которым принимаются электрические сигналы, выдаваемые по меньшей мере одной парой датчиков, расположенных непосредственно над мениском, причем электрические сигналы этих датчиков представляют собой функцию соответствующих расстояний h1, h2 между датчиками и мениском, осуществляется комбинирование двух этих...
Пристрій для безперервного розливання металу
Номер патенту: 40608
Опубліковано: 15.08.2001
Автори: Коллберг Стен, Свенссон Ерік, Таллбек Гете, Халлефельд Магнус, Андерссон Ерланд, Ерікссон Жан-Ерік
МПК: B22D 11/10
Мітки: металу, розливання, пристрій, безперервного
Формула / Реферат:
1. Устройство для непрерывной разливки металла, содержащее, по меньшей мере, один открытый книзу кристаллизатор в виде охлаждаемых медных плит, образующих охлаждаемую литейную форму с прямоугольным поперечным сечением, и в котором медные плиты прикреплены каждая к водоохлаждаемой коробчатой балке, расположенной снаружи от медной плиты, а также раму с гидравлическими поршнями, скрепляющие кристаллизатор, при этом указанный кристаллизатор...
Пристрій для сифонної заливки розплаву
Номер патенту: 6618
Опубліковано: 29.12.1994
Автори: Лапін Віталій Вікторович, Чепурний Анатолій Данилович, Гріженко Ігор Миколайович, Шатуров Сергій Валентинович, Литвиненко Олександр Віталійович
МПК: B22D 7/12
Мітки: сифонної, розплаву, пристрій, заливки
Формула / Реферат:
(57) Устройство для сифонной заливки расплава содержащее центровую изложницу поддон с сифонной проводкой и грязеуловитель отличающееся тем что грязеуловитель расположен между изложницей и поддоном и соединен с проходящей через него сифонной проводкой каналом диаметр которого составляет 1 2 1 4 диаметра каналов сифонной проводки а объем полости грязеуловителя равен 10 15 их объема.
Попередній патент: Мікроелектронний вимірювач тиску
Наступний патент: Засіб для лікування нейро-сніду
Випадковий патент: Пристрій відображення рекламної інформації