Пристрій для сифонного розливання металу у виливниці і форми
Номер патенту: 18555
Опубліковано: 25.12.1997
Автори: Мошкевич Євгеній Ісайович, Осіпов Володимир Прокопович, Казаков Сергій Сергійович, Король Леонід Наумович, Кисельов Микола Миколаєвич, Узієнко Борис Олександрович, Губенко Артур Васильович, Сергієнко Станіслав Леонідович, Булат Володимир Олександрович
Формула / Реферат
Устройство для сифонной разливки металла в изложницы и формы, содержащее центровую изложницу, поддон с сифонной проводкой, в пролетных кирпичах которой выполнены основные и дополнительные выходные отверстия, размещенные симметрично относительно вертикальной оси изложницы, отличающееся тем, что устройство содержит четное число замкнутых сифонных проводок, размещенных симметрично относительно вертикальной оси изложницы, причем расстояние между осями выходных отверстий каждой пары замкнутых сифонных проводок составляет (2 - 10)d - диаметров отверстия.
Текст
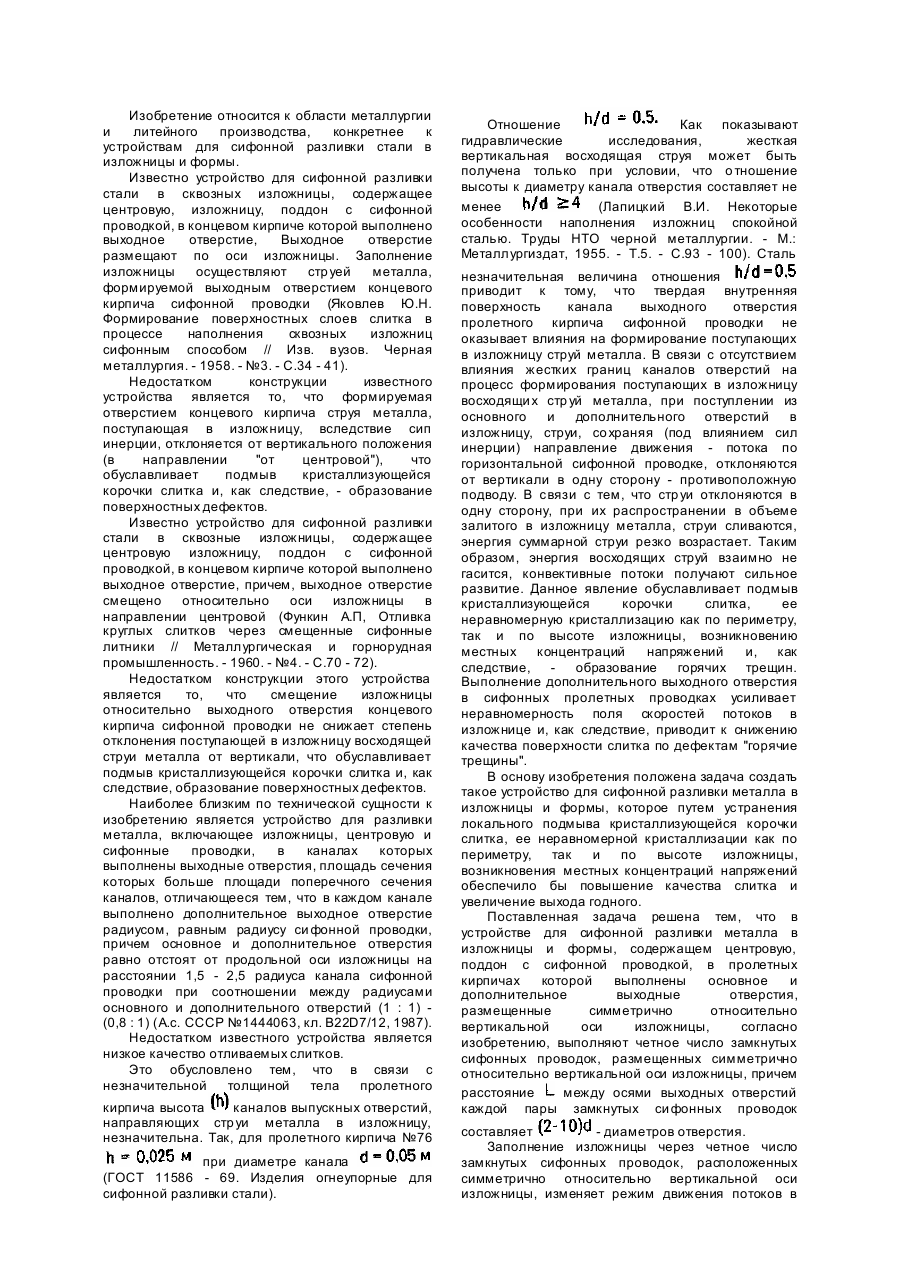
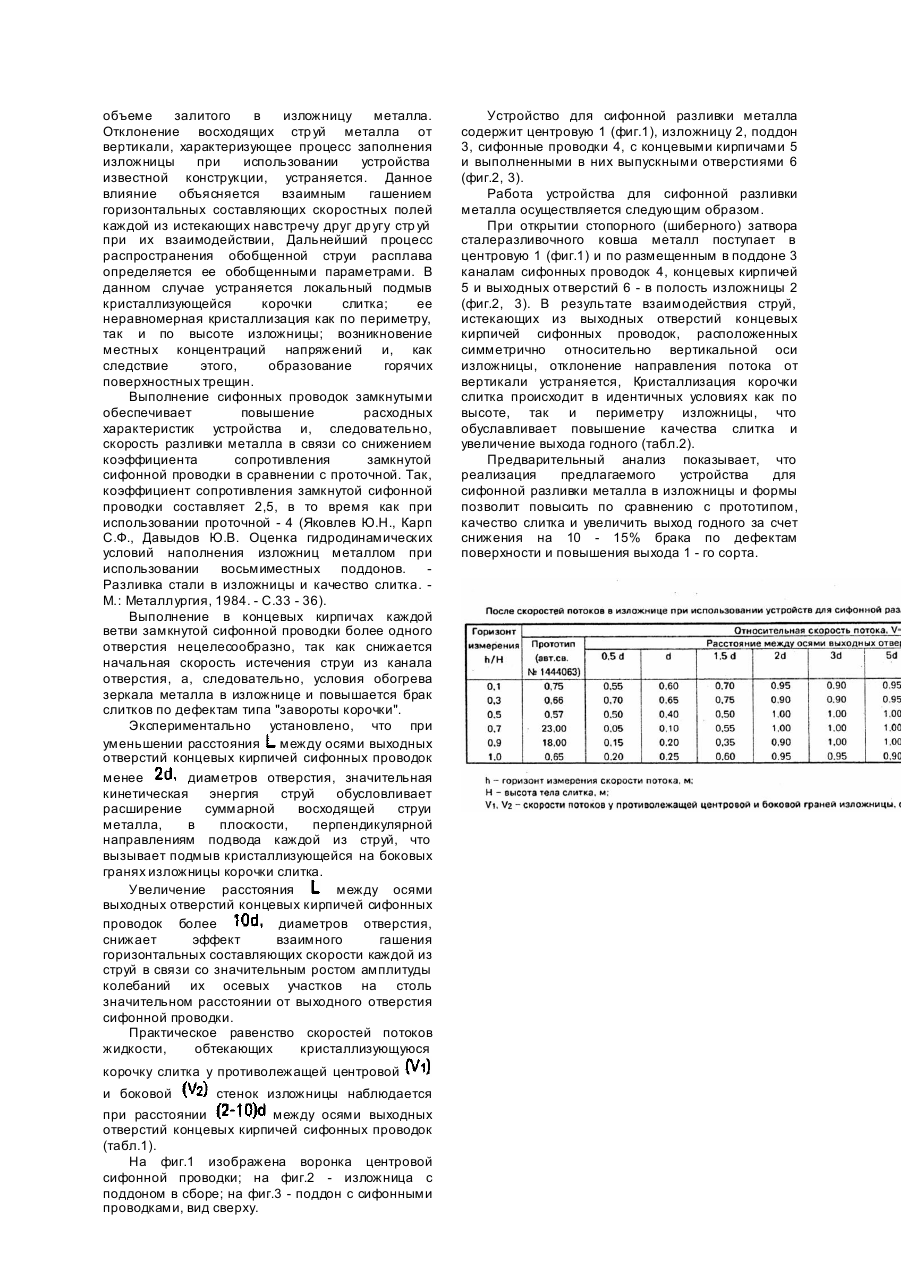
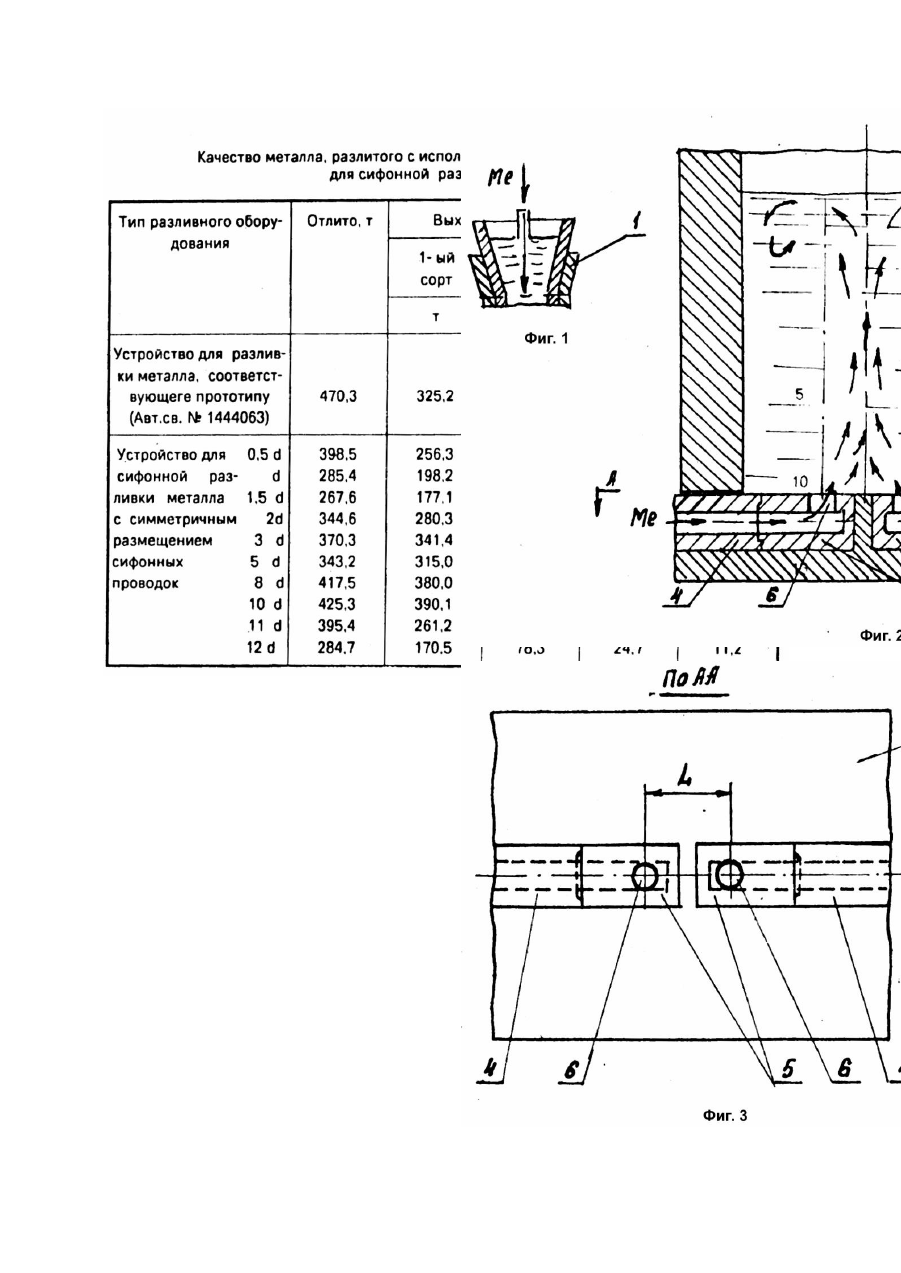
Изобретение относится к области металлургии и литейного производства, конкретнее к устройствам для сифонной разливки стали в изложницы и формы. Известно устройство для сифонной разливки стали в сквозных изложницы, содержащее центровую, изложницу, поддон с сифонной проводкой, в концевом кирпиче которой выполнено выходное отверстие, Выходное отверстие размещают по оси изложницы. Заполнение изложницы осуществляют стр уей металла, формируемой выходным отверстием концевого кирпича сифонной проводки (Яковлев Ю.Н. Формирование поверхностных слоев слитка в процессе наполнения сквозных изложниц сифонным способом // Изв. вузов. Черная металлургия. - 1958. - №3. - С.34 - 41). Недостатком конструкции известного устройства является то, что формируемая отверстием концевого кирпича струя металла, поступающая в изложницу, вследствие сип инерции, отклоняется от вертикального положения (в направлении "от центровой"), что обуславливает подмыв кристаллизующейся корочки слитка и, как следствие, - образование поверхностных дефектов. Известно устройство для сифонной разливки стали в сквозные изложницы, содержащее центровую изложницу, поддон с сифонной проводкой, в концевом кирпиче которой выполнено выходное отверстие, причем, выходное отверстие смещено относительно оси изложницы в направлении центровой (Функин А.П, Отливка круглых слитков через смещенные сифонные литники // Металлургическая и горнорудная промышленность. - 1960. - №4. - С.70 - 72). Недостатком конструкции этого устройства является то, что смещение изложницы относительно выходного отверстия концевого кирпича сифонной проводки не снижает степень отклонения поступающей в изложницу восходящей струи металла от вертикали, что обуславливает подмыв кристаллизующейся корочки слитка и, как следствие, образование поверхностных дефектов. Наиболее близким по технической сущности к изобретению является устройство для разливки металла, включающее изложницы, центровую и сифонные проводки, в каналах которых выполнены выходные отверстия, площадь сечения которых больше площади поперечного сечения каналов, отличающееся тем, что в каждом канале выполнено дополнительное выходное отверстие радиусом, равным радиусу си фонной проводки, причем основное и дополнительное отверстия равно отстоят от продольной оси изложницы на расстоянии 1,5 - 2,5 радиуса канала сифонной проводки при соотношении между радиусами основного и дополнительного отверстий (1 : 1) (0,8 : 1) (А.с. СССР №1444063, кл. B22D7/12, 1987). Недостатком известного устройства является низкое качество отливаемых слитков. Это обусловлено тем, что в связи с незначительной толщиной тела пролетного кирпича высота каналов выпускных отверстий, направляющих стр уи металла в изложницу, незначительна. Так, для пролетного кирпича №76 при диаметре канала (ГОСТ 11586 - 69. Изделия огнеупорные для сифонной разливки стали). Отношение Как показывают гидравлические исследования, жесткая вертикальная восходящая струя может быть получена только при условии, что о тношение высоты к диаметру канала отверстия составляет не менее (Лапицкий В.И. Некоторые особенности наполнения изложниц спокойной сталью. Труды НТО черной металлургии. - М.: Металлургиздат, 1955. - Т.5. - С.93 - 100). Сталь незначительная величина отношения приводит к тому, что твердая внутренняя поверхность канала выходного отверстия пролетного кирпича сифонной проводки не оказывает влияния на формирование поступающих в изложницу струй металла. В связи с отсутствием влияния жестких границ каналов отверстий на процесс формирования поступающих в изложницу восходящи х стр уй металла, при поступлении из основного и дополнительного отверстий в изложницу, струи, со храняя (под влиянием сил инерции) направление движения - потока по горизонтальной сифонной проводке, отклоняются от вертикали в одну сторону - противоположную подводу. В связи с тем, что стр уи отклоняются в одну сторону, при их распространении в объеме залитого в изложницу металла, струи сливаются, энергия суммарной струи резко возрастает. Таким образом, энергия восходящих струй взаимно не гасится, конвективные потоки получают сильное развитие. Данное явление обуславливает подмыв кристаллизующейся корочки слитка, ее неравномерную кристаллизацию как по периметру, так и по высоте изложницы, возникновению местных концентраций напряжений и, как следствие, образование горячих трещин. Выполнение дополнительного выходного отверстия в сифонных пролетных проводках усиливает неравномерность поля скоростей потоков в изложнице и, как следствие, приводит к снижению качества поверхности слитка по дефектам "горячие трещины". В основу изобретения положена задача создать такое устройство для сифонной разливки металла в изложницы и формы, которое путем устранения локального подмыва кристаллизующейся корочки слитка, ее неравномерной кристаллизации как по периметру, так и по высоте изложницы, возникновения местных концентраций напряжений обеспечило бы повышение качества слитка и увеличение выхода годного. Поставленная задача решена тем, что в устройстве для сифонной разливки металла в изложницы и формы, содержащем центровую, поддон с сифонной проводкой, в пролетных кирпичах которой выполнены основное и дополнительное выходные отверстия, размещенные симметрично относительно вертикальной оси изложницы, согласно изобретению, выполняют четное число замкнутых сифонных проводок, размещенных симметрично относительно вертикальной оси изложницы, причем расстояние между осями выходных отверстий каждой пары замкнутых си фонных проводок составляет - диаметров отверстия. Заполнение изложницы через четное число замкнутых сифонных проводок, расположенных симметрично относительно вертикальной оси изложницы, изменяет режим движения потоков в объеме залитого в изложницу металла. Отклонение восходящих стр уй металла от вертикали, характеризующее процесс заполнения изложницы при использовании устройства известной конструкции, устраняется. Данное влияние объясняется взаимным гашением горизонтальных составляющих скоростных полей каждой из истекающих навстречу друг др угу стр уй при их взаимодействии, Дальнейший процесс распространения обобщенной струи расплава определяется ее обобщенными параметрами. В данном случае устраняется локальный подмыв кристаллизующейся корочки слитка; ее неравномерная кристаллизация как по периметру, так и по высоте изложницы; возникновение местных концентраций напряжений и, как следствие этого, образование горячих поверхностных трещин. Выполнение сифонных проводок замкнутыми обеспечивает повышение расходных характеристик устройства и, следовательно, скорость разливки металла в связи со снижением коэффициента сопротивления замкнутой сифонной проводки в сравнении с проточной. Так, коэффициент сопротивления замкнутой сифонной проводки составляет 2,5, в то время как при использовании проточной - 4 (Яковлев Ю.Н., Карп С.Ф., Давыдов Ю.В. Оценка гидродинамических условий наполнения изложниц металлом при использовании восьмиместных поддонов. Разливка стали в изложницы и качество слитка. М.: Металлургия, 1984. - С.33 - 36). Выполнение в концевых кирпичах каждой ветви замкнутой сифонной проводки более одного отверстия нецелесообразно, так как снижается начальная скорость истечения струи из канала отверстия, а, следовательно, условия обогрева зеркала металла в изложнице и повышается брак слитков по дефектам типа "завороты корочки". Экспериментально установлено, что при уменьшении расстояния между осями выходных отверстий концевых кирпичей сифонных проводок менее диаметров отверстия, значительная кинетическая энергия струй обусловливает расширение суммарной восходящей струи металла, в плоскости, перпендикулярной направлениям подвода каждой из струй, что вызывает подмыв кристаллизующейся на боковых гранях изложницы корочки слитка. Увеличение расстояния между осями выходных отверстий концевых кирпичей сифонных проводок более диаметров отверстия, снижает эффект взаимного гашения горизонтальных составляющих скорости каждой из струй в связи со значительным ростом амплитуды колебаний их осевых участков на столь значительном расстоянии от выходного отверстия сифонной проводки. Практическое равенство скоростей потоков жидкости, обтекающих кристаллизующуюся корочку слитка у противолежащей центровой и боковой стенок изложницы наблюдается при расстоянии между осями выходных отверстий концевых кирпичей сифонных проводок (табл.1). На фиг.1 изображена воронка центровой сифонной проводки; на фиг.2 - изложница с поддоном в сборе; на фиг.3 - поддон с сифонными проводками, вид сверху. Устройство для сифонной разливки металла содержит центровую 1 (фиг.1), изложницу 2, поддон 3, сифонные проводки 4, с концевыми кирпичами 5 и выполненными в них выпускными отверстиями 6 (фиг.2, 3). Работа устройства для сифонной разливки металла осуществляется следующим образом. При открытии стопорного (шиберного) затвора сталеразливочного ковша металл поступает в центровую 1 (фиг.1) и по размещенным в поддоне 3 каналам сифонных проводок 4, концевых кирпичей 5 и выходных отверстий 6 - в полость изложницы 2 (фиг.2, 3). В результате взаимодействия струй, истекающих из выходных отверстий концевых кирпичей сифонных проводок, расположенных симметрично относительно вертикальной оси изложницы, отклонение направления потока от вертикали устраняется, Кристаллизация корочки слитка происходит в идентичных условиях как по высоте, так и периметру изложницы, что обуславливает повышение качества слитка и увеличение выхода годного (табл.2). Предварительный анализ показывает, что реализация предлагаемого устройства для сифонной разливки металла в изложницы и формы позволит повысить по сравнению с прототипом, качество слитка и увеличить выход годного за счет снижения на 10 - 15% брака по дефектам поверхности и повышения выхода 1 - го сорта.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for bottom casting of metal into the casting moulds and forms
Автори англійськоюUziienko Borys Oleksandrovych, Osypov Volodymyr Prokopovych, Serhiienko Stanislav Leonidovych, Bulat Volodymyr Oleksandrovych, Kazakov Serhii Serhiiovych, Moshkevych Yevhenii Isaiovych, Hubenko Artur Vasyliovych, Kyseliov Mykola Mykolaievych
Назва патенту російськоюУстройство для сифонной разливки металла в изложницы и формы
Автори російськоюУзиенко Борис Александрович, Осипов Владимир Прокофьевич, Сергиенко Станислав Леонидович, Булат Владимир Александрович, Казаков Сергей Сергеевич, Мошкевич Евгений Исаевич, Губенко Артур Васильевич, Киселев Николай Николаевич
МПК / Мітки
Мітки: пристрій, розливання, форми, металу, виливниці, сифонного
Код посилання
<a href="https://ua.patents.su/3-18555-pristrijj-dlya-sifonnogo-rozlivannya-metalu-u-vilivnici-i-formi.html" target="_blank" rel="follow" title="База патентів України">Пристрій для сифонного розливання металу у виливниці і форми</a>
Пристрій для сифонного розливу сталі

Номер патенту: 1463
Опубліковано: 25.07.1994
Автори: Оробцєв Юрій Вікторович, Димченко Євген Миколайович, Борисов Юрій Миколайович, Єрмоленко Ганна Володимирівна, Авер'янов Олексій Венедиктович, Дудін Віктор Іванович, Арцев Юрій Дмитрович
МПК: B22D 7/12
Мітки: сифонного, розливу, пристрій, сталі
Формула / Реферат:
1. Устройство для сифонной разливки стали, содержащее изложницу, поддон с размещенной в нем сифонной проводкой, в каналах которой выполнены два выходных заливочных отверстия, равно отстоящие от продольной оси изложницы, отличающееся тем, что оно снабжено скобой из металлической трубки, внутренний диаметр, толщина стенки и радиус изгиба которой соответственно равны 0,15-0,25; 0,03-0,06 и 3,0-5,0 диаметра выходного заливочного отверстия, при...
Пристрій для сифонного розливу сталі
Номер патенту: 5055
Опубліковано: 28.12.1994
Автор: Коржавін Андрій Сидорович
МПК: B22D 7/12
Мітки: пристрій, сифонного, розливу, сталі
Формула / Реферат:
Устройство для сифонной разливки стали, содержащее поддон с каналами для сифонной проводки, собранной из сифонных кирпичей, уложенных на слой теплоизолирующей смеси и имеющий квадратные сечения, отличающееся тем, что, с целью сокращения экзогенных неметаллических включений в слитке путем уменьшения разрушения сифонной проводки и прорывов металла, на каждой боковой поверхности уложенных сифонных кирпичей по всей ее длине выполнен...
Пристрій для сифонної заливки розплаву
Номер патенту: 6618
Опубліковано: 29.12.1994
Автори: Литвиненко Олександр Віталійович, Шатуров Сергій Валентинович, Лапін Віталій Вікторович, Гріженко Ігор Миколайович, Чепурний Анатолій Данилович
МПК: B22D 7/12
Мітки: заливки, розплаву, сифонної, пристрій
Формула / Реферат:
(57) Устройство для сифонной заливки расплава содержащее центровую изложницу поддон с сифонной проводкой и грязеуловитель отличающееся тем что грязеуловитель расположен между изложницей и поддоном и соединен с проходящей через него сифонной проводкой каналом диаметр которого составляет 1 2 1 4 диаметра каналов сифонной проводки а объем полости грязеуловителя равен 10 15 их объема.
Пристрій для сифонної розливки сталі
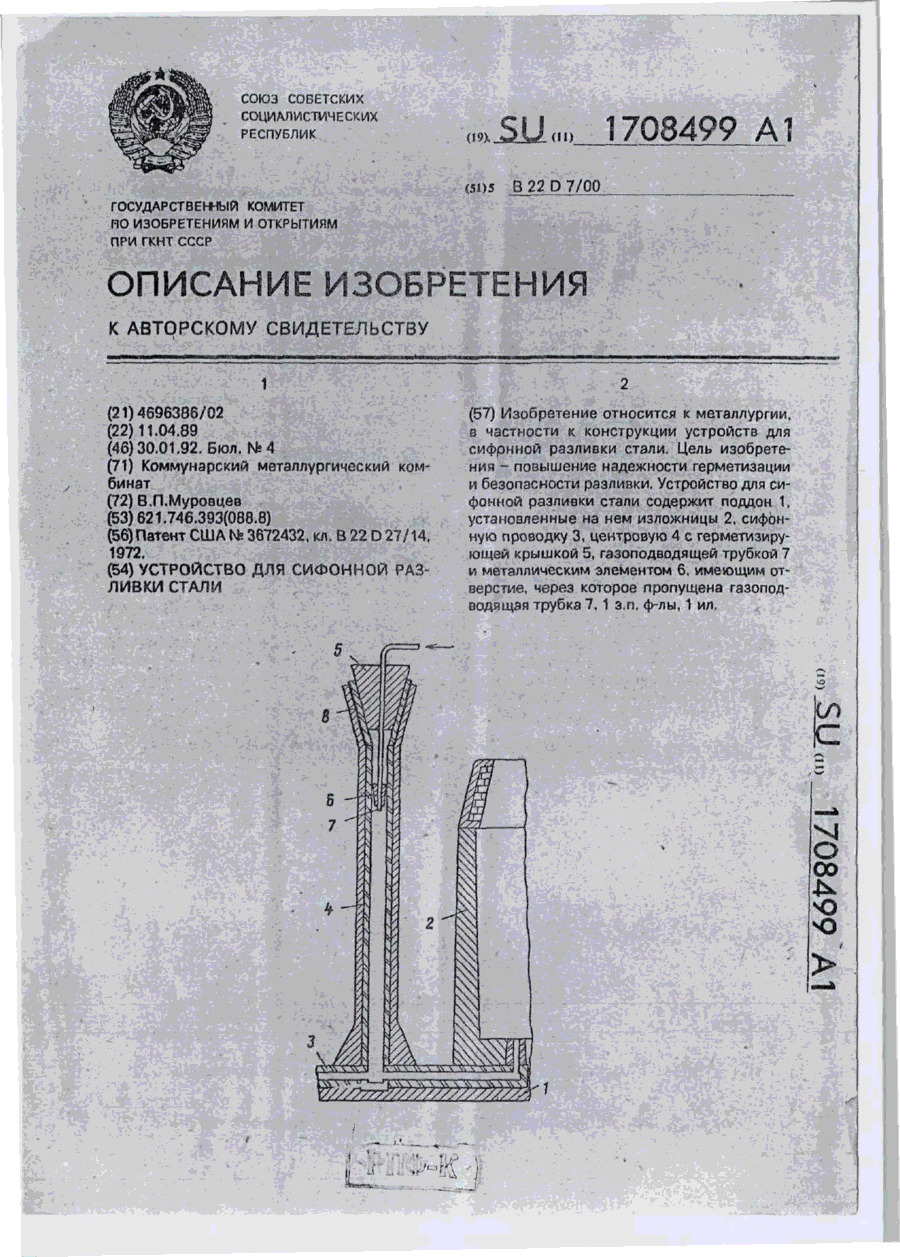
Номер патенту: 1954
Опубліковано: 20.12.1994
Автор: Муровцев Віктор Петрович
МПК: B22D 7/00
Мітки: розливки, сифонної, пристрій, сталі
Формула / Реферат:
1. Устройство для сифонной разливки стали, содержащее поддон с сифонной проводкой, изложницы, центровую с герметизирующей крышкой, соединенную газоподводящей трубкой с системой подачи газа, отличающееся тем, что, с целью повышения надежности герметизации и безопасности процесса разливки, оно снабжено холодильником, а газоподводящая трубка введена через крышку в полость центровой, причем холодильник закреплен на конце этой трубки. 2....
Пристрій для перемішування металу зливків, що кристалізуються у виливницях
Номер патенту: 16633
Опубліковано: 29.08.1997
Автори: Якобше Ришард Якубович, Клименко Олександр Микитович, Плискановський Олександр Станіславович, Цапко Тамара Григорівна, Сивенко Володимир Феофанович, Шевченко Леонід Устинович, Шаболін Борис Леонідович, Боцман Олександр Степанович, Єфімов Віктор Олексійович, Наконечний Микола Федорович
МПК: B22D 27/00, B22D 7/12
Мітки: кристалізуються, перемішування, виливницях, пристрій, зливків, металу
Формула / Реферат:
Устройство для перемешивания металла кристаллизующихся слитков в изложницах, содержащее поддон, установленные на нем изложницы и футерованную изнутри огнеупорными трубками центровую, соединенную с расположенными в поддоне сифонными проводками, и размещенную сверху на центровой крышку с уплотнением и системой подвода и отвода сжатого газа, отличающееся тем, что, с целью повышения эффективности перемешивания металла в изложницах, система...
Попередній патент: Трансдермальна терапевтична система
Наступний патент: Спосіб одержання гонадотропіну, який має активність фолікулостимулюючого гормону, з постменопаузної сечі (сечового концентрату)
Випадковий патент: Роторний змішувач для полімерних композицій